Изобретение относится к области трубопрокатного производства, а точнее к конструкции рабочей клети стана холодной прокатки труб с подвижными валковой кассетой и силовой станиной.
Передача усилий прокатки от калибров к силовой станине осуществляется через контакт цилиндрической опорной поверхности рабочего валка с плоскостью опорного рельса. Холодная прокатки труб большого диаметра (Dтр>200 мм) осуществляется при значительных усилиях прокатки, что приводит к необходимости применять рабочие валки с большими диаметром опорной поверхности и массой.
Диаметр опорной поверхности рабочего валка определяет габариты силовой станины и длину ее хода. При увеличении диаметра опорной поверхности рабочего валка растут габариты и длина хода силовой станины, а это ведет к уменьшению жесткости рабочей клети и к увеличению нагрузки на приводной механизм и главный привод. Снижение жесткости рабочей клети ухудшает качество прокатываемых труб, а увеличение нагрузки на приводной механизм и главный привод увеличивает габариты этих механизмов и их энергопотребление.
Одним из путей решения задачи является создание новой конструкции рабочей клети, в которой рабочий валок имеет небольшой диаметр опорной поверхности за счет увеличения ее длины.
Известна рабочая клеть стана холодной прокатки труб, см. патент РФ №2286219, МПК B21B 13/18, B21B 21/00, заявл. 05.04.2005 г., опубл. 27.10.2006 г.
Известная клеть содержит подвижную силовую станину с опорными рельсами и подвижную кассету с тремя деформирующими роликами. Деформирующие ролики имеют с торцов консольные опорные цапфы, контактирующие с опорными рельсами.
Недостатком известной конструкции рабочей клети является недостаточная прочность и жесткость из-за высоких напряжений изгиба в консольных цапфах деформирующих роликов, что ограничивает производительность стана и снижает качество прокатываемых труб.
Известна также рабочая клеть стана холодной прокатки труб, описанная в патенте РФ №2061565, МПК B21B 21/00, заявл. 19.03.1992 г., опубл. 10.06.1996 г., которая содержит подвижную силовую станину с опорными рельсами и зубчатыми рейками и подвижную кассету с рабочими валками и шестернями. В данной клети ширина опорного рельса равна толщине калибра, а опорной поверхностью валка является бочка калибра.
Недостатками этой конструкции рабочей клети являются недостаточная ее жесткость, повышенные габариты и масса клети, обусловленные малым ходом валков по деформируемой трубе в сравнении с ходом силовой станины.
Из известных рабочих клетей станов холодной прокатки труб наиболее близкой по технической сущности является рабочая клеть, описанная в патенте РФ №2297890, МПК B21B 13/18, B21B 21/00, заявл. 15.09.2005 г., опубл. 27.04.2007 г.
Эта рабочая клеть стана холодной прокатки содержит подвижную силовую станину с опорными рельсами и зубчатыми рейками, подвижную кассету с рабочими валками, имеющими цилиндрическую опорную поверхность с подшипниковыми опорами, шестернями, взаимодействующими с зубчатыми рейками, и сменными калибрами.
Опорная поверхность рабочих валков выполнена максимальной по диаметру и равна наружному диаметру калибра, что увеличивает габариты и массу рабочей клети, а также длину хода силовой станины.
Недостаток известной конструкции рабочей клети стана холодной прокатки труб заключается в том, что она имеет недостаточную жесткость, обусловленную большими габаритами и массой, что отрицательно сказывается на качестве прокатываемых изделий. Кроме того, увеличение длины хода силовой станины, большие габариты и масса клети повышают энергопотребление стана при прокатке труб, увеличивают металлоемкость и трудоемкость изготовления клети.
Задача настоящего изобретения состоит в создании рабочей клети стана холодной прокатки труб, позволяющей повысить качество прокатываемых труб за счет увеличения жесткости, а также снизить металлоемкость и трудоемкость изготовления рабочей клети и уменьшить энергопотребление при прокатке труб.
Поставленная задача достигается тем, что в рабочей клети стана холодной прокатки труб, содержащей подвижную силовую станину с опорными рельсами и зубчатыми рейками и подвижную кассету с рабочими валками, подшипниковыми опорами, шестернями и сменными калибрами, согласно изобретению сменные калибры выполнены сегментными и закреплены на рабочих валках бандажами, а каждый опорный рельс по ширине выполнен с дополнительными опорными участками, охватывающими бандажи калибра, с продольными пазами для пропуска этих бандажей, с торцевыми пазами для пропуска калибра и с наклонным пазом на переднем торце для установки подвижной кассеты в силовую станину.
Такое конструктивное выполнение рабочей клети стана холодной прокатки труб позволит повысить качество прокатываемых труб за счет увеличения ее жесткости.
Это достигается за счет уменьшения диаметра рабочих валков и увеличения длины опорной поверхности, что позволило уменьшить длину хода силовой станины. За счет уменьшения диаметра рабочих валков уменьшаются габариты клети, ее металлоемкость и трудоемкость изготовления.
Выполнение калибров сегментными и крепление их на валках с помощью бандажей, а также выполнение опорного рельса с дополнительными опорными участками, охватывающими бандажи, позволило увеличить длину цилиндрической опорной поверхности рабочего валка.
Выполнение опорного рельса с пазами для пропуска бандажей, калибра и для установки кассеты в станине позволило также уменьшить габариты и массу клети и уменьшить длину хода силовой станины.
Уменьшение массы и габаритов клети уменьшает металлоемкость и трудоемкость изготовления клети и увеличивает ее жесткость, что повышает качество прокатываемых труб. Снижение длины хода силовой станины понижает энергопотребление при прокатке труб.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 - изображена рабочая клеть стана холодной прокатки труб;
на фиг.2 - разрез А-А на фиг.1;
на фиг.3 - разрез Б-Б на фиг.1;
на фиг.4 - разрез В-В на фиг.3;
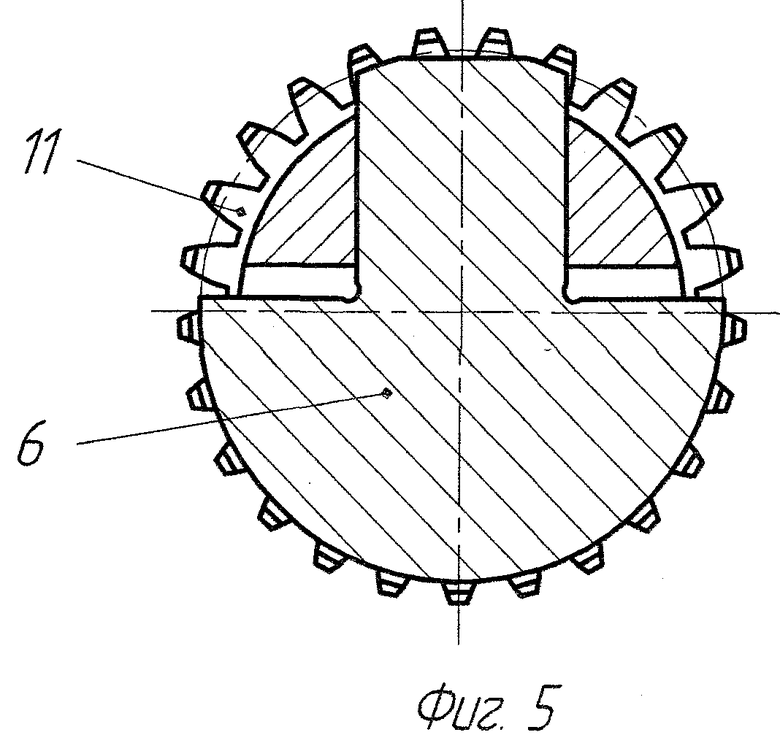
на фиг.5 - разрез Г-Г на фиг.3;
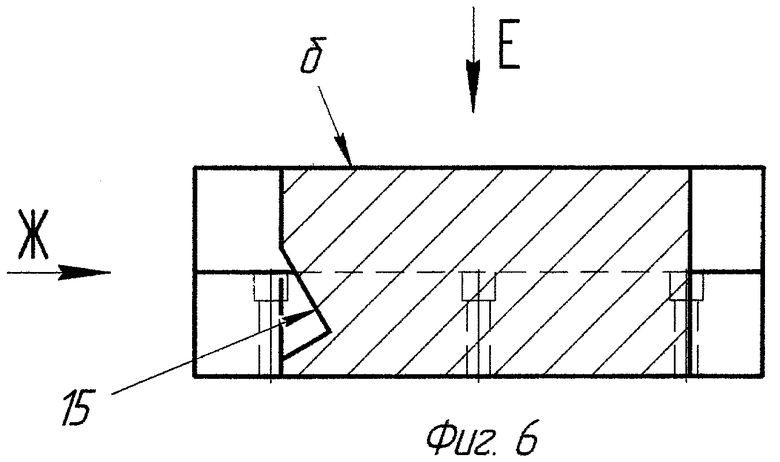
на фиг.6 - разрез Д-Д на фиг.2;
на фиг.7 - вид по стрелке Е на фиг.6;
на фиг.8 - вид по стрелке Ж на фиг.6.
Рабочая клеть стана холодной прокатки труб содержит подвижную силовую станину 1 с опорными рельсами 2, имеющими плоскую опорную поверхность, и зубчатыми рейками 3, расположенную в ней подвижную кассету 4 с рабочими валками 5. Рабочий валок 5 содержит вал 6 с цилиндрической опорной поверхностью «а», установленный в кассете 4 на двух подшипниковых опорах 7, сегментный калибр 8, закрепленный на прямоугольном выступе 9 вала 6 бандажами 10, и шестерню 11, входящую в зацепление с зубчатой рейкой 3. Каждый опорный рельс 2 выполнен по ширине с дополнительными опорными участками 12, охватывающими бандажи 10 калибра 8, имеет продольные пазы 13 для пропуска бандажей 10, торцевые пазы 14 для пропуска калибра 8 и выполненный на переднем торце наклонный паз 15 для установки подвижной кассеты 4 в подвижную силовую станину 1. Опорный рельс имеет плоскую опорную поверхность «б». Длина цилиндрической опорной поверхности «а» рабочего валка 5 выполнена равной ширине опорного рельса 2. Опорная поверхность «а» рабочего валка 5 выполнена максимальной длины, перекрывая ширину калибра 8, это позволило при заданном усилии прокатки выполнить диаметр опорной поверхности «а» минимально допустимым.
Таким образом, контакт цилиндрической опорной поверхности «а» рабочего валка 5 с плоской опорной поверхностью «б» рельса 2 происходит по трем участкам - один участок напротив ручья калибра 8 и два дополнительных участка, расположенных по обе стороны валка 5 за габаритами бандажей 10.
В процессе работы силовая станина 1 совершает возвратно-поступательное перемещение при помощи кривошипно-шатунного привода (не показан). Кассета 4 с рабочими валками 5 перемещается возвратно-поступательно по силовой станине 1. Рабочие валки 5, установленные в кассете на подшипниковых опорах 7, совершают в процессе прокатки возвратно-поступательное и качательное движение при помощи шестерен 11, находящихся в зацеплении с зубчатыми рейками 3. Рабочие валки 5, перекатываясь по рельсам 2, осуществляют деформацию трубы калибрами 8. При этом бандажи 10 перемещаются в продольных пазах 13 опорных рельсов, а сегментные калибры 8, совершая качательное движение, попеременно входят в крайних положениях в торцевые пазы 14 опорных рельсов 2. При перевалке для установки подвижной кассеты 4 в силовую станину 1 шестерни 11 входят в зацепление с зубчатыми рейками 3, при этом калибры 8 необходимо развернуть на определенный угол, который обеспечит нормальный разворот ручья калибра при прокатке. Для этого калибры 8 заводят в наклонные пазы 15, выполненные в передних торцах опорных рельсов 2.
Предложенная рабочая клеть стана холодной прокатки труб по сравнению с известными позволяет повысить качество прокатываемых труб за счет увеличения жесткости, снизить металлоемкость, трудоемкость ее изготовления и энергопотребление при эксплуатации стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1997 |
|
RU2141388C1 |
| Рабочая клеть стана холодной прокатки труб | 1971 |
|
SU365090A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU774627A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU686788A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2414975C1 |






Изобретение относится к области трубопрокатного производства, а точнее к конструкции рабочей клети стана холодной прокатки труб с подвижными валковой кассетой и силовой станиной. Рабочая клеть стана холодной прокатки труб содержит подвижную силовую станину с опорными рельсами и зубчатыми рейками и подвижную кассету с рабочими валками, подшипниковыми опорами, шестернями и сменными калибрами. Сменные калибры выполнены сегментными и закреплены на рабочих валках бандажами. Каждый опорный рельс по ширине выполнен с дополнительными опорными участками, охватывающими бандажи калибра. Каждый опорный рельс имеет продольные пазы для пропуска упомянутых бандажей, торцевые пазы для пропуска калибра и наклонный паз на переднем торце для установки подвижной кассеты в силовую станину. Изобретение позволяет повысить качество прокатываемых труб за счет увеличения жесткости, снизить металлоемкость, трудоемкость ее изготовления и энергопотребление при эксплуатации стана. 8 ил.
Рабочая клеть стана холодной прокатки труб, содержащая подвижную силовую станину с опорными рельсами и зубчатыми рейками и подвижную кассету с рабочими валками, подшипниковыми опорами, шестернями и сменными калибрами, отличающаяся тем, что сменные калибры выполнены сегментными и закреплены на рабочих валках бандажами, а каждый опорный рельс по ширине выполнен с дополнительными опорными участками, охватывающими бандажи калибра, с продольными пазами для пропуска этих бандажей, с торцевыми пазами для пропуска калибра и с наклонным пазом на переднем торце для установки подвижной кассеты в силовую станину.
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2297890C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286219C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| DE 3844162 A1, 28.06.1990. | |||

