ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу обработки полимерной заготовки для применения в протезе сустава, а также к компонентам заменителя сустава, изготовленным этим способом, или к инструментам для имплантации заменителя сустава.
УРОВЕНЬ ТЕХНИКИ
Полимерные материалы применяются для ортопедических имплантатов различными способами. Эти материалы часто служат, например, в протезах суставов, так называемых эндопротезах, в качестве материала, из которого формируют поверхность искусственного сустава. Фиксация полимера в костной ткани осуществляется с помощью фиксирующего компонента, который изготавливают, например, из легированной стали или титанового сплава. Когда фиксируют металлическую деталь примыкающая к ней костная ткань обычно прорастает в протез после имплантации или эту деталь фиксируют в костной ткани с помощью костного цемента. Следовательно, компонент сустава из полимерного материала преимущественно служит в качестве вставки или вкладыша, который прикрепляют к фиксирующему компоненту.
Полимерным материалом, который часто применяют в эндопротезах, является полиэтилен (PE) и, в частности, UHMWPE (сверхвысокомолекулярный полиэтилен). По сравнению с сопряженными парами из чистого металла поверхность этого полиэтилена характеризуется низким коэффициентом трения и высокой степенью адаптируемости. Это приводит к меньшему износу, в частности, на стадии приработки имплантата.
Несмотря на это, износ все еще имеет место и в компонентах суставов, изготовленных из полиэтилена, в начальной стадии в основном из-за погрешностей при изготовлении, а позже вследствие ежедневных нагрузок. Уже некоторое время известно в связи с этим, что полимерные частицы, отделяющиеся в процессе износа, могут вызвать остеолиз (разрушение кости) (Willert, H.G.; Buchhorn, G.H.; Hess, T.: ʺDie Bedeutung von Abrieb und Materialermüdung bei der Prothesenlockerung an der Hüfteʺ, Orthopäde 18: 350-369, 1989). При остеолизе полимерные частицы, которые отделяются от полимерных компонентов, достигают области костной ткани, что может вызвать реакцию несовместимости. После этого эндогенные клетки охватывают эти полимерные частицы в форме клеточной пролиферации. Вследствие этого костная ткань может сместиться так, что с высокой вероятностью может произойти расшатывание эндопротеза. В недавнем прошлом повышенное внимание привлекло, в частности, образование такой тканевой пролиферации, которая также эффективно отражена в описании этой подобной раку пролиферации как псевдоопухоли.
На основании вышеизложенного, представляется важным поддерживать как можно меньшей численность полимерных частиц эндопротезов, чтобы предотвратить клеточную пролиферацию и связанное с этим расшатывание эндопротезов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
С учетом описанных выше проблем настоящее изобретение основано на концепции улучшения качества изготовления и, как следствие, точности подгонки полимерных компонентов для уменьшения количества полимерных частиц. Цель этого заключается в снижении вероятности возникновения остеолиза.
Настоящее изобретение реализует эту цель посредством способа, определяемого независимым пунктом 1 формулы изобретения. Связанные зависимые пункты формулы определяют предпочтительные варианты осуществления изобретения.
Способ, предложенный настоящим изобретением для обработки полимерной заготовки для применения с, и в частности, в протезе сустава, включает размещение полимерной заготовки во взрывной камере, введение в эту камеру горючей газовой смеси и поджигание этой смеси, и благодаря поджиганию этой смеси во взрывной камере создается температура, которая превышает точку плавления полимера полимерной заготовки.
Взрыв или быстрое сгорание, вызванное поджиганием газовой смеси, приводит к удалению всех выступающих частей полимера вследствие сжигания или испарения. В частности, таким способом удаляются неровности или отклонения от геометрии, образовавшиеся за счет допусков на изготовление, такие как выступающие гребни или не отделившиеся обломки. Поскольку на полимерной заготовке не остаются остатки материала или вещества после удаления неровностей из-за допусков на изготовление, то указанные выше отрицательные последствия не могут возникнуть вследствие этого после имплантации. Следовательно, этот способ дает возможность удалить эти неровности без ухудшения биосовместимости полимерного материала.
Горение происходит путем взрыва, поэтому этот способ является существенно более быстрым по сравнению с обычными методами, таким, например, как последующая обработка вручную. К тому же, возможная сложная геометрия полимерной заготовки не играет роли. Даже труднодоступные участки на поверхности полимерной заготовки могут быть обработаны посредством этого способа и освобождены от неровностей. Удаление неровностей в соответствии с настоящим изобретением предотвращает возможность попадания этих неровностей в тело пациента при имплантации. Такая ситуация может, в частности, возникнуть при последующем ручном снятии заусенцев.
В отличие от удаленного материала оставшийся материал не изменяется неблагоприятным образом. Геометрия, заданная для изготовления полимерной заготовки, и ее размеры остаются практически неизменными. Точность подгонки, достигнутая таким методом, устраняет относительное смещение между фиксирующим компонентом и полимерной заготовкой, а также предотвращает отделение полимерных частиц.
Полимерная заготовка предпочтительно состоит только из одного полимера, но также может быть сформирована из полимерной композиции или смеси полимеров. Полимерная заготовка предпочтительно образует по меньшей мере один участок поверхности сустава в суставном протезе. На полимерной заготовке выполнен по меньшей мере один элемент для соединения с фиксирующим компонентом, посредством которого заготовка закрепляется в костной ткани.
В описанных ниже предпочтительных вариантах осуществления полимерная заготовка включает термопласт, предпочтительно полиэтилен, а еще более предпочтительно UHMWPE.
Предложенный способ особенно применим к термопластам, поскольку в этих материалах не происходит химических изменений под действием тепла, выделяющегося в процессе взрыва. К тому же, при этом не только удаляются упомянутые выше неровности, но и сглаживаются нарушения в поверхности заготовки.
Термопластом, который особенно пригоден для данного способа, является полиэтилен. Полиэтилен зарекомендовал себя в качестве материала в искусственных суставах. Это, в частности, имеет место в случае UHMWPE для поверхностей суставов. Можно также констатировать, что несмотря на высокие применяемые температуры обработка полимерной заготовки не вызывает каких-либо обнаруживаемых изменений в материале, которые могут вредно повлиять на биосовместимость и функциональность, и таким образом на использование внутри тела.
В другом предпочтительном варианте осуществления эта температура находится в диапазоне 1500-2800°С, а предпочтительно в диапазоне 2000-2500°С.
Было обнаружено, что указанные диапазоны высоких температур для полимерной заготовки являются особенно пригодными для удаления неровностей. К тому же, благодаря таким температурам достигается эффект сглаживания на поверхности заготовки, когда неровности из-за допусков на изготовление сглаживаются без влияния на размеры заготовки, заданные в процессе изготовления. Другими словами, благодаря этому способу нет необходимости добавлять материал в процессе изготовления, аналогичный отливаемым компонентам.
В другом предпочтительном варианте осуществления газовую смесь для подрыва вводили под давлением 1,5-2,1 бар, и предпочтительно 1,7-1,9 бар.
Эту газовую смесь вводят во взрывную камеру до достижения указанных диапазонов давления. Количество газа, поданного таким образом, будет достаточно для достижения температур за счет одноразового взрывоподобного сжигания, при которых может иметь место последующая обработка полимерной заготовки. Другими словами, вследствие этих давлений газовую смесь необходимо ввести только один раз перед взрывом. В дальнейшей в подаче газа нет необходимости.
В другом варианте осуществления полимерную заготовку подвергают предварительной механической обработке.
Предложенный способ, в частности, является полезным для заготовок, которые были предварительно подвергнуты механической обработке, поскольку неровности, такие, как гребни и не полностью удаленные обломки, которые обычно должны быть удалены вручную с высокой стоимостью, в большей степени образуются при механической обработке. Другой дополнительный эффект, вызванный компонентами сустава, заключается в том, что эти компоненты часто имеют сложную геометрию, что, во-первых, обусловлено поверхностью сустава и, во-вторых, является функциональной необходимостью, вызванной, например соединением их с фиксирующим компонентом. Другое преимущество предложенного способа относится к машинному процессу производства, при котором больше не требуется сглаживание заготовок, по меньшей мере частично, поскольку предложенный способ так же хорошо удаляет неровности, чаще образующиеся при грубой обработке.
В другом особенно предпочтительном варианте осуществления предложенного способа температуру, достигающую при взрыве газовой смеси по меньшей мере 1500°С, предпочтительно по меньшей мере 2000°С, поддерживают на протяжении от 1 мс до 10 мс, предпочтительно от 1 мс до 5 мс, а более предпочтительно от 1 мс до 2 мс.
Такие сочетания минимальной температуры и длительности периодов поддержания этой температуры обеспечивают удаление неровностей, оставшихся в результате формования. Более коротких периодов уже достаточно в данном случае по меньшей мере для сжигания или испарения свободно выступающих неровностей. Чем длиннее этот период, тем более выражен эффект дополнительного сглаживания.
В наиболее предпочтительном варианте осуществления настоящего изобретения упомянутая газовая смесь содержит кислород и метан.
Такая газовая смесь создает температуры, требуемые для удаления возможных неровностей на заготовке надежным и контролируемым методом. Кроме того, эта смесь обеспечивает чистое сгорание так, что не остается никаких посторонних примесей на заготовке, которые следовало бы удалить каким-либо другим методом для сохранения биосовместимости полимерной заготовки. Эту газовую смесь предпочтительно предварительно перемешивают для обеспечения равномерного распределения компонентов газовой смеси.
Настоящее изобретение также предоставляет суставной протез с полимерным компонентом, где этот компонент изготовлен посредством описанного выше способа и образует часть заменителя тазобедренного сустава, заменителя коленного сустава, в частности, верхней суставной поверхности большеберцовой кости, заменителя плечевого сустава, заменителя голеностопного сустава, заменителя локтевого сустава, заменителя сустава пальца, или часть мегапротезов.
Настоящее изобретение также предоставляет инструмент для имплантации заменителя сустава, который содержит компонент из стерилизованного термопласта, изготовленного описанным выше способом.
Таким образом, предложенный способ осуществляет обработку или последующую обработку заготовки весьма эффективным методом, то есть не только по части производственных затрат. Благодаря высокой степени надежности при удалении неровностей на поверхности заготовки успешно предотвращается также отделение этих неровностей после имплантации, а вместе с тем и описанные выше негативные последствия от полимерных частиц, внедренных в или на костную ткань.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Следующие чертежи иллюстрируют приведенное ниже подробное описание предпочтительных вариантов осуществления настоящего изобретения, где:
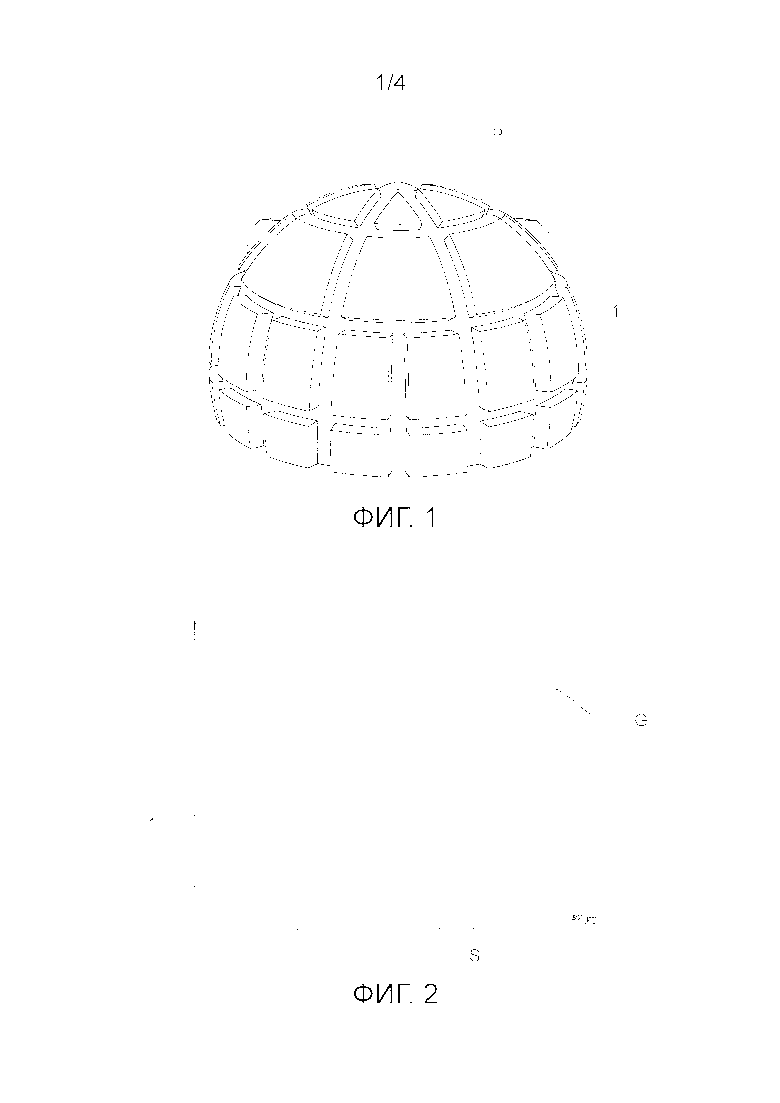
фиг.1 показывает полимерную заготовку для использования в суставном протезе;
фиг.2 показывает участок представленной на фиг.1 полимерной заготовки после механической обработки;
фиг.3 показывает участок, сопоставимый с представленным на фиг.2 участком, после снятия заусенцев вручную;
фиг.4 показывает участок, сопоставимый с представленным на фиг.2 участком, после обработки заготовки способом по настоящему изобретению;
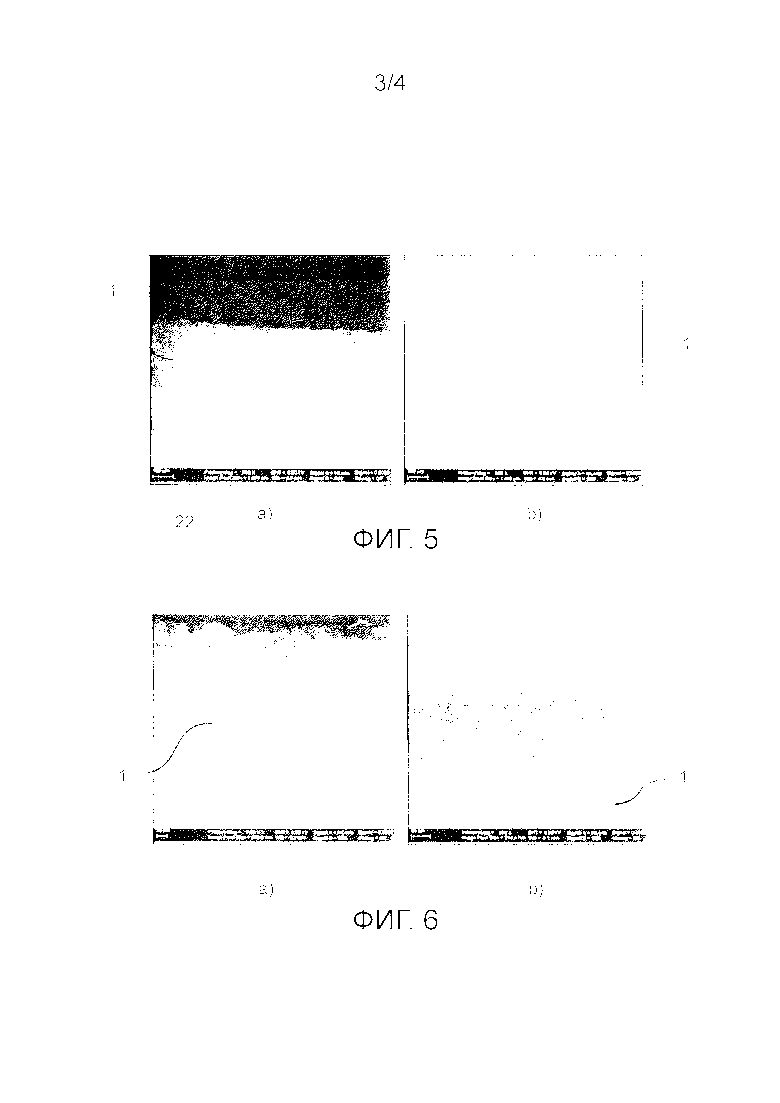
фиг.5 показывает изображение, полученное с помощью сканирующего электронного микроскопа, где фиг.5а) показывает поверхность заготовки в области кромки после снятия заусенцев вручную, а фиг.5b) показывает поверхность заготовки в сопоставимой области кромки после применения способа по настоящему изобретению;
фиг.6 показывает изображение, полученное с помощью сканирующего электронного микроскопа с высоким разрешением в сопоставлении с фиг.5, где фиг.6а) иллюстрирует поверхность заготовки в области кромки после снятия заусенцев вручную, а фиг.6b) иллюстрирует поверхность заготовки в сопоставимой области кромки после применения способа по настоящему изобретению;
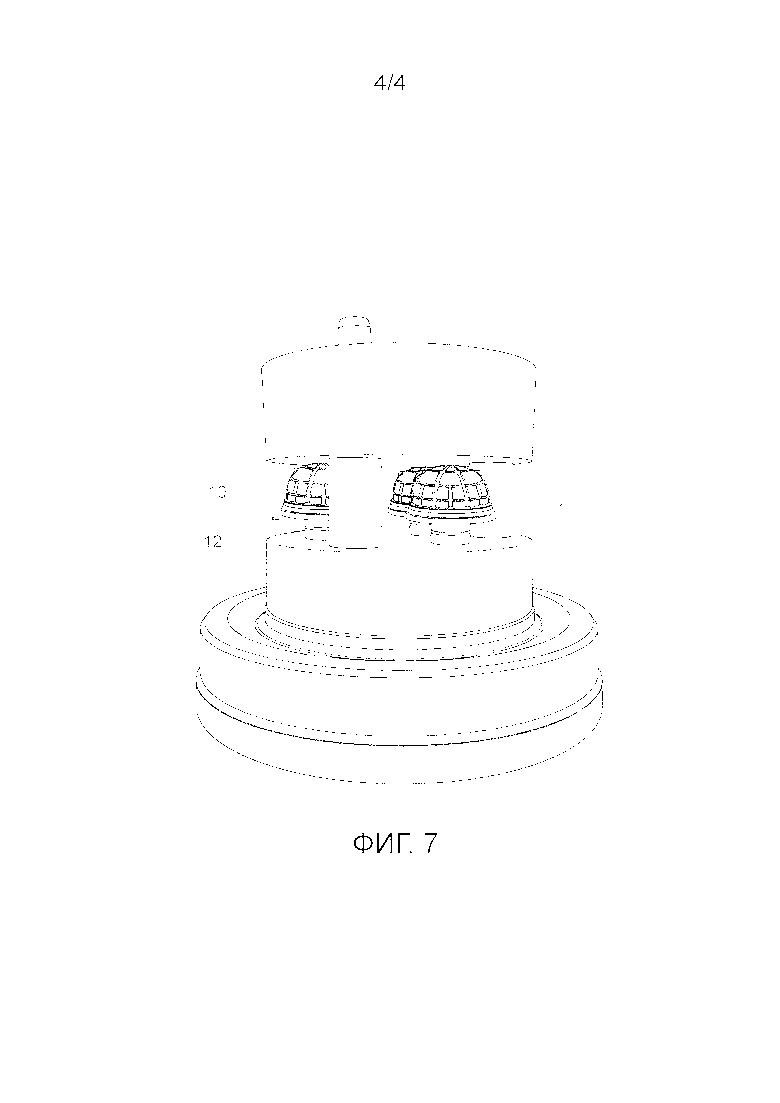
фиг.7 показывает заготовки в держателе перед снятием заусенцев методом взрыва.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг.1 показывает полимерную заготовку 1, предназначенную для использования в протезе сустава. Показанная заготовка 1 является вкладышем тазобедренного сустава, изготовленным из UHMWPE, который может быть вставлен в металлическую вертлужную впадину, которая, в свою очередь, предназначена для имплантации в вертлужную впадину пациента. Иначе говоря, вкладыш сустава, показанный на фиг.1, закрепляют в костной ткани с помощью не показанной вертлужной впадины из полимерного материала.
Сложность внешней геометрии, которую может иметь вкладыш сустава, также становится ясной из фиг. 1. Вкладыш тазобедренного сустава, показанный на фиг.1, является только одним из примеров разнообразных возможностей применения предложенного способа для имплантации сустава. Этот способ можно использовать для большинства различных суставов, таких как, например, чашки или вкладыши бедра, верхняя суставная поверхность большеберцовой кости коленных суставов, вкладыши коленных суставов, компоненты плечевых протезов, компоненты голеностопного сустава, компоненты локтевого сустава, компоненты мегапротезов, а также можно использовать для инструментов, изготовленных из стерилизующихся термопластов.
Благодаря точному и надежному удалению неровностей, которое выполняют практически без снятия материала с заданной геометрии, предложенный способ может также быть использован особенно выгодно для небольших компонентов суставов, таких как, например, суставы пальцев типа сустава седла большого пальца. В частности, по отношению к этим сравнительно небольшим суставам и, следовательно, к полимерным заготовкам 1 меньшего размера снятие заусенцев вручную приведет к относительно большим изменениям геометрии заготовки.
Под неровностями как части настоящего изобретения подразумеваются выступы, образующиеся в процессе изготовления полимерной заготовки 1. Эти выступы включают гребни G и обломки S, обычно образующиеся в процессах резания, а также полимерные частицы 22, впрессованные в поверхность заготовки (смотри фиг.5а). Также можно уменьшить неровности на поверхности, образовавшейся в процессах резания.
Заготовки 1, предназначенные для использования в заменителе сустава, преимущественно отливают методом литья под давлением. В связи с этим термопласт, который также имеет преимущества, уже перечисленные выше в связи с предложенным способом, предпочтителен в качестве полимерного материала. В обычном случае следует также применять методы механической обработки, то есть или геометрию необходимо получить за счет сверления или фрезерования твердого материала, или при наличии выступов, оставшихся после литья, таких как, например, швы от пресс-формы, эти выступы необходимо удалить.
Полимерную заготовку 1, предварительно изготовленную таким методом и показанную в качестве примера на фиг.1, фиксируют на держателе 12 во взрывной камере или на вставке 10 этой камеры для применения предложенного способа (см. фиг.7). С помощью вставки 10 взрывной камеры, показанной на фиг.7, можно одновременно обрабатывать три полимерные заготовки 1. Взрывная камера образуется при введении вставки 10 в соответствующее отверстие. Определяемый таким образом свободный объем взрывной камеры, предназначенный для заполнения газовой смесью, составляет приблизительно 10-30 объемов, предпочтительно 15-25 объемов полимерной заготовки 1.
После размещения во взрывной камере ее закрывают и вводят в нее горючую, предпочтительно предварительно перемешанную, газовую смесь, такую как, например, описанную выше.
Затем поджигают газовую смесь так, чтобы происходило взрывоподобное горение, аналогичное тому, которое имеет место в двигателе внутреннего сгорания. При этом процесс горения контролируют, в частности, путем добавления соответствующего количества газовой смеси так, чтобы температуры во взрывной камере достигали 1500-2800°С, а предпочтительно 2000-2500°С.
Период времени, в течение которого температуры достигали указанного диапазона, выбирали так, чтобы имеющиеся неровности удалялись за счет сжигания или испарения. Требующийся для этого период времени обычно находится в миллисекундном диапазоне и, в частности, в диапазоне 1-10 мс, предпочтительно 1-5 мс, а более предпочтительно 1-2 мс. Очень короткий период, такой как 1-2 мс обычно достаточен для удаления в основном существующих неровностей. Указанные более длинные периоды приводят к усилению эффекта сглаживания поверхности заготовки 1.
Избыточное давление, возникшее в результате горения, выпускают из взрывной камеры контролируемым путем. Весь процесс взрывного удаления заусенцев занимает всего около 1 минуты. Другими словами, около 1 минуты проходит от одного поджигания до другого поджигания для нескольких заготовок 1, которые можно обработать одновременно посредством каждого поджигания, как показано на фиг.7.
Преимущества, достигнутые посредством предложенного способа, проиллюстрированы ниже со ссылкой на фиг.2-6 на примере обработки полимерной заготовки 1, показанной на фиг.1.
Фиг.2 показывает участок полюса P (фиг.1) в увеличенном изображении после механической обработки, посредством которой получена сложная геометрия, показанная на фиг.1. На фиг.2 можно видеть гребни G и обломки S, которые образовались в результате механической обработки и сами не отделились от заготовки 1.
Один из методов, обычно применяемых для таких заготовок 1, является метод ручного удаления заусенцев, который в основном выполняют вручную. Результат такой ручной обработки показан на фиг.3, где представлен участок, равный участку на фиг.2 при том же увеличении.
Удаление заусенцев также является процессом механической обработки. Другими словами, ручное удаление заусенцев учитывает возможность того, что гребни и крошки не только останутся, но и образуются заново. Одна из этих причин привела к тому, что обломок S все еще присутствует на фиг.3.
Также на фиг.3, в частности, видно изменение геометрии заготовки после снятия заусенцев вручную. Треугольные или клиновидные верхушки выступов на полюсе P полимерной заготовки 1 на фиг.1 изменили положение и затупились в результате последующей ручной обработки. Такое локализованное изменение размеров в геометрии повышает вероятность относительного смещения между показанной заготовкой 1 и соединенной фиксирующей деталью, то есть, в данном случае, вертлужной впадиной. Такие смещения в микронном диапазоне может также привести к отделению полимерных частиц. Это еще раз способствует возникновению остеолиза в области костной ткани, расположенной вблизи искусственного заменителя сустава, то есть фиксирующего компонента. Это справедливо, в частности, для поверхности раздела между заготовкой 1 и соединенным с ней фиксирующим компонентом, который обращен к костной ткани.
В отличие от фиг.3 способ в соответствии с настоящим изобретением применили в качестве способа обработки участка полимерной заготовки 1, показанного на фиг.4. На этом участке, который в свою очередь соответствует участку необработанной заготовки 1, показанной на фиг.2, отчетливо видно, что геометрия заготовки, оставшаяся после применения способа по настоящему изобретению, значительно ближе к идеальной геометрии, а именно к той, которая предусмотрена конструкцией. Следовательно, можно реализовать более высокую точность подгонки участков соединения между полимерной заготовкой 1 и фиксирующим компонентом и таким образом предотвратить упомянутые выше микросмещения.
Фиг.5 и 6 показывают увеличенные участки кромочной области заготовки 1, показанной на фиг.1. Фиг.6а и 6b показывают участок, аналогичный участку на фиг.5а и 5b, хотя и в увеличенном еще раз изображении. Фиг.5а и 6а иллюстрируют результат, полученный в процессе снятия заусенцев вручную, в то время как фиг.5b и 6b показывают результат обработки, полученный способом по настоящему изобретению.
Ручную обработку выполнили на заготовке 1, показанной на фиг.5а и 6а, где только макроскопические неровности, различимые на фиг.2, могли быть, однако, удалены за счет снятия заусенцев и благодаря свойствам полимерного материала. Однако, из изображений фиг.5а и 6а, полученным с помощью сканирующего электронного микроскопа, становится ясно, что оставшиеся гребни и обломки невозможно полностью удалить в процессе снятия заусенцев. Такое снятие заусенцев, которое само по себе представляет процесс резания, также создает новый гребень, хотя и немного меньшего размера. Это проиллюстрировано в верхней части фиг.5а и еще раз проиллюстрировано более легко различимой в увеличенном виде верхней областью фиг.6а.
Из фиг.5а также ясно, что на поверхности полимерные частицы 22 впрессованы в поверхность заготовки вследствие процесса снятия заусенцев. Такие частицы представляют опасность, поскольку они могут отделиться в процессе механической нагрузки после имплантации и вызвать упомянутые выше затруднения.
Участки полимерной заготовки 1, представленные на фиг.5b и 6b, которые показывают поверхность заготовки после применения предложенного способа, представляют значительно более ровный внешний вид. На поверхности заготовки, показанной на фиг.5b и 6b, невозможно обнаружить неровности, сопоставимые с теми, которые показаны на фиг.5а и 6а. Вместо этого показанная поверхность имеет почти ровный внешний вид, полученный с помощью предложенного способа за счет кратковременного увеличения высокой температуры во взрывной камере. Это также предотвращает последующее разрушение или отделение полимерных частиц 22 от полимерной заготовки 1 имплантированного искусственного сустава.
Разрушение полимерных частиц 22 предотвращают, в частности, главным образом в кромочной области поверхности сустава. Именно в этой области, в которой полимерная заготовка 1 подвергается большим нагрузкам из-за пространственного контакта со своим партнером по суставу в имплантированном состоянии, риск разрушения полимерных частиц особенно высок, но может быть существенно снижен благодаря применению предложенного способа.
В целом не только преимущества по затратам реализованы благодаря отсутствию сложного снятия заусенцев вручную и явному ускорению обработки, но достигнуты также и качественные преимущества за счет повышения точности и полноты обработки поверхности заготовки.
Изобретение относится к способу обработки полимерной заготовки для применения в протезе сустава, а также к компонентам заменителя сустава, изготовленным этим способом, или к инструментам для имплантации заменителя сустава. Способ обработки полимерной заготовки для использования в протезе сустава содержит стадии: размещение полимерной заготовки во взрывной камере, закрывание взрывной камеры, введение горючей газовой смеси во взрывную камеру, поджигание горючей газовой смеси, в результате поджигания газовой смеси во взрывной камере создают температуру, которая превышает точку плавления полимера полимерной заготовки. Изобретение обеспечивает улучшение качества изготовления и, как следствие, точности подгонки полимерных компонентов для уменьшения количества полимерных частиц. 3 н. и 6 з.п. ф-лы, 7 ил.
1. Способ обработки полимерной заготовки (1) для использования в протезе сустава, содержащий стадии:
- размещения полимерной заготовки (1) во взрывной камере,
- закрывания взрывной камеры,
- введения горючей газовой смеси во взрывную камеру,
- поджигания горючей газовой смеси,
причем в результате поджигания газовой смеси во взрывной камере создают температуру, которая превышает точку плавления полимера полимерной заготовки (1).
2. Способ по п.1, в котором полимерная заготовка (1) содержит термопласт, предпочтительно полиэтилен, а более предпочтительно сверхвысокомолекулярный полиэтилен (UHMWPE).
3. Способ по п.1 или 2, в котором температура, полученная за счет взрыва, находится в диапазоне 1500-2800°С, а предпочтительно в диапазоне 2000-2500°С.
4. Способ по одному из пп.1-3, в котором предназначенную для взрывания газовую смесь вводят под давлением 1,5-2,1 бар, предпочтительно 1,7-1,9 бар.
5. Способ по одному из пп.1-4, в котором полимерную заготовку (1) предварительно обрабатывают методом механической обработки.
6. Способ по одному из пп.1-5, в котором температуру, полученную за счет взрыва газовой смеси и составляющую по меньшей мере 1500°С, предпочтительно по меньшей мере 2000°С, поддерживают в течение периода времени в 1-10 мс, предпочтительно 1-5 мс и более предпочтительно 1-2 мс.
7. Способ по одному из пп.1-6, в котором газовая смесь содержит кислород и метан.
8. Протез сустава с полимерным компонентом, изготовленным способом по одному из пп.1-7, причем полимерный компонент является частью заменителя тазобедренного сустава, заменителя коленного сустава, в частности верхней суставной поверхности большеберцовой кости, заменителя плечевого сустава, заменителя голеностопного сустава, заменителя локтевого сустава, заменителя сустава пальца или мегапротеза.
9. Инструмент для имплантации заменителя сустава, содержащий компонент стерилизуемого термопласта, изготовленного способом по одному из пп.1-7.
| US 2009030524 A1, 29.01.2009 | |||
| DE 8609000 U1, 06.08.1987 | |||
| WO 2014126908 A1, 21.08.2014 | |||
| ПРОТЕЗНЫЕ УСТРОЙСТВА ИЗ ПОЛИЭТИЛЕНА СВЕРХВЫСОКОЙ МОЛЕКУЛЯРНОЙ МАССЫ, ОБРАБОТАННОГО ОБЛУЧЕНИЕМ И ПЛАВЛЕНИЕМ | 1997 |
|
RU2211008C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО ПЛАСТИКА ДЛЯ ОРТЕЗОВ НА ГОЛЕНОСТОПНЫЙ СУСТАВ | 2006 |
|
RU2328314C2 |
| Гидролокатор | 1957 |
|
SU116769A1 |
| DE 102012110819 A1, 15.05.2014. | |||

