Изобретение относится к области трубопрокатного производства, а точнее к конструкции трехвалковой клети стана холодной прокатки труб с подвижными валковой кассетой и силовой станиной.
Известна трехвалковая клеть стана холодной прокатки труб, см. книгу З.А. Кофф, П.М. Соловейчик и др. «Холодная прокатка труб», Свердловск, 1962 г., стр. 230, которая содержит подвижную силовую станину с опорными рельсами (планками) и подвижную кассету со сменными рабочими роликами. Ролики имеют постоянный профиль рабочего сечения, выполнены за одно целое с опорными цапфами, взаимодействующими с опорными рельсами (планками), имеющими наклонный профиль. Сведение роликов при прокатке осуществляется за счет их перемещения по наклонным рельсам (планкам).
Недостаток известной клети заключается в ограниченном редуцировании по наружному диаметру, так как ролики имеют постоянный профиль сечения ручья, в связи с этим клеть имеет низкую производительность.
Из известных трехвалковых клетей стана холодной прокатки труб наиболее близкой по технической сущности является рабочая клеть, описанная в патенте РФ №2384376, кл. В21В 13/18, заявл. 14.04.2009 г., опубл. 20.03.2010 г.
Эта трехвалковая клеть стана холодной прокатки труб содержит подвижную силовую станину с опорными рельсами и зубчатыми рейками и подвижную кассету с рабочими валками, подшипниковыми опорами, шестернями и сменными калибрами. Сменные калибры выполнены сегментными и закреплены на рабочих валках бандажами. Каждый опорный рельс по ширине выполнен с дополнительными опорными участками, охватывающими бандажи калибра, имеет продольные пазы для пропуска бандажей, торцевые пазы для пропуска калибра и наклонный паз на переднем торце для установки подвижной кассеты в силовую станину.
Недостаток известной конструкции трехвалковой клети стана холодной прокатки труб заключается в том, что использование сегментных калибров ограничивает по длине рабочий ход кассеты, так как величина разворота калибра при прокатке ограничена рабочим углом сегмента калибра, что уменьшает рабочую зону и увеличивает усилие прокатки, а следовательно, снижает производительность клети.
Для увеличения рабочего хода потребуется увеличение диаметра калибра, что приведет к увеличению габаритов и массы клети, а следовательно, увеличится металлоемкость и трудоемкость изготовления калибров.
Увеличение диаметра калибров не позволяет осуществлять прокатку труб с тонкой стенкой.
Конструкция рабочих валков и опорных рельсов позволяет использовать только одну рабочую опорную поверхность, изнашивание которой ведет к полной замене детали на новую, что требует значительного парка запасных частей.
Задача настоящего изобретения состоит в создании трехвалковой клети стана холодной прокатки труб, позволяющей осуществлять прокатку труб с тонкой стенкой, повысить производительность, снизить металлоемкость и трудоемкость клети.
Поставленная задача достигается тем, что в трехвалковой клети стана холодной прокатки труб, содержащей подвижную силовую станину с опорными рельсами и зубчатыми рейками и подвижную кассету с рабочими валками, подшипниковыми опорами, шестернями и сменными калибрами, согласно изобретению, каждый рабочий валок снабжен буртом с двумя параллельно расположенными лысками, а каждый сменный калибр выполнен кольцевым, имеющим на одной торцевой стороне паз, охватывающий лыски бурта, при этом вторая торцевая сторона сменного кольцевого калибра выполнена свободной от его фиксации на рабочем валке, причем опорные рельсы имеют квадратное сечение и расположены по обе стороны каждого сменного калибра.
Такое конструктивное выполнение трехвалковой клети стана холодной прокатки труб за счет выполнения каждого калибра кольцевым, обеспечивающим больший разворот калибра во время прокатки, при сохранении длины рабочего хода позволяет уменьшить диаметр калибра, что обеспечит возможность прокатки труб с тонкой стенкой.
Уменьшение диаметра калибров также ведет к снижению усилий прокатки, уменьшению габаритов и массы рабочей клети, что при сохранении мощности главного привода позволяет поднять производительность стана за счет увеличения его быстроходности и величины подачи. Уменьшение габаритов и массы рабочей клети снижает металлоемкость и трудоемкость ее изготовления.
Кроме того, в предлагаемой конструкции трехвалковой клети стана холодной прокатки труб установка калибра и его фиксация на рабочем валке по сравнению с известным решением упрощается за счет отсутствия дополнительных элементов, что сокращает время перевалки и положительно сказывается на производительности стана.
Выполнение опорных рельсов с квадратным сечением позволяет выполнить на них несколько рабочих поверхностей с разных сторон. При износе одной из рабочих поверхностей можно, развернув рельс, использовать следующую рабочую поверхность, что повысит срок службы этих деталей и сократит количество требуемых запасных частей (рельсов и рабочих валков).
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 - изображена трехвалковая клеть стана холодной прокатки труб, общий вид;
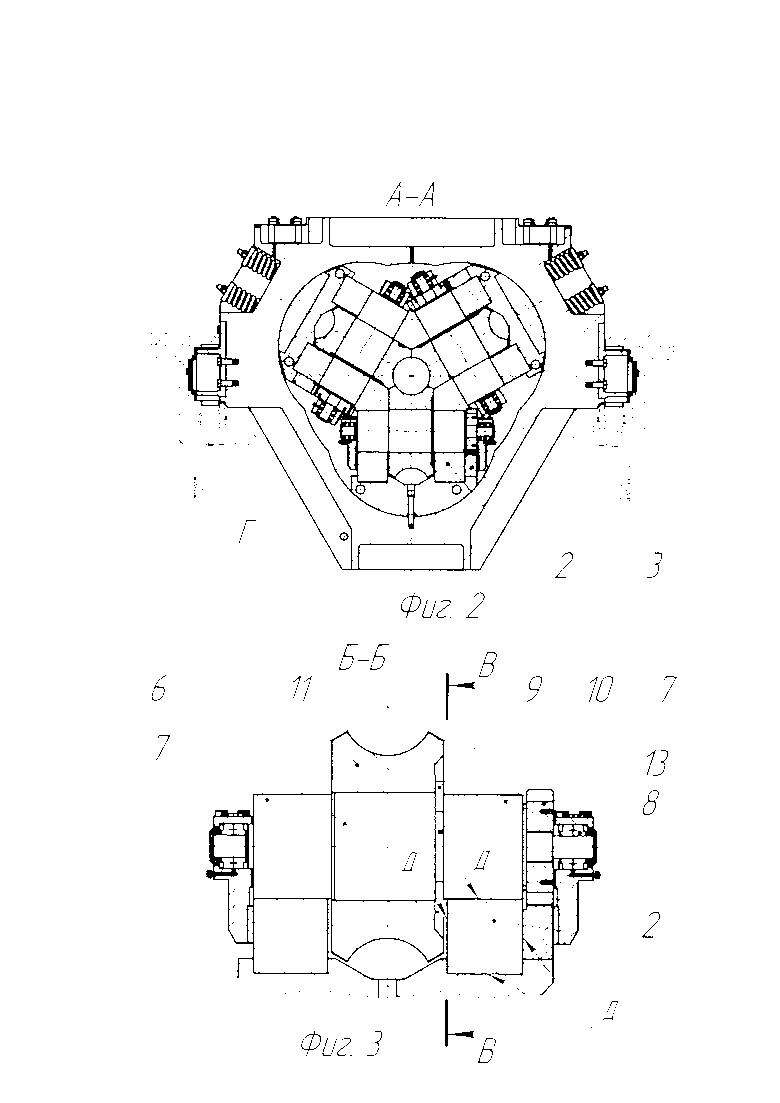
на фиг. 2 - разрез А-А на фиг. 1;
на фиг. 3 - разрез Б-Б на фиг. 1;
на фиг. 4 - разрез В-В на фиг. 3;
на фиг. 5 - место Г на фиг. 2.
Трехвалковая клеть стана холодной прокатки труб содержит подвижную силовую станину 1 с опорными рельсами 2, имеющими плоскую опорную поверхность, и зубчатыми рейками 3, подвижную кассету 4 с рабочими валками 5. Рабочий валок 5 содержит вал 6 с опорными шейками 7, установленный в кассете 4 на двух подшипниковых опорах 8. Каждый рабочий валок 5 снабжен буртом 9 с двумя параллельными лысками 10. На валу 6 рабочего валка 5 установлен с натягом сменный кольцевой калибр 11, имеющий на одной торцевой стороне паз 12, охватывающий лыски 10 бурта 9. Вторая торцевая сторона сменного кольцевого калибра 11 выполнена свободной от его фиксации на рабочем валке 5. С одной стороны рабочего валка для синхронизации его вращения с перемещением клети расположена шестерня 13, входящая в зацепление с зубчатой рейкой 3. Опорные рельсы 2 имеют квадратное сечение и расположены по обе стороны каждого сменного кольцевого калибра 11.
Работа трехвалковой клети стана холодной прокатки труб осуществляется следующим образом.
В процессе работы силовая станина 1 совершает возвратно-поступательное перемещение при помощи кривошипно-шатунного привода (не показан). Кассета 4 с рабочими валками 5 перемещается возвратно-поступательно по силовой станине 1. Рабочие валки 5, установленные в кассете на подшипниковых опорах 8, совершают в процессе прокатки возвратно-поступательное перемещение и качательное движение при помощи шестерен 13, находящихся в зацеплении с зубчатыми рейками 3.
Рабочие валки 5, перекатываясь опорными шейками 7 по рельсам 2, осуществляют деформацию трубы кольцевыми калибрами 11.
При прокатке кольцевые калибры надежно сориентированы и зафиксированы от проворота на валках благодаря выполненного на рабочем валке 5 бурта 9 с параллельными лысками 10 и охватывающего их паза 12 калибра 11.
От осевого перемещения на рабочем валке калибр удерживается посадкой с натягом. Направление поворота трубы во время прокатки выбираются таким образом, чтобы возникающие при прокатке усилия на калибр 11 были направлены в сторону бурта 9 рабочего валка и не допускали его осевого смещения.
Это достигается тем (фиг. 5), что сформированное развалкой 14 калибров 11 за один рабочий ход утолщение 15 стенки трубы 16, после поворота трубы в зеве на следующем рабочем ходе клети приходится на сторону калибра напротив бурта 9. При этом усилие, возникающее при прокатке утолщенного участка 15 стенки трубы 16, прижимает калибр 11 к бурту 9 рабочего валка. Составляющая F усилия прокатки, действующая вдоль оси валка, и ее направление показаны стрелкой на фиг. 5.
В указанном примере выполнения трехвалковой клети на фиг. 5 показано требуемое направление поворота трубы, при этом угол поворота трубы «α» должен быть не более 60°, чтобы усилие от прокатки утолщенного участка 15 стенки трубы было направлено в сторону бурта.
Поджатие калибра 11 к бурту 9 во время прокатки позволяет выполнить противоположную пазу 12 сторону калибра 11 без дополнительных элементов фиксации.
Фиксация с одной стороны калибра и отсутствие элементов фиксации с другой стороны, позволяют максимально приблизить опорные шейки валков к калибру, тем самым уменьшить габариты, а следовательно, металлоемкость клети.
Опорные рельсы квадратного сечения, позволяют выполнить по разным сторонам рельса четыре одинаковые рабочие опорные поверхности Д. При износе одной рабочей поверхности рельс можно использовать до трех раз за счет разворота, а рабочие валки можно развернуть на 180° и использовать повторно, что продлевает срок их службы и требует меньше запасных частей (опорных рельсов и рабочих валков).
Предложенная трехвалковая клеть стана холодной прокатки труб по сравнению с известными позволяет снизить усилия прокатки, обеспечить прокатку труб с тонкой стенкой, увеличить производительность, снизить металлоемкость и трудоемкость ее изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |
| Валковая кассета стана холодной про-КАТКи ТРуб | 1979 |
|
SU835542A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| РАБОЧАЯ КЛЕТЬ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2010 |
|
RU2441723C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| НЕПРЕРЫВНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2345850C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| СБОРНЫЙ ВАЛОК ПИЛЬГЕРСТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1993 |
|
RU2056958C1 |


Изобретение относится к области трубопрокатного производства, а именно к конструкции трехвалковой клети стана холодной прокатки труб. Клеть содержит подвижную силовую станину с опорными рельсами и зубчатыми рейками и подвижную кассету с рабочими валками, подшипниковыми опорами, шестернями и сменными калибрами. Каждый рабочий валок снабжен буртом с двумя параллельно расположенными лысками. Каждый сменный калибр выполнен кольцевым, имеющим на одной торцевой стороне паз, охватывающий лыски бурта. Вторая торцевая сторона сменного кольцевого калибра выполнена свободной от его фиксации на рабочем валке. Опорные рельсы имеют квадратное сечение и расположены по обе стороны каждого сменного калибра. Изобретение обеспечивает возможность большого разворота калибра во время прокатки при сохранении длины рабочего хода, тем самым уменьшение диаметра калибра и возможность прокатки труб с тонкой стенкой. Уменьшение диаметра калибров ведет к снижению усилий прокатки, уменьшению габаритов и массы рабочей клети. 5 ил.
Трехвалковая клеть стана холодной прокатки труб, содержащая подвижную силовую станину с опорными рельсами и зубчатыми рейками и подвижную кассету с рабочими валками, подшипниковыми опорами, шестернями и сменными калибрами, отличающаяся тем, что каждый рабочий валок снабжен буртом с двумя параллельно расположенными лысками, а каждый сменный калибр выполнен кольцевым, имеющим на одной торцевой стороне паз, охватывающий лыски бурта, при этом вторая торцевая сторона сменного кольцевого калибра выполнена свободной от его фиксации на рабочем валке, причем опорные рельсы имеют квадратное сечение и расположены по обе стороны каждого сменного калибра.
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2297890C1 |
| DE 3844162 A1, 28.06.1990 | |||
| US 3211027 A, 12.10.1965. | |||

