Изобретение относится к области трубопрокатного производства, а точнее к станам холодной прокатки труб большого типоразмера.
Известна рабочая клеть стана холодной прокатки труб (см. пат. РФ №2061565, В21В 21/00, заявл. 19.03.1992 г., опуб. 10.06.1996 г.). Рабочая клеть стана холодной прокатки труб содержит подвижную силовую станину с опорными рельсами и зубчатыми рейками, подвижную кассету с рабочими валками, ведущими шестернями, а также двуплечий рычаг, соединенный шатуном переменной длины с подвижной силовой станиной и двумя шатунами постоянной длины с подвижной кассетой. Причем в местах соединения шатуна с рычагом и станиной имеются механизмы перемещения осей крепления шатуна.
В связи с малыми размерами инструмента известная клеть может быть использована только в роликовых станах. Выполнение этой клети для прокатки труб большого типоразмера приведет к увеличению ее габаритов и размеров шатунов, связывающих подвижную силовую станину и подвижную кассету с двуплечим рычагом. Кроме того, на больших станах затрудняется применение механизмов перемещения осей крепления шатуна станины. Возникает сложность настройки стана на катающий диаметр за счет двух настроек, так как каждый шарнир шатуна имеет мощный ручной механизм настройки.
Катающий диаметр - это диаметр, на котором нет трения скольжения калибра о трубу, то есть мгновенная скорость калибра относительно трубы равна нулю.
Наиболее близким по технической сущности является стан холодной прокатки труб, содержащий раму с направляющими, установленную на них рабочую клеть, включающую подвижную силовую станину с опорными рельсами и зубчатыми рейками, подвижную кассету с рабочими валками, ведущими шестернями и сменными калибрами с ручьями переменного сечения по окружности, а также привод перемещения силовой станины, двуплечий рычаг, соединенный шатуном с подвижной силовой станиной и шатунами постоянной длины с подвижной кассетой (см. пат. РФ №2220795, В21В 21/00, заявл. 04.06.2002 г., опуб. 10.01.2004 г.).
Недостаток известной конструкции стана заключается в ограниченных технологических возможностях, а именно в узком диапазоне прокатываемых труб, невысоком качестве прокатываемых труб, повышенном износе прокатного инструмента, в связи с тем, что при переходе с одного диаметра прокатываемой трубы на другой меняется плечо точки крепления шатуна станины на двуплечем рычаге из-за необходимости настройки на новый катающий диаметр, вследствие чего меняется угол между шатунами станины и кассеты. Это приводит к увеличению различия значений катающих диаметров рабочей клети и калибровки инструмента по ходу кассеты.
Несоответствие катающих диаметров рабочей клети и калибровки инструмента по ходу кассеты ведет к снижению качества прокатываемых труб. При большом несоответствии катающих диаметров, превышающем 10-15% от диаметра трубы, нормальная холодная прокатка труб невозможна.
Стан подобной конструкции, выполненный для прокатки труб большого типоразмера от ⌀200 до ⌀450 мм, потребует установки громоздкого шатуна станины, мощного механизма перемещения оси крепления этого шатуна к двуплечему рычагу, которым сложно вручную перемещать ось с шатуном при настройке на катающий диаметр при перевалке и обеспечить надежную фиксацию выполненной настройки положения оси при прокатке. В связи с этим увеличивается время перевалки стана, что ведет к уменьшению производительности, а ненадежная фиксация оси крепления шатуна снижает надежность и долговечность оборудования стана.
Задача настоящего изобретения состоит в создании стана холодной прокатки труб, позволяющего расширить технологические возможности за счет расширения диапазона прокатываемых труб с одновременным повышением качества готовых труб, повышением производительности, увеличением надежности и долговечности, а также снижением износа инструмента.
Поставленная задача достигается тем, что стан холодной прокатки труб, содержащий раму с направляющими, установленную на них рабочую клеть, включающую подвижную силовую станину с опорными рельсами и зубчатыми рейками, подвижную кассету с рабочими валками, ведущими шестернями и сменными калибрами с переменными катающими диаметрами, а также привод перемещения силовой станины, двуплечий рычаг, соединенный шатуном с подвижной силовой станиной и шатунами постоянной длины с подвижной кассетой, согласно изобретению снабжен дополнительным шатуном, соединяющим двуплечий рычаг с подвижной силовой станиной, и сменными парами двухопорных стоек для соединения шатунов со станиной клети, при этом верхняя опора выполнена в виде закрепленной на станине цилиндрической штанги, на которой закреплена стойка, а нижняя опора выполнена в виде паза в направляющей кассеты, в котором закреплена стойка, кроме того, каждая пара сменных двухопорных стоек выполнена с отверстиями под шатуны, расположенными от оси прокатки на высоте, соответствующей интервалу прокатываемых труб с несовпадением катающего диаметра сменного калибра катающему диаметру рабочей клети в пределах ±5% от диаметра прокатываемых труб.
Такое конструктивное выполнение позволяет расширить технологические возможности за счет расширения диапазона прокатываемых труб и улучшить качество труб за счет минимального несовпадения (до ±5%) катающих диаметров рабочей клети и калибровки инструмента. Это достигается тем, что диапазон прокатываемых труб разбивается на два и более интервалов, причем для каждого интервала определяется своя точка крепления шатунов на двухопорных стойках по высоте таким образом, чтобы при движении кассеты вперед, то есть от заготовки к готовой трубе, катающий диаметр возрастал и соответственно уменьшался при движении назад - от готовой трубы к заготовке, добиваясь минимального несовпадения значений катающих диаметров рабочей клети и калибровки инструмента. Несовпадение катающих диаметров рабочей клети и калибровки будет находиться в пределе ±5% от диаметра трубы по соответствующему сечению. Это обстоятельство обеспечивает минимальное осевое усилие прокатки от сил трения скольжения калибра о трубу и гарантирует высокое качество поверхности готовой трубы.
Высота точки крепления шатунов к сменной стойке выбрана из условия минимально допустимого несоответствия катающих диаметров рабочей клети и калибровки инструмента в определенном интервале прокатываемых труб, а количество сменных стоек со своими высотами крепления шатунов соответствует количеству интервалов прокатываемых труб.
Кроме того, повышается производительность, надежность и долговечность и снижается износ инструмента за счет минимального несовпадения катающего диаметра рабочей клети катающему диаметру калибровки инструмента.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
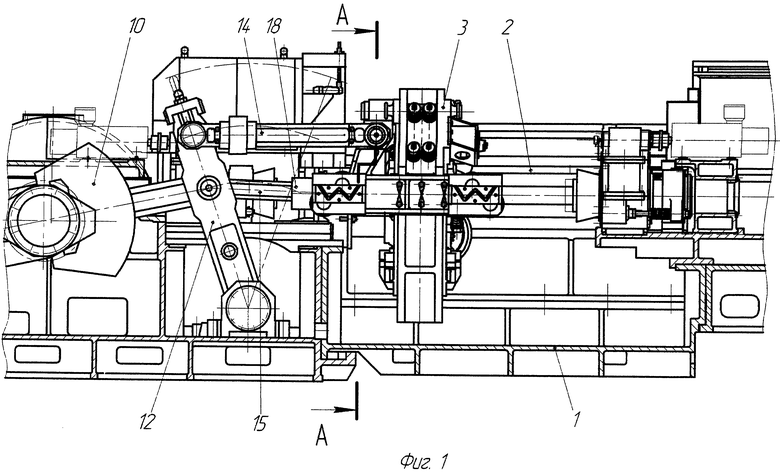
на фиг.1 изображен общий вид стана холодной прокатки труб;
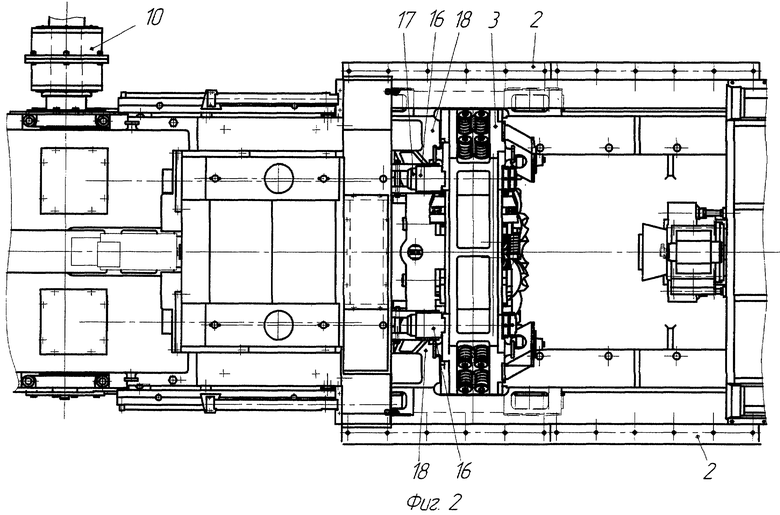
на фиг.2 - то же, вид сверху;
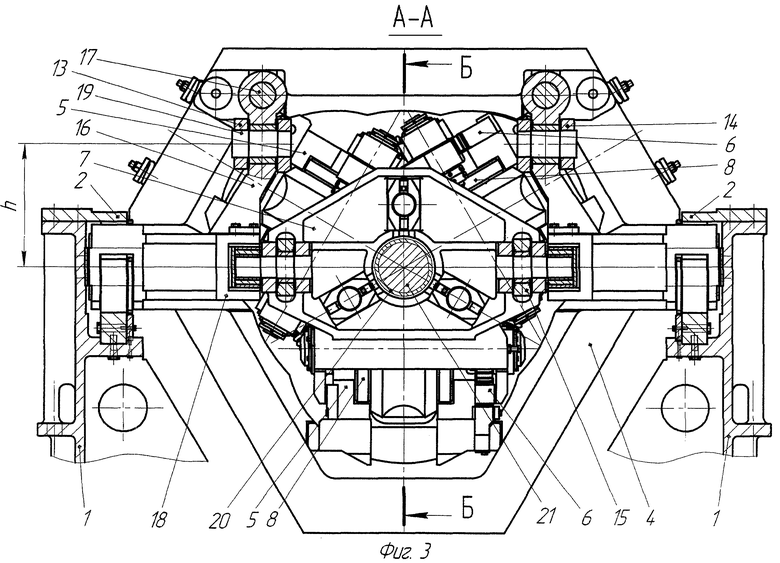
на фиг.3 - разрез А-А на фиг.1;
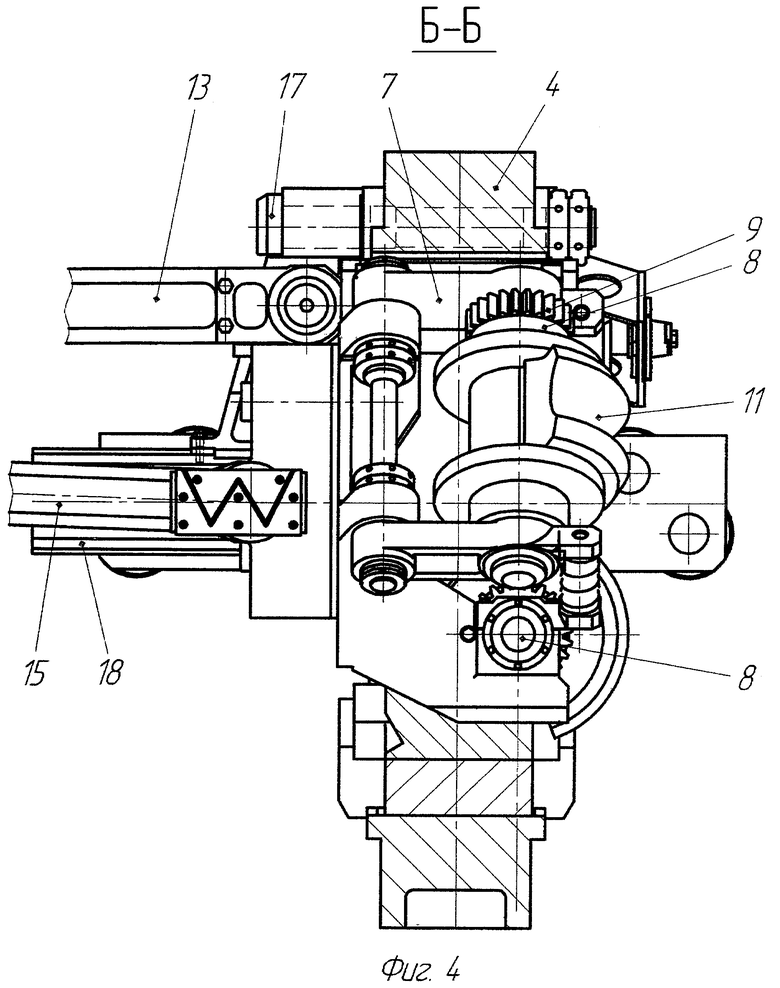
на фиг.4 - разрез Б-Б на фиг.3;
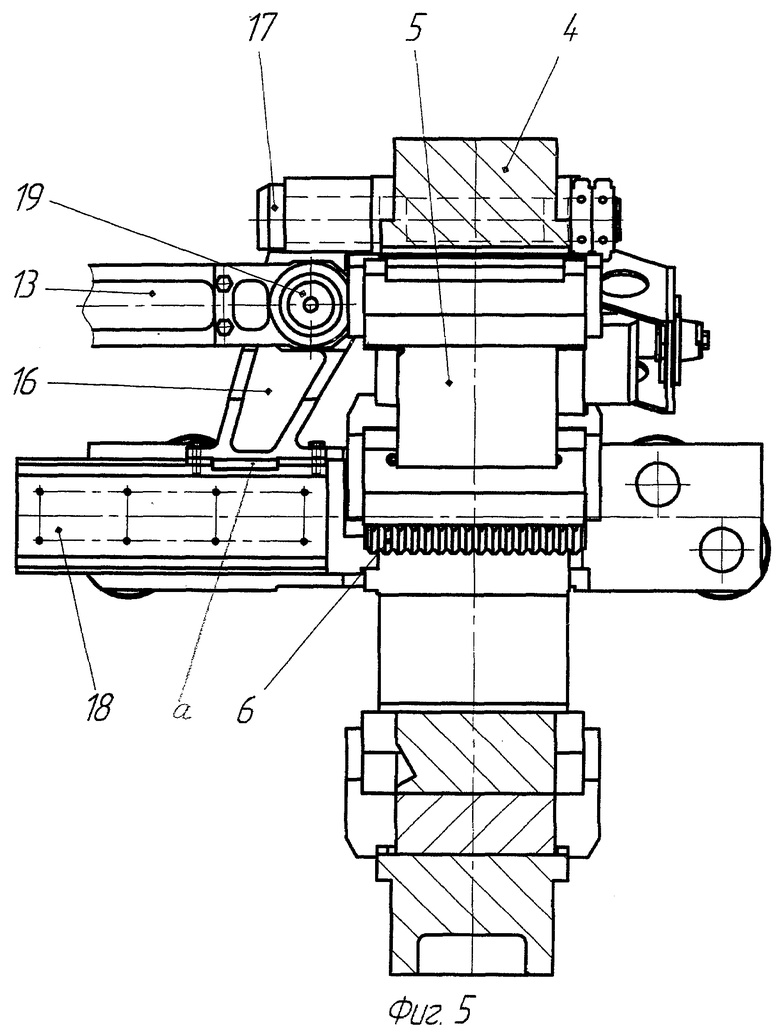
на фиг.5 - разрез Б-Б на фиг.3, кассета условно не показана;
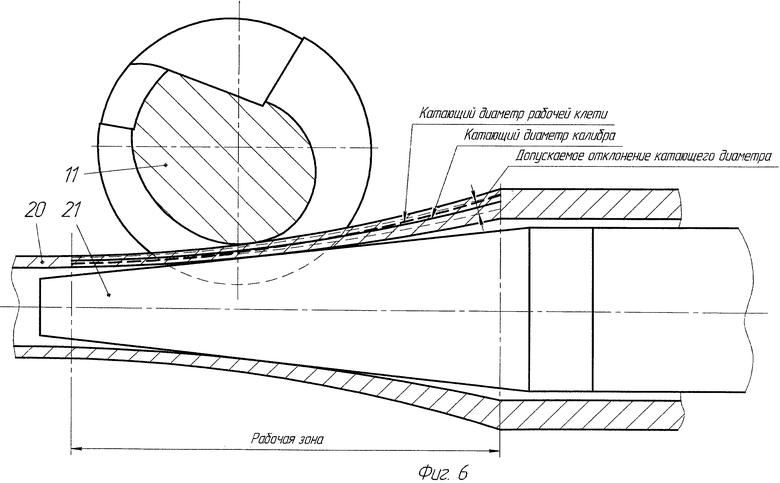
на фиг.6 - схема положений катающих диаметров калибра и клети в рабочей зоне.
Стан холодной прокатки труб содержит раму 1 с направляющими 2, установленную на них рабочую клеть 3, подвижную силовую станину 4 с опорными рельсами 5 и зубчатыми рейками 6, подвижную кассету 7, расположенные в ней рабочие валки 8 с ведущими шестернями 9, а также привод 10 возвратно-поступательного перемещения клети 3. Подвижная кассета 7 содержит сменные калибры 11 с переменными катающими диаметрами.
Для синхронизации перемещения подвижной силовой станины 4 и кассеты 7 имеется двуплечий рычаг 12, соединенный шатуном 13 и дополнительным шатуном 14 с подвижной силовой станиной 4 и шатунами 15 постоянной длины с подвижной кассетой 7.
Для соединения шатунов 13, 14 со станиной 4 клети 3 имеются сменные пары двухопорных стоек 16. Верхняя опора выполнена в виде закрепленной на станине 4 цилиндрической штанги 17, на которой закреплена стойка 16. Нижняя опора выполнена в виде паза а в направляющей 18 кассеты 7, в котором закреплена стойка 16. Каждая пара сменных двухопорных стоек 16 выполнена с отверстиями под оси 19 крепления шатунов 13, 14, расположенными от оси прокатки на высоте h, соответствующей интервалу прокатываемых труб с несовпадением катающего диаметра сменного калибра 11 катающему диаметру рабочей клети 3 в пределах ±5% от диаметра прокатываемых труб.
Стан работает следующим образом.
При прокатке труб рабочая клеть 3 совершает возвратно-поступательное движение, причем в клети 3 силовая станина 4 по направляющим 2 движется со своей скоростью и на свою длину хода, а кассета 7 перемещается по направляющим 18 со своей скоростью на свою длину хода. При этом их движения синхронны. Станина 4 и кассета 7 перемещаются посредством шатунов 13, 14, 15, соединенных двуплечим рычагом 12 с приводом 10. Соответственно в кассете 7 валки 8 совершают качательное движение и калибрами 11 прокатывают трубу 20 на оправке 21.
Прокатка трубы 20 в рабочей зоне ведется на переменном катающем диаметре. Переменный ручей на калибре 11 имеет переменный катающий диаметр, соответствующий маршруту прокатки. Шатуны 13, 14 станины закреплены на стойках 16 осями 19 в отверстиях, которые расположены на высоте h, соответствующей интервалу прокатываемых труб с несовпадением катающего диаметра сменного калибра катающему диаметру рабочей клети в пределах ±5% от диаметра прокатываемых труб.
При прокатке труб по маршруту, не попадающему в интервал маршрутов, определяемый стойками 16 с отверстиями на высоте h, стойки 16 демонтируются и устанавливается другая пара стоек со своей высотой h для отверстий крепления шатунов 13, 14 станины 4, соответствующей новому маршруту прокатки.
Для каждого маршрута прокатки меняется технологический инструмент: калибры, оправка, проводка и другое. Сменные двухопорные стойки демонтируются только при переходе из одного интервала прокатываемых труб в другой, что значительно снижает трудоемкость и время перевалки.
Предложенный стан холодной прокатки труб по сравнению с известными позволяет расширить технологические возможности за счет увеличения диапазона прокатываемых труб до ⌀450 мм с одновременным повышением качества готовых труб и производительности, увеличением надежности и долговечности, а также снижением износа инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2414975C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| РАБОЧАЯ КЛЕТЬ РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2243043C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| СТАН ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1967 |
|
SU196692A1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU774627A1 |
| РАБОЧАЯ ЛИНИЯ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2013 |
|
RU2539882C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2488454C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286220C1 |
Изобретение относится к области трубопрокатного производства, а точнее к станам холодной прокатки труб большого типоразмера. Стан холодной прокатки труб содержит раму с направляющими, установленную на них рабочую клеть, подвижную силовую станину с опорными рельсами и зубчатыми рейками, подвижную кассету, расположенные в ней рабочие валки с ведущими шестернями, а также привод возвратно-поступательного перемещения клети. Подвижная кассета содержит сменные калибры с переменными катающими диаметрами. Для синхронизации перемещения подвижной силовой станины и кассеты имеется двуплечий рычаг, соединенный шатуном и дополнительным шатуном с подвижной силовой станиной и шатунами постоянной длины с подвижной кассетой. Для соединения шатунов со станиной клети имеются сменные пары двухопорных стоек. Верхняя опора выполнена в виде закрепленной на станине цилиндрической штанги, на которой закреплена стойка. Нижняя опора выполнена в виде паза в направляющей кассеты, в котором закреплена стойка. Каждая пара сменных двухопорных стоек выполнена с отверстиями под оси крепления шатунов, расположенными от оси прокатки на высоте, соответствующей интервалу прокатывамых труб с несовпадением катающего диаметра сменного калибра катающему диаметру рабочей клети в пределах ±5% от диаметра прокатываемых труб. Изобретение позволяет расширить технологические возможности за счет расширения диапазона прокатываемых труб с одновременным повышением качества готовых труб, повышением производительности, увеличением надежности и долговечности, а также снижением износа инструмента. 6 ил.
Стан холодной прокатки труб, содержащий раму с направляющими, установленную на них рабочую клеть, включающую подвижную силовую станину с опорными рельсами и зубчатыми рейками, подвижную кассету с рабочими валками, ведущими шестернями и сменными калибрами с переменными катающими диаметрами, а также привод перемещения силовой станины, двуплечий рычаг, соединенный шатуном с подвижной силовой станиной и шатунами постоянной длины с подвижной кассетой, отличающийся тем, что он снабжен дополнительным шатуном, соединяющим двуплечий рычаг с подвижной силовой станиной, и сменными парами двухопорных стоек для соединения шатунов со станиной клети, причем верхняя опора выполнена в виде закрепленной на станине цилиндрической штанги, на которой закреплена стойка, а нижняя опора выполнена в виде паза в направляющей кассеты, в котором закреплена стойка, при этом каждая пара сменных двухопорных стоек выполнена с отверстиями под шатуны, которые расположены от оси прокатки на высоте, соответствующей интервалу диаметров прокатываемых труб с несовпадением катающего диаметра сменного калибра с катающим диаметром рабочей клети в пределах ±5% от диаметра прокатываемой трубы.
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Рабочая линия стана холодной прокатки | 1991 |
|
SU1795917A3 |
| Устройство для перемотки длинномерного материала | 1979 |
|
SU867832A1 |

