Предлагаемое изобретение относится к массообменным процессам для реализации, в которых (процессах) используют ректификационные колонны. Более точно – к способу повышения разделяющей и/или пропускной способности ректификационных колонн разделения бинарных или многокомпонентных смесей.
Краткая сущность заявленного технического решения сводится к оптимизации режима работы существующих в промышленности ректификационных колонн путём вывода режима работы колонн на оптимальные значения рабочего давления и флегмового числа для решения задач по повышению производительности колонн без ухудшения разделяющей способности, повышению разделяющей способности без изменения производительности колонн и одновременному повышению производительности и разделяющей способности колонн. Заявленное техническое решение, обеспечивающее таковую возможность, входит в противоречие с общеизвестными установившимися знаниями в исследуемой области техники, так как позволяет решать указанные выше задачи без каких-либо капитальных затрат, без необходимости изменения конструкции и внутреннего устройства колонн, без останова оборудования на капитальный ремонт за счёт применения оригинального подхода, не являющегося очевидным для специалиста в данной области техники.
Далее в тексте заявителем приведены термины, которые необходимы для облегчения однозначного понимания сущности заявленных материалов и исключения противоречий и/или спорных трактовок при выполнении экспертизы по существу.
Ректификация - процесс разделения двойных или многокомпонентных смесей за счёт противоточного массо- и теплообмена между паром и жидкостью на практически чистые компоненты, отличающиеся температурами кипения, путём многократных испарений жидкости и конденсации паров [https://ru.wikipedia.org/wiki/Ректификация].
Флегма - часть дистиллята, возвращаемая на верхнюю тарелку ректификационной колонны для её орошения [http://www.xumuk.ru/bse/2886.html].
Флегмовое число - параметр работы ректификационной колонны, определяющий эффективность процесса разделения в концентрационной секции колонны. Флегмовое число представляет собой отношение количества жидкости, стекающей с любой тарелки в концентрационной секции колонны (от места ввода сырья до отбора верхнего продукта — дистиллята), к количеству отбираемого дистиллята [https://ru.wikipedia.org/wiki/ Флегмовое_число].
На дату представления заявочных материалов в исследуемой области техники существует ряд насущных задач (проблем), приведенных далее, не разрешённых по существу на дату представления заявочных материалов. С целью разрешения этих задач (проблем), стоящих в исследуемой области техники, заявителем проведён анализ выявленного уровня техники по отдельности в отношении:
- информации, опубликованной в научно-технической литературе;
- информации, выявленной из патентных баз данных.
Анализ уровня техники, выявленный из источников научно-технической информации, позволяет заявителю выявить в целом следующие основополагающие задачи, стоящие в исследуемой области техники и не нашедшие разрешения по существу в таком виде, как заявлено в материалах заявленного технического решения на дату представления заявочных материалов:
Задача № 1 - необходимость повышения качества продукции (повышения разделяющей способности) без уменьшения производительности колонны, без вмешательства во внутреннее устройство колонны и без изменения геометрических размеров колонны.
Задача № 2 - необходимость повышения производительности колонны без изменения качества получаемого продукта, без вмешательства во внутреннее устройство колонны и без изменения геометрических размеров колонны.
Задача № 3 - необходимость одновременного повышения производительности и качества продукции колонны, без вмешательства во внутреннее устройство колонны и без изменения геометрических размеров колонны.
Указанные проблемы не нашли разрешения по существу в исследованном заявителем на дату предоставления заявочных материалов в уровне техники.
При этом, по мнению заявителя, указанные выше данные противоречия могут быть объяснены тем, что, вероятно, исследования выполнялись разработчиками (авторами) выявленных источников преимущественно в период с 1965 г. по 2007 г., когда для исследования использовались недостаточно точные, морально устаревшие на дату подачи заявленного технического решения преимущественно математические методики моделирования (далее - методики), а именно - для исследования применялись методики (см. источники [1-4]), обладающие низкой точностью и, как следствие, низкой достоверностью, что, по всей видимости, и было причиной получения недостаточно корректных и достоверных результатов.
На дату представления заявочных материалов заявителем не выявлены технические решения, позволяющие единовременно решить все 3, указанные выше, комплексные задачи (проблемы), которые, в свою очередь, состоят из подзадач. Указанные задачи, принимая во внимание представленный далее анализ уровня техники, не могут быть разрешены при использовании одной ректификационной колонны вследствие того, что выявленные технические решения предназначены для разрешения по существу каждой из задач (подзадач) исключительно по отдельности и при этом однозначно требуют выполнения какого-либо одного или ряда действий, представленных далее.
Для решения существующих проблем из исследованного уровня техники заявителем выявлены следующие общеизвестные методы, в целом являющиеся экстенсивными.
Метод 1, позволяющий решить все 3 поставленные задачи. При этом необходимо повысить число тарелок и/или диаметр колонны, что приводит к необходимости увеличения размеров ректификационной колонны, что влечет за собой существенные капитальные затраты на модернизацию колонны [1], [см. способ на стр.4].
Метод 2, позволяющий решить все 3 поставленные задачи посредством замены контактных устройств на более эффективные, к примеру, посредством замены тарелки на насадки с большим КПД (например, на сёдла Бёрля). Однако данный способ приводит к существенным капитальным затратам на модернизацию ректификационной колонны [1], [см. способ на стр. 4].
Метод 3, позволяющий решить первую и вторую задачи - по усовершенствованию методов управления технологическими параметрами работы ректификационных колонн, при этом имеется раздельная возможность повышения пропускной или разделяющей способности колонны. Однако известный из исследованного уровня техники источник полностью исключает возможность одновременного повышения производительности (пропускной способности) и качества (разделяющей способности) колонны. При этом следует обратить внимание на то, что увеличение одного из параметров эффективности работы ректификационной колонны (производительности или качества продукции) приводят к снижению показателя эффективности другого параметра [2] [см. способ на стр. 4,6].
Метод 4, позволяющий решить первую и вторую задачи - изменить флегмовое число в колонне. При этом повышение флегмового числа ведет к повышению качества продуктов разделения при снижении производительности ректификационной колонны. Снижение же флегмового числа приводит к увеличению производительности при однозначном снижении качества продуктов разделения ректификационной колонны. Потому данный метод не позволяет достичь поставленной заявителем цели (см. способ на стр. 5) [1,4].
Метод 5, позволяющий решить первую задачу - повысить коэффициент относительной летучести посредством ввода в колонну разделяющего агента. При этом состав разделяющего агента выбирается исходя из свойств разделяемых компонентов, что также приводит к издержкам по подбору качественных и количественных параметров надлежащего разделяющего агента [4].
Ниже указанные Методы 1-5 описаны заявителем далее более детально рассмотрены на стр. 4 -7 настоящих заявочных материалов.
Разработанный заявителем способ позволяет решить все 3 поставленные задачи и характеризуется отсутствием необходимости увеличения размеров колонны, отсутствию необходимости замены тарелок на другой вид и т.д.
При этом в [3] отмечается, что давление в ректификационной колонне влияет также на ее производительность - с увеличением давления удельная производительность колонны растет, с понижением давления падает, из чего в [3] следует вывод, что производительность ректификационной колонны однозначно растет с повышением давления в колонне.
По мнению заявителя, данные зависимости наблюдались и фиксировались в экспериментах исследователями вследствие недостаточной достоверности расчетов в силу недостаточно высокого уровня используемых ранее математических методов расчётов.
При этом найденные заявителем зависимости, подтвержденные в заявленном техническом решении, экспериментально позволяют сделать доказательные выводы о том, что зависимость производительности от давления, изложенная в источнике [3], не соответствует действительности.
Если по данным источника [3] производительность ректификационной колонны однозначно растет с повышением давления в колонне (см. стр. 155), то эксперименты, проведенные заявителем в соответствии с заявленным способом, доказывают факт того, что в действительности зависимость производительности от давления имеет форму кривой (см. Фиг.9) с максимумом производительности при давлении 28 кгс/см2. Данные зависимости были получены для колонны К -302 предприятия ПАО «Казаньоргсинтез», однако следует иметь в виду, что максимум производительности различных колонн будет приходиться на разные значения давления и зависит от состава сырья и размеров колонны.
Далее заявителем представлена более детализированная информация, изложенная выше кратко в части описаний Методов 1-5 соответственно, например, в источнике [3] и других источниках в выявленном уровне техники на дату представления заявочных материалов.
Метод 1 более детально характеризуется тем, что повысить эффективность процесса ректификации возможно, увеличив число тарелок в колонне.
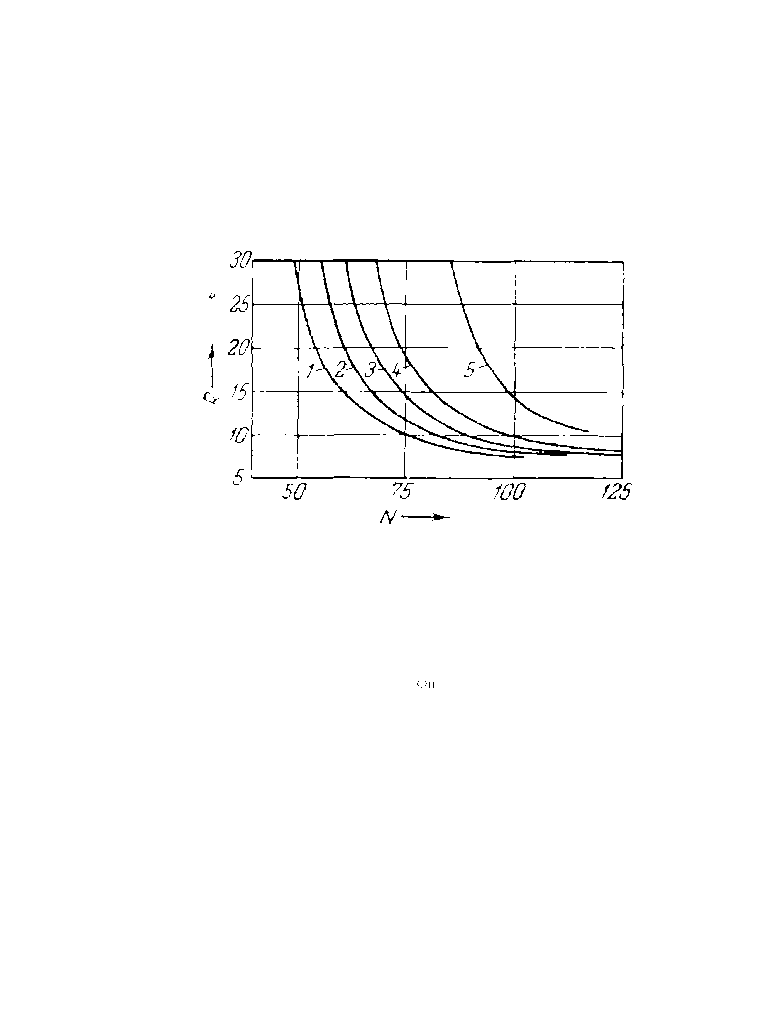
Как видно из Фиг. 1 (где R- флегмовое число, N- число тарелок в колонне), при постоянном флегмовом числе необходимо большее число тарелок для выделения более чистого продукта. Например, для выделения о-ксилола чистотой 98% при флегмовом числе 15 необходимо 75 тарелок, а для готового продукта с чистотой 99,9% требуется уже 100 тарелок [1].
Таким образом, представляется возможным сделать вывод о том, что для повышения разделяющей способности колонны необходимо существенно увеличить число тарелок, а увеличение числа тарелок, как следствие, приводит к увеличению высоты ректификационной колонны, то есть ее размеров, что, в свою очередь, приводит к значительным капитальным затратам.
Метод 2 более детально характеризуется заменой контактных устройств. Контактные устройства колонны заменяют на другие (тарельчатые или насадочные), обладающими большим КПД, что, в свою очередь, дает большее число теоретических тарелок в колонне. Это позволяет повысить разделяющую и/или пропускную способность колонны при сохранении геометрических размеров колонны, однако требует существенных материальных затрат на замену контактных устройств, что в конечном счёте также приводит к значительным капитальным затратам.
При этом Метод 2 обладает рядом недостатков, вытекающих из замены контактных устройств, а именно - повышение производительности и/или разделяющей способности колонны путем замены контактных устройств на более производительные и эффективные сопряжено также и с повышением капитальных затрат и связанными с указанной заменой длительностью проведения строительно-монтажных работ, и, конечно же, со снижением других показателей эффективности работы колонны, таких устойчивость к изменению нагрузки по питанию, устойчивость к работе с загрязненным сырьём и обычным сырьём, которое (сырьё) характеризуется склонностью к образованию отложений.
Кроме того, некоторые типы контактных устройств, например, насадки насадочных колонн, теряют свою эффективность при больших диаметрах колонны из-за появления пристеночного эффекта, что сводит на нет проведение работ по замене контактных устройств.
Метод 3 более детально характеризуется тем, что повысить эффективность процесса ректификации возможно путем совершенствования методов управления технологическими параметрами работы ректификационных колонн: флегмового числа, парового числа и других.
Из исследованного уровня техники выявлено техническое решение [2], которое заключается в раздельном регулировании двух рабочих параметров ректификационной колонны, к примеру - расхода орошения (флегмового числа) и компенсирующего воздействия путём подачи греющего пара в кипятильник колонны.
Недостатками регулирования степени разделения является регулирование по подаче орошения, что, в свою очередь, логически ведёт к снижению производительности колонны при повышении качества дистиллята.
В выявленном техническом решении [2] описано также управлении параметрами колонны с использованием математической модели ректификационной колонны. Сущность известного технического решения сводится к необходимости измерения расхода и состава питания. Далее, после замера указанных выше параметров с помощью математической модели, рассчитываются расход флегмы и производительность кипятильника. Таким образом, известный метод обеспечивает возможность получения требуемого состава дистиллята и кубового остатка при заданной разделяющей способности колонны.
Однако при этом следует акцентировать внимание на том, что известный способ не обеспечивает возможность реализации задач, решаемых с использованием заявленного технического решения [2].
Кроме того, использование математической модели, используемой в источнике [2] значительно снижает как скорость управления технологическими параметрами (трата времени на создание математической модели), так и приводит к усложнению процесса управления в целом. Эти факторы, как следствие, ведут к удорожанию процесса в целом, связанного с автоматизацией, при этом следует акцентировать внимание на том, что эксперименты, выполненные заявителем, позволили выявить погрешности при расчётах, связанных с использованием морально устаревшей математической модели, которые в конечном счёте к низкой эффективности известного метода при использовании по назначению.
Метод 4 более детально характеризуется тем, что для повышения эффективности работы колонны требуется повышение флегмового числа. К примеру, для выделения 90%-го о-ксилола при 75 тарелках в колонне необходимо флегмовое число порядка 10, а для о-ксилола с чистотой 99% при том же числе тарелок необходимо флегмовое число порядка 19 (Фиг. 1) [1].
Однако увеличение флегмового числа имеет один существенный недостаток - с увеличением флегмового числа увеличивается и плотность орошения колонны, а это часто приводит к снижению допустимой скорости пара в колонне и, следовательно, по логике приводит к необходимости увеличения диаметра колонны. Последнее влечет за собой увеличение в целом объема колонны и, соответственно, приводит к увеличению капитальных вложений [4].
Метод 5 более детально характеризуется тем, что повышение разделяющей способности ректификационных колон происходит путём повышения относительной летучести разделяемых компонентов для смесей близкокипящих веществ. Для этого применяется селективный растворитель для одного из компонентов (экстрактивная или азеотропная ректификация). Далее один из компонентов выводится в чистом виде, а другой, растворенной компонент, в смеси с разделяющим агентом разделяется на следующем этапе, разделяющий агент регенерируется и возвращается в систему [4].
При реализации известного метода повышаются металло- и энергоемкость процесса, что влечет за собой существенные капитальные затраты и приводит к увеличению себестоимости продукции в целом.
Основываясь на вышеизложенном анализе пяти общеизвестных методов, заявителем с целью поиска разрешения трех указанных задач (проблем) было проведено компьютерное моделирование ректификационной колонны с изменяемым флегмовым числом при постоянных геометрических размерах колонны, числе тарелок, составе сырья и давлении в колонне, с использованием специального программного обеспечения Aspen HYSYS или другой расчетной программы.
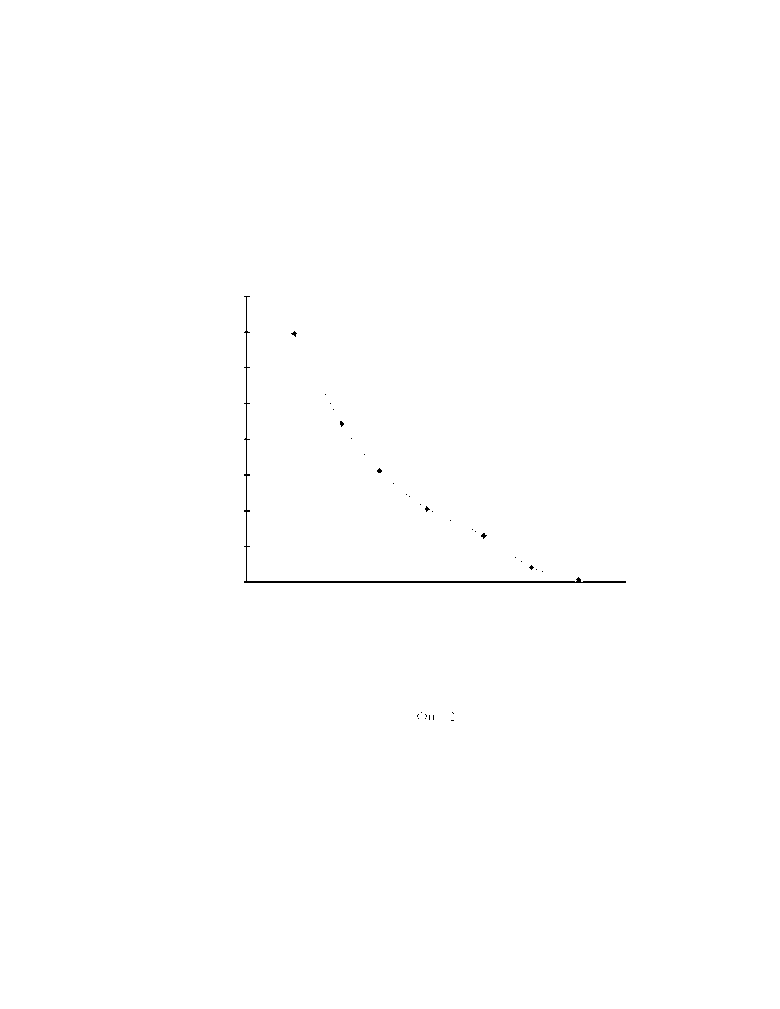
Результаты моделирования ректификационной колонны по данным действующей ректификационной колонной К-302 предприятия ПАО «Казаньоргсинтез», предназначенной для выделения этан-этиленовой фракции из пирогаза, приведены заявителем в графическом виде на Фиг.2.
Задачей заявителя стояло снижение содержания пропилена в этан-этиленовой фракции (дистилляте) в результате моделирования, выполненного по данным действующей ректификационной колонной К-302 с применением специального программного обеспечения Aspen HYSYS [https://studbooks.net/2270918/informatika/
programmy_avtomatizatsii_tehnologicheskih_raschetov].
Заявителем получены результаты обеспечивающие повышения разделяющей способности ректификационной колоны и качества продуктов разделения (снижение содержание пропилена в этан-этиленовой фракции (ЭЭФ)) при различных флегмовых числах в интервале давлений от 4 до 36 кгс/см2. Например, содержание пропилена в ЭЭФ при флегмовом числе (ФЧ) 0,5 со снижением давления от 36 до 4 кгс/см2 снизилось с 1,26% до 0,000019%.
Далее указанные результаты были протестированы на действующей колонне К-302, результаты промышленных экспериментов приведены заявителем в Примере 1. При этом возможно сделать доказательный вывод о том, что результаты моделирования совпали с результатами промышленного эксперимента до 99%, то есть совпали до пределов допустимых ошибок.
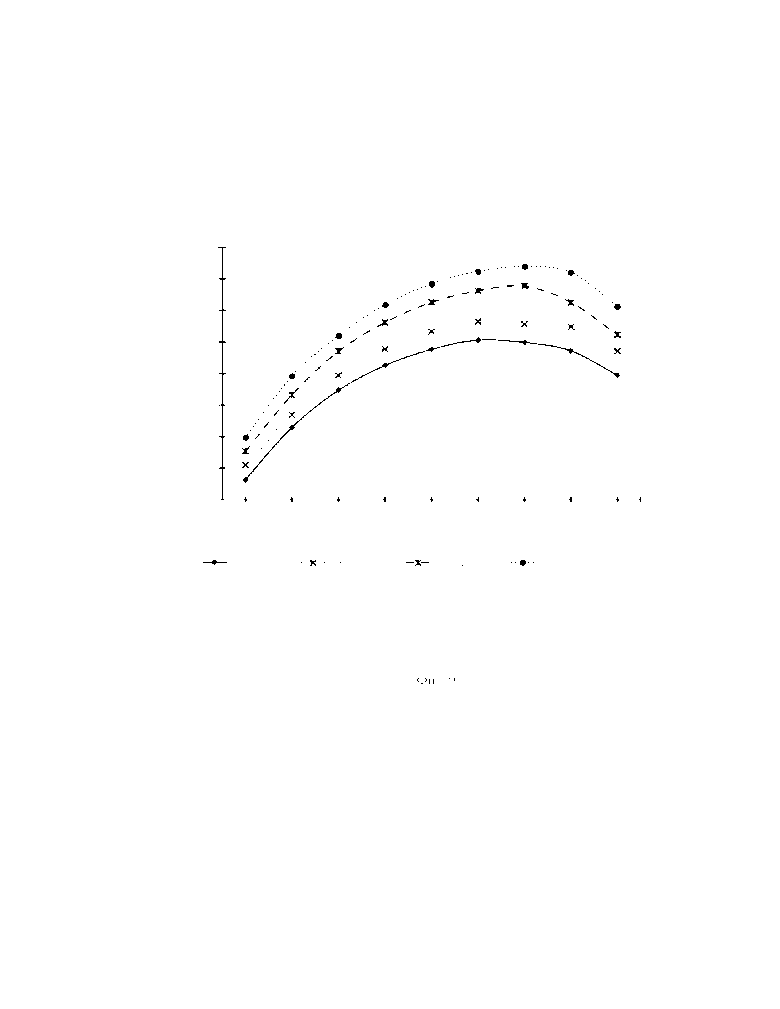
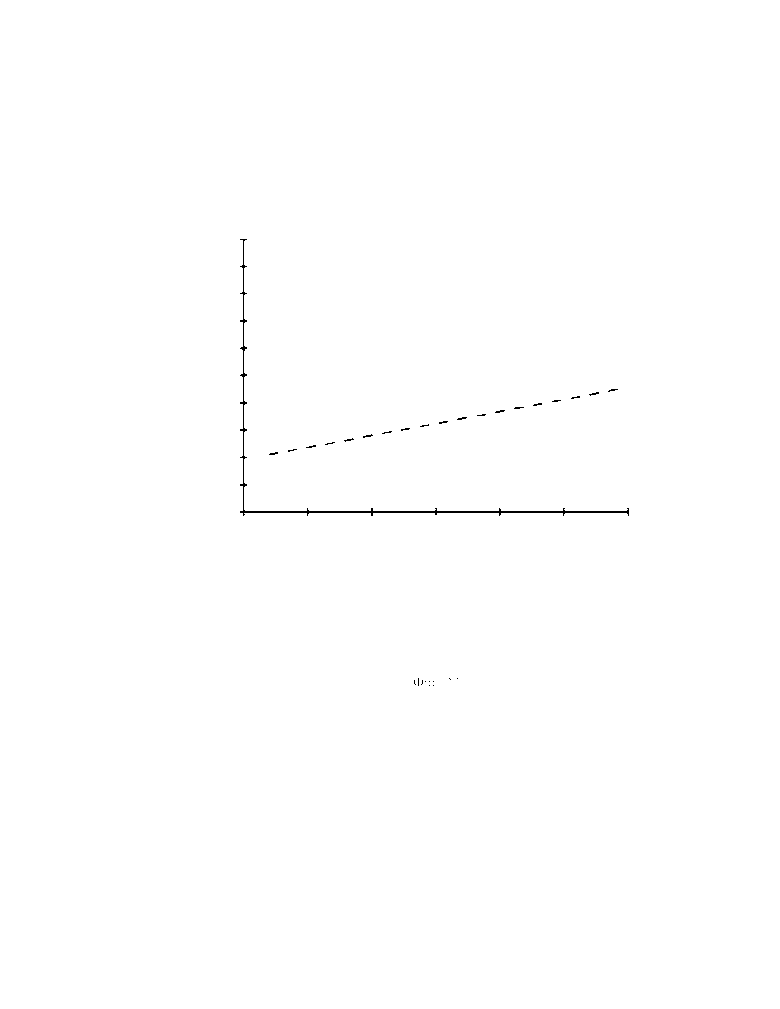
Анализ графического материала, представленного заявителем на Фиг.2, показал, что повышение флегмового числа ведет к увеличению разделяющей способности колонны. Однако, в свою очередь, повышение флегмового числа ведет к снижению пропускной способности колонны (производительности), представленное более наглядно на Фиг.2.
Далее заявителем представлена детализированная информация о выявленных из исследованного уровня техники технических решения в данной области техники по патентным базам данных РФ, ЕАПВ и БД стран дальнего зарубежья.
Информация систематизирована заявителем и представлена в последовательности, соответствующей последовательности информации, выявленной из научно-технических источников информации, приведенной заявителем выше.
Из исследованного уровня техники по Методу 3 (описанному в целом выше) выявлено изобретение по патенту RU №2092222, B01D3/42. Сущностью является способ автоматического управления процессом ректификации путем изменения расхода орошения ректификационной колонны в зависимости от значения температуры верхней части колонны, отличающийся тем, что значение температуры верхней части колонны рассчитывают по текущему значению давления верхней части колонны в соответствии с зависимостью температуры кипения от давления дистиллята с заданной температурой конца кипения, представленной в аналитическом виде, рассчитанную температуру корректируют в зависимости от отношения текущих значений расхода паров, выводимых с верха колонны, и расхода внутреннего орошения, определяемого в месте ввода внешнего орошения, сравнивают текущее значение температуры верхней части колонны со скорректированным и изменяют расход орошения в сторону выравнивания текущего и скорректированного значений температуры.
Недостатком известного способа является повышение флегмового числа при повышении степени разделения компонентов, что ведёт к снижению производительности колонны. Недостатком также является сложность регулирования процессом, что требует значительного усложнения системы автоматического управления колонны (АСУТП).
Из исследованного уровня техники по Методу 3 выявлено изобретение по авторскому свидетельству СССР N 1001954, М. Кл.3 B 01 D 3/42. Сущностью является устройство для автоматического управления процессом экстрактивной ректификации, содержащее датчик и регулятор расхода флегмы, датчик и регулятор расхода экстрагента, датчик и регулятор расхода теплоносителя в куб колонны, датчики температуры в исчерпывающей секции колонны, коммутатор, блок логики, корректирующий и вычислительный блоки, отличающееся тем, что, с целью улучшения качества дистиллята и кубового продукта и повышения устойчивости работы колонны, оно дополнительно содержит датчики температуры в укрепляющей секции колонны, датчик состава дистиллята, датчик состава кубового продукта и сумматор, связанный своими входами с датчиками температуры в укрепляющей и исчерпывающей секциях колонны, а выходом - с первым входом коммутатора, который соединен своим вторым входом с выходом корректирующего блока, а выходами - с задающими входами регулятора расхода экстрагента и регулятора расхода флегмы, при этом корректирующий блок связан своим входом с датчиком состава дистиллята, а блок логики соединен своими входами с датчиками температуры в исчерпывающей секции колонны, а выходом с первым входом вычислительного блока, который связан своим вторым входом с датчиком состава кубового продукта, а выходом - с задающим входом регулятора расхода теплоносителя в куб колонны.
Недостатками известного способа являются отсутствие связи между температурой низа колонны с расходом орошения, температуры верха колонны с расходом теплоагента и отсутствия внешних воздействий экстрагента и давления теплоносителя, поданного в кубовую часть колонны, на температуры, вследствие чего получаемые продукты будут обладать недостаточной чистотой.
Из исследованного уровня техники по Методу 3 выявлено изобретение по патенту RU 2146960, B01D3/42, G05D27/00. Сущностью является способ управления процессом экстрактивной ректификации путем изменения подачи теплоносителя в куб колонны и расхода флегмы в зависимости от температуры на нижней и верхней контрольных тарелках с коррекцией по составам дистиллята и кубового продукта, отличающийся тем, что дополнительно введено связанное регулирование температуры на нижней и верхней контрольных тарелках колонны и компенсация внешних возмущений по давлению теплоносителя, подаваемого в куб колонны, и температуре экстрагента.
Недостатком известного способа является необходимость повышения флегмового числа для увеличения степени разделения степени разделения, что ведёт к уменьшению производительности ректификационной колонны.
Из исследованного уровня техники по Методу 5 выявлено изобретение по патенту RU 2538890 C1, C01G 25/04, C01G 27/04. Сущностью является способ разделения тетрахлоридов циркония и гафния экстрактивной ректификацией. Изобретение относится к химической технологии получения высокочистых соединений циркония и гафния, а именно к способам разделения циркония и гафния из смеси их тетрахлоридов экстрактивной ректификацией. Способ разделения тетрахлоридов циркония и гафния экстрактивной ректификацией включает шихтование экстрагента-носителя со смесью ZrCl4+HfCl4, сплавление шихты с получением однородного расплава, испарение тетрахлоридов циркония и гафния из расплава, конденсацию паров, обогащенных гафнием, в виде сублимата. В качестве экстрагента-носителя используют LiCl-AlCl3, а испарение тетрахлоридов циркония и гафния из расплава осуществляют при температуре 320 °C или 450 °C. Технический результат - увеличение относительной летучести хлоридов циркония и гафния при разделении тетрахлоридов циркония и гафния из смеси их хлоридов экстрактивной ректификацией
Недостатками известного технического решения является то, что эксплуатационные затраты на ректификацию с разделяющим агентом в значительной степени зависят от относительного количества разделяющего агента, циркулирующего в системе, и затрат на его регенерацию. С увеличением удельного расхода разделяющего агента возрастают энергозатраты на нагрев и перекачку, а при азеотропной ректификации — на испарение разделяющего агента и его конденсацию. При азеотропной ректификации расход разделяющего агента увеличивается с повышением в сырье концентрации тех компонентов, которые отбираются в ректификат. При экстрактивной ректификации, наоборот, расход разделяющего агента возрастает при повышении в сырье концентрации компонентов, отбираемых в виде кубового продукта [3]. Также появляется необходимость установки дополнительного оборудования, что ведет к увеличению металлоемкости процесса.
Недостатки известного технического решения, указанные в целом выше, приводят к повышению капитальных затрат и себестоимости производства, снижая рентабельность, а это приводит к экономической нецелесообразности процесса.
Представленный выше анализ уровня техники позволяет сделать вывод о том, что заявителем не был выявлен наиболее близкий аналог (прототип), поскольку выявленные аналоги характеризуются весьма разнообазным спектром существенных признаков. При этом заявителем не выявлен аналог, совпадающий по совокупности признаков с признаками заявленного технического решения, которые (признаки) обеспечивают выполнение заявленных технических результатов. В результате указанного заявителю представляется целесообразным составление формулы изобретения без ограничительной и отличительной частей.
Заявленное техническое решение направлено на решение следующих задач (проблем):
- повышение качества продуктов разделения (разделяющей способности) ректификационных колонн без изменения производительности, внутреннего устройства и размеров колонн;
- повышение производительности (пропускной способности) ректификационных колонн без изменения качества продуктов разделения, внутреннего устройства и размеров колонн;
- одновременное повышение качества продуктов разделения (разделяющей способности) и производительности (пропускной способности) ректификационных колонн без изменения внутреннего устройства и размеров колонн.
Техническим результатом, реализуемым заявленным техническим решением, является возможность реализовать все без исключения поставленные задачи, при этом заявленное техническое решение реализуется без изменения внутреннего устройства и размеров ректификационных колонн, что в конечном итоге обеспечивает возможность реализовать импортозамещение.
Сущностью в целом заявленного технического решения является способ повышения разделяющей или пропускной способности по отдельности либо одновременно разделяющей и пропускной способностей ректификационной колонны при постоянных числе тарелок, геометрических размерах колонны и составе питания с постоянным составом одного из ключевых компонентов в дистилляте или кубовом остатке, характеризующийся тем, что создают компьютерную модель процесса ректификации, для чего указанные выше исходные данные вводят в компьютерную программу, проводят расчёт зависимостей разделяющей и/или пропускной способности ректификационной колонны от давления и флегмового числа, далее результаты моделирования приводят в графический и/или аналитический вид, далее анализируют расчётные данные с возможностью определения оптимальных значений рабочего давления и флегмового числа в колонне, обеспечивающих возможность повышения разделяющей или пропускной способности по отдельности либо одновременно разделяющей и пропускной способностей колонны в зависимости от целей технологического процесса, далее:
– в случае необходимости повышения разделяющей способности - при неизменных пропускной способности и флегмовом числе снижают давление, либо при неизменной пропускной способности снижают давление и повышают флегмовое число, либо при неизменной пропускной способности снижают давление и флегмовое число,
– в случае необходимости повышения пропускной способности при постоянном составе продуктов разделения одновременно снижают давление и флегмовое число,
– в случае необходимости одновременного повышения разделяющей и пропускной способностей при постоянном флегмовом числе снижают давление.
Для иллюстрации конкретного осуществления заявленного технического решения в качестве модернизируемого устройства заявителем выбрана ректификационная колонна К-302 выделения этан-этиленовой фракции из пирогаза, установленная в цехе 65-76 предприятия ПАО «Казаньоргсинтез» г. Казань, производительностью по этан-этиленовой фракции 65000 т/ч.
Заявленное техническое решение поясняется Фиг.1 - Фиг.26 соответственно.
На Фиг.1 показан график зависимости флегмового числа от числа теоретических тарелок при постоянном коэффициенте извлечения и переменной чистоте о-ксилола:
1 – 90,0%;
2 – 95,0%;
3 – 98,0%;
4 – 99,0%;
5 – 99,9%.
На Фиг. 2 показан график влияния флегмового числа на разделяющую способность колонны при постоянном давлении в колонне.
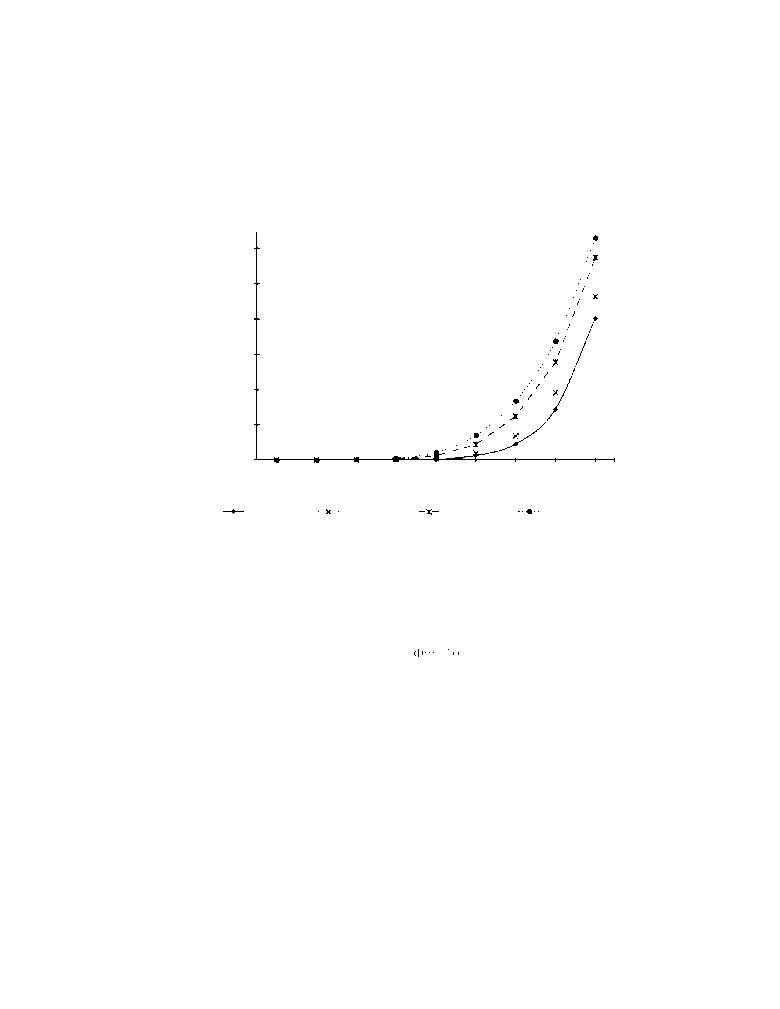
На Фиг. 3 показан график влияния флегмового числа на пропускную способность колонны при постоянном давлении в колонне.
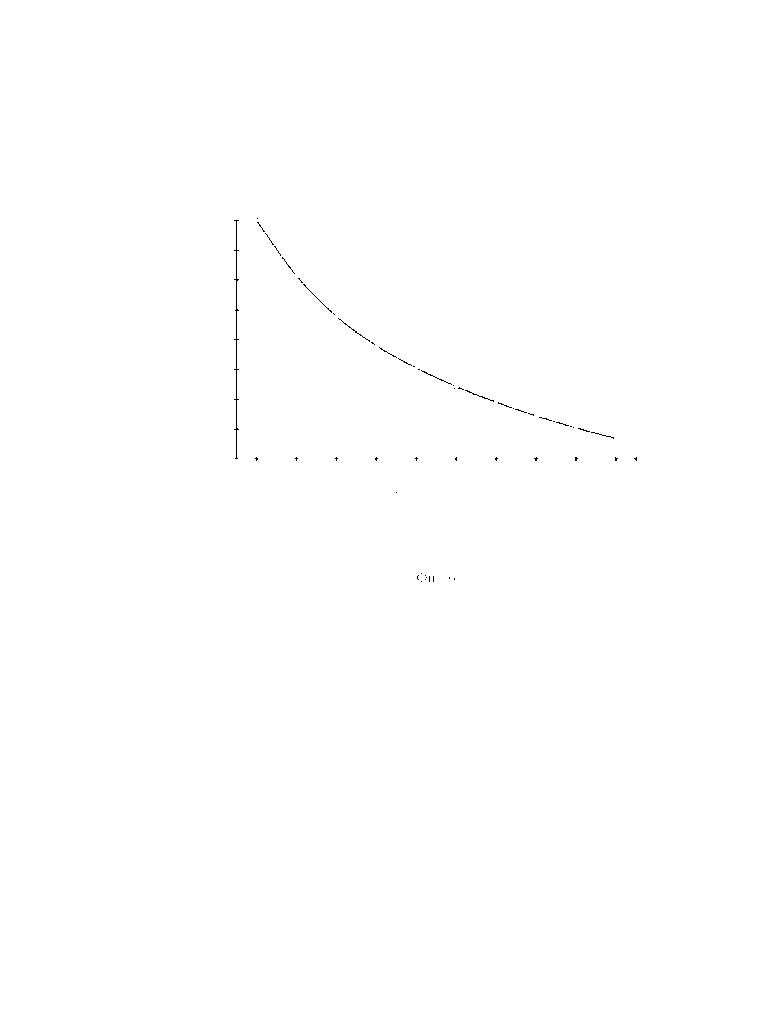
На Фиг.4 показан график зависимости относительной летучести системы водород-метан от давления в колонне. Легкокипящий компонент - водород, тяжелокипящий – метан.
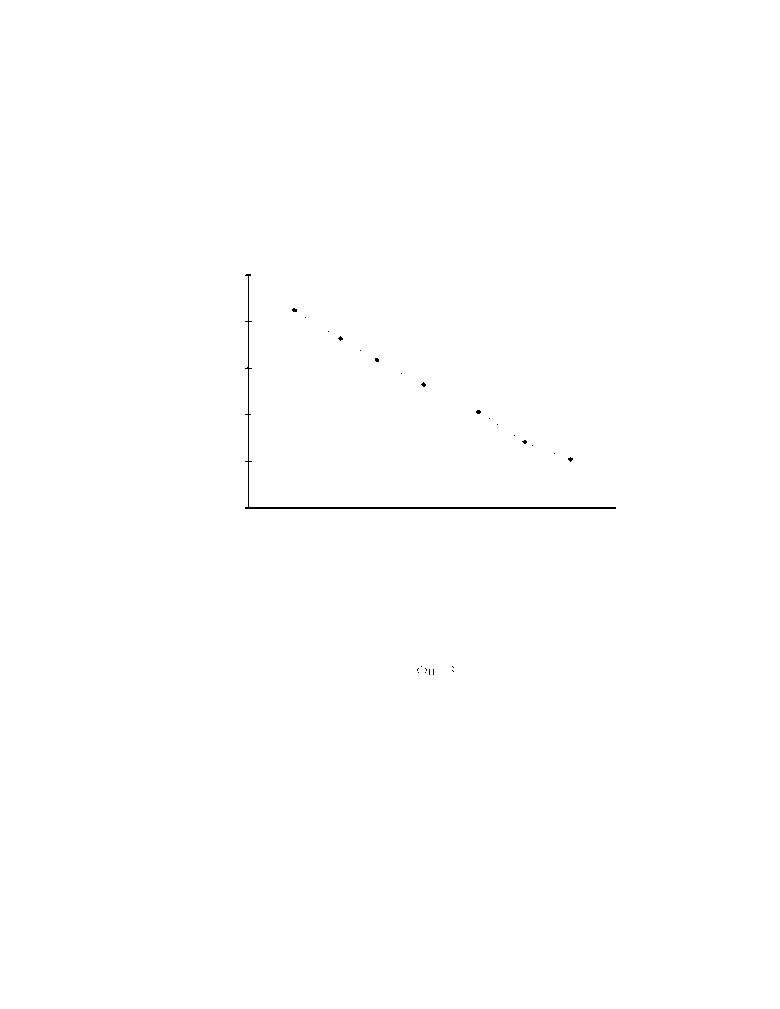
На Фиг.5 показан график зависимости относительной летучести системы этилен-этан от давления в колонне. Легкокипящий компонент - этилен, тяжелокипящий – этан.
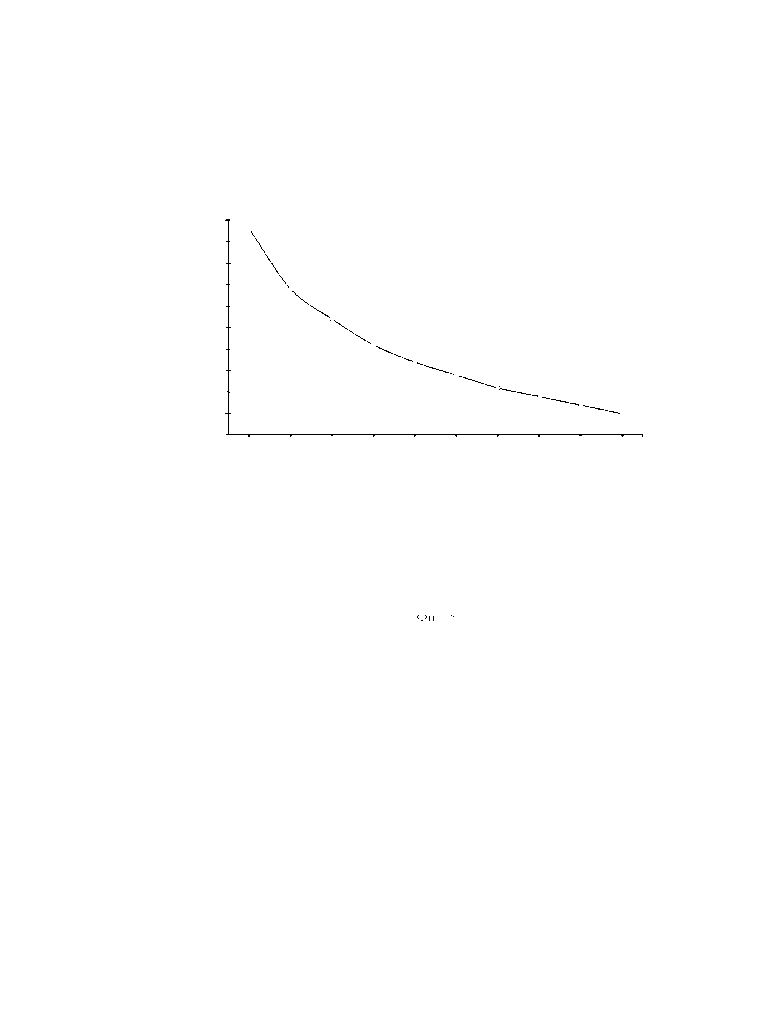
На Фиг.6 показан график зависимости относительной летучести системы пропилен-пропан от давления в колонне. Легкокипящий компонент - пропилен, тяжелокипящий – пропан.
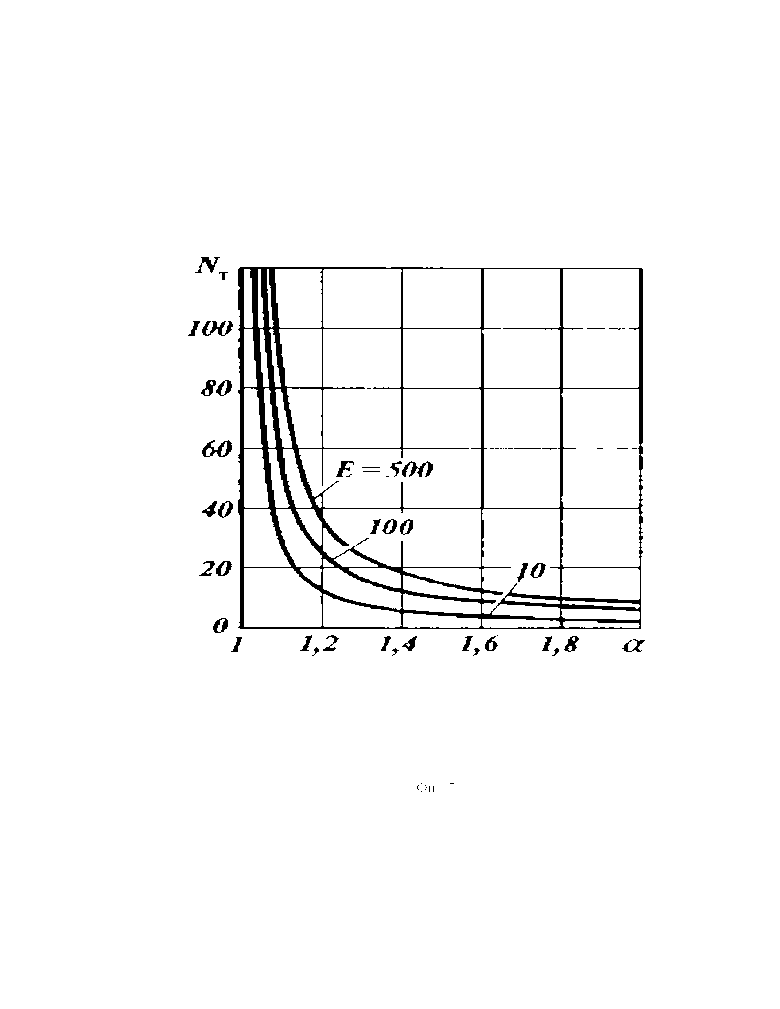
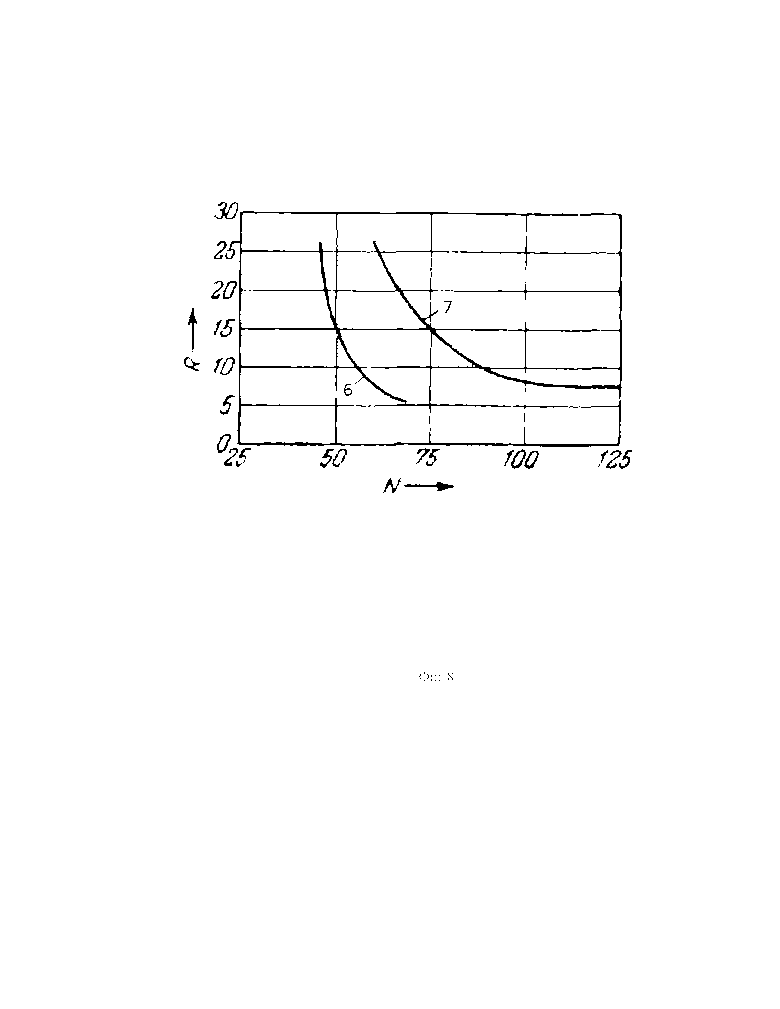
На Фиг.7 показана зависимость числа теоретических тарелок (NT) в колонне от величины коэффициента относительной летучести (α) при бесконечном флегмовом числе и различной величине фракционирующего фактора (Е).
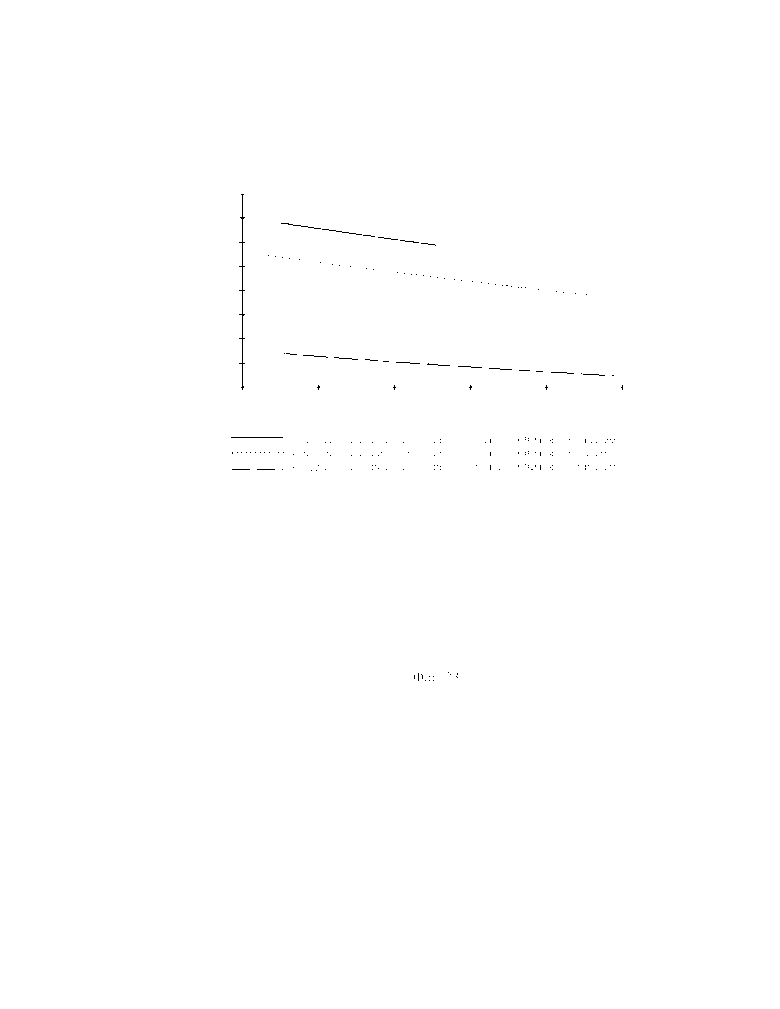
На Фиг.8 показана зависимость флегмового числа от числа теоретических тарелок в процессе ректификации о-ксилола:
6 - при 50 мм. рт. ст.;
7 - при 760 мм.рт.ст.
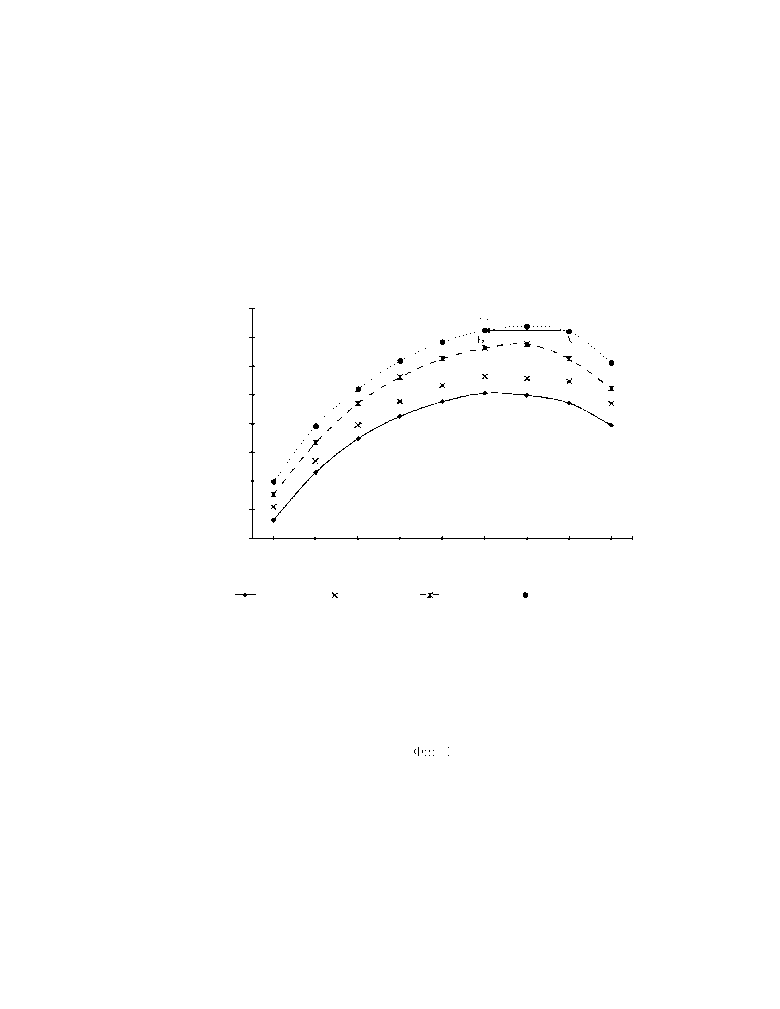
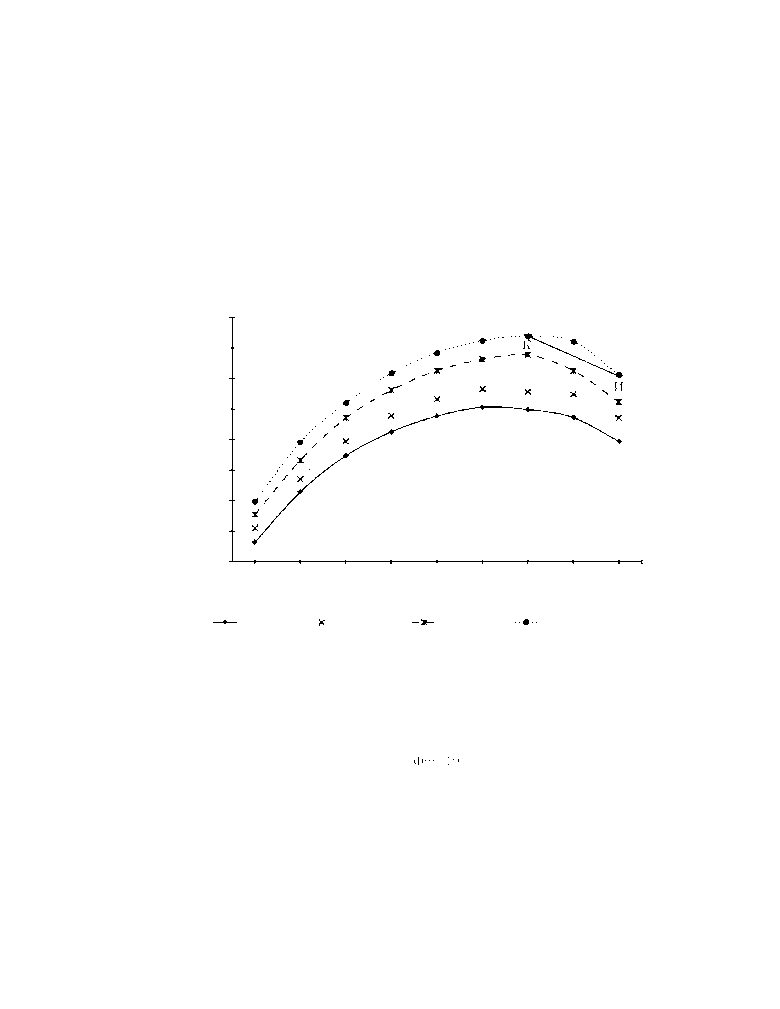
На Фиг.9 показана зависимость производительности колонны от давления и флегмового числа.
На Фиг.10 показана зависимость состава дистиллята от давления и флегмового числа в колонне.
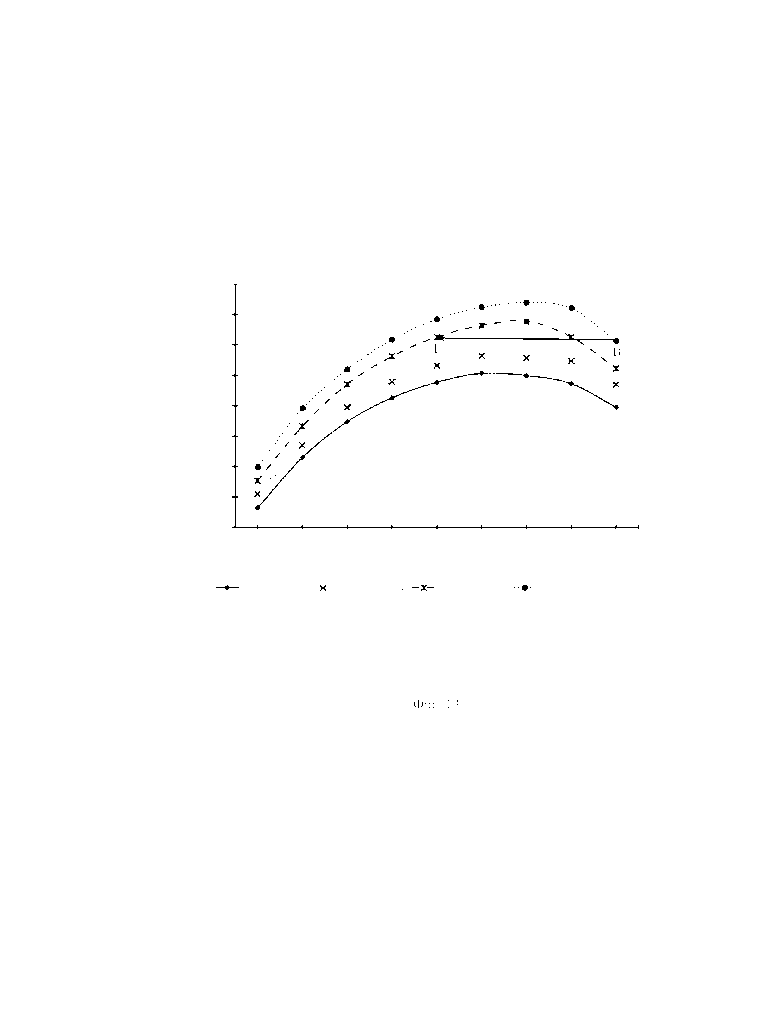
На Фиг.11 показаны постоянные производительность и флегмовое число при понижении давления в колонне (линия А-Б).
На Фиг.12 показано повышение качества продуктов разделения со снижением давления в колонне при постоянном флегмовом числе (линия Аˊ-Бˊ).
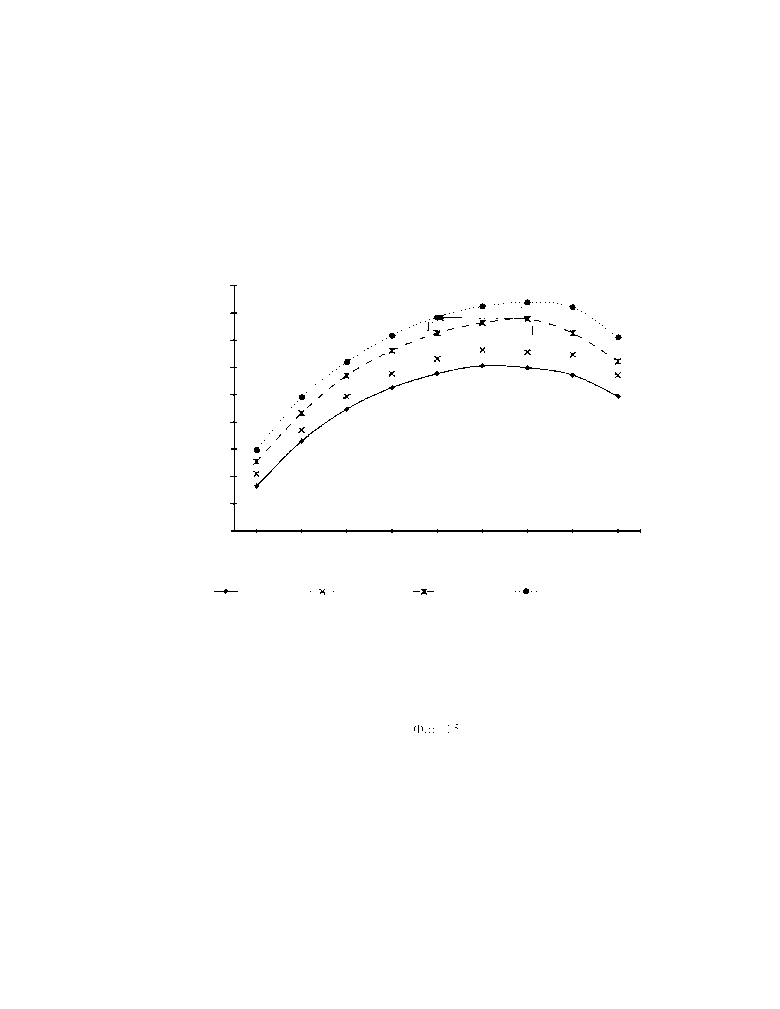
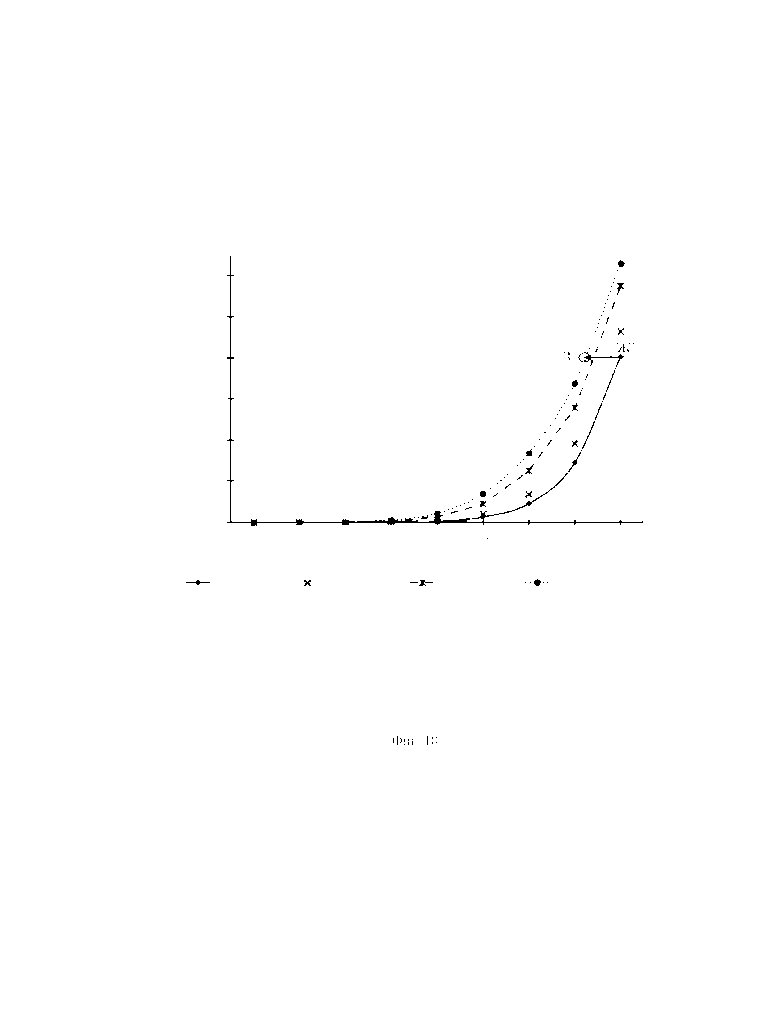
На Фиг.13 показаны постоянная производительность с повышением флегмового числа при понижении давления в колонне (линия В-Г).
На Фиг.14 показано повышение качества продуктов разделения при снижении давления в колонне с повышением флегмового числа (линия Вˊ-Гˊ).
На Фиг.15 показаны постоянная производительность со снижением флегмового числа и давления в колонне (линия Д-Е).
На Фиг.16 показано повышение качества продуктов разделения при снижении флегмового числа и давления в колонне (линия Дˊ-Еˊ).
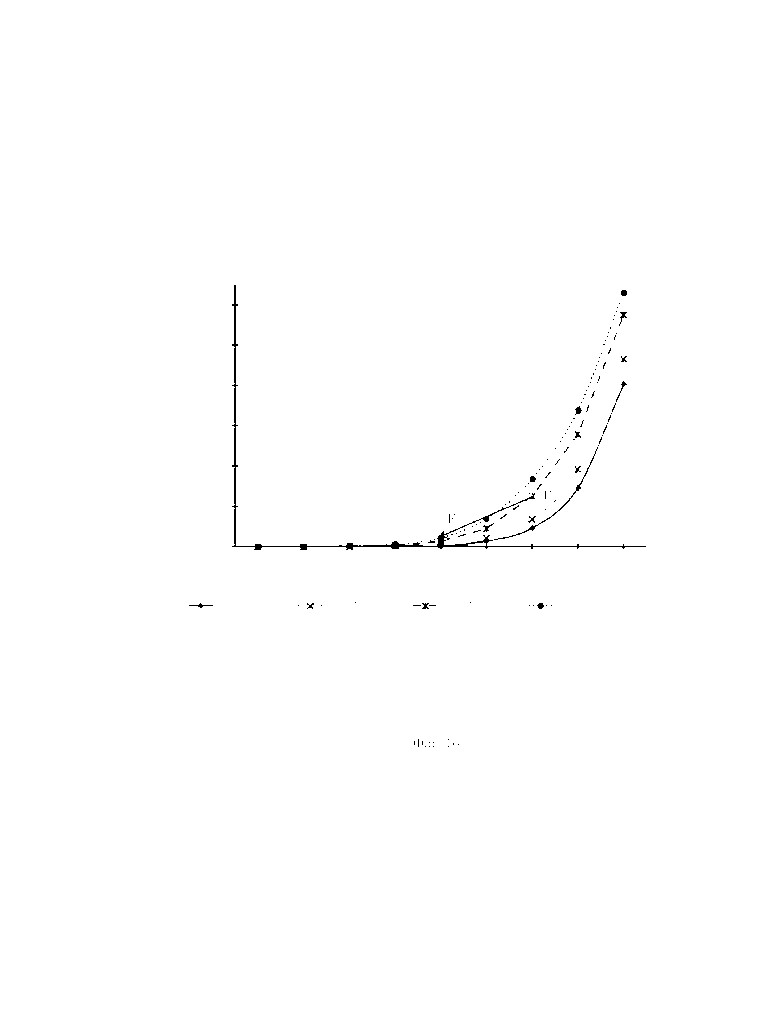
На Фиг.17 показано повышение производительности при снижении флегмового числа и давления в колонне (линия Ж-З).
На Фиг.18 показан постоянный состав продуктов разделения при снижении давления и флегмового числа в колонне (линия Жˊ-Зˊ).
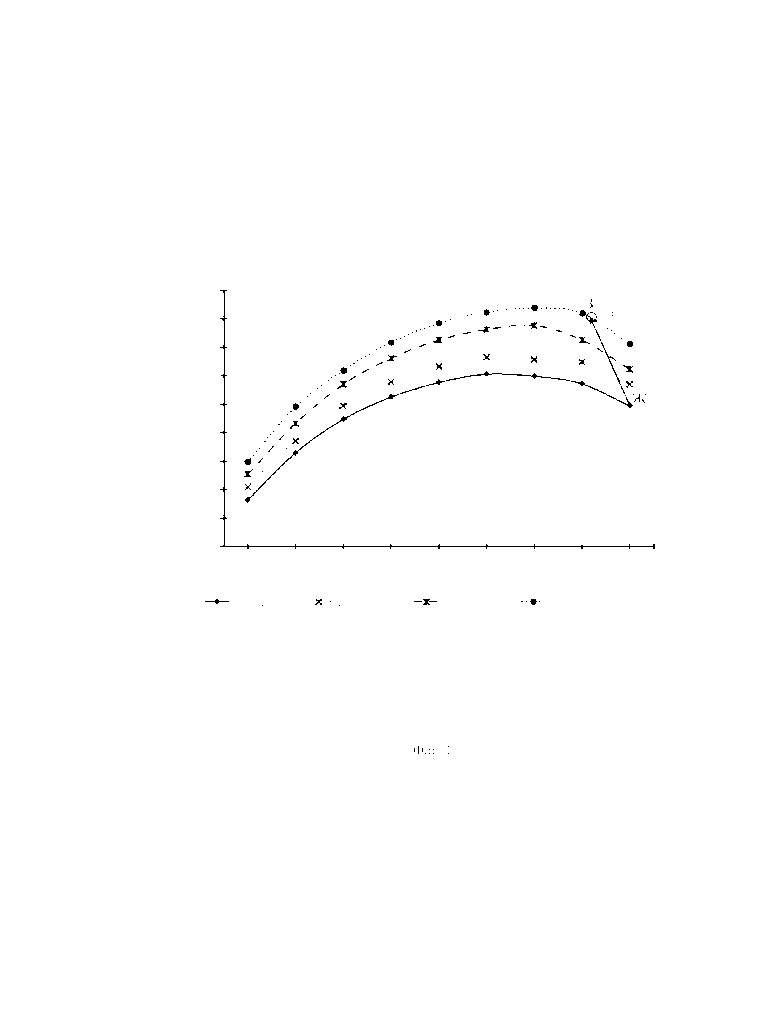
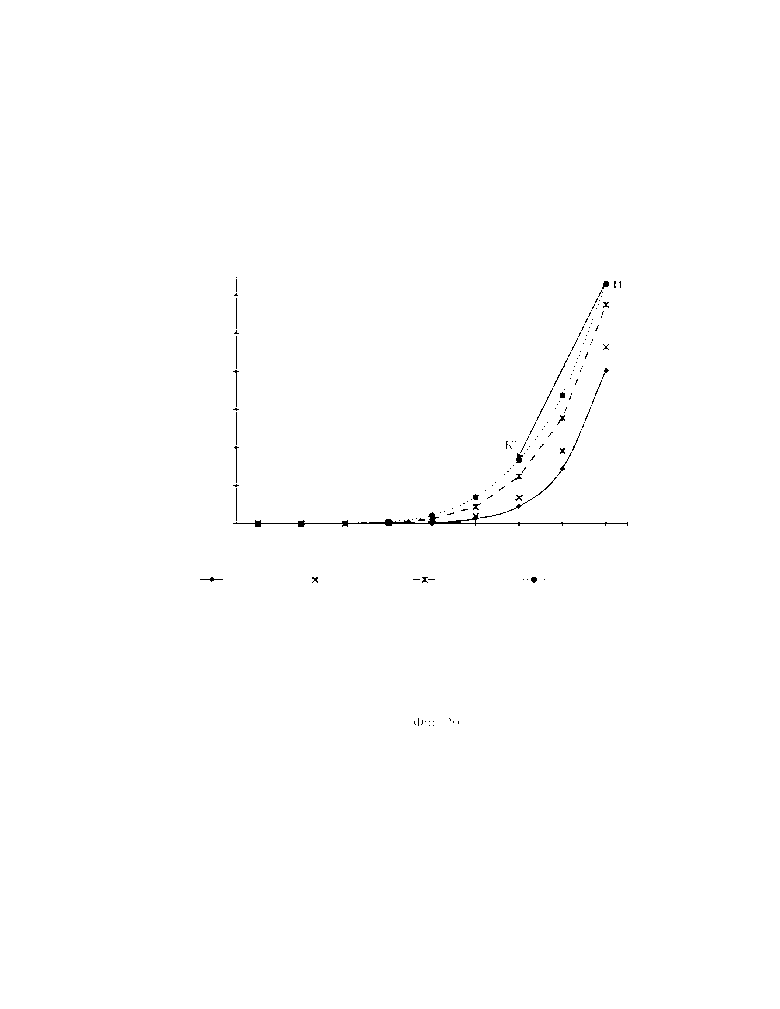
На Фиг.19 показано повышение производительности со снижением давления в колонне при постоянном флегмовом числе (линия И-К).
На Фиг.20 показано повышение качества продуктов разделения со снижением давления в колонне при постоянном флегмовом числе (линия Иˊ-Кˊ).
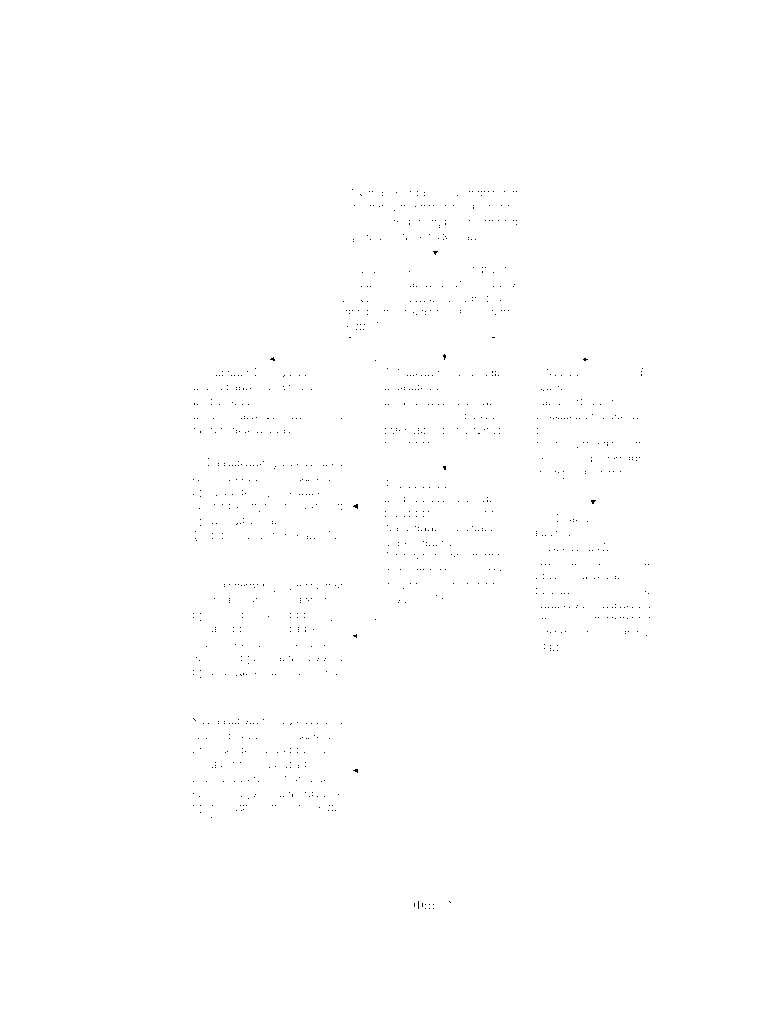
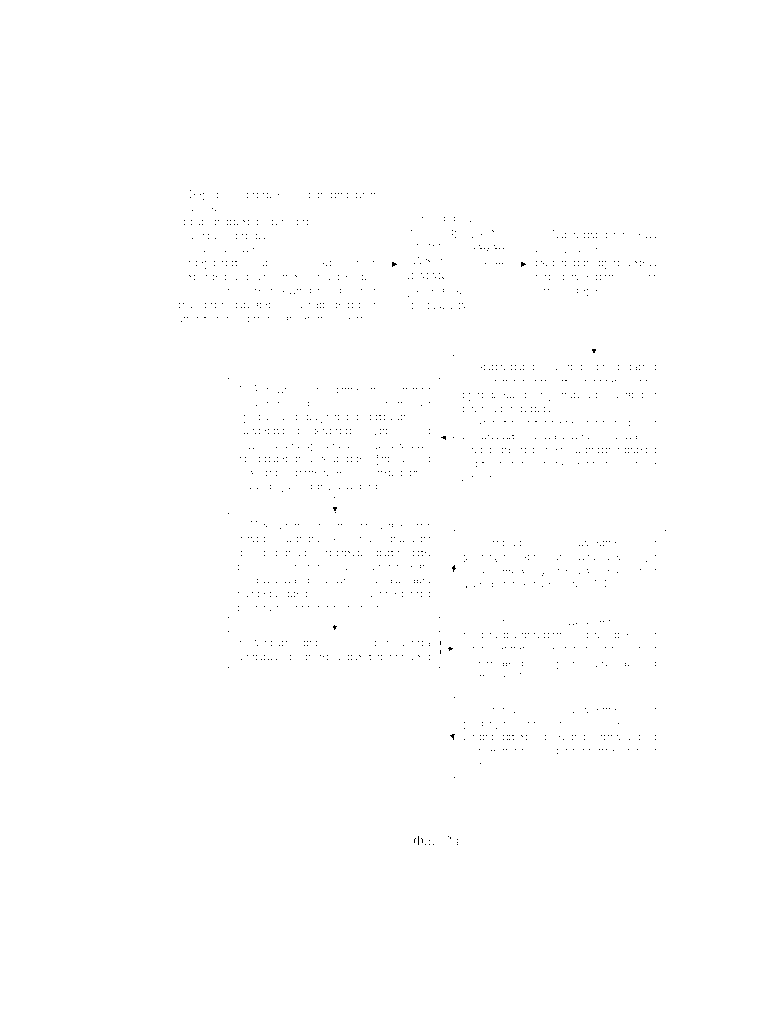
На Фиг.21 показана блок-схема алгоритма способа повышения разделяющей и/или пропускной способности ректификационных колонн.
На Фиг. 22 показана зависимость содержания пропилена в дистилляте по данным предприятия ПАО «Казаньоргсинтез» с действующей колонны К-302 при различных флегмовых числах.
На Фиг. 23 показана зависимость содержания пропилена при 27,5; 28; 28,5 кгс/см2 в дистилляте по данным действующей колонны К-302 предприятия ПАО «Казаньоргсинтез».
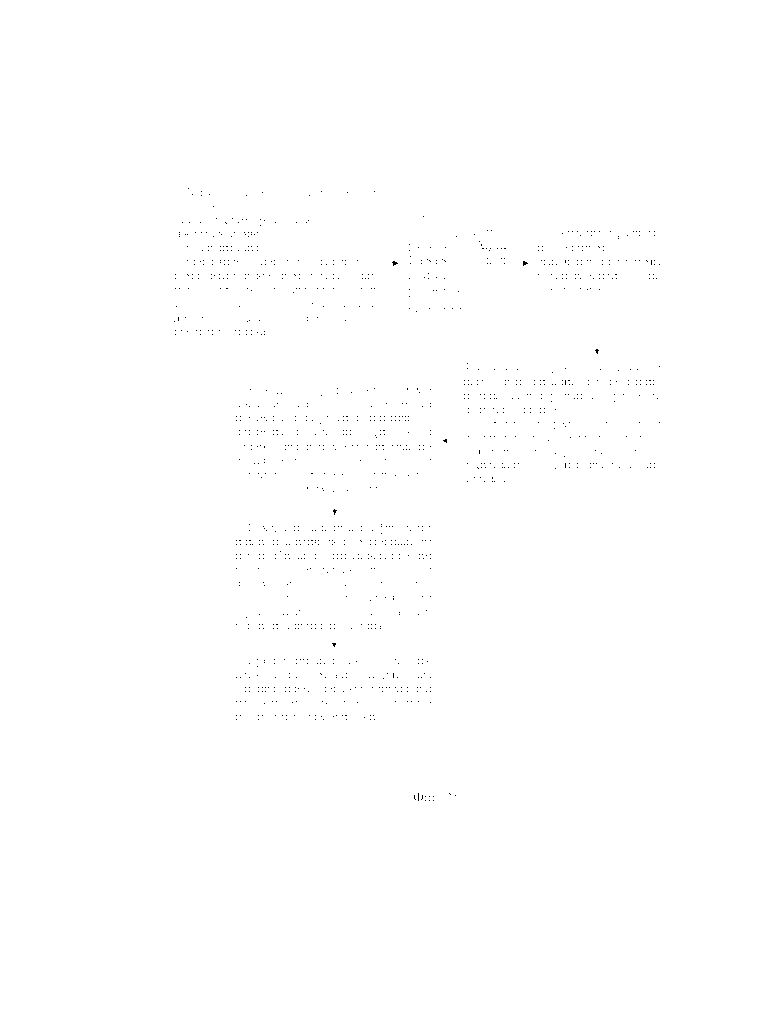
На Фиг. 24 приведена блок-схема повышения качества продуктов разделения (разделяющей способности) ректификационных колонн без изменения производительности, внутреннего устройства и размеров колонн.
На Фиг. 25 приведена блок-схема повышения производительности (пропускной способности) ректификационных колонн без изменения качества продуктов разделения, внутреннего устройства и размеров колонн.
На Фиг. 26 приведена блок-схема одновременного повышения качества продуктов разделения (разделяющей способности) и производительности (пропускной способности) ректификационных колонн без изменения внутреннего устройства и размеров колонн.
Далее заявителем приведено описание заявленного технического решения.
Идея заявленного технического решения основана на изменении относительной летучести разделяемых компонентов при изменении давления в колонне.
Относительная летучесть (см. формулу 1) разделяемых компонентов увеличивается с уменьшением давления в колонне, что ведёт к увеличению разделяющей способности ректификационных колонн (см. Фиг.4-6).
Увеличение разделяющей способности приводит к снижению числа тарелок, флегмового числа при неизменной чистоте получаемых продуктов или повышению чистоты получаемых продуктов при неизменном числе тарелок и флегмовом числе (см. Фиг.7 и формулу 2).
 (1)
(1)
где α - коэффициент относительной летучести,
Рi - давление насыщенных паров i-ого компонента;
Ptkk - давление насыщенных паров тяжелокипящего компонента.
На величину коэффициента относительной летучести α можно воздействовать путем изменения давления в системе [3]. Давление системы влияет на коэффициенты относительной летучести компонентов смеси. Для большинства смесей эта характеристика с понижением давления увеличивается (см. Фиг. 4-6).
Ниже в качестве подтверждения заявителем представлены расчёты коэффициента относительной летучести α для двухкомпонентных смесей.
Четкость разделения смеси(ей) можно охарактеризовать величиной фракционирующего фактора Е, определяемого через концентрации продуктовых потоков колонны:
 (2)
(2)
где y1, y2- концентрации 1 и 2-го компонентов в дистилляте;
x1, x2- концентрации 1 и 2-го компонентов в кубовом остатке.
Из приведенных на Фиг. 4 кривых видно, что при данной четкости разделения число теоретических тарелок весьма быстро увеличивается в области α < 1,2. Так например, при Е = 10 уменьшение величины α от 1,2 до 1,03 приводит к необходимости иметь в колонне 120 теоретических тарелок.
Увеличение коэффициента относительной летучести при снижении давления благоприятно сказывается на процессе ректификации, позволяя снизить количество орошения, уменьшить число тарелок в колонне или повысить четкость разделения компонентов. На Фиг. 8 показан график влияния давления, флегмового числа и числа тарелок в колонне на эффективность выделения о-ксилола (состав сырья и чистота продуктов разделения при этом постоянны). Как видно из представленного графика, снижение давления в колонне заметно снижает необходимые флегмовое число и число тарелок в колонне для выделения продуктов заданной чистоты [4].
При этом в источнике [3] отмечается, что давление в ректификационной колонне влияет также на ее производительность. С увеличением давления удельная производительность колонны растет. С понижением давления по данным [3] удельная производительность колонны падает.
Проведённые же заявителем исследования показали, что зависимость производительности ректификационной колонны от давления существенно отличается от приведенных в источнике [3] данных.
На Фиг. 9, полученной заявителем в результате расчета в программе Aspen HYSYS, показан экстремальный, с ярко выраженным максимумом, вид зависимости производительности ректификационной колонны от давления.
Расчёт проведен на примере колонны выделения этан-этиленовой фракции из пирогаза по аналогу с действующей ректификационной колонной К-302 с предприятия ПАО «Казаньоргсинтез» на основе производственных данных. В качестве одного из примеров применения алгоритма - решение технологической проблемы данной колонны К-302, а именно - снижение содержания пропилена в дистилляте колонны (этан-этиленовой фракции), являющегося ценным сырьем для производства полимеров.
Далее заявителем приведены параметры моделирования по данным действующей колонны К-302 предприятия ПАО «Казаньоргсинтез»:
- Число тарелок клапанных – 46 шт., из них:
- с диаметром 2200 мм – 22 шт.,
- с диаметром 3200 мм – 24 шт.;
- Давление рабочее – (27÷29) кгс/см2;
- Давление расчетное – 36 кгс/см2;
- Температура рабочая:
-верха – минус 4 °С ÷ минус 6 °С,
-низа – плюс 50 °С ÷ плюс 80 °С;
- Высота – 39000 мм;
- Диаметр – 3200/2200 мм;
- Объем – 210 м3.
При этом данная экстремальная зависимость (см. Фиг. 9) характерна для ректификационных колонн различной конфигурации и режима работы.
С учетом полученных экстремальных зависимостей производительностей от давления и флегмового числа (Фиг.9) было разработано заявленное техническое решение, базирующееся на разработанном заявителем алгоритме (Фиг.21).
Далее заявителем представлено описание собственно алгоритма повышения качества (разделяющей способности) и/или производительности (пропускной способности) ректификационных колонн, который (алгоритм) приведён в общем виде на блок-схеме (Фиг.21):
1. Полученные результаты выражаются в виде массива данных или в виде экстремальных зависимостей (Фиг. 9). Константами являются состав кубового остатка или дистиллята, а также геометрические размеры колонны и число тарелок.
2. Построение зависимости состава дистиллята и/или кубового остатка от флегмового числа и давления в колонне (Фиг. 10). Константами являются состав кубового остатка или дистиллята, а также геометрические размеры колонны и число тарелок.
Разделяющая способность колонны не является константой и растет с понижением давления, что видно по снижению содержания пропилена в дистилляте со снижением давления.
3. На основе данных, полученных в пунктах 1-2, повышение качества (разделяющей способности) и/или производительности (пропускной способности) ректификационной колонны осуществляется при снижении давления в системе до минимально допустимых значений.
При этом могут быть реализованы следующие варианты поставленных задач:
3.1. Повышение качества продуктов разделения при снижении давления в ректификационной колонне при постоянных производительности и флегмовом числе.
Линия А-Б - постоянных производительности и флегмового числа при понижении давления (Фиг. 11)
Линия Аˊ-Бˊ - повышение качества дистиллята при снижении давления и постоянных производительности и флегмовом числе (Фиг. 12).
3.2. Повышение качества продуктов разделения при снижении давления в ректификационной колонне с повышением флегмового числа при неизменной производительности.
Линия В-Г постоянная производительность (Фиг. 13).
Линия Вˊ-Гˊ - повышение качества дистиллята при снижении давления при постоянной производительности (Фиг. 14)
3.3. Повышение качества продуктов разделения при снижении давления в ректификационной колонне с понижением флегмового числа при неизменной производительности.
Линия Д-Е - постоянная производительность (Фиг. 15).
Линия Дˊ-Еˊ - повышение качества дистиллята при снижении давления при постоянной производительности (Фиг. 16).
3.4. Повышение производительности колонны при снижении давления с понижением флегмового числа при постоянном составе продуктов разделения.
Линия Ж-З - возрастающая производительность (Фиг. 17).
Линия Жˊ-Зˊ - постоянный состав дистиллята при снижении давления (Фиг. 18).
3.5. Повышение качества продуктов разделения и производительности колонны при снижении давления без изменения флегмового числа.
Линия И-К - повышение производительности при снижения давления (Фиг. 19).
Линия Иˊ-Кˊ - повышение качества дистиллята при снижении давления и повышения производительности (Фиг. 20).
Далее заявителем приведены Примеры конкретного осуществления заявленного технического решения с Фигурами, показывающими результаты отдельных испытаний.
Пример 1. Повышение качества продуктов разделения (разделяющей способности) ректификационных колонн без изменения производительности, внутреннего устройства и размеров колонн.
На основе реальных данных с действующего производства проведено моделирование ректификационной колонны К-302 выделения этан-этиленовой фракции из пирогаза цеха 65-76 предприятия ПАО «Казаньоргсинтез». Основная проблема данной колонны - недостаточная степень разделения: в дистиллят безвозвратно уходит часть более тяжелого пропилена, являющегося очень ценным продуктом химической промышленности, что приводит к экономическим потерям в десятки миллионов рублей в год.
Поставленная задача - повышение качества продуктов разделения (разделяющей способности ректификационной колонны), а именно - снижение содержание пропилена в дистилляте колонны К-302 без изменения её производительности, внутреннего устройства и размеров.
Далее заявителем приведены исходные конструктивные параметры и параметры состава действующей колонны.
Действие 1.
Берут данные действующей колонны.
-Число тарелок клапанных – 46 шт., их них:
- с диаметром 2200 мм – 22 шт.,
- с диаметром 3200 мм – 24 шт.;
- Высота – 39000 мм;
- Состав питания;
- Содержание легкого ключевого компонента в кубовом остатке - этана 1,67% масс.
В то же время при моделировании изменяют рабочее давление в колонне, например, от 4 до 36 кгс/см2, при различных флегмовых числах, например: 0,7; 0,64; 0,55; 0,5.
Действие 2.
Вводят данные в программу расчета Aspen HYSYS.
Действие 3.
Выполняют расчёты посредством включения программы установленной на компьютере.
Действие 4.
Выполняют расчёт предельной нагрузки по питанию и содержанию пропилена в дистилляте, в результате расчётов получают данные:
- зависимости предельной нагрузки по питанию от давления в колонне;
- зависимости содержания пропилена в дистилляте от давления в колонне
Действие 5.
Строят графики зависимостей предельной нагрузки по питанию от давления в колонне (Фиг. 9) и содержания пропилена в дистилляте от давления в колонне (Фиг. 10) и находят наиболее оптимальную область рабочих давлений, находящуюся в данной колонне в диапазоне 24-32 кгс/см2.
Действие 6.
Исходя из анализа графиков, приведенных на Фиг. 9-10, подбирают оптимальный режим работы колонны для достижения поставленной цели - повышения разделяющей способности ректификационной колонны, что приводит к повышению качества продуктов разделения и снижению содержания пропилена в дистилляте.
Действие 7.
Разделяющую способность повышают тремя возможными способами:
• Снижают давление в ректификационной колонне при постоянных производительности и флегмовом числе.
Линия А-Б - постоянная производительность и флегмовое число при понижении давления (Фиг. 11)
Линия Аˊ-Бˊ - повышение качества дистиллята при снижении давления и постоянных производительности и флегмовом числе (Фиг. 12).
• Снижают давление в ректификационной колонне с повышением флегмового числа при неизменной производительности.
Линия В-Г - постоянная производительность (Фиг. 13).
Линия Вˊ-Гˊ - повышение качества дистиллята при снижении давления при постоянной производительности (Фиг. 14)
• Снижают давление в ректификационной колонне с понижением флегмового числа при неизменной производительности.
Линия Д-Е - постоянная производительность (Фиг. 15).
Линия Дˊ-Еˊ - повышение качества дистиллята при снижении давления при постоянной производительности (Фиг. 16).
Действие 8.
На основании результатов моделирования и предложенных методик провели промышленный эксперимент на действующей ректификационной колонне К-302 цеха 65-76 предприятия ПАО «Казаньоргсинтез». Эксперимент проводили в течение 1 календарного месяца, работая в интервале давлений от 27 до 30 кгс/см2. Данные по содержанию пропилена в дистилляте фиксировали 3 раза в сутки и сводили в графики, приведенные на Фиг. 22-23 соответственно.
Ввиду узкого диапазона рабочего давления в ректификационной колонне по технологическому регламенту, показан интервал давлений 27-30 кгс/см2.
Таким образом, следует акцентировать внимание на том факте, что даже на таком небольшом интервале давлений 27-30 кгс/см2 наблюдается положительная тенденция повышения качества продуктов разделения процесса ректификации (т.е. наблюдается снижение содержания пропилена в дистилляте - см. далее).
Так, на Фиг. 22 показано, что:
- при давлении в колонне 30 кгс/см2 содержание пропилена в дистилляте составляет около 0,45% объемных;
- при 27 кгс/см2 содержание пропилена снижается до 0,20% объемных.
Таким образом, при использовании заявленного технического решения, заключающегося в выполнении действия в соответствии с формулой изобретения, заявителем достигнуто снижение количества пропилена в дистилляте с 0,45% до 0,2%, то есть повышение качества продуктов разделения достигло 225%, что в абсолютном значении составляет повышение качества более чем вдвое.
Из указанного можно сделать вывод о том, что эксперимент, основанный на моделировании с применением программы расчета Aspen HYSYS, при его использовании в соответствии с заявленным техническим решением с целью решения первой задачи - повышение качества (разделяющей способности) на реально действующей ректификационной колонне без изменения внутреннего устройства и размеров колонн был достигнут. То есть заявителю удалость, не изменяя каких-либо конструктивных или иных элементов колонны, обеспечить получение заявленного технического результата, а именно - достигнуть снижения содержания пропилена в дистилляте с 0,45 до 0,2% соответственно посредством регулирования исключительно двух параметров, а именно - давления и флегмового числа.
На Фиг. 24 представлена блок-схема повышения качества продуктов разделения (разделяющей способности) ректификационных колонн без изменения производительности, внутреннего устройства и размеров колонн.
Приведенные в Примере 1 конкретные значения давления и флегмовых чисел являются частным случаем показателей колонны К-302. Таким образом, приведенные заявителем конкретные значения давления и флегмовых чисел следует рассматривать в качестве иллюстрации использования заявленного технического решения, что не ограничивает сферу патентных притязаний. Заявитель обоснованно полагает, что заявленное техническое решение может быть использовано на любой ректификационной колонне с любыми иными значениями давления и флегмовых чисел.
Пример 2. Повышение производительности (пропускной способности) ректификационных колонн без изменения качества продуктов разделения, внутреннего устройства и размеров колонн.
На основе реальных данных с действующего производства проведено моделирование ректификационной колонны К-302 выделения этан-этиленовой фракции из пирогаза цеха 65-76 предприятия ПАО «Казаньоргсинтез».
Поставленная задача - поиск возможности повышения производительности (пропускной способности) ректификационной колонны без изменения качества продуктов разделения (постоянном содержании пропилена в дистилляте), внутреннего устройства и размеров колонны.
Далее заявителем приведены исходные конструктивные параметры и параметры состава действующей колонны К-302.
Действие 1.
Берут данные действующей колонны.
-Число тарелок клапанных – 46 шт., их них:
- с диаметром 2200 мм – 22 шт.,
- с диаметром 3200 мм – 24 шт.;
- Высота – 39000 мм;
- Состав питания;
- Содержание легкого ключевого компонента в кубовом остатке - этана 1,67% масс.
В то же время при моделировании изменяют рабочее давление в колонне, например, от 4 до 36 кгс/см2, при различных флегмовых числах, например: 0,7; 0,64; 0,55; 0,5.
Действие 2.
Вводят данные в программу расчета Aspen HYSYS.
Действие 3.
Выполняют расчёты посредством включения программы установленной на компьютере.
Действие 4.
Выполняют расчёт предельной нагрузки по питанию и содержанию пропилена в дистилляте, в результате расчётов получают данные:
- зависимости предельной нагрузки по питанию от давления в колонне;
- зависимости содержания пропилена в дистилляте от давления в колонне
Действие 5.
Строят графики зависимостей предельной нагрузки по питанию от давления в колонне (Фиг. 9) и содержания пропилена в дистилляте от давления в колонне (Фиг. 10) и находят наиболее оптимальную область рабочих давлений, находящуюся в данной колонне в диапазоне 24-32 кгс/см2.
Действие 6.
Исходя из анализа графиков, приведенных на Фиг. 9-10, подбирают оптимальный режим работы оборудования для достижения поставленной цели - повышения производительности (пропускной способности) ректификационной колонны без изменения качества продуктов разделения (постоянном содержании пропилена в дистилляте).
Действие 7.
Производительность колонны повышают путем снижения давления с понижением флегмового числа при постоянном качестве - составе продуктов разделения.
Линия Ж-З - возрастающая производительность (Фиг. 17).
Линия Жˊ-Зˊ - постоянный состав дистиллята при снижении давления (Фиг. 18).
Исходя из имеющегося положительного опыта решения первой задачи и известного уровня техники, данная методика может быть успешно применена.
На Фиг. 25 представлена блок-схема повышения производительности (пропускной способности) ректификационных колонн без изменения качества продуктов разделения, внутреннего устройства и размеров колонн.
Приведенные в Примере 2 конкретные значения давления и флегмовых чисел являются частным случаем показателей колонны К-302. Таким образом, приведенные заявителем конкретные значения давления и флегмовых чисел следует рассматривать в качестве иллюстрации использования заявленного технического решения, что не ограничивает сферу патентных притязаний. Заявитель обоснованно полагает, что заявленное техническое решение может быть использовано на любой ректификационной колонне с любыми иными значениями давления и флегмовых чисел.
Пример 3. Одновременное повышение качества продуктов разделения (разделяющей способности) и производительности (пропускной способности) ректификационных колонн без изменения внутреннего устройства и размеров колонн.
На основе реальных данных с действующего производства проведено моделирование ректификационной колонны К-302 выделения этан-этиленовой фракции из пирогаза цеха 65-76 предприятия ПАО «Казаньоргсинтез».
Поставленная задача - поиск возможности одновременного повышения качества продуктов разделения (разделяющей способности) и производительности (пропускной способности) ректификационной колонны без изменения внутреннего устройства и размеров колонны.
Далее заявителем приведены исходные конструктивные параметры и параметры состава действующей колонны.
Действие 1.
Берут данные действующей колонны.
-Число тарелок клапанных – 46 шт., их них:
- с диаметром 2200 мм – 22 шт.,
- с диаметром 3200 мм – 24 шт.;
- Высота – 39000 мм;
- Состав питания;
- Содержание легкого ключевого компонента в кубовом остатке - этана 1,67% масс.
В то же время при моделировании изменяют рабочее давление в колонне, например, от 4 до 36 кгс/см2, при различных флегмовых числах, например: 0,7; 0,64; 0,55; 0,5.
Действие 2.
Вводят данные в программу расчета Aspen HYSYS.
Действие 3.
Выполняют расчёты посредством включения программы установленной на компьютере.
Действие 4.
Выполняют расчёт предельной нагрузки по питанию и содержанию пропилена в дистилляте, в результате расчётов получают данные:
- зависимости предельной нагрузки по питанию от давления в колонне;
- зависимости содержания пропилена в дистилляте от давления в колонне
Действие 5.
Строят графики зависимостей предельной нагрузки по питанию от давления в колонне (Фиг. 9) и содержания пропилена в дистилляте от давления в колонне (Фиг. 10) и находят наиболее оптимальную область рабочих давлений, находящуюся в данной колонне в диапазоне 24-32 кгс/см2.
Действие 6.
Исходя из анализа графиков, приведенных на Фиг. 9-10, подбирают оптимальный режим работы оборудования для достижения поставленной цели – одновременное повышение качества продуктов разделения (разделяющей способности) и производительности (пропускной способности) ректификационной колонны без изменения внутреннего устройства и размеров колонны.
Действие 7.
Качество продуктов разделения и производительность колонны одновременно повышают путем снижения давления без изменения флегмового числа.
Линия И-К - повышение производительности при снижения давления (Фиг. 19).
Линия Иˊ-Кˊ - повышение качества дистиллята при снижении давления и повышения производительности (Фиг. 20).
На Фиг. 26 представлена блок-схема одновременного повышения качества продуктов разделения (разделяющей способности) и производительности (пропускной способности) ректификационных колонн без изменения внутреннего устройства и размеров колонн.
Исходя из имеющегося положительного опыта решения первой задачи и известного уровня техники, данная методика может быть успешно применена.
Приведенные в Примере 3 конкретные значения давления и флегмовых чисел являются частным случаем показателей колонны К-302. Таким образом, приведенные заявителем конкретные значения давления и флегмовых чисел следует рассматривать в качестве иллюстрации использования заявленного технического решения, что не ограничивает сферу патентных притязаний. Заявитель обоснованно полагает, что заявленное техническое решение может быть использовано на любой ректификационной колонне с любыми иными значениями давления и флегмовых чисел.
Из указанного выше можно сделать вывод об успешном применении заявленного технического решения для решения первой задачи.
Соответственно, при успешном выполнении первой задачи заявленное техническое решение может быть успешно применено для решения второй и третей задач.
Из приведенного выше можно сделать общий вывод, что заявителем достигнуты поставленные цели - повышена разделяющая и/или пропускная способность ректификационной колонны путем применения заявленного алгоритма изменения общего давления в колонне и выбора оптимального флегмового числа, а именно:
- повышено качество продуктов разделения (разделяющая способность) ректификационной колонны без изменения производительности, внутреннего устройства и размеров колонны - см. Пример 1, Фиг. 11-16;
- повышена производительность (пропускная способность) ректификационной колонны без изменения качества продуктов разделения, внутреннего устройства и размеров колонны - см. Пример 2, Фиг. 17, 18;
- одновременно повышено качество продуктов разделения (разделяющая способность) и производительность (пропускная способность) ректификационной колонны без изменения внутреннего устройства и размеров колонны – см. Пример 3, Фиг. 19, 20.
Более конкретно, заявленное техническое решение позволило достигнуть следующих технических результатов:
• Повышена степень разделения и чистота получаемых продуктов (разделяющая способность) при неизменных размерах колонны и флегмовом числе путем снижения общего давления в колонне - Фиг. 11, 12.
• Повышена степень разделения и чистота получаемых продуктов (разделяющая способность) при неизменных размерах колонны и производительности колонны путем снижения общего давления в колонне с одновременным увеличением флегмового числа - Фиг. 13-14.
• Повышена степень разделения и чистота получаемых продуктов (разделяющая способность) при неизменных размерах колонны и производительности путем снижения общего давления в колонне с одновременным снижением флегмового числа - Фиг. 15, 16.
• Повышена производительность (пропускная способность) колонны при неизменной чистоте получаемых продуктов путем снижения общего давления в колонне с одновременным снижением флегмового числа - Фиг. 17-18.
• Повышена чистота получаемых продуктов (разделяющая способность) и производительность (пропускная способность) колонны при снижении давления без изменения флегмового числа в колонне - Фиг. 19-20.
Заявитель еще раз подчеркивает, что конкретные значения давления и флегмовых чисел, приведенные в Примерах 1 – 3 и выводах, относятся непосредственно к ректификационной колонне К-302 цеха 65-76 предприятия ПАО «Казаньоргсинтез». Таким образом, приведенные заявителем конкретные значения давления и флегмовых чисел следует рассматривать в качестве иллюстрации использования заявленного технического решения, что не ограничивает сферу патентных притязаний. Заявитель обоснованно считает, что заявленное техническое решение может быть использовано на любой ректификационной колонне, с иными, отличными от колонны К-302, значениями давления и флегмовых чисел.
Таким образом, заявителем достигнут заявленный технический результат - реализованы все без исключения поставленные задачи, при этом заявленное техническое решение реализовано без изменения внутреннего устройства и размеров ректификационной колонны, что в конечном итоге обеспечивает возможность реализовать импортозамещение.
По мнению заявителя, в заявленном техническом решении удалось разрешить, казалось бы, неразрешимые на дату подачи заявочных материалов противоречия, а именно - в заявленном техническом решении обеспечена возможность реализации одновременно всех комплексных задач, состоящих из подзадач. Конкретнее – удалось решить задачу повышения разделяющей и/или пропускной способности ректификационной колонны за счёт использования зависимости относительной летучести разделяемых компонентов от давления по предложенному заявителем алгоритму с применением компьютерного моделирования в пакете прикладных программ Aspen HYSYS или другой расчетной программы, выполненное на базе действующей колонны К-302 предприятия ПАО «Казаньоргсинтез» г. Казань и разработки на основе результатов моделирования алгоритма
Заявленное техническое решение соответствует критерию «новизна», предъявляемому к изобретениям, так как при определении уровня техники не обнаружено средство, которому присущи признаки, идентичные (то есть совпадающие по исполняемой ими функции и форме выполнения этих признаков) всем признакам, представленным в независимом пункте формулы изобретения.
Заявленное техническое решение соответствует критерию «изобретательский уровень», предъявляемому к изобретениям, поскольку не выявлены технические решения, имеющие признаки, совпадающие с отличительными признаками данного изобретения, и не установлена известность влияния отличительных признаков на указанный технический результат.
Заявленное техническое решение соответствует критерию «промышленная применимость», предъявляемому к изобретениям, т.к. реализовано в промышленных масштабах посредством использования известных стандартных технических устройств и оборудования.
Список литературы
1. Платонов В.М., Берго Б.Г. Разделение многокомпонентных смесей. Расчет и исследование ректификации на вычислительных машинах. М.: Химия, 1965. – 368 с
2. Галенков А.А. Анализ технологического процесса ректификации как объекта управления // Современные наукоемкие технологии. – 2007. – № 6. – С. 43-44 http://www.top-technologies.ru/ru/article/view?id=24991
3. Процессы и аппараты нефтегазопереработки и нефтехимии/ А. И. Скобло, Ю. К. Молоканов, А. И. Владимиров, В. А. Щелкунов.- М.: Недра-Бизнесцентр, 2000.- 677с.
4. Процессы и аппараты химической технологии. Часть 2. Массообменные процессы и аппараты. Учебник для вузов. / Ю.И. Дытнерский.- М.: Химия, 1995.- 368 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРАКЦИОНИРОВАНИЯ ПРИРОДНЫХ БИТУМОВ И ВЫСОКОВЯЗКИХ НЕФТЕЙ | 1997 |
|
RU2138537C1 |
| СПОСОБ ОБЕЗВОЖИВАНИЯ ВЫСОКОУСТОЙЧИВЫХ ВОДО-УГЛЕВОДОРОДНЫХ ЭМУЛЬСИЙ ПРИРОДНОГО И ТЕХНОГЕННОГО ПРОИСХОЖДЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2581584C1 |
| СПОСОБ ОБЕЗВОЖИВАНИЯ ПРИРОДНЫХ БИТУМОВ И ВЫСОКОВЯЗКИХ НЕФТЕЙ | 1999 |
|
RU2163622C1 |
| Способ утилизации масло-нефтесодержащих отходов, замасленной окалины, отходов коксохимического производства | 2019 |
|
RU2730304C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МОЛИБДЕНА ИЗ ПРОДУКТОВ КАТАЛИТИЧЕСКОГО ЭПОКСИДИРОВАНИЯ ОЛЕФИНОВ | 2010 |
|
RU2453498C1 |
| Способ глубокой очистки бензола от тиофена | 2021 |
|
RU2773400C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ЦИКЛОГЕКСАНОНА ИЗ РЕАКЦИОННОЙ СМЕСИ ВОДА - АЦЕТОНИТРИЛ - ЦИКЛОГЕКСЕН - ЦИКЛОГЕКСАНОН | 2015 |
|
RU2618273C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ СУЛЬФОКСИДОВ И СУЛЬФОНОВ ИЗ СМЕСИ С УГЛЕВОДОРОДАМИ И СЕРНИСТЫМИ СОЕДИНЕНИЯМИ | 2010 |
|
RU2446203C1 |
| Способ разделения смесей с высоким содержанием жидкофазного продукта | 2015 |
|
RU2615412C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ПРОПЕНА И ПРОПАНА | 2006 |
|
RU2296736C1 |



Изобретение относится к массообменным процессам, в которых используют ректификационные колонны. Сущностью является способ повышения разделяющей или пропускной способности по отдельности либо одновременно разделяющей и пропускной способностей ректификационной колонны при постоянных числе тарелок, геометрических размерах колонны и составе питания с постоянным составом одного из ключевых компонентов в дистилляте или кубовом остатке. При осуществлении способа создают компьютерную модель процесса ректификации, для чего указанные выше исходные данные вводят в компьютерную программу, проводят расчёт зависимостей разделяющей и/или пропускной способности ректификационной колонны от давления и флегмового числа, далее результаты моделирования приводят в графический и/или аналитический вид, далее анализируют расчётные данные с возможностью определения оптимальных значений рабочего давления и флегмового числа в колонне, обеспечивающих возможность повышения разделяющей или пропускной способности по отдельности либо одновременно разделяющей и пропускной способностей колонны в зависимости от целей технологического процесса, далее: – в случае необходимости повышения разделяющей способности - при неизменных пропускной способности и флегмовом числе снижают давление, либо при неизменной пропускной способности снижают давление и повышают флегмовое число, либо при неизменной пропускной способности снижают давление и флегмовое число, – в случае необходимости повышения пропускной способности при постоянном составе продуктов разделения одновременно снижают давление и флегмовое число, – в случае необходимости одновременного повышения разделяющей и пропускной способностей при постоянном флегмовом числе снижают давление. Технический результат: повышение разделяющей или пропускной способности ректификационной колонны. 26 ил., 3 пр.
Способ повышения разделяющей или пропускной способности по отдельности либо одновременно разделяющей и пропускной способностей ректификационной колонны при постоянных числе тарелок, геометрических размерах колонны и составе питания с постоянным составом одного из ключевых компонентов в дистилляте или кубовом остатке, характеризующийся тем, что создают компьютерную модель процесса ректификации, для чего указанные выше исходные данные вводят в компьютерную программу, проводят расчёт зависимостей разделяющей и/или пропускной способности ректификационной колонны от давления и флегмового числа, далее результаты моделирования приводят в графический и/или аналитический вид, далее анализируют расчётные данные с возможностью определения оптимальных значений рабочего давления и флегмового числа в колонне, обеспечивающих возможность повышения разделяющей или пропускной способности по отдельности, либо одновременно разделяющей и пропускной способностей колонны в зависимости от целей технологического процесса, далее:
– в случае необходимости повышения разделяющей способности - при неизменных пропускной способности и флегмовом числе снижают давление, либо при неизменной пропускной способности снижают давление и повышают флегмовое число, либо при неизменной пропускной способности снижают давление и флегмовое число,
– в случае необходимости повышения пропускной способности при постоянном составе продуктов разделения одновременно снижают давление и флегмовое число,
– в случае необходимости одновременного повышения разделяющей и пропускной способностей при постоянном флегмовом числе снижают давление.
| Устройство для автоматического управления процессом экстрактивной ректификации | 1981 |
|
SU1001954A1 |
| Способ управления процессом экстрактивной ректификации | 1991 |
|
SU1819153A3 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ЭКСТРАКТИВНОЙ РЕКТИФИКАЦИИ | 1999 |
|
RU2146960C1 |
| US 3383308 A1, 14.05.1968 | |||
| US 6723231 B1, 20.04.2004. | |||

