Эта заявка является частичным продолжением заявки 08/726313, поданной 2 октября 1996 г., озаглавленной "ПРОТЕЗНЫЕ УСТРОЙСТВА ИЗ ПОЛИЭТИЛЕНА СВЕРХВЫСОКОЙ МОЛЕКУЛЯРНОЙ МАССЫ, ОБРАБОТАННОГО ОБЛУЧЕНИЕМ И ПЛАВЛЕНИЕМ", которая является частичным продолжением заявки 08/600744, поданной 13 февраля 1996 г. , озаглавленной "ПРОТЕЗНЫЕ УСТРОЙСТВА ИЗ ПОЛИЭТИЛЕНА СВЕРХВЫСОКОЙ МОЛЕКУЛЯРНОЙ МАССЫ, ОБРАБОТАННОГО ПЛАВЛЕНИЕМ". Полные содержания более ранних заявок специально включены в виде ссылки.
Область изобретения
Настоящее изобретение относится к области ортопедии и обеспечения протезами, такими как имплантаты тазобедренного и коленного суставов, также к способам производства таких устройств и материалу, используемому при их изготовлении.
Предпосылки изобретения
Применение синтетических полимеров, например полиэтилена сверхвысокой молекулярной массы, с металлическими сплавами произвело переворот в области протезных имплантатов, например в применении при полном протезировании тазобедренного и коленного суставов. Однако изнашивание синтетического полимера в контакте с металлом суставного протеза может привести к тяжелым неблагоприятным воздействиям, которые преимущественно проявляются через несколько лет. Различные исследования привели к заключению, что такой износ может привести к высвобождению сверхмелких частиц полиэтилена в окружающие протез ткани. Было высказано предположение, что абразивное истирание растягивает последовательно фальцованные кристаллиты для образования на суставной поверхности анизотропных волокнистых структур. Растянутые волокна могут затем разорваться, приводя к образованию частиц микроскопического размера. В ответ на прогрессирующее проникновение этих полиэтиленовых частиц между протезом и костью начинается вызванная макрофагами резорбция кости вокруг протеза. Макрофаги, часто неспособные переварить эти полиэтиленовые частицы, синтезируют и высвобождают большие количества цитокинов и факторов роста, которые в конечном счете могут привести к резорбции кости остеокластами и моноцитами. Этот остеолизис может способствовать механическому разбалтыванию компонентов протеза, требуя таким образом повторной операции с ее сопутствующими проблемами.
Сущность изобретения
Задачей изобретения является предоставление имплантируемого протезного устройства, образованного, по меньшей мере, частично из обработанного облучением полиэтилена сверхвысокой молекулярной массы (ПЭСВММ), не имеющего выявляемых свободных радикалов, с тем, чтобы снизить образование мелких частиц из протеза во время ношения протеза.
Еще одной задачей изобретения является снижение остеолизиса и воспалительных реакций в результате наличия имплантатов протеаза.
Еще одной задачей изобретения является предоставление протеза, который может оставаться имплантированным в организме человека в течение продолжительных периодов времени.
Еще одной задачей изобретения является предоставление усовершенствованного ПЭСВММ, который может использоваться в протезах предшествующих задач и/или в других изготовленных изделиях.
Еще одной задачей изобретения является предоставление усовершенствованного ПЭСВММ, который имеет высокую плотность поперечных сшивок и не имеет выявляемых свободных радикалов.
Еще одной задачей изобретения является предоставление усовершенствованного ПЭСВММ, который имеет улучшенную устойчивость к износу.
В соответствии с изобретением предоставляется медицинский протез для использования внутри тела, который образован из обработанного облучением полиэтилена сверхвысокой молекулярной массы (ПЭСВММ), по существу не имеющего свободных радикалов. Облучение может быть, например, гамма-или электронным облучением. ПЭСВММ имеет поперечно сшитую структуру. Предпочтительно ПЭСВММ является по существу не окисленным и является по существу устойчивым к окислению. Варианты включают, например, ПЭСВММ, имеющий три пика плавления, два пика плавления или один пик плавления. В определенных вариантах реализации ПЭСВММ имеет полимерную структуру с упорядоченностью структуры менее приблизительно 50%, толщиной тонких пластинок менее чем приблизительно 290 ангстрем и модулем упругости при растяжении менее чем приблизительно 940 мПа, с тем, чтобы уменьшить образование мелких частиц во время ношения протеза. Часть протеза может, например, быть в виде изделия в форме чашки или лотка, имеющего несущую нагрузку поверхность, изготовленную из этого ПЭСВММ. Эта несущая нагрузку поверхность может находиться в контакте со второй частью протеза, имеющей стыкующуюся несущую нагрузку поверхность металлического или керамического материала.
Другим аспектом изобретения является обработанный облучением ПЭСВММ, который по существу не имеет выявляемых свободных радикалов. Этот ПЭСВММ имеет поперечно сшитую структуру. Предпочтительно ПЭСВММ является по существу не окисленным и является по существу устойчивым к окислению. Варианты включают, например, ПЭСВММ, имеющий три пика плавления, два пика плавления или один пик плавления.
Другими аспектами изобретения являются изготовленные изделия, например, с несущей нагрузку поверхностью и устойчивыми к износу покрытиями, изготовленными из такого ПЭСВММ. Одним вариантом реализации является такой, при котором изготовленное изделие представлено в форме прутковой заготовки, которая способна профилироваться в изделия с помощью обычных способов, например механической обработки.
Еще один аспект изобретения включает способ получения поперечно сшитого ПЭСВММ, по существу не имеющего выявляемых свободных радикалов. Предоставляется обычный ПЭСВММ, имеющий полимерные цепи. Этот ПЭСВММ облучается с тем, чтобы поперечно сшить указанные полимерные цепи. ПЭСВММ нагревается до температуры, превышающей температуру плавления ПЭСВММ так, что в ПЭСВММ по существу нет выявляемых свободных радикалов. Затем ПЭСВММ охлаждается до комнатной температуры. В определенных вариантах реализации охлажденный ПЭСВММ подвергается механической обработке и/или стерилизуется.
Один предпочтительный вариант реализации этого способа называется ХОБ-ПП, т.е. холодовое облучение и последующее плавление. ПЭСВММ предоставляется при комнатной температуре или ниже комнатной температуры.
Другой предпочтительный вариант реализации этого способа называется ТОБ-ПП, т. е. тепловое облучение и последующее плавление. Предоставляемый ПЭСВММ представляет собой ПЭСВММ, предварительно нагретый до температуры ниже температуры плавления.
Другой предпочтительный вариант реализации этого способа называется ТОБ-АП, т.е. тепловое облучение и адиабатическое плавление. В этом варианте реализации предоставляемый ПЭСВММ представляет собой предварительно нагретый до температуры ниже температуры плавления ПЭСВММ, предпочтительно от приблизительно 100oС до температуры ниже температуры плавления ПЭСВММ. Предпочтительно ПЭСВММ находится в изолирующем материале с тем, чтобы снизить потерю тепла из ПЭСВММ во время обработки. Предварительно нагретый ПЭСВММ затем облучается до достаточно высокой общей дозы и при достаточно быстрой частоте дозы с тем, чтобы генерировать достаточное количество тепла в полимере по существу для плавления всех кристаллов в материале и таким образом обеспечить удаление по существу всех выявляемых свободных радикалов, образуемых, например, этапом облучения. Предпочтительно, чтобы на этапе облучения использовалось электронное облучение с тем, чтобы вызвать такое адиабатическое нагревание.
Другим аспектом этого изобретения является продукт, изготовленный в соответствии с описанным выше способом.
Еще одним аспектом этого изобретения, называемым РОБ, т.е. расплавляющее облучение, является способ для изготовления поперечно сшитого ПЭСВММ. Предоставляется обычный ПЭСВММ. Предпочтительно ПЭСВММ окружен инертным материалом, который по существу свободен от кислорода. ПЭСВММ нагревается выше температуры плавления ПЭСВММ с тем, чтобы полностью расплавить всю кристаллическую структуру. Нагретый ПЭСВММ облучается и облученный ПЭСВММ охлаждается приблизительно до 25oС.
В варианте реализации РОБ изготавливается сильно перепутанный и поперечно сшитый ПЭСВММ. Предоставляется обычный ПЭСВММ. Предпочтительно ПЭСВММ окружен инертным материалом, который по существу свободен от кислорода. ПЭСВММ нагревается выше температуры плавления ПЭСВММ в течение времени, достаточного для обеспечения возможности образования перепутанных полимерных целей в ПЭСВММ. Нагретый ПЭСВММ облучается с тем, чтобы захватить полимерные цепи в перепутанном состоянии, и облученный ПЭСВММ охлаждается приблизительно до 25oС.
Изобретение также описывает способ изготовления медицинского протеза из обработанного облучением ПЭСВММ, по существу не имеющего выявляемых свободных радикалов, причем в результате в протезе снижается выработка частиц из протеза во время ношения протеза. Предоставляется ПЭСВММ, не имеющий выявляемых свободных радикалов. Медицинский протез изготовлен из этого ПЭСВММ с тем, чтобы снизить образование частиц из протеза во время ношения протеза, причем ПЭСВММ образует несущую нагрузку поверхность протеза. Образование может осуществляться с помощью стандартных процедур, известных специалистам в этой области, например механической обработки.
Также в этом изобретении предоставляется способ лечения организма, нуждающегося в установке медицинского протеза. Предоставляется спрофилированный протез, образованный из обработанного облучением ПЭСВММ, по существу не имеющий выявляемых свободных радикалов. Протез применяется в организме, нуждающемся в установке протеза. Протез уменьшает образование мелких частиц из протеза во время ношения протеза. В предпочтительном варианте реализации ПЭСВММ образует несущую нагрузку поверхность протеза.
Указанные выше и другие задачи, признаки и преимущества настоящего изобретения будут лучше понятны из следующего описания при прочтении совместно с сопровождающими чертежами.
Краткое описание чертежей
Фиг. 1 представляет собой вид в поперечном разрезе через центр медицинского протеза тазобедренного сустава в соответствии с предпочтительным вариантом реализации этого изобретения.
Фиг. 2 представляет собой вид сбоку выстилки вертлужной впадины, как показано на фиг.1.
Фиг.3 представляет собой вид в поперечном разрезе по линии 3-3 фиг.2.
Фиг. 4 представляет собой график, показывающий кристалличность и точку плавления ПЭСВММ, обработанного плавлением-облучением, при различных дозах облучения.
Фиг.5 представляет собой пространственную сканирующую электронную микрофотографию протравленной поверхности обычного ПЭСВММ, показывающую его кристаллическую структуру.
Фиг.6 представляет собой пространственную сканирующую электронную микрофотографию протравленной поверхности обработанного плавлением-облучением ПЭСВММ, показывающую его кристаллическую структуру, приблизительно при том же увеличении, что и на фиг.5.
Фиг. 7 представляет собой график, показывающий кристалличность и точку плавления на различных глубинах покрытия из ПЭСВММ, обработанного плавлением-облучением, при различных дозах облучения.
Фиг. 8 представляет собой график, показывающий эндотермы ДСК плавления ПЭСВММ Hoechst-Celanese GUR 4050, полученного с использованием теплого облучения и частичного адиабатического плавления (ТОБ-АП) с последующим нагреванием и без него.
Фиг. 9 представляет собой график, показывающий эндотермы ДСК плавления ПЭСВММ Hoechst-Celanese GUR 1050, полученного с использованием теплого облучения и частичного адиабатического плавления (ТОБ-АП) с последующим нагреванием и без него.
Фиг.10 представляет собой график, показывающий адиабатическое нагревание ПЭСВММ, обработанного с помощью ТОБ-АП с температурой перед нагреванием 130oС.
Фиг. 11 представляет собой график, показывающий режим деформации растяжения необлученного ПЭСВММ, ПЭСВММ, обработанного ХОБ-ПП, и ПЭСВММ, обработанного ТОБ-АП.
Подробное описание
Это изобретение предоставляет медицинский протез для использования внутри тела, который изготовлен из обработанного облучением полиэтилена сверхвысокой молекулярной массы (ПЭСВММ), по существу не имеющего выявляемых свободных радикалов.
Медицинский протез в форме протеза тазобедренного сустава в целом проиллюстрирован под цифрой 10 на фиг.1. Показанный протез имеет обычную шаровую головку 14, соединенную шеечной частью со стволом 15, который установлен с помощью обычного цемента 17 в бедренную кость 16. Шаровая головка может иметь обычную конструкцию и быть изготовлена из нержавеющей стали или других сплавов, что известно из предшествующего уровня техники. Радиус шаровой головки близко соответствует радиусу внутренней чашки вертлужной впадины 12, которая может быть установлена в цемент 13 непосредственно в таз 11. Альтернативно металлический вертлужный остов может цементироваться в таз 11 и вертлужная впадина 12 может образовывать покрытие или выстилку, соединенную с металлическим вертлужным остовом с помощью средств, известных из предшествующего уровня техники.
Как известно из предшествующего уровня техники, определенная форма протеза может в значительной степени варьировать. Известно множество конструкций тазобедренного сустава и известны другие протезы, такие как коленные суставы, плечевые суставы, голеностопные суставы, локтевые суставы и суставы пальцев. Все такие протезы предшествующего уровня техники могут быть усовершенствованы с помощью изготовления, по меньшей мере, одной несущей нагрузку поверхности такого протеза из материала полиэтилена высокой молекулярной массы в соответствии с этим изобретением. Такие несущие нагрузку поверхности могут быть в форме слоев, выстилок или реальных цельных устройств, как показано на фиг.1. Во всех случаях предпочтительно, чтобы несущая нагрузку поверхность действовала совместно с металлической или керамической сопряженной деталью протеза так, что между ними образуется поверхность скольжения. Как известно в предшествующем уровне техники, такие поверхности скольжения подвержены разрушению полиэтилена. Такое разрушение может быть значительно уменьшено с помощью использования материалов настоящего изобретения.
На фиг. 2 показана вертлужная впадина 12 в форме наполовину полого шарообразного устройства, которое лучше видно в поперечном разрезе на фиг.3. Как описано ранее, наружная поверхность 20 вертлужной впадины не обязательно должна быть круглой или полукруглой, но может быть квадратной или иметь любую конфигурацию для прямого прикрепления к тазу или к тазу через металлический остов, что известно из предшествующего уровня техники. Радиус вертлужной впадины, показанной под цифрой 21 на фиг.3 предпочтительного варианта реализации, находится в диапазоне от приблизительно 20 мм до приблизительно 35 мм. Толщина вертлужной впадины от ее в целом полукруглой полой части до наружной поверхности 20 составляет предпочтительно приблизительно 8 мм. Наружный радиус составляет предпочтительно порядка от приблизительно 20 мм до приблизительно 35 мм.
В некоторых случаях шаровой сустав может быть изготовлен из ПЭСВММ этого изобретения, а вертлужная впадина изготовлена из металла, хотя предпочтительно изготовить вертлужную впадину или выстилку вертлужной впадины из ПЭСВММ для сопряжения с металлическим шаром. Как известно из предшествующего уровня техники, конкретный способ прикрепления компонентов протеза к костям тела может в значительной степени варьировать. Имеется в виду, что медицинский протез этого изобретения включает цельные протезные устройства или их части, например компонент, слой или выстилку. Медицинский протез включает, например, части ортопедического сустава и костного протеза, например протезы тазобедренного, коленного, плечевого, локтевого, голеностопного или пальцевых суставов. Протез может быть в форме, например, в виде имеющего форму чашки или лотка сустава, который имеет несущую нагрузку поверхность. В изобретение также включены другие формы, известные специалистам в этой области техники. Имеется в виду, что медицинские протезы также включают любую поверхность износа протеза, например покрытие на поверхности протеза, в котором протез изготовлен из материала, отличного от ПЭСВММ этого изобретения.
Протезы этого изобретения можно использовать для контакта с частями, содержащими металл, изготовленными, например, из кобальтохромового сплава, нержавеющей стали, титанового сплава или никелевокобальтового сплава или с частями, содержащими керамику. Например, сконструирован тазобедренный сустав, в котором сустав в форме чашки, имеющий внутренний радиус 25 мм, контактирует с металлическим шаром, имеющим внешний радиус 25 мм с тем, чтобы обеспечить тесное сопряжение с суставом в форме чашки. Несущая нагрузку поверхность сустава в форме чашки этого примера изготовлена из ПЭСВММ этого изобретения, предпочтительно имеющего толщину, по меньшей мере, приблизительно 1 мм, более предпочтительно имеющего толщину, по меньшей мере, приблизительно 2 мм, более предпочтительно имеющего толщину, по меньшей мере, приблизительно 1/4 дюйма (6,35 мм) или еще более предпочтительно имеющего толщину, по меньшей мере, приблизительно 1/3 дюйма (8,46 мм).
Протезы могут иметь любые стандартные известные вид, форму или конфигурацию, или быть изготовлены по заказу, но иметь, по меньшей мере, одну несущую нагрузку поверхность из ПЭСВММ этого изобретения. Протезы этого изобретения нетоксичны для людей. Они не подвергаются повреждению нормальными биологическими компонентами организма, например кровью или интерстициальными жидкостями. Они способны подвергаться стерилизации стандартными средствами, включая, например, тепло или смесь этилена.
Под ПЭСВММ подразумеваются линейные, неразветвленные цепи этилена, которые имеют молекулярные массы более чем приблизительно 500000, предпочтительно более чем приблизительно 1000000 и более предпочтительно выше чем приблизительно 2000000. Часто молекулярные массы могут достигать, по меньшей мере, приблизительно 8000000. Под средней молекулярной массой подразумевается средняя молекулярная масса исходного материала ПЭСВММ перед каким-либо облучением.
Обычный ПЭСВММ получают с помощью стандартного катализатора Zieger-Natta, и по мере того как из поверхностного каталитического участка образуются полимерные цепи, они кристаллизуются и взаимно сцепляются в виде сложенных в цепочку кристаллов. Примеры известных порошков ПЭСВММ включают полиэтилен Hifax Grade 1900 (приобретенный y Montell, Wilmington, Delaware), имеющий молекулярную массу приблизительно 2 миллиона г/моль и совсем не содержащий стеарата кальция; GUR 4150, также известный как GUR 415 (приобретенный у Hoescht Celanese Corp., Houston, TX), имеющий молекулярную массу приблизительно 4-5 миллионов г/моль и содержащий 500 мг/г стеарата кальция; GUR 4050 (приобретенный у Hoescht Celanese Corp., Houston, TX), имеющий молекулярную массу приблизительно 4-5 миллионов г/моль и не содержащий какого-либо количества стеарата кальция; GUR 4120 (приобретенный y Hoescht Celanese Corp., Houston, TX), имеющий молекулярную массу приблизительно 2 миллиона г/моль и содержащий 500 мг/г стеарата кальция; GUR 4020 (приобретенный y Hoescht Celanese Corp., Houston, TX), имеющий молекулярную массу приблизительно 2 миллиона г/моль и не содержащий никакого количества стеарата кальция; GUR 1050 (приобретенный y Hoescht Celanese Corp., Germany), имеющий молекулярную массу приблизительно 4-5 миллиона г/моль и не содержащий никакого количества стеарата кальция; GUR 1150 (приобретенный y Hoescht Celanese Corp., Germany), имеющий молекулярную массу приблизительно 4-5 миллионов г/моль и содержащий 500 мг/г стеарата кальция; GUR 1020 (приобретенный y Hoescht Celanese Corp., Germany), имеющий молекулярную массу приблизительно 2 миллиона г/моль и не содержащий никакого количества стеарата кальция, и GUR 1120 (приобретенный y Hoescht Celanese Corp., Germany), имеющий молекулярную массу приблизительно 2 миллиона г/моль и содержащий 500 мг/г стеарата кальция. Предпочтительным ПЭСВММ для применения по медицинским показаниям являются GUR 4150, GUR 1050 и GUR 1020. Под смолой подразумевается порошок.
Порошок ПЭСВМ может затвердевать с использованием множества различных методик, например плунжерного выдавливания, прессование или прямое компрессионное формование. При плунжерном выдавливании порошок ПЭСВММ нагнетается через нагретую втулку, посредством чего он затвердевает в стержневую заготовку, например прутковую заготовку (можно приобрести, например, в Westlake Plastics, Lenni, РА). При прессовании порошок ПЭСВММ затвердевает под высоким давлением в форму (можно приобрести, например, y Poly-Hi Solidur, Fort Wayne, IN, или Perplas, Stanmore, UK). Форма может иметь вид, например, толстого листа. Прямое компрессионное формование предпочтительно используется для изготовления изделий точной формы, например вертлужных компонентов или большеберцовых вставок протеза коленного сустава (можно приобрести, например, y Zimmer, Inc., Warsaw, IN). При этой методике порошок ПЭСВММ прессуется непосредственно в окончательную форму. Из прутковой заготовки после плунжерного выдавливания или из листа после прессования обычно изготавливаются "хоккейные шайбы" или ролики.
Под обработанным облучением ПЭСВММ подразумевается ПЭСВММ, который был обработан облучением, например, гамма-облучением или электронным облучением с тем, чтобы вызвать образование поперечных сшивок между полимерными цепями ПЭСВММ.
Под по существу не определяемыми свободными радикалами подразумевается по существу отсутствие свободных радикалов по данным измерения с помощью электронного парамагнитного резонанса, как описано в работе Jahan et al., J. Biomedical Materials Research 25:1005 (1991). Свободные радикалы включают, например, ненасыщенные транс-виниленовые свободные радикалы. ПЭСВММ, который был облучен до температуры ниже его точки плавления с помощью ионизирующего излучения, содержит поперечные сшивки, а также длительно живущие захваченные свободные радикалы. Эти свободные радикалы вступают в реакцию с кислородом в течение длительного срока и в результате приводят к приданию хрупкости ПЭСВММ вследствие окислительного распада. Преимуществом ПЭСВММ и медицинских протезов этого изобретения является то, что используется обработанный облучением ПЭСВММ, который не содержит выявляемых свободных радикалов. Свободные радикалы можно удалить с помощью любого способа, который дает этот результат, например с помощью нагревания ПЭСВММ до температуры, превышающей его точку плавления так, что по существу не остается никакой остаточной кристаллической структуры. С помощью устранения кристаллической структуры свободные радикалы способны к рекомбинации и таким образом удаляются.
ПЭСВММ, который используется в этом изобретении, имеет поперечно сшитую структуру. Преимущество наличия поперечно сшитой структуры состоит в том, что она уменьшит образование частиц из протеза во время ношения протеза.
Предпочтительно, чтобы ПЭСВММ был по существу неокисленным. Под по существу неокисленным подразумевается, что отношение площади под карбониловым пиком при 1740 см-1 в спектрах FTIR к площади под пиком при 1460 см-1 в спектрах FTIR поперечно сшитого образца имеет тот же порядок величины, что и соотношение для образца перед поперечной сшивкой.
Предпочтительно, чтобы ПЭСВММ был по существу устойчив к окислению. Под по существу устойчивым к окислению подразумевается, что он по существу остается неокисленным в течение, по меньшей мере, 10 лет. Предпочтительно он по существу остается неокисленным в течение, по меньшей мере, 20 лет, более предпочтительно в течение, по меньшей мере, 30 лет, более предпочтительно в течение, по меньшей мере, 40 лет и наиболее предпочтительно в течение всей жизни пациента.
В определенных вариантах реализации ПЭСВММ имеет три пика плавления. Первый пик плавления предпочтительно составляет от приблизительно 105oС до приблизительно 120oС, более предпочтительно от приблизительно 110oС до приблизительно 120oС и наиболее предпочтительно составляет приблизительно 118oС. Второй пик плавления предпочтительно составляет от приблизительно 125oС до приблизительно 140oС, более предпочтительно от приблизительно 130oС до приблизительно 140oС, еще более предпочтительно он составляет приблизительно 135oС и наиболее предпочтительно составляет приблизительно 137oС. Третий пик плавления предпочтительно составляет от приблизительно 140oС до приблизительно 150oС, более предпочтительно от приблизительно 140oС до приблизительно 145oС и наиболее предпочтительно составляет приблизительно 144oС. В определенных вариантах реализации ПЭСВММ имеет два пика плавления. Первый пик плавления предпочтительно составляет от приблизительно 105oС до приблизительно 120oС, более предпочтительно от приблизительно 110oСМ до приблизительно 120oС и наиболее предпочтительно составляет приблизительно 118oС. Второй пик плавления предпочтительно составляет от приблизительно 125oС до приблизительно 140oС, более предпочтительно от приблизительно 130oС до приблизительно 140oС, еще более предпочтительно составляет приблизительно 135oС и наиболее предпочтительно составляет приблизительно 137oС. В определенных вариантах реализации ПЭСВММ имеет один пик плавления. Пик плавления предпочтительно составляет от приблизительно 125oС до приблизительно 140oС, более предпочтительно от приблизительно 130oС до приблизительно 140oС, еще более предпочтительно составляет приблизительно 135oС и наиболее предпочтительно составляет приблизительно 137oС. Предпочтительно ПЭСВММ имеет два пика плавления. Количество пиков плавления определяется с помощью дифференциальной сканирующей калориметрии (ДСК) при скорости нагревания 10oС/мин.
Полимерная структура ПЭСВММ, используемого в протезах этого изобретения, приводит к снижению образования частиц ПЭСВММ из протеза во время ношения протеза. В результате ограниченного числа частиц, выделяемых в тело, протез проявляет более длительный срок жизни имплантата. Предпочтительно протез может оставаться имплантированным в теле в течение, по меньшей мере, 10 лет, более предпочтительно в течение, по меньшей мере, 20 лет и наиболее предпочтительно в течение всей жизни пациента.
Изобретение также включает другие сконструированные изделия, изготовленные из обработанного облучением ПЭСВММ, по существу не имеющего выявляемых свободных радикалов. Предпочтительно ПЭСВММ, который используется для изготовления сконструированных изделий, имеет поперечно сшитую структуру. Предпочтительно ПЭСВММ является по существу устойчивым к окислению. В определенных вариантах реализации ПЭСВММ имеет три пика плавления.
В определенных вариантах реализации ПЭСВММ имеет два пика плавления. В определенных вариантах реализации ПЭСВММ имеет один пик плавления. Предпочтительно ПЭСВММ имеет два пика плавления. Сконструированные изделия включают спрофилированные изделия и не спрофилированные изделия, включая, например, обработанные предметы, например гильзы, приводы, гайки, направляющие салазки, болты, крепежные средства, кабели, трубки и им подобные, и прутковые заготовки, пленки цилиндрические прутики, обшивка, панели и волокна. Спрофилированные изделия могут быть изготовлены, например, с помощью механической обработки. Сконструированное изделие может быть, например, в форме прутковой заготовки, которая способна профилироваться во второе изделие с помощью механической обработки. Сконструированные изделия, в частности, пригодные для использования под воздействием нагрузки, например, для применения, требующего высокой устойчивости к износу, например в качестве несущей нагрузку поверхности, например суставной поверхности, и в качестве замещающих металл изделий. Пленки или листы ПЭСВММ этого изобретения могут также прикрепляться, например, с помощью клея на опорные поверхности и, таким образом, использоваться в качестве устойчивой к износу несущей нагрузки поверхности.
Изобретение также включает обработанный облучением ПЭСВММ, который по существу не имеет выявляемых свободных радикалов. ПЭСВММ имеет поперечно сшитую структуру. Предпочтительно ПЭСВММ по существу не окислен и является по существу устойчивым к окислению. В определенных вариантах реализации ПЭСВММ имеет три пика плавления. В определенных вариантах реализации ПЭСВММ имеет два пика плавления. В определенных вариантах реализации ПЭСВММ имеет один пик плавления. Предпочтительно ПЭСВММ имеет два пика плавления. В зависимости от конкретной обработки, используемой для изготовления ПЭСВММ, в ПЭСВММ этого изобретения могут присутствовать определенные примеси, включая, например, стеарат кальция, средства смазки для форм, наполнители, антиоксиданты и/или другие обычные добавки к полиэтиленовым полимерам.
Изобретение также предоставляет способ получения поперечно сшитого ПЭСВММ, по существу не имеющего выявляемых свободных радикалов. Предпочтительно этот ПЭСВММ предназначен для использования в качестве несущего нагрузку изделия с высокой устойчивостью к износу. Предоставляется обычный ПЭСВММ, имеющий полимерные цепи. Обычный ПЭСВММ может быть в виде, например, прутковой заготовки, спрофилированной прутковой заготовки, например шайбы, покрытия или изготовленного изделия, изделия в форме гильзы или лотка для использования в медицинском протезе. Под обычным ПЭСВММ подразумевается имеющийся в продаже полиэтилен высокой плотности (линейный) с молекулярной массой выше чем приблизительно 500000. Предпочтительно исходный материал ПЭСВММ имеет среднюю молекулярную массу более чем 2 миллиона. Под начальной средней молекулярной массой подразумевается средняя молекулярная масса исходного материала ПЭСВММ перед любым облучением. ПЭСВММ облучается с тем, чтобы обеспечить поперечную сшивку полимерных цепей. Облучение может осуществляться в инертной или неинертной среде. Предпочтительно облучение осуществляется в неинертной среде, например воздухе. Облученный ПЭСВММ нагревается выше температуры плавления ПЭСВММ с тем, чтобы в ПЭСВММ по существу не было выявляемых свободных радикалов. Затем нагретый ПЭСВММ охлаждается до комнатной температуры. Предпочтительно этап охлаждения проводится со скоростью выше приблизительно 0,1oС/мин. Необязательно охлажденный ПЭСВММ может подвергаться механической обработке. Например, если во время этапа облучения произошло какое-либо окисление, он по желанию может быть удален механическим способом с помощью любого способа, известного специалистам в этой области. И необязательно охлажденный ПЭСВММ или подвергнутый механической обработке ПЭСВММ может стерилизоваться с помощью любого способа, известного специалистам в этой области.
Один предпочтительный вариант реализации этого способа называется ХОБ-ПП, т. е. холодовое облучение и последующая плавка. При этом варианте реализации предоставляемый ПЭСВММ имеет комнатную температуру или температуру ниже комнатной. Предпочтительно она составляет приблизительно 20oС. Облучение ПЭСВММ может осуществляться, например, гамма-облучением или электронным облучением. В целом, гамма-облучение дает высокую глубину проникновения, но занимает больше времени, что приводит к возможности большого окисления на глубине. В целом, электронное облучение дает более ограниченные глубины проникновения, но занимает меньше времени, и снижается возможность обширного окисления. Облучение производится с тем, чтобы обеспечить поперечную сшивку полимерных цепей. Доза облучения может изменяться для регуляции степени поперечной сшивки и кристалличности в конечном продукте ПЭСВММ. Предпочтительно общая поглощенная доза облучения составляет приблизительно от 0,5 до приблизительно 1000 мрад, более предпочтительно от приблизительно 1 до приблизительно 100 мрад, еще более предпочтительно от приблизительно 4 до приблизительно 30 мрад, еще более предпочтительно приблизительно 20 мрад и наиболее предпочтительно приблизительно 15 мрад. Предпочтительно используется мощность дозы, которая не вызывает образования тепла, достаточного для плавления ПЭСВММ. Если используется гамма-облучение, предпочтительная мощность дозы составляет от приблизительно 0,05 до приблизительно 0,2 мрад/мин. Если используется электронное облучение, мощность дозы составляет от приблизительно 0,05 до 3000 мрад/мин, более предпочтительно от приблизительно 0,05 до приблизительно 5 мрад/мин и наиболее предпочтительно от приблизительно 0,05 до приблизительно 0,2 мрад/мин. Мощность дозы при электронном облучении определяется следующими параметрами: (i) мощность ускорителя в кВт, (ii) скорость конвейера, (iii) расстояние между поверхностью обучаемых образцов и горловиной сканирования и (iv) ширина сканирования. Мощность дозы в электронно-лучевой установке часто измеряется в мрад на прохождение под электронно-лучевым растром. Указанные здесь мощности дозы в мрад/мин можно превратить в мрад/прохождение с помощью следующего уравнения:
Dмрад/мин=Dмрад/про хождение•Vc - l,
где Dмрад/мин представляет собой мощность дозы в мрад/мин, Dмрад/про хождение представляет собой мощность дозы в мрад/прохождение, Vc представляет собой скорость конвейера и l представляет собой длину образца, который проходит через область электронно-лучевого растра. Когда используется электронное облучение, энергия электронов может варьировать для изменения глубины проникновения электронов. Предпочтительно энергия электронов составляет от приблизительно 0,5 МэВ до приблизительно 12 МэВ, более предпочтительно от приблизительно 5 МэВ до приблизительно 12 МэВ. Такая возможность манипулирования особенно полезна, когда облучаемым объектом является изделие меняющейся толщины или глубины, например суставной впадины для медицинского протеза.
Облученный ПЭСВММ нагревается до температуры выше температуры плавления ПЭСВММ так, что в ПЭСВММ нет выявляемых свободных радикалов. Нагревание обеспечивает молекулы с достаточной подвижностью с тем, чтобы устранить ограничения, связанные с кристаллами ПЭСВММ, обеспечивая таким образом возможность рекомбинации по существу всех остаточных свободных радикалов. Предпочтительно ПЭСВММ нагревается до температуры от приблизительно 137oС до приблизительно 300oС, более предпочтительно от приблизительно 140oС до приблизительно 300oС, еще более предпочтительно от приблизительно 140oС до приблизительно 190oС, еще более предпочтительно от приблизительно 145oС до приблизительно 300oС, еще более предпочтительно от приблизительно 145oС до приблизительно 190oС, еще более предпочтительно от приблизительно 146oС до приблизительно 190oС и наиболее предпочтительно приблизительно 150oС. Предпочтительно на этапе нагревания температура поддерживается в течение приблизительно от 0,5 мин до приблизительно 24 ч, более предпочтительно от приблизительно 1 ч до приблизительно 3 ч и наиболее предпочтительно приблизительно 2 ч. Нагревание может проводиться, например, в воздухе, в инертном газе, например водороде, аргоне или гелии, в сенсибилизирующей атмосфере, например ацетилене, или вакууме. Предпочтительно, чтобы для более длительных периодов нагревания нагревание проводилось в инертном газе или под вакуумом.
Другой предпочтительный вариант реализации этого способа называется ТОБ-ПП, т. е. тепловое облучение и последующее правление. При этом варианте реализации предоставляемый ПЭСВММ предварительно нагрет до температуры ниже температуры плавления ПЭСВММ. Предварительное нагревание может осуществляться в инертной или неинертной среде. Предпочтительно, чтобы предварительное нагревание ПЭСВММ проводилось в воздухе. Предпочтительно ПЭСВММ предварительно нагрет от температуры приблизительно 20oС до приблизительно 135oС, более предпочтительно до температуры выше чем приблизительно от 20oС до приблизительно 135oС и наиболее предпочтительно до температуры приблизительно 50oС. Другие параметры являются такими же, как описано выше для варианта реализации ХОБ-ПП, за исключением того, что мощность дозы для этапа облучения с использованием электронного облучения составляет предпочтительно от приблизительно 0,05 до приблизительно 10 мрад/мин, а более предпочтительно от приблизительно 4 до приблизительно 5 мрад/мин; мощность дозы для этапа облучения с использованием гамма-облучения составляет предпочтительно от приблизительно 0,05 до приблизительно 0,2 мрад/мин, а более предпочтительно составляет приблизительно 0,2 мрад/мин.
Другой предпочтительный вариант реализации этого способа называется ТОБ-АП, т.е. тепловое облучение и адиабатическое плавление. В этом варианте реализации предоставляемый ПЭСВММ предварительно нагрет до температуры ниже температуры плавления ПЭСВММ. Предварительное нагревание может проводиться в инертной или неинертной среде. Предпочтительно, чтобы это предварительное нагревание проводилось в воздухе. Предпочтительно, чтобы предварительное нагревание проводилось до температуры от приблизительно 100oС до температуры ниже температуры плавления ПЭСВММ. Предпочтительно ПЭСВММ предварительно нагрет до температуры от приблизительно 100oС до приблизительно 135oС, более предпочтительно до температуры приблизительно 130oС и наиболее предпочтительно составляет приблизительно 120oС. Предпочтительно ПЭСВММ находится в изолирующем материале с тем, чтобы снизить потерю тепла из ПЭСВММ во время облучения. Под теплом подразумевается, например, тепло в результате предварительного нагревания, осуществляемого перед облучением, и тепло, вырабатываемое во время облучения. Под изолирующим материалом подразумевается любой тип материала, который имеет изолирующие свойства, например стекловолоконный пакет.
Затем предварительно нагретый ПЭСВММ облучается дo достаточно высокой общей дозы при достаточно быстрой мощности дозы с тем, чтобы в полимере произошла достаточно большая выработка тепла для плавки по существу всех кристаллов в материале и, таким образом, обеспечения устранения по существу всех выявляемых свободных радикалов, вырабатываемых, например, на этапе облучения. Предпочтительно, чтобы на этапе облучения использовалось электронное облучение с тем, чтобы вызвать такое адиабатическое нагревание. Под адиабатическим нагреванием подразумевается отсутствие потери тепла в окружающую среду во время облучения. Адиабатическое нагревание приводит к адиабатическому плавлению, если температура выше точки плавления. Под адиабатическим плавлением подразумевается включение полного или частичного плавления. Минимальная общая доза определяется по количеству тепла, необходимому для нагревания полимера от его первоначальной температуры (т.е. обсужденной выше температуры предварительного нагревания) до температуры его плавления, и тепла, необходимого для плавления всех кристаллов, и тепла, необходимого для нагревания полимера до заданной температуры выше его точки плавления. Следующее уравнение описывает, как рассчитывается количество общей дозы:
Общая доза = Cps(Tm-Ti)+ΔHm+CPm(Tf-Tm),
где Сps(2 Дж/г/oС) и Сps(3 Дж/г/oС) представляют собой емкости ПЭСВММ соответственно в твердом состоянии и в расплавленном состоянии, ΔHm(146 Дж/г) представляет собой тепло плавления необлученной прутковой заготовки Hoescht Celanese GUR 415, Тi представляет собой начальную температуру, а Тf представляет собой конечную температуру. Конечная температура должна быть выше температуры плавления ПЭСВММ.
Предпочтительно окончательная температура ПЭСВММ составляет от приблизительно 140oС до приблизительно 200oС, более предпочтительно она составляет от приблизительно 145oС до приблизительно 190oС, еще более предпочтительно она составляет от приблизительно 146oС до приблизительно 190oС и наиболее предпочтительно она составляет приблизительно 150oС. При температуре выше 160oС полимер начинает образовывать пузырьки и трещины. Предпочтительно мощность дозы электронного облучения составляет от приблизительно 2 до приблизительно 3000 мрад/мин, еще более предпочтительно составляет от приблизительно 2 до приблизительно 30 мрад/мин, еще более предпочтительно составляет от приблизительно 7 до приблизительно 25 мрад/мин, еще более предпочтительно составляет приблизительно 20 мрад/мин, наиболее предпочтительно составляет приблизительно 7 мрад/мин. Предпочтительно общая поглощенная доза составляет от приблизительно 1 до приблизительно 100 мрад. С использованием указанного выше уравнения рассчитывается поглощенная доза для первоначальной температуры 130oС и конечной температуры 150oС, которая составляет приблизительно 22 мрад.
В этом варианте реализации этап нагревания способа происходит в результате описанного выше адиабатического нагревания.
В определенных вариантах реализации адиабатическое нагревание расплавляет ПЭСВММ. В определенных вариантах реализации адиабатическое нагревание лишь частично расплавляет ПЭСВММ. Предпочтительно после вызванного облучением адиабатического нагревания проводится дополнительное нагревание облученного ПЭСВММ так, что конечная температура ПЭСВММ после дополнительного нагревания превышает температуру плавления ПЭСВММ с тем, чтобы обеспечить полное плавление ПЭСВММ. Предпочтительно температура ПЭСВММ от дополнительного нагревания составляет от приблизительно 140oС до приблизительно 200oС, более предпочтительно она составляет от приблизительно 145oС до приблизительно 190oС, еще более предпочтительно она составляет от приблизительно 146oС до приблизительно 190oС и наиболее предпочтительно она составляет от приблизительно 150oС.
Еще один вариант реализации этого изобретения называется ХОБ-АН, т.е. холодовое облучение и адиабатическое нагревание. В этом варианте реализации ПЭСВММ при комнатной температуре или ниже комнатной температуры расплавляется с помощью адиабатического нагревания с последующим дополнительным нагреванием или без него, как описано выше.
Это изобретение также включает продукт, изготовленный в соответствии с описанным выше способом.
В этом изобретении также представляется способ изготовления медицинского протеза из ПЭСВММ, по существу не имеющего выявляемых свободных радикалов, причем протез приводит к сниженному образованию частиц из протеза во время ношения протеза. Предоставляется обработанный облучением ПЭСВММ, не имеющий выявляемых свободных радикалов. Медицинский протез изготовлен из этого ПЭСВММ с тем, чтобы снизить образование частиц из протеза во время ношения протеза, причем ПЭСВММ образует несущую нагрузку поверхность протеза. Изготовление протеза может осуществляться с помощью стандартных процедур, известных специалистам в этой области, например механической обработки.
В этом изобретении также предоставляется способ лечения организма, нуждающегося в медицинском протезе. Предоставляется спрофилированный протез, изготовленный из обработанного облучением ПЭСВММ, по существу не имеющего выявленных свободных радикалов. Этот протез имплантируется в организм, нуждающийся в протезе. Протез снижает образование мелких частиц из протеза во время ношения протеза. В предпочтительных вариантах реализации полиэтилен сверхвысокой молекулярной массы образует несущую нагрузку поверхность протеза.
В еще одном варианте реализации этого изобретения предоставляется медицинский протез для использования внутри тела, изготовленный из полиэтилена сверхвысокой молекулярной массы (ПЭСВММ), который имеет полимерную структуру с кристалличностью менее 50%, толщиной пластинок менее чем приблизительно 290 ангстрем и модулем упругости при растяжении менее чем приблизительно 940 мПа, с тем, чтобы уменьшить образование мелких частиц из протеза во время ношения протеза.
ПЭСВММ этого варианта реализации имеет полимерную структуру с кристалличностью менее чем приблизительно 50%, предпочтительно структуру с кристалличностью менее чем приблизительно 40%. Под кристалличностью подразумевается фракция полимера, которая является кристаллической. Кристалличность рассчитывается по известной массе образца (w в г), теплу, поглощенному образцом при плавлении (Е в кал) и расчетному теплу плавления полиэтилена в состоянии 100% кристалличности (АНo=69,2 кал/г) и с использованием следующего уравнения: ,
,
ПЭСВММ этого варианта реализации имеет полимерную структуру с толщиной пластинок менее чем приблизительно 290 ангстрем, предпочтительно с толщиной пластинок менее чем приблизительно 200 ангстрем и наиболее предпочтительно с толщиной пластинок менее чем приблизительно 100 ангстрем. Под толщиной пластинок (1) подразумевается рассчитанная толщина предполагаемой пластинчатой структуры в полимере с использованием следующего выражения:
где σe представляет собой конечную свободную энергию поверхности полиэтилена (2,22•10-6 кал/см2), ΔH° представляет собой рассчитанное тепло плавления полиэтилена в состоянии 100% кристалличности (69,2 кал/г), ρ представляет собой плотность кристаллических областей (1,005 г/см3), To m представляет собой точку плавления идеального кристалла полиэтилена (418,15 К) и Тm представляет собой экспериментально определенную точку плавления образца.
ПЭСВММ этого варианта реализации имеет модуль упругости при растяжении менее чем приблизительно 940 мПа, предпочтительно модуль упругости при растяжении менее чем приблизительно 600 мПа, более предпочтительно модуль упругости при растяжении менее чем приблизительно 400 мПа и наиболее предпочтительно модуль упругости при растяжении менее чем приблизительно 200 мПа. Под модулем упругости при растяжении подразумевается отношение номинального напряжения к соответствующему напряжению для значения напряжения менее 0,5% по данным определения с использованием стандартного теста ASTM 638 М Ш.
Предпочтительно ПЭСВММ этого варианта реализации имеет полимерную структуру с кристалличностью приблизительно 40%, толщиной пластинок приблизительно 100 ангстрем и модулем упругости при растяжении приблизительно 200 мПа.
ПЭСМВМ этого варианта реализации не имеет захваченных свободных радикалов, например ненасыщенных трансвиниленовых свободных радикалов. Предпочтительно, чтобы ПЭСВММ этого варианта реализации имел твердость менее чем приблизительно 65 по шкале Shore D, более предпочтительно твердость менее чем приблизительно 55 по шкале Shore D, наиболее предпочтительно твердость менее чем приблизительно 50 по шкале Shore D. Под твердостью подразумевается мгновенная твердость на вдавливание, измеренная по шкале Shore D с использованием твердомера, описанного в ASTM D 2240. Предпочтительно, чтобы ПЭСВММ этого варианта реализации был по существу неокисленным. Полимерная структура имеет обширную поперечную сшивку, так что существенная часть полимерной структуры не растворяется в декалине. Под существенной частью подразумевается, по меньшей мере, 50% сухой массы образца полимера. Под "не растворяется в декалине" подразумевается не растворяется в декалине при 150oС в течение периода 24 ч. Предпочтительно, чтобы ПЭСВММ этого варианта реализации имел высокую плотность перепутывания с тем, чтобы вызвать образование неидеальных кристаллов и снизить кристалличность. Под плотностью перепутывания подразумевается количество точек перепутывания цепей полимера в единице объема. Причем на более высокую плотность перепутывания указывает неспособность образца полимера кристаллизоваться до той же степени как обычный ПЭСВММ, приводя таким образом к меньшей степени кристалличности.
Изобретение также включает другие обработанные изделия, изготовленные из ПЭСВММ этого варианта реализации, имеющего полимерную структуру с кристалличностью менее чем приблизительно 50%, толщиной пластинок менее чем приблизительно 290 ангстрем и модулем упругости при растяжении менее чем приблизительно 940 мПа. Такие изделия включают спрофилированные изделия и неспрофилированные изделия, включая, например, обработанные предметы, например гильзы, приводы, гайки, направляющие салазки, болты, крепежные средства, кабели, трубки и им подобные, и прутковые заготовки, пленки, цилиндрические прутики, обшивку, панели и волокна. Спрофилированные изделия могут быть изготовлены, например, с помощью механической обработки. Сконструированные изделия особенно пригодны для использования под воздействием нагрузки, например, в качестве несущей нагрузку поверхности, например суставной поверхности, и в качестве замещающих металл изделий. Эти пленки или листы ПЭСВММ, которые были подвергнуты плавлению-облучению, могут также прикрепляться, например, с помощью клея на опорные поверхности и, таким образом, использоваться в качестве прозрачной, устойчивой к износу несущей нагрузки поверхности.
Изобретение также включает вариант реализации, в котором ПЭСВММ имеет необычную полимерную структуру, характеризующуюся кристалличностью менее чем приблизительно 50%, толщиной пластинок менее чем приблизительно 290 ангстрем и модулем упругости при растяжении менее чем приблизительно 940 мПа. В зависимости от конкретной обработки, используемой для получения ПЭСВММ, в ПЭСВММ этого изобретения могут присутствовать определенные примеси, включая, например, стеарат кальция, средства смазки для форм, наполнители, антиоксиданты и/или другие обычные добавки к полиэтиленовым полимерам. В определенных вариантах реализации ПЭСВММ имеет высокую проницаемость света, предпочтительно пропускание света более чем приблизительно 10% света при 517 нм через образец толщиной 1 мм, более предпочтительно пропускание света более чем приблизительно 30% света при 517 нм через образец толщиной 1 мм и наиболее предпочтительно пропускание света более чем приблизительно 40% света при 517 нм через образец толщиной 1 мм. Такой ПЭСВММ может особенно применяться для тонких пленок или листов, которые могут прикрепляться на опорные поверхности различных изделий, причем пленка или лист прозрачны и устойчивы к износу.
В другом варианте реализации этого изобретения предоставляется способ изготовления поперечно сшитого ПЭСВММ. Этот способ называется плавление облучением (ПОБ). Предоставляется обычный ПЭСВММ. Предпочтительно ПЭСВММ окружен интертным материалом, который по существу свободен от кислорода. ПЭСВММ нагревается до температуры выше температуры плавления ПЭСВММ с тем, чтобы полностью расплавить всю кристаллическую структуру. Нагретый ПЭСВММ облучается и облученный ПЭСВММ охлаждается приблизительно до 25oС.
Предпочтительно ПЭСВММ, изготовленный при этом варианте реализации, имеет полимерную структуру с кристалличностью менее чем приблизительно 50%, толщиной пластинок менее чем приблизительно 290 ангстрем и модулем упругости при растяжении менее чем приблизительно 940 мПа. Предоставляется обычный ПЭСВММ, например прутковая заготовка, спрофилированная прутковая заготовка, покрытие или изготовленное изделие. Под обычным ПЭСВММ подразумевается имеющийся в продаже полиэтилен высокой плотности (линейный) с молекулярной массой выше чем приблизительно 500000. Предпочтительно исходный материал ПЭСВММ имеет среднюю молекулярную массу более чем 2 миллиона. Под начальной средней молекулярной массой подразумевается средняя молекулярная масса исходного материала ПЭСВММ перед любым облучением. Предпочтительно, чтобы этот ПЭСВММ был окружен инертным материалом, который по существу свободен от кислорода, например азотом, аргоном или гелием. В определенных вариантах реализации может использоваться неинертная среда. ПЭСВММ нагревается до температуры выше температуры плавления в течение времени, достаточного для обеспечения плавления всех кристаллов. Предпочтительно температура составляет от приблизительно 145oС до приблизительно 230oС и более предпочтительно от приблизительно 175oС до приблизительно 200oС. Предпочтительно нагревание поддерживается с тем, чтобы удерживать полимер при предпочтительной температуре в течение от приблизительно 5 мин до приблизительно 3 ч и более предпочтительно в течение от приблизительно 30 мин до приблизительно 2 ч. Затем ПЭСВММ облучается гамма-излучением или электронным излучением. В целом, гамма-облучение дает более высокую глубину проникновения, но занимает больше времени, чем приводит к возможности некоторого окисления. В целом, электронное облучение дает более ограниченные глубины проникновения, но занимает более короткий период времени и, следовательно, возможность окисления снижается. Доза облучения может изменяться для регуляции степени поперечной сшивки и кристалличности в конечном продукте ПЭСВММ. Предпочтительно используется доза, выше чем приблизительно 1 мрад, более предпочтительно используется доза выше чем приблизительно 20 мрад. Когда используется электронное облучение, энергию электронов можно изменять для изменения глубины проникновения электронов, регулируя таким образом степень поперечной сшивки и кристалличности в конечном продукте ПЭСВММ. Предпочтительно энергия составляет от приблизительно 0,5 МэВ до приблизительно 12 МэВ, более предпочтительно от приблизительно 1 МэВ до приблизительно 10 МэВ и наиболее предпочтительно приблизительно 10 МэВ. Такая возможность манипулирования особенно полезна, когда облученным объектом является изделие различной толщины или глубины, например суставная впадина для протеза. Затем облученный ПЭСВММ охлаждается приблизительно до 25oС. Предпочтительно скорость охлаждения равна или выше чем приблизительно 0,5oС/мин, более предпочтительно равна или выше чем приблизительно 20oС/мин. В определенных вариантах реализации охлажденный ПЭСВММ может подвергаться механической обработке. В предпочтительных вариантах реализации охлажденный облучением ПЭСВММ по существу не имеет выявляемых свободных радикалов. В примерах 1, 3 и 6 описаны определенные предпочтительные варианты реализации способа. Примеры 2, 4 и 5 и фиг. 4-7 иллюстрируют определенные свойства расплавленного облученного ПЭСВММ, полученного в результате этих предпочтительных вариантов реализации, в сравнении с обычным ПЭСВММ.
Это изобретение также включает продукт, изготовленный в соответствии с описанным выше способом.
В варианте реализации ПОБ изготавливается высоко спутанный и поперечно сшитый ПЭСВММ. Предоставляется обычный ПЭСВММ. Предпочтительно ПЭСВММ окружен инертным материалом, который по существу свободен от кислорода. ПЭСВММ нагревается выше температуры плавления ПЭСВММ в течение времени, достаточного для обеспечения возможности образования перепутанных полимерных цепей в ПЭСВММ. Нагретый ПЭСВММ облучается с тем, чтобы захватить полимерные цепи в перепутанном состоянии. Облученный ПЭСВММ охлаждается приблизительно до 25oС.
Это изобретение также включает продукт, изготовленный в соответствии с описанным выше способом.
В этом изобретении также предоставляется способ изготовления протеза из ПЭСВММ с тем, чтобы снизить образование мелких частиц из протеза во время ношения протеза. Предоставляется ПЭСВММ, имеющий полимерную структуру с кристалличностью менее чем примерно 50%, толщиной пластинок менее чем приблизительно 290 ангстрем и модулем упругости при растяжении менее чем приблизительно 940 мПа. Протез изготовлен из этого ПЭСВММ, причем ПЭСВММ образует несущую нагрузку поверхность протеза. Изготовление протеза может осуществляться с помощью стандартных процедур, известных специалистам в этой области, например механической обработки.
Также в этом изобретении предоставляется способ лечения организма, нуждающегося в установке медицинского протеза. Предоставляется спрофилированный протез, изготовленный из полиэтилена сверхвысокой молекулярной массы, имеющий полимерную структуру с кристалличностью менее чем приблизительно 50%, толщиной пластинок менее чем приблизительно 290 ангстрем и модулем упругости при растяжении менее чем приблизительно 940 мПа. Этот протез применяется в организме, нуждающемся в установке протеза. Протез уменьшает образование мелких частиц из протеза во время ношения протеза. В предпочтительном варианте реализации полиэтилен сверхвысокой молекулярной массы образует несущую нагрузку поверхность протеза.
Продукты и способы этого изобретения также применимы к другим полимерным материалам, таким как полиэтилен высокой плотности, полиэтилен низкой плотности, линейный полиэтилен и полипропилен низкой плотности.
Следующие неограничивающие примеры дополнительно иллюстрируют настоящее изобретение.
Пример 1.
Способ изготовления расплавленного облученного ПЭСВММ (ПОБ).
Этот пример иллюстрирует электронное облучение расплавленного ПЭСВММ.
Прямоугольный образец (шайба) размером 10 мм х 12 мм х 60 мм, приготовленный из полученной плунжерным выдавливанием прутковой заготовки (прутковой заготовки Hoescht Celanese GUR 415, полученной y Westlake Plastics, Lenni, PA), помещают в камеру. Атмосфера в камере состоит из газообразного азота с низким содержанием кислорода (<0,5 мг/г газообразного кислорода) (полученный y AIRCO, Murray Hill, NJ). Давление в камере составляет приблизительно 1 атм. Температуру образца и камеры облучения регулируют с помощью нагревателя, вариака и показаний термопары (вручную) или терморегулятора (автоматически). Камеру нагревают с помощью нагревательного кожуха 270 Вт. Камеру нагревают (регулируют с помощью вариака) с такой скоростью, что температура образца в стационарном состоянии составляет приблизительно 175oС. Перед началом облучения образец удерживают при температуре стационарного состояния в течение 30 мин.
Облучение проводят с использованием генератора van de Graaff электронами энергии 2,5 МэВ и мощности дозы 1,67 мрад/мин. Образец получает дозу 20 мрад, причем пучок электронов воздействует на поверхность образца размером 60 мм x 12 мм. После облучения нагреватель включают и образцу дают возможность охладиться внутри камеры в инертной атмосфере, газообразном азоте, до 25oС со скоростью приблизительно 0,5oС/мин. В качестве контроля готовят аналогичные образцы с использованием не нагретой и не облученной прутковой заготовки обычного ПЭСВММ.
Пример 2.
Сравнение свойств прутковой заготовки ПЭСВММ GUR 415, расплавленной-облученной (ПОБ) прутковой заготовки ПЭСВММ GUR 415 (20 мрад).
Этот пример иллюстрирует различные свойства облученных и необлученных образцов прутковой заготовки ПЭСВММ (GUR 415), полученной из примера 1. Исследуемые образцы следующие: исследуемый образец является прутковой заготовкой, которая расплавляется и затем облучается в процессе плавления; контролем является прутковая заготовка (без нагревания/плавления, без облучения).
(А) Дифференциальная сканирующая калориметрия (ДСК)
Используется ДСК7 Perkin-Elmer с ледяным водным теплоотводом и скоростью нагревания и охлаждения 10oС/мин с постоянной продувкой азотом. Кристалличность образцов, полученных в примере 1, рассчитывают по массе образца и теплу плавления кристаллов полиэтилена (69,2 кал/г). В качестве точки плавления принимают температуру, соответствующую пику эндотермы. Толщину пластинок рассчитывают с помощью предложения пластинчатой кристаллической морфологии и зная ΔН тепла плавления 100% кристаллического полиэтилена (69,2 кал/г), точку плавления идеального кристалла (418,15 К), плотность кристаллических областей (1,005 г/см3) и конечную свободную энергию поверхности полиэтилена (2,22•10-6 кал/см2). Результаты показаны в табл.1 и на фиг.4.
Результаты показывают, что, по данным более низкой кристалличности, меньшей толщины пластинок и более низкой точки плавления, расплавленный-облученный образец имеет более перепутанную и менее кристаллическую структуру, чем облученный образец.
(В) Коэффициент набухания
Образцы разрезают на кубики размером 2 мм х 2 мм х 2 мм и держат погруженными в декалин при 150oС в течение периода 24 ч. Для предотвращения распада образца в декалин добавляют антиоксидант (1% N-фенил-2-нафтиламин). Коэффициент набухания и процент экстракции рассчитывают с помощью измерения массы образца перед экспериментом, после набухания в течение 24 ч и после вакуумной сушки набухшего образца. Результаты показаны в табл. 2.
Результаты показывают, что образец расплавленного-облученного ПЭСВММ имеет высокую поперечную сшивку, что, следовательно, не дает раствориться полимерным цепям в горячем растворителе даже через 24 ч, тогда как необлученный образец полностью растворяется в горячем растворителе за тот же период.
(С) Модуль упругости при растяжении
Следят за ASTM 638 М Ш образцов. Скорость смещения составялет 1 мм/мин. Эксперимент выполняют на станке MTS. Результаты показаны в табл. 3.
Результаты показывают, что образец расплавленного-облученного ПЭСВММ имеет значительно более низкий модуль упругости при растяжении, чем необлученный контроль. Более низкая разрушающая деформация образца расплавленного-облученного ПЭСВММ является еще одним доказательством перекрестной сшивки цепей в этом образце.
(D) Твердость
Твердость образца измеряют с использованием твердомера по шкале D Шора. Твердость регистрируют на мгновенное вдавливание. Результаты показаны в табл. 4.
Результаты показывают, что образец расплавленно-облученного ПЭСВММ мягче, чем необлученный контроль.
(Е) Проницаемость света (прозрачность)
Прозрачность образцов измеряют следующим образцом. Проницаемость света изучают для света с длиной волн 517 нм, проходящего через образец толщиной приблизительно 1 мм, помещенный между двумя стеклянными слайдами. Образцы готовят с помощью полировки поверхностей наждачной бумагой 600 номера. На поверхности образца наносят силиконовое масло и затем образец помещают между двумя слайдами. Силиконовое масло используют для снижения диффузии рассеивания света вследствие шероховатости образца полимера. В качестве эталона для этой цели используют два одинаковых стеклянных слайда, разделенных тонкой пленкой силиконового масла. Проницаемость измеряют с использованием УФ-зрительного спектрофотометра Perkin Elmer Lambda 3B. Коэффициент поглощения и проницаемость образца толщиной точно 1 мм расчитывают с использованием закона Lambert-Beer. Результаты показаны в табл. 5.
Результаты показывают, что образец расплавленного-облученного ПЭСВММ передавал гораздо больше света через него, чем контроль, и, следовательно, гораздо более прозрачен, чем контроль.
(F) Сканирующая электронная микроскопия условий работы (СЭМУР)
СЕМУР (ElectroScan, модель 3) выполняют на образцах при 10 кВ (низкое напряжение для снижения лучевого повреждения образца) с крайне тонким золотым покрытием (приблизительно  для усиления качества фотографии). С помощью излучения поверхности полимера под СЭМУР с золотым покрытием и без него подтверждают, что тонкое золотое покрытие не вызвало никаких артефактов.
для усиления качества фотографии). С помощью излучения поверхности полимера под СЭМУР с золотым покрытием и без него подтверждают, что тонкое золотое покрытие не вызвало никаких артефактов.
Перед осмотром под СЭМУР образцы протравливают с использованием перманганатного травильного раствора с соотношением серной кислоты и ортофосфорной кислоты 1:1 и концентрацией перманганата калия 0,7% (мас./об.).
На фиг. 5 показана СЭМУР (увеличение x 10000) протравленной поверхности обычного ПЭСВММ (GUR 415, ненагретый, необлученный). На фиг.6 показана СЭМУР (увеличение x 10500) протравленной поверхности расплавленного-облученного ПЭСВММ (GUR 415, расплавленный, 20 мрад). СЭМУР показывает уменьшение размера кристаллитов и встречаемость несовершенной кристаллизации в расплавленном-облученном ПЭСВММ в сравнении с обычным ПЭСВММ.
(G) Инфракрасная спектроскопия преобразования Фурье (ИСПФ)
ИСПФ образцов выполняют с использованием микросэмплера на образцах, орошенных гексаном, для удаления поверхностных примесей. Пики, наблюдающиеся приблизительно от 1740 до 1700 см-1, представляют собой полосы, связанные с группами, содержащими кислород. Следовательно, отношение площади под карбониловым пиком при 1740 см-1 к площади под метиленовым пиком при 1460 см-1 является мерой степени окисления.
Спектры ИСПФ указывают, что образцы расплавленного облученного ПЭСВММ проявили более окисление, чем обычный необлученный контроль ПЭСВММ, но намного меньшее окисление, чем образец ПЭСВММ, облученный в воздухе при комнатной температуре и получивший такую же дозу облучения, как расплавленный-облученный образец.
(Н) Электронный парамагнитный резонанс (ЭПР)
ЭПР проводят при комнатной температуре на образцах, которые помещают в атмосферу азота в герметично закрытой кварцевой пробирке. Используемым прибором является спектрометр ЭПР Bruker ESP 300 и используемыми трубками являются пробирки для образцов Taperlok EPR, приобретенные в Wilmad Glass Company, Buena, NJ.
Необлученные образцы не содержат в себе никаких свободных радикалов, поскольку облучение представляет собой процесс, который создает свободные радикалы в полимере. После облучения создаются свободные радикалы, которые в соответствующих условиях могут сохраняться в течение нескольких лет.
Результаты ЭПР указывают на то, что при исследовании с использованием ЭПР непосредственно после облучения в расплавленном-облученном образце не выявляются никакие свободные радикалы, в то время как в образце, который был облучен при комнатной температуре в атмосфере азота, даже через 266 дней хранения при комнатной температуре выявлялись транс-виниленовые свободные радикалы. Отсутствие свободных радикалов в расплазленном-облученном образце ПЭСВММ значит, что какое-либо дальнейшее окислительное разрушение невозможно.
(1) Износ
Устойчивость образцов к износу измеряют с использованием двухосевого тестера износа при трении цилиндрического образца о диск. Исследование износа включает действие трения цилиндрических образцов ПЭСВММ (диаметр 9 мм; высота 13 мм) о диск из Со-Сr сплава. Эти исследования проводят в общей сложности до 2 миллионов циклов. Необлученный цилиндрический образец проявляет скорость износа 8 мг/миллион циклов, в то время как облученный цилиндрический образец имеет скорость износа 0,5 мг/миллион циклов. Результаты показывают, что расплавленный-облученный ПЭСВММ имеет устойчивость к износу, которая намного выше, чем у необлученного контроля.
Пример 3. Способ изготовления обычных суставных впадин из расплавленного-облученного ПЭСВММ.
Этот пример иллюстрирует электронное облучение обычной суставной впадины из расплавленного ПЭСВММ.
Обычную суставную впадину (нестерилизованная впадина высокой степени подгонки из ПЭСВММ, изготовленная Zimmer, Inc., Warsaw, IN) с внутренним диаметром 26 мм и изготовленную из прутковой заготовки GUR 415 после плунжерного выдавливания облучают в регулируемых условиях амтмосферы и температуры в герметичной камере с титановым держателем впадины на основании и тонкой фольгой из нержавеющей стали [толщиной 0,001 дюйм (0,025 мм)] в верхней части. Атмосфера внутри камеры состоит из газообразного азота с низким содержанием кислорода (<0,5 мг/г газообразного кислорода) (приобретенного y AIRO, Murray Hill, NH). Давление в камере составляет приблизительно 1 атм. Камеру нагревают с помощью нагревательного кожуха 270 Вт на основании камеры, которую регулируют с использованием регулятора температуры и вариака. Камеру нагревают так, что температура на верхней поверхности впадины поднимается со скоростью от приблизительно 1,5 до 2oС/мин, в конечном счете асимптотически достигая температуру стационарного состояния, составляющую приблизительно 175oС. Вследствие толщины испытуемой впадины и конкретной конструкции используемого оборудования, температура впадины в стационарном состоянии варьирует от 200oС на основании до 175oС в верхней части. Перед началом облучения впадину держат при этих температурах в течение периода 30 мин.
Облучение проводят с использованием генератора van de Graaff электронами энергии 2,5 МэВ и мощностью дозы 1,67 мрад/мин. Пучок входит в камеру через тонкую фольгу в верхней части и воздействует на вогнутую поверхность впадины. Доза, получаемая впадиной, такова, что максимальную дозу 20 мрад получает область, расположенная приблизительно на 5 мм ниже поверхности впадины, на которую воздействуют электроны. После облучения нагревание прекращают и впадине дают возможность охладиться до комнатной температуры (приблизительно 25oС), еще находясь в камере с газообразным азотом. Скорость охлаждения составляет приблизительно 0,5oС/мин. Образец удаляют из камеры после достижения камерой и образцом комнатной температуры.
Упомянутая выше облученная впадина, которая увеличивается в объеме (вследствие уменьшения плотности, сопровождающего снижение кристалличности после расплавления-облучения), может подвергаться повторной механической обработке до соответствующих размеров.
Пример 4. Коэффициент набухания и процентный экстракт на различных глубинах для суставных впадин из расплавленного облученного (РОБ) ПЭСВММ.
Этот пример иллюстрирует коэффициент набухания и процентный экстракт на различных глубинах расплавленных-облученных суставных впадин из примера 3. Из впадины на различных глубинах вдоль оси впадины иссекают образцы размером 2 мм х 2 мм х 2 мм. Затем эти образцы держат погруженными в декалине при 150oС в течение 24 ч. Для предотвращения разложения образца в декалин добавляют антиоксидант (1% N-фенил-2-нафтиламин). Коэффициент набухания и процентный экстракт рассчитывают с помощью измерения массы образца перед экспериментом, после набухания в течение 24 ч и после вакуумной сушки набухшего образца. Результаты показаны в табл. 6.
Результаты показывают, что благодаря способу плавления-облучения ПЭСВММ во впадине подвергся поперечной сшивке на глубину 12 мм до такой степени, что полимерные цепи не растворялись в горячем декалине в течение 24 ч.
Пример 5.
Кристалличность и точка плавления на различных глубинах для суставных впадин из расплавленного-облученного (РОБ) ПЭСВММ.
Этот пример иллюстрирует кристалличность и точку плавления на различных глубинах расплавленных-облученных суставных впадин, полученных в примере 3.
Образцы берут из впадины на различных глубинах вдоль оси впадины. Кристалличность представляет собой фракцию полимера, которая является кристаллической. Кристалличность рассчитывают по известной массе образца (w в г), теплу, поглощенному образцом при плавлении (Е в кал, которое измеряют экспериментально с использованием дифференциального сканирующего калориметра при 10oС/мин) и теплу плавления полиэтилена в 100% кристаллическом состоянии (ΔH°=69,2 кал/г) с использованием следующего уравнения:
Точка плавления представляет собой температуру, соответствующую пику на эндотерме ДСК. Результаты показаны на фиг.7.
Результаты показывают, что кристалличность и точка плавления расплавленного-облученного ПЭСВММ в суставных впадинах, полученных из примера 3, были гораздо ниже, чем соответствующие величины обычного ПЭСВММ, даже до глубины 1 см (причем толщина впадины 1,2 см).
Пример 6.
Второй способ изготовления суставных впадин из расплавленного-облученного (РОБ) ПЭСВММ.
Этот пример иллюстрирует способ изготовления суставных впадин из расплавленного-облученного ПЭСВММ.
Обычный образец прутковой заготовки, полученной плунжерным выдавливанием (прутковой заготовки Hoescht Celanese GUR 415, полученной y Westlare Plastics, Lenni, PA), подвергают механической обработке до формы цилиндра высотой 4 см и диаметром 5,2 см. Одну круговую лицевую поверхность цилиндра подвергают механической обработке для включения точного полукружного отверстия диаметром 2,6 см так, чтобы ось с отверстиям цилиндра совпадали. Этот образец заключают в герметичную камеру с тонкой фольгой из нержавеющей стали [толщиной 0,001 дюйм (0,025 мм)] наверху. Цилиндрический образец помещают так, что полукружное отверстие обращено к фольге. Затем камеру продувают и наполняют атмосферой газообразного азота с низким содержанием кислорода (<0,5 мг/г газообразного кислорода), полученным y ARICO Murray Hill, NJ). После продувания и заполнения поддерживают медленный постоянный поток азота, поддерживая в то же время давление в камере на уровне приблизительно 1 атм. Камеру нагревают с помощью нагревательного кожуха 270 Вт на основании камеры, которую регулируют с использованием регулятора температуры и вариака. Камеру нагревают так, что температура на верхней поверхности впадины поднимается со скоростью от приблизительно 1,5 до 2oС/мин, в конечном счете асимптотически достигая температуры стационарного состояния, составляющней приблизительно 175oС. Перед началом облучения образец держат при этой температуре в течение периода 30 мин.
Облучение проводят с использованием генератора van de Graaff электронами энергии 2,5 МэВ и мощностью дозы 1,67 мрад/мин. Пучок входит в камеру через тонкую фольгу в верхней части и воздействует на поверхность с полукружным отверстием. Доза, получаемая образцом, такова, что максимальную дозу 20 мрад получает область, расположенная приблизительно на 5 мм ниже поверхности полимера, на которую воздействуют электроны. После облучения нагревание прекращают и образцу дают возможность охладиться до комнатной температуры (приблизительно 25oС), еще находясь в камере с газообразным азотом. Скорость охлаждения составляет приблизительно 0,5oС/мин. Образец удаляют из камеры после достижения камерой и образца комнатной температуры.
Затем этот цилиндрический образец подвергают механической обработке в суставную впадину с размерами суставной впадины из ПЭСВММ высокой подгонки с внутренним диаметром 26 мм, изготовленная Zimmer, Inc., Warsaw, IN, так, что вогнутая поверхность полукружного отверстия была подвергнута повторной механической обработке в суставную поверхность. Этот способ обеспечивает возможность относительно больших изменений размеров во время плавления-облучения.
Пример 7.
Электронное облучение шайб из ПЭСВММ.
Этот пример иллюстрирует, что электронное облучение шайб из ПЭСВММ дает неоднородный профиль поглощенной дозы.
Используют обычный образец прутковой заготовки, полученной плунжерным выдавливанием (прутковой заготовки Hoescht Celanese CUR 415, полученной y Westlake Plastics, Lenni, PA). Смола GUR 415, используемая для прутковой заготовки, имеет молекулярную массу 5000000 г/мол и содержит 500 мг/г стеарата кальция. Прутковую заготовку разрезают на цилиндры в форме "хоккейных шайб" (высота 4 см, диаметр 8,5 см).
Шайбы облучают при комнатной температуре пучком электронов, падающим на одно из круговых оснований шайб, с помощью линейного электронного ускорителя, работающего при 10 МэВ и 1 кВт) (AECL, Pinawa, Manitoba, Canada), с шириной сканирования 30 см и скоростью конвейера 0,08 см/сек. Вследствие каскадного эффекта облучение пучком электронов приводит к неоднородному профилю поглощенной дозы. Табл. 7 иллюстрирует рассчитанные величины поглощенной дозы на различных глубинах в образце полиэтилена, облученного электронами при 10 МэВ. Поглощенные дозы представляют собой величины, измеренные на верхней поверхности (поверхность падения пучка электронов).
Пример 8.
Способ изготовления ПЭСВММ с использованием холодового облучения и последующего плавления (ХОБ-ПП).
Этот пример иллюстрирует способ изготовления ПЭСВММ, который имеет поперечно сшитую структуру и по существу не имеет выявляемых свободных радикалов, с помощью холодового облучения и последующего плавления ПЭСВММ.
Используют обычный образец прутковой заготовки, полученной плунжерным выдавливанием (прутковой заготовки Hoescht Celanese GUR 415, полученной y Westlake Plastics, Lenni, PA). Смола GUR 415, используемая для прутковой заготовки, имеет молекулярную массу 5000000 г/мол и содержит 500 мг/г стеарата кальция. Прутковую заготовку разрезают на цилиндры в форме "хоккейных шайб" (высота 4 см, диаметр 8,5 см).
Шайбы облучают при комнатной температуре при мощности дозы 2,5 мрад на прохождение до общей поглощенной дозы 2,5, 5, 7,5, 10, 12,5, 15, 17,5, 20, 30 и 50 мрад по данным измерения на верхней поверхности (падение электронного пучка) (AECL, Pinawa, Manitoba, Canada). Шайбы не упаковывают и облучение проводят в воздухе. После облучения шайбы нагревают до 150oС под вакуумом в течение 2 ч с тем, чтобы расплавить полимер и, таким образом, привести к рекомбинации свободных радикалов, что ведет по существу к не выявляемым остаточным свободным радикалам. Затем шайбы охлаждают до комнатной температуры со скоростью 5oС/мин.
Остаточные свободные радикалы измеряются с помощью электронного парамагнитного резонанса, как описано y Jahan et al., J. Biomedical Materials Research 25:1005 (1991).
Пример 9.
Способ изготовления ПЭСВММ с использованием теплового облучения и последующего плавления (ТОБ-ПП).
Этот пример иллюстрирует способ изготовления ПЭСВММ, который имеет поперечную сшитую структуру и по существу не имеет выявляемых свободных радикалов, с помощью облучения ПЭСВММ, который был нагрет до температуры ниже точки плавления, с последующим плавлением ПЭСВММ.
Используют обычный образец прутковой заготовки, полученной плунжерным выдавливанием (прутковой заготовки Hoescht Celanese GUR 415, полученной y Westlake Plastics, Lenni, PA). Смола GUR 415, используемая для прутковой заготовки, имеет молекулярную массу 5000000 г/мол и содержит 500 мг/г стеарата кальция. Прутковую заготовку разрезают на цилиндры в форме "хоккейных шайб" (высота 4 см, диаметр 8,5 см).
Шайбы нагревают до 100oС в воздухе в печи. Затем нагретые шайбы облучают электронным пучком до общей дозы 20 мрад при мощности дозы 2,5 мрад на прохождение (Е-Beam Services, Cranbury, NJ) с шириной скана 30 см и скоростью конвейера 0,08 см/сек. После облучения шайбы нагревают до 150oС под вакуумом в течение 2 ч, обеспечивая таким образом возможность рекомбинации свободных радикалов, что ведет по существу к не выявляемым остаточным свободным радикалам. Затем шайбы охлаждают до комнатной температуры со скоростью 5oС/мин.
Пример 10.
Способ изготовления ПЭСВММ с использованием теплового облучения и адиабатического плавления (ТОБ-АП).
Этот пример иллюстрирует способ изготовления ПЭСВММ, который имеет поперечно сшитую структуру и по существу не имеет выявляемых свободных радикалов, с помощью облучения ПЭСВММ, который был нагрет до температуры ниже точки плавления с тем, чтобы вызвать адиабатическое плавление ПЭСВММ.
Используют обычный образец прутковой заготовки, полученной плунжерным выдавливанием (прутковой заготовки Hoescht Celanese GUR 415, полученной y Westlake Plastics, Lenni, PА). Смола GUR 415, используемая для прутковой заготовки, имеет молекулярную массу 5000000 г/мол и содержит 500 мг/г стеарата кальция. Прутковую заготовку разрезают на цилиндры в форме "хоккейных шайб" (высота 4 см, диаметр 8,5 см).
Две шайбы упаковывают в стекловолоконный пакет (приобретенный y Fisher Scientific Co., Pittsburgh, PA)) для сведения к минимуму потери тепла на последующих этапах обработки. Во-первых, обернутые шайбы нагревают в течение ночи в воздушной конвекционной печи, поддерживая температуру 120oС. Как только шайбы удаляют из печи, их помещают под электронный пучок, падающий на одно из оснований линейного электронного ускорителя, работающего при 10 МэВ и 1 кВт) (AECL, Pinawa, Manitoba, Canada), и немедленно облучают до общей дозы соответственно 21 и 22,5 мрад. Мощность дозы составляет 2,7 мрад/мин. Поэтому при 21 мрад облучение проводят 7,8 мин, а при 22,5 мрад облучение проводят в течение 8,3 мин. После облучения шайбы охлаждают до комнатной температуры со скоростью 5oС/мин, в этот момент удаляют стекловолоконный пакет и проводят анализ образца.
Пример 11.
Сравнение свойств шайб из прутковых заготовок ПЭСВММ GUR 415 и шайб из прутковых заготовок, обработанных ХОБ-ПП и ТОБ-АП.
Этот пример иллюстрирует различные свойства облученных и необлученных образцов прутковой заготовки ПЭСВММ GUR 415, полученной в примерах 8 и 10. Исследуемые образцы следующие:
(i) исследуемые образцы (шайбы) из прутковой заготовки, которая была облучена при комнатной температуре, в последующем нагрета приблизительно до 150oС для полного плавления кристаллов полиэтилена с последующим охлаждением до комнатной температуры (ХОБ-ПП),
(ii) исследуемые образцы (шайбы) из прутковой заготовки, которая была нагрета до 120oС в стекловолоконном пакете с тем, чтобы свести к минимуму потерю тепла из шайб, с последующим немедленным облучением для создания адиабатического плавления кристаллов полиэтилена (ТОБ-АП) и
(iii) контрольная прутковая заготовка (без нагревания/плавления, без облучения).
А. Инфракрасная спектроскопия преобразования Фурье (ИСПФ).
Инфракрасную спектроскопию (ИС) образцов проводят с использованием инфракрасного микроскопа BioRad UMA 500 на тонких срезах образцов, полученных в примерах 8 и 10. Тонкие среды (50 мкм) готовят с помощью салазочного микротома. ИК-спектры собирают на глубине 20 мкм, 100 мкм и 3 мм ниже облученной поверхности шайб с размером апертуры 10•50 мкм2. Пики, наблюдаемые вокруг 1740-1700 см-1 связаны с группами, содержащими кислород. Следовательно, отношение площади под карбониловым пиком при 1740 см-1 к площади под метиленовым пиком при 1460 см-1, после вычитания соответствующих исходных величин, является показателем степени окисления. Табл. 8 и 9 суммируют степень окисления для образцов, описанных в табл. 8 и 10.
Эти данные показывают, что после процедур поперечной сшивки внутри тонкого слоя толщиной приблизительно 100 мкм происходит некоторое окисление. После механического удаления этого слоя конечный продукт должен иметь такие же уровни окисления, как необлученный контроль.
В. Дифференциальная сканирующая калориметрия (ДСК).
Используют ДСК7 Perkin-Elmer с ледяным водным теплоотводом и скоростью нагревания и охлаждения 10oС/мин с постоянной продувкой азотом. Кристалличность образцов, полученных в примерах 8 и 10, рассчитывают по массе образца и тепла плавления кристаллов полиэтилена, измеренного в течение первого цикла нагревания. Процент кристалличности дан по следующему уравнению:
где Е и w представляют собой соответственно тепло плавления (Дж или кал) и массу (г) исследуемого образца, а ΔH° представляет собой тепло плавления 100% кристаллического полиэтилена в джоулях на грамм (291 Дж/г или 69,2 кал/г). За точку плавления принимают температуру, соответствующую пику эндотермы. В некоторых случаях, когда имеются множественные пики эндотермы, сообщают о множественных точках плавления, соответствующих этим пикам эндотермы. Кристалличность и точки плавления образцов, описанных в примерах 8 и 10, приведены в табл. 10 и 11.
Данные показывают, что кристалличность существенно не меняется вплоть до поглощенной дозы 20 мрад. Поэтому эластические свойства поперечно сшитого материала должны оставаться по существу неизменными после поперечной сшивки. С другой стороны, эластические свойства можно изменять с помощью изменения кристалличности более высокими дозами. Данные также показывают, что материал после ТОБ-АП проявляет три пика плавления.
С. Эксперименты по трению цилиндрического образца о диск для определения скорости износа.
Эксперименты по трению цилиндрического образца о диск (ТОД) проводят на двухосевом тестере износа при трении цилиндрического образца о диск с частотой 2 Гц, в которых полимерные цилиндрические образцы исследуют действием трения цилиндрического образца о высоко отполированный Со-Сr диск. Перед заготовкой образцов цилиндрической формы (высотой 13 мм, диаметром 9 мм) для удаления наружного слоя, который окислился во время облучения, и после, и перед обработкой с поверхности шайб производят его механическую обработку. Затем цилиндрические образцы подвергают механической обработке от сердцевины шайб и исследуют на ТОД так, что поверхность падения электронного пучка обращена к Со-Сr диску. Исследования износа проводят до общего количества 2000000 циклов в бычьей сыворотке. Цилиндрические образцы взвешивают через каждые 500000 циклов, в табл. 12 и 13 приводятся средние величины потери массы (скорость износа) для образцов, полученных соответственно в примерах 8 и 10.
Результаты показывают, что поперечно сшитый ПЭСВММ имеет устойчивость к износу намного выше, чем необлученный контроль.
D. Содержание геля и коэффициент набухания.
Образцы разрезают на кубики размером 2 x 2 x 2 мм3 и держат погруженными в ксилен при 130oС в течение периода 24 ч. Для предотвращения распада образца в декалин добавляют антиоксидант (1% N-фенил-2-нафтиламин). Коэффициент набухания и содержание геля рассчитывают с помощью измерения массы образца перед экспериментом, после набухания в течение 24 ч и после вакуумной сушки набухшего образца. Результаты показаны в табл. 14 и 15 для образцов, полученных в примерах 8 и 10.
Результаты показывают, что коэффициент набухания существенно не меняется с увеличением поглощенной дозы, указывая на увеличение плотности поперечной сшивки. Содержание геля увеличилось, указывая на образование поперечно сшитой структуры.
Пример 12. Концентрация свободных радикалов в ПЭСВММ, полученном холодовым облучением с последующим плавлением и без плавления (ХОБ-ПП).
Этот пример иллюстрирует влияние плавления после холодового облучения ПЭСВММ на концентрацию свободных радикалов. Электронный парамагнитный резонанс (ЭПР) проводят при комнатной температуре в атмосфере азота в герметично закрытой кварцевой пробирке. Используемым прибором является стектрометр ЭПР Bruker ESP 300 и используемыми трубками являются пробирки для образцов Тареrlok EPR, приобретенные в Wilmad Glass Company, Buena, NJ.
Необлученные образцы не содержат в себе никаких свободных радикалов. Во время процесса облучения создаются свободные радикалы, которые в соответствующих условиях могут сохраняться в течение нескольких лет.
При исследовании с использованием методики ЭПР обработанные холодовым облучением образцы ПЭСВММ проявляют сильный сигнал свободных радикалов. При исследовании тех же образцов с использованием ЭПР после цикла плавления было обнаружено, что сигнал ЭПР снижен до не выявляемых уровней. Отсутствие свободных радикалов в обработанном холодовым облучением и в последующем расплавленном (рекристаллизованном) образце ПЭСВММ значит, что посредством атаки на захваченные радикалы не может произойти какое-либо дальнейшее окислительное разрушение.
Пример 13. Кристалличность и точка плавления на различных глубинах для ПЭСВММ, полученного с помощью холодового облучения и последующего плавления (ХОБ-ПП).
Этот пример иллюстрирует кристалличность и точку плавления на различных глубинах образцов поперечно сшитого ПЭСВММ, полученного в примере 8 при общей дозе облучения 20 мрад. Пробы берут из перекрестно сшитого образца на различных глубинах. Кристалличность и точку плавления определяют с использованием дифференциального сканирующего калориметра Perkin Elmer, как описано в примере 10(В). Результаты показаны в табл. 16.
Результаты показывают, что кристалличность варьирует как функция глубины от поверхности. Внезапное падение при 16 мм является следствием каскадного эффекта. Пик поглощенной дозы расположен приблизительно на глубине 16 мм, где уровень дозы может достигать 27 Мрад.
Пример 14.
Сравнение ПЭСВММ, полученного с помощью ХОБ-ПП с использованием плавления в воздухе, в сравнении с плавлением под вакуумом.
Этот пример иллюстрирует, что уровни окисления шайб ПЭСВММ, полученных с помощью ХОБ-ПП, расплавленных или в воздухе, или под вакуумом, такие же, как необлученных шайб на глубине 3 мм ниже уровня поверхности шайб.
Используют обычную полученную плунжерным выдавливанием прутковую заготовку (прутковую заготовку Hoescht Celanese GUR 415, полученную y Westlake Plastics, Lenni, PA). Смола GUR 415, используемая для прутковой заготовки, имеет молекулярную массу 5000000 г/мол и содержит 500 м/г стеарата кальция. Прутковую заготовку разрезают на цилиндры в форме "хоккейных шайб" (высота 4 см, диаметр 8,5 см).
Две шайбы облучают при комнатной температуре при мощности дозы 2,5 Мрад на прохождение до общей поглощенной дозы 17,5 мрад по данным измерения на верхней поверхности (падение электронного пучка) (AECL, Pinawa, Manitoba, Canada), с шириной сканирования 30 см и скоростью конвейера 0,07 см/сек. Шайбы не упаковывают, и облучение проводят в воздухе. После облучения одну шайбу нагревают под вакуумом до 150oС в течение 2 ч, а другую шайбу нагревают в воздухе до 150oС в течение 2 ч с тем, чтобы приобрести состояние невыявляемого остаточного содержания кристаллического вещества и невыявляемых остаточных свободных радикалов. Затем шайбы охлаждают до комнатной температуры со скоростью 5oС/мин. Затем шайбы анализируют на степень окисления, как описано в примере 11(А). В табл. 17 суммируются результаты, полученные по степени окисления.
Результаты показывают, что в пределах 3 мм ниже свободных поверхностей уровень окисления в облученных образцах ПЭСВММ упал до уровней окисления, наблюдаемых в необлученном контрольном ПЭСВММ. Это не зависит от атмосферы плавления после облучения (воздух или вакуум). Поэтому плавление после облучения может проводиться в воздушной конвекционной печи без окисления сердцевины облученной шайбы.
Пример 15.
Способ изготовления ПЭСВММ с использованием холодового облучения и последующего плавления с использованием гамма-облучения (ТОБ-ПП).
Этот пример иллюстрирует способ изготовления ПЭСВММ, который имеет поперечно сшитую структуру и по существу не имеет выявляемых свободных радикалов, с помощью холодового облучения гамма-облучением с последующим плавлением ПЭСВММ.
Используют обычный образец прутковой заготовки, полученной плунжером выдавливания (прутковой заготовки Hoescht Celanese GUP 415, полученной y Westlake Plastics, Lenni, PA). Смола 415, используемая для прутковой заготовки, имеет молекулярную массу 5000000 г/мол и содержит 500 мг/г стеарата кальция. Прутковую заготовку разрезают на цилиндры в форме "хоккейных шайб" (высота 4 см, диаметр 8,5 см).
Шайбы облучают при комнатной температуре при мощности дозы 0,05 мрад/мин до общей поглощенной дозы 4 мрад, по данным измерения на верхней поверхности (падения гамма-лучей) (Isomedix, Northboro, МА). Шайбы не упаковывают, и облучение проводится в воздухе. После облучения шайбы нагревают до 150oС под вакуумом в течение 2 ч с тем, чтобы расплавить полимер и, таким образом, привести к рекомбинации свободных радикалов, что ведет по существу к не выявляемым остаточным свободным радикалам.
Пример 16.
I. Способ изготовления ПЭСВММ с использованием теплового облучения и частичного адиабатического плавления с последующим полным плавлением (ТОБ-ДП).
Этот пример иллюстрирует способ изготовления ПЭСВММ, который имеет поперечно сшитую структуру, проявляет в дифференциальном сканирующем калориметре (ДСК) две отчетливые эндотермы плавления и по существу не имеет выявляемых свободных радикалов, с помощью облучения ПЭСВММ, который был нагрет до температуры ниже точки плавления с тем, чтобы вызвать адиабатическое частичное плавление ПЭСВММ, и с помощью последующего плавления ПЭСВММ. Прутковую заготовку GUP 4050 (изготовленную из полученной плунжерным выдавливания смолы Hoescht Celanese GUR 4050, полученной y Westlake Plastics, Lenni, PA) подвергают механической обработке для получения хоккейных шайб диаметром 8,5 см и толщиной 4 см. Двадцать пять шайб, 25 алюминиевых держателей и 25 стекловолоконных покрытий размером 20 см x 20 см предварительно нагревают в течение ночи до 125oС в воздушной конвекционной печи. Каждую из предварительно нагретых шайб помещают в предварительно нагретый алюминиевый держатель, которой покрыт предварительно нагретым стекловолоконным покрытием для сведения к минимуму потери тепла в окружающую среду во время облучения. Затем шайбы облучают в воздухе с использованием пучка электронов 10 МэВ, 1 кВт с шириной сканирования 30 см (AECL, Pinawa, Minitoba, Canada). Скорость конвейера 0,07 см/с, что дает мощность дозы 70 кГр на прохождение. Шайбы облучают в два прохождения под пучком для достижения общей поглощенной дозы 140 кГр. Во избежание какой-либо потери тепла из шайб, как только шайбы выходят из зоны электронного пучка, в течение второго прохождения движение ремня конвейера меняют на обратное. После теплового облучения 15 шайб нагревают до 150oС в течение 2 ч с тем, чтобы получить полное плавление кристаллов и существенное устаранение свободных радикалов.
А. Термические свойства (ДСК) образцов, полученных в примере 16.
Используют ДСК7 Рerkin-Elmer с ледяным водным теплоотводом и скоростью нагревания и охлаждения 10oС/мин с постоянной продувкой азотом. Кристалличность образцов, полученных в примере 16, рассчитывают по массе образца и тепла плавления кристаллов полиэтилена (69,2 кал/г). За точку плавления принимают температуру, соответствующую пику эндотермы. В случае множественных пиков эндотермы сообщают о множестве точек плавления.
В табл. 18 показаны изменения, полученные в характере плавления и кристалличности полимера как функции глубины от поверхности падения электронного пучка. На фиг.8 показаны репрезентативные эндотермы плавления ДСК, полученные в 2 см ниже поверхности падения электронного пучка, полученные и перед и после последующего плавления.
Эти результаты показывают, что в результате последующего этапа плавления в этом варианте реализации процесса ТОБ-АП характер плавления ПЭСВММ радикально меняется. Перед последующим плавлением полимер проявлял три пика плавления, тогда как в результате последующего плавления он проявлял два пика плавления.
В. Электронный парамагнитный резонанс (ЭПР).
ЭПР проводят при комнатной температуре на образцах, полученных в примере 16 после помещения образцов в атмосферу азота в герметично закрытой кварцевой пробирке. Используемым прибором является спектрометр ЭПР Bruker ESP 300 и используемыми трубками являются пробирки для образцов Taperlok EPR (приобретенные в Wilmad Glass Company, Buena, NJ).
Необлученные образцы не содержат в себе никаких выявляемых свободных радикалов. Во время процесса облучения создаются свободные радикалы, которые в соответствующих условиях могут сохраняться, по меньшей мере, в течение нескольких лет.
Перед последующим плавлением результаты ЭПР показали сложный пик свободных радикалов, составленный как из перокси, так и из первичных свободных радикалов. После последующего плавления ЭПР сигнал свободных радикалов был снижен до не выявляемых уровней. Эти результаты показывают, что свободные радикалы, вызванные процессом облучения, по существу удаляются после последующего этапа плавления. Таким образом, ПЭСВММ высоко устойчив к окислению.
Пример 17.
II. Способ изготовления ПЭСВММ с использованием теплового облучения и частично адиабатического плавления с последующим полным плавлением (ТОБ-АП).
Этот пример иллюстрирует способ изготовления ПЭСВММ, который имеет поперечно сшитую структуру, проявляет в ДСК две отчетливые эндотермы плавления и по существу не имеет выявляемых свободных радикалов, с помощью облучения ПЭСВММ, который был нагрет до температуры ниже точки плавления с тем, чтобы вызвать адиабатическое частичное плавление ПЭСВММ, и с помощью последующего плавления ПЭСВММ.
Прутковую заготовку GUR 4020 (изготовленную из полученной плунжерным выдавливания смолы Hoescht Celanese GUR 4020, полученной y Westlake Plastics, Lenni, PA) подвергают механической обработке для получения хоккейных шайб диаметром 8,5 см и толщиной 4 см. Двадцать пять шайб, 25 алюминиевых держателей и 25 стекловолоконных покрытий размером 20 см x 20 см предварительно нагревают в течение ночи до 125oС в воздушной конвекционной печи. Каждую из предварительно нагретых шайб помещают в предварительно нагретый алюминиевый держатель, который покрыт предварительно нагретым стекловолоконным покрытием для сведения к минимуму потери тепла в окружающую среду во время облучения. Затем шайбы облучают в воздухе с использованием пучка электронов 10 МэВ, 1 кВт с шириной сканирования 30 см (AECL, Pinawa, Minitoba, Canada). Скорость конвейера 0,07 см/с, что дает мощность дозы 70 кГр на прохождение. Шайбы облучают в два прохождения под пучком для достижения общей поглощенной дозы 140 кГр. Во избежание какой-либо потери тепла из шайб, как только шайбы выходят из зоны электронного пучка, в течение второго прохождения движение ремня конвейера меняют на обратное. После теплового облучения 15 шайб нагревают до 150oС в течение 2 ч с тем, чтобы получить полное плавление кристаллов и существенное устранение свободных радикалов.
Пример 18.
III. Способ изготовления ПЭСВММ с использованием теплового облучения и частичного адиабатического плавления с последующим полным плавлением (ТОБ-АП).
Этот пример иллюстрирует способ изготовления ПЭСВММ, который имеет поперечно сшитую структуру, проявляет в ДСК две отчетливые эндотермы плавления и по существу не имеет выявляемых свободных радикалов, с помощью облучения ПЭСВММ, который был нагрет до температуры ниже точки плавления с тем, чтобы вызвать адиабатическое частичное плавление ПЭСВММ, и с помощью последующего плавления ПЭСВММ.
Прутковую заготовку GUR 1050 (изготовленную из полученной плунжерным выдавливания смолы Hoescht Celanese GUR 1050, полученной y Westlake Plastics, Lenni, PA) подвергают механической обработке для получения хоккейных шайб диаметром 8,5 см и толщиной 4 см. Восемнадцать шайб, 18 алюминиевых держателей и 18 стекловолоконных покрытий размером 20 см х 20 см предварительно нагревают в течение ночи до 125oС, 90oС или 70oС в воздушной конвекционной печи. Каждую из предварительно нагретых шайб помещают в предварительно нагретый алюминиевый держатель, который покрыт предварительно нагретым стекловолоконным покрытием для сведения к минимуму потери тепла в окружающую среду во время облучения. Затем шайбы облучают в воздухе с использованием пучка электронов 10 МэВ, 1 кВт с шириной сканирования 30 см (AECL, Pinawa, Minitoba, Canada). Скорость конвейера 0,06 см/с, что дает мощность дозы 75 кГр на прохождение. Шайбы облучают в два прохождения под пучком для достижения общей поглощенной дозы 150 кГр. Во избежание какой-либо потери тепла из шайб, как только шайбы выходят из зоны электронного пучка, в течение второго прохождения движение ремня конвейера меняют на обратное. После теплового облучения половину шайб нагревают до 150oС в течение 2 ч с тем, чтобы получить полное плавление кристаллов и существенное устранение свободных радикалов.
А. Термические свойства образцов, полученных в примере 18.
Используют ДСК7 Perkin-Elmer с ледяным водным теплоотводом и скоростью нагревания и охлаждения 10oС/мин с постоянной продувкой азотом. Кристалличность образцов, полученных в примере 18, рассчитывают по массе образца и тепла плавления кристаллов полиэтилена (69,2 кал/г). За точку плавления принимают температуру, соответствующую пику эндотермы. В случае множественных пиков эндотермы сообщают о множестве точек плавления.
В табл. 19 показано влияние температуры предварительного нагревания на характер плавления и кристалличность полимера. На фиг.9 показан профиль ДСК шайбы, обработанной способом ТОБ-АП при температуре предварительного нагревания 125oС, и перед, и после последующего плавления.
Эти результаты показывают, что в этом варианте реализации процесса ТОБ-АП в результате последующего этапа плавления характер плавления ПЭСВММ радикально меняется. Перед последующим плавлением полимер проявляет три пика плавления, тогда как в результате последующего плавления он проявляет два пика плавления.
Пример 19.
IV. Способ изготовления ПЭСВМ с использованием теплового облучения и частичного адиабатического плавления с последующим полным плавлением (ТОБ-АП).
Этот пример иллюстрирует способ изготовления ПЭСВММ, который имеет поперечно сшитую структуру, проявляет в ДСК две отчетливые эндотермы плавления и по существу не имеет выявляемых свободных радикалов, с помощью облучения ПЭСВММ, который был нагрет до температуры ниже точки плавления с тем, чтобы вызвать адиабатическое частичное плавление ПЭСВММ, и с помощью последующего плавления полимера.
Прутковую заготовку GUR 1020 (изготовленную из полученной плунжерным выдавливания смолы Hoescht Celanese GUR 1020, полученной y Westlake Plastics, Lenni, PA) подвергают механической обработке для получения хоккейных шайб диаметром 7,5 см и толщиной 4 см. Десять шайб, 10 алюминиевых держателей и 10 стекловолоконных покрытий размером 20 см х 20 см предварительно нагревают в течение ночи до 125oС в воздушной конвекционной печи. Каждую из предварительно нагретых шайб помещают в предварительно нагретый алюминиевый держатель, который покрыт предварительно нагретым стекловолоконным покрытием для сведения к минимуму потери тепла в окружающую среду во время облучения. Затем шайбы облучают в воздухе с использованием ускорителя пучка электронов 10 МэВ, 1 кВт (AECL, Pinawa, Minitoba, Canada). Ширину сканирования и скорость конвейера подбирали для достижения желаемой дозы на прохождение. Затем шайбы облучают для достижения общей поглощенной дозы 61, 70, 80, 100, 140 и 160 кГр. Для поглощенной дозы 61, 70, 80 кГр облучение завершают в одно прохождение, тогда как для 100, 140 и 160 его завершают в два прохождения. Для каждой поглощенной дозы облучают шесть шайб. Во время экспериментов с двумя прохождениями, во избежание какой-либо потери тепла из шайб, как только шайбы выходят из зоны электронного пучка, в течение второго прохождения движение ремня конвейера меняют на обратное. После теплового облучения половину шайб нагревают до 150oС в течение 2 ч в воздушной конвекционной печи с тем, чтобы получить полное плавление кристаллов и существенное устранение свободных радикалов.
Пример 20.
V. Способ изготовления ПЭСВММ с использованием теплового облучения и частичного адиабатического плавления с последующим полным плавлением (ТОБ-ДП).
Этот пример иллюстрирует способ изготовления ПЭСВММ, который имеет поперечно сшитую структуру, проявляет в ДСК две отчетливые эндотермы плавления и по существу не имеет выявляемых свободных радикалов, с помощью облучения ПЭСВММ, который был нагрет до температуры ниже точки плавления с тем, чтобы вызвать адиабатическое частичное плавление ПЭСВММ, и с помощью последующего плавления полимера.
Прутковую заготовку GUR 4150 (изготовленную из полученной плунжерным выдавливания смолы Hoescht Celanese GUR 4150, полученной y Westlake Plastics, Lenni, PA) подвергают механической обработке для получения хоккейных шайб диаметром 7,5 см и толщиной 4 см. Десять шайб, 10 алюминиевых держателей и 10 стекловолоконных покрытий размером 20 см х 20 см предварительно нагревают в течение ночи до 125oС в воздушной конвекционной печи. Каждую из предварительно нагретых шайб помещают в предварительно нагретый алюминиевый держатель, который покрыт предварительно нагретым стекловолоконным покрытием для сведения к минимуму потери тепла в окружающую среду во время облучения. Затем шайбы облучают в воздухе с использованием ускорителя пучка электронов 10 МэВ, 1 кВт (AECL, Pinawa, Minitoba, Canada). Ширину сканирования и скорость конвейера подбирали для достижения желаемой дозы на прохождение. Шайбы облучают для достижения общей поглощенной дозы 61, 70, 80, 100, 140 и 160 кГр. Для каждой поглощенной дозы облучают шесть шайб. Для поглощенной дозы 61, 70, 80 кГр облучение завершают в одно прохождение, тогда как для 100, 140 и 160 его завершают в два прохождения.
После облучения три шайбы из каждого различного уровня поглощенной дозы нагревают до 150oС в течение 2 ч для полного плавления кристаллов и снижения концентрации свободных радикалов до невыявляемых уровней.
А. Термические свойства образцов, полученных в примере 20.
Используют ДСК7 Perkin-Elmer с ледяным водным теплоотводом и скоростью нагревания и охлаждения 10oС/мин с постоянной продувкой азотом. Кристалличность образцов, полученных в примере 20, рассчитывают по массе образца и тепла плавления кристаллов полиэтилена (69,2 кал/г). За точку плавления принимают температуру, соответствующую пику эндотермы. В случае множественных пиков эндотермы сообщают о множестве точек плавления.
В табл. 20 показаны полученные результаты как функцию уровня общей поглощенной дозы. При изученных уровнях поглощенной дозы после последующего этапа плавления полимер проявил пики плавления (Т=~118oС, Т=~137oС).
Пример 21.
Подъем температуры во время процесса ТОБ-АП.
Этот пример демонстрирует, что во время процесса теплового облучения температура возрастает, приводя к адиабатическому частичному или полному плавлению ПЭСВММ.
Прутковую заготовку GUR 4150 (изготовленную из полученной плунжерным выдавливания смолы Hoescht Celanese GOR 4150, полученной y Westlake Plastics, Lenni, PA) подвергают механической обработке для получения хоккейной шайбы диаметром 8,5 см и толщиной 4 см. В центре корпуса шайбы сверлят одно отверстие. В это отверстие помещают термопару типа К. Шайбу предварительно нагревают до 130oС в воздушной конвекционной печи. Затем шайбу облучают с использованием пучка электронов 10 МэВ, 1 кВт (AECL, Pinawa Minitoba, Canada). Облучение проводят в воздухе с шириной сканирования 30 см. Мощность дозы составляет 27 кГр/мин, и шайбу оставляют в неподвижном состоянии под пучком. Во время облучения постоянно измеряют температуру шайбы.
На фиг.10 показан подъем температуры в шайбе, полученный во время процесса облучения. Исходно температура находится на уровне температуры предварительного нагревания (130oС). Как только включают пучок, температура возрастает, и в течение этого периода времени кристаллы ПЭСВММ плавятся. Начиная со 130oС, происходит плавление кристаллов меньшего размера, указывая на то, что во время нагревания происходит частичное плавление. При температуре около 145oС, когда происходит резко изменение характера нагревания, достигается полное плавление. После этой точки температура в расплавленном материале продолжает расти.
Этот пример демонстрирует, что во время процесса ТОБ-АП уровень поглощенной дозы (продолжительность облучения) может подбираться для того, чтобы частично или полностью расплавить полимер. В первом случае плавление может завершаться с помощью дополнительного этапа плавления в печи для устранения свободных радикалов.
Пример 22.
Способ изготовления ПЭСВММ с использованием теплового облучения и частичного адиабатического плавления с последующим полным плавлением (ТОБ-АП).
Этот пример иллюстрирует способ изготовления ПЭСВММ, который имеет поперечно сшитую структуру и по существу не имеет выявляемых свободных радикалов, с помощью облучения ПЭСВММ при достаточно высокой мощности дозы для того, чтобы вызвать адиабатическое нагревание ПЭСВММ, и с помощью последующего плавления полимера.
Прутковую заготовку GUR 4150 (изготовленную из полученной плунжерным выдавливания смолы Hoescht Celanese GUR 4150, полученной y Westlake Plastics, Lenni, PA) подвергают механической обработке для получения хоккейных шайб диаметром 8,5 см и толщиной 4 см. Двенадцать шайб стационарно облучают в воздухе при мощности дозы 60 кГр/мин с использованием электронов 10 МэВ, 30 кВт (Е-Beam Services, Cranbury, NJ). Шесть из шайб облучают до общей дозы 170 мГр, в то время как другие шесть облучают до общей дозы 200 кГр. В конце облучения температура шайб превышает 100oС.
После облучения одну шайбу из каждой серии нагревают до 150oС в течение 2 ч для полного плавления кристаллов и снижения концентрации свободных радикалов до невыявляемых уровней.
А. Термические свойства образцов, полученных в примере 22.
Используют ДСК7 Perkin-Elmer с ледяным водным теплоотводом и скоростью нагревания и охлаждения 10oС/мин с постоянной продувкой азотом. Кристалличность образцов, полученных в примере 22, рассчитывают по массе образца и тепла плавления кристаллов полиэтилена (69,2 кал/г). За точку плавления принимают температуру, соответствующую пику эндотермы.
В табл. 21 суммируется влияние общей поглощенной дозы на термические свойства ПЭСВММ, обработанного ХОБ-АП и до и после последующего процесса плавления. Полученные результаты показывают единственный пик плавления как до, так и после последующего этапа плавления.
Пример 23.
Сравнение характера деформации растяжения необлученного ПЭСВММ, подвергнутого холодовому облучению и последующему плавлению ПЭСВММ (ХОБ-ПП) и тепловому облучению и частичному адиабатическому плавлению и последующему плавлению (ТОБ-АП).
Этот пример сравнивает характер деформации растяжения ПЭСВММ в его необлученной форме и облученной форме посредством способов ХОБ-ПП и ТОБ-АП.
Для получения образцов "собачьей кости" для исследования растяжения используют стандарт ASTM D638 Type V. Исследование растяжения проводят на тестере Instron 4120 Universal при скорости головки шатуна 10 мм/мин. Характер деформации напряжения при технологической обработке рассчитывают по данным смещения при нагрузке после ASTM D638.
Образцы "собачьей кости" получают путем механической обработки из хоккейных шайб GUR 4150 (изготовленных из полученной плунжерным выдавливания смолы Hoescht Celanese GUR 4150, полученной у Westlake Plastics, Lenni, PA), которые были обработаны способами ХОБ-ПП и ТОБ-АП. При ХОБ-ПП соблюдают способ, описанный в примере 8, тогда как при ТОБ-АП следуют способу, описанному в примере 17. В обоих случаях общая поданная доза составляет 150 кГр.
На фиг. 11 показан характер растяжимости, полученный для необлученного контроля, образцов, обработанных ХОБ-ПП и обработанных ТОБ-АП. Он показывает изменение характера деформации растяжения ПЭСВММ, обработанного ХОБ-ПП и ТОБ-АП, даже если в обоих способах облучение проводят до 150 кГр. Это различие возникает вследствие двухфазной структуры, полученной с помощью использования способа ТОБ-АП.
Специалисты в этой области смогут убедиться в возможности множества эквивалентов определенных вариантов реализации описанного здесь изобретения с использованием не более чем обычных экспериментов. Предполагается, что следующая формула изобретения охватывает эти и все другие эквиваленты.
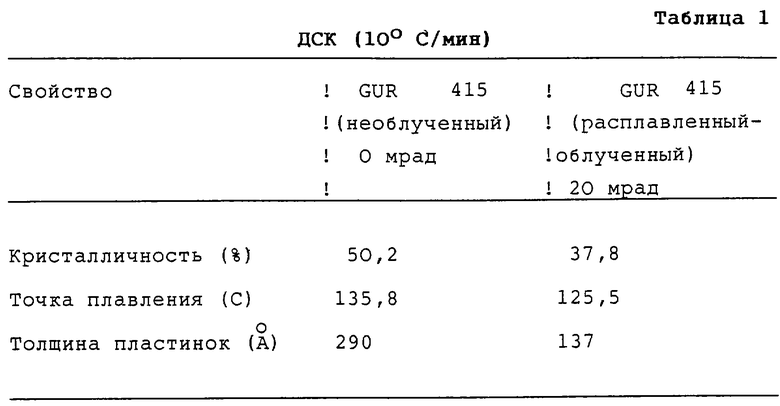
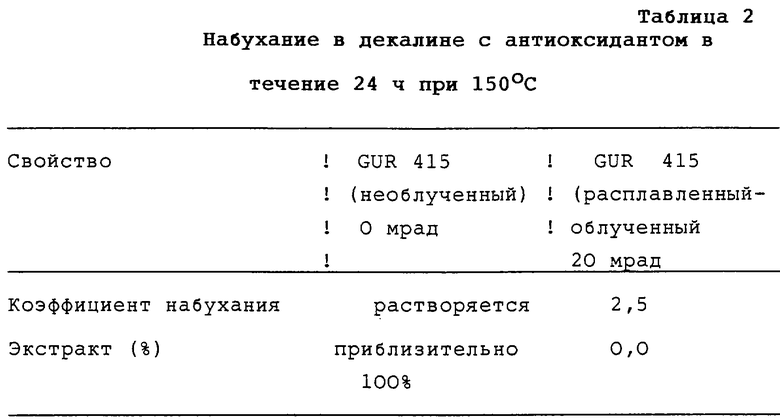
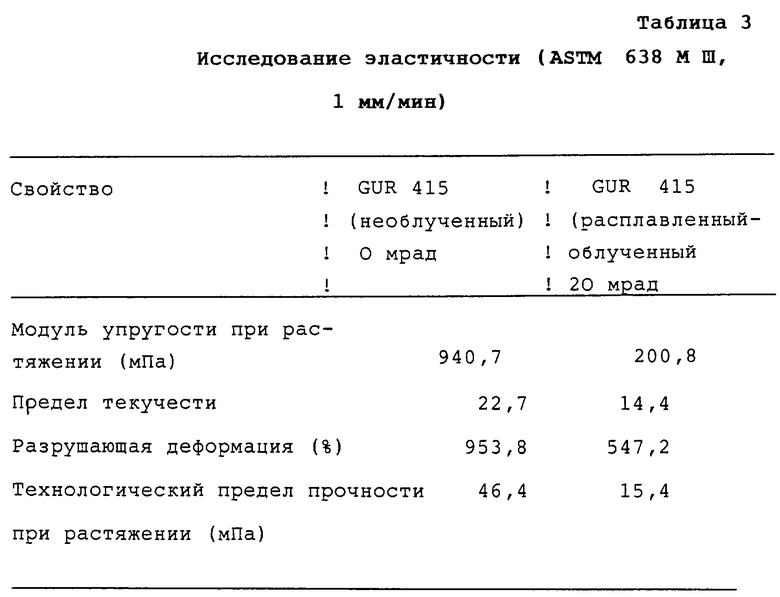
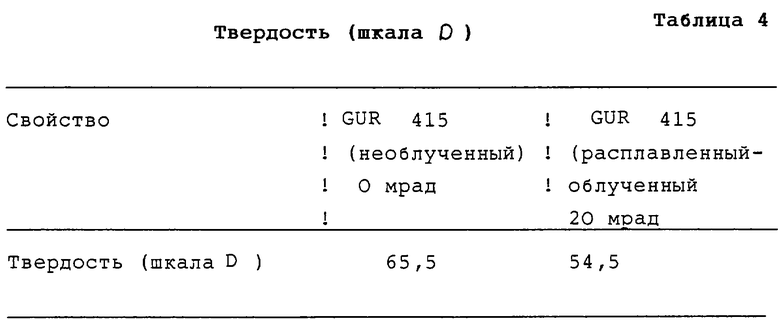
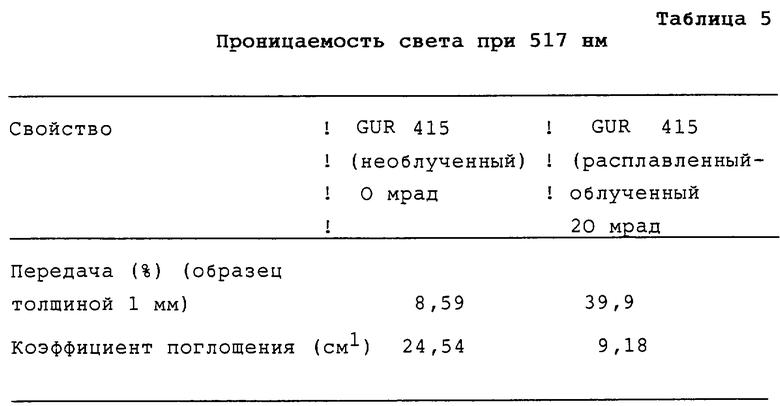
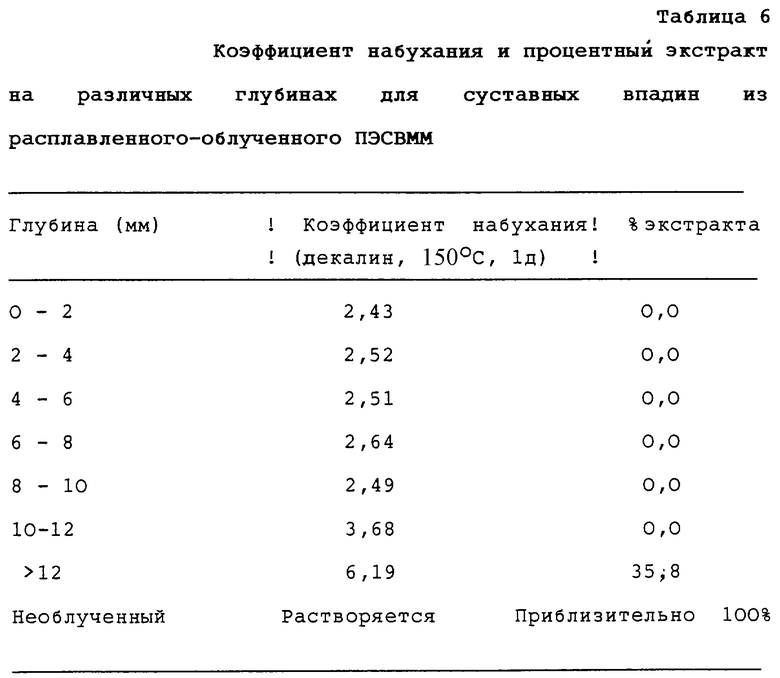
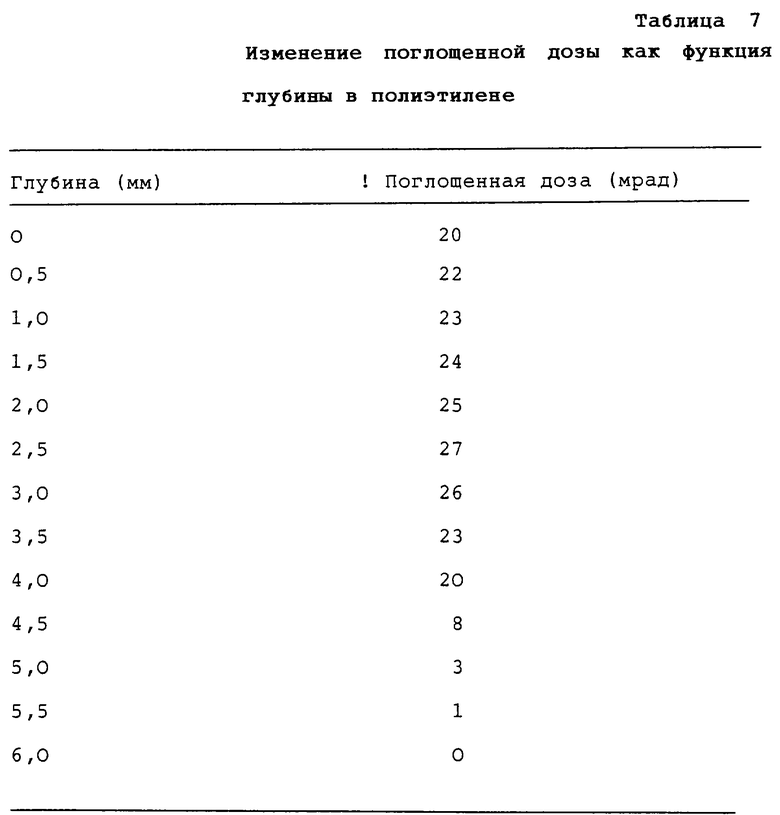
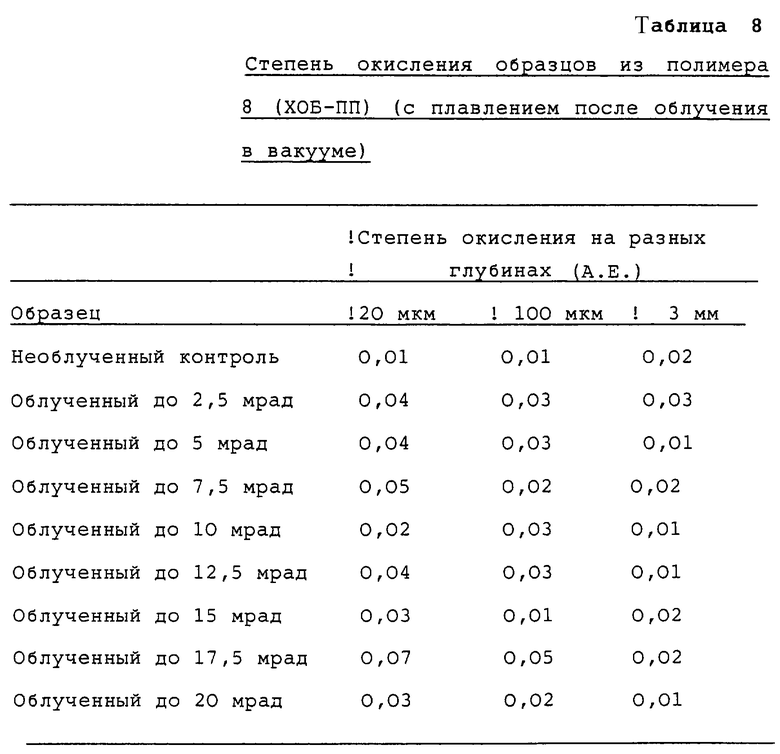
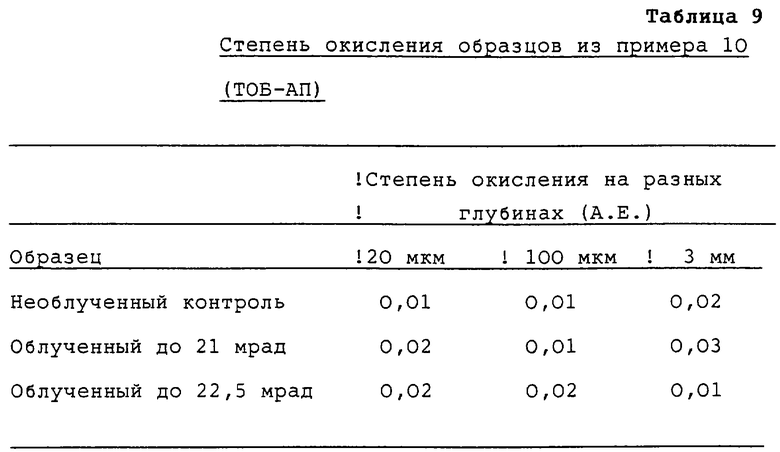
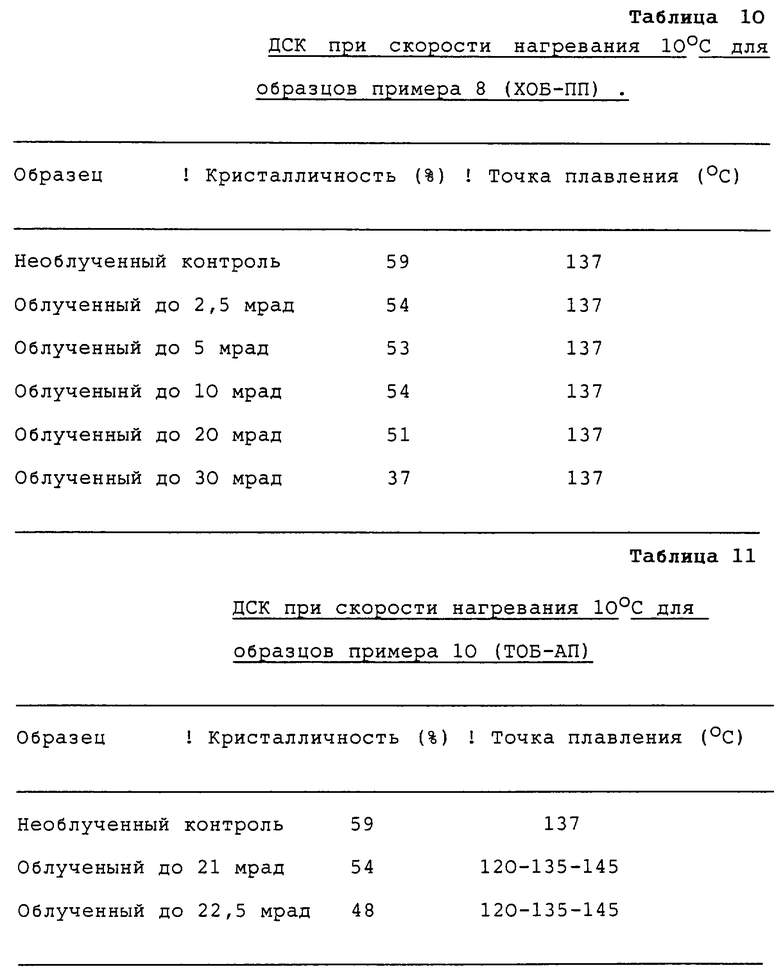
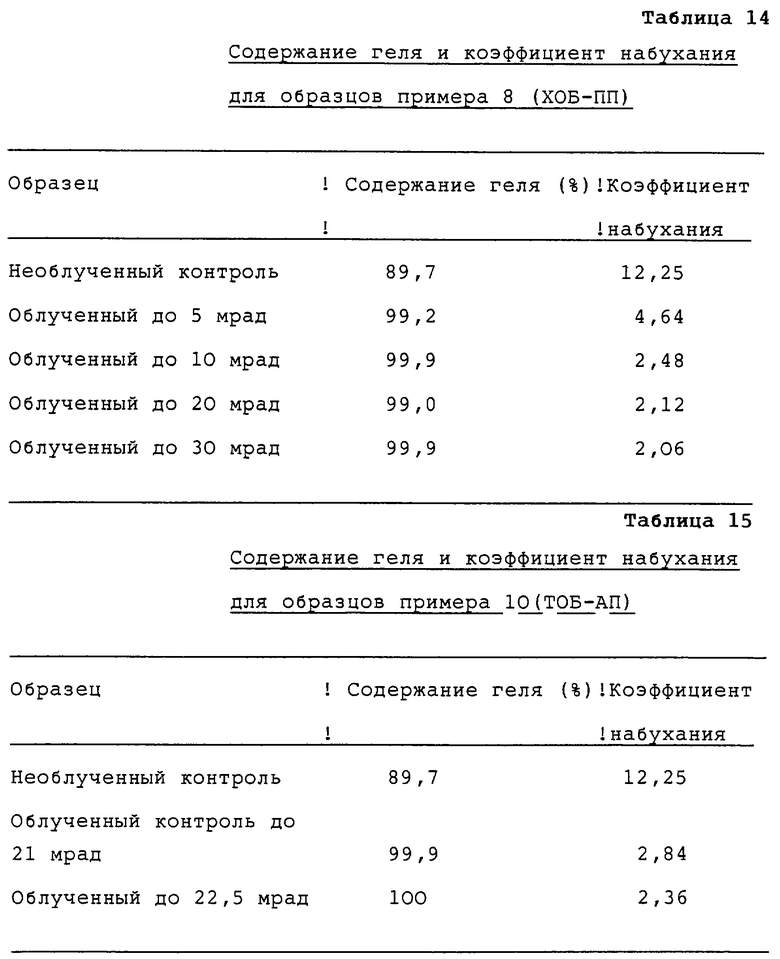
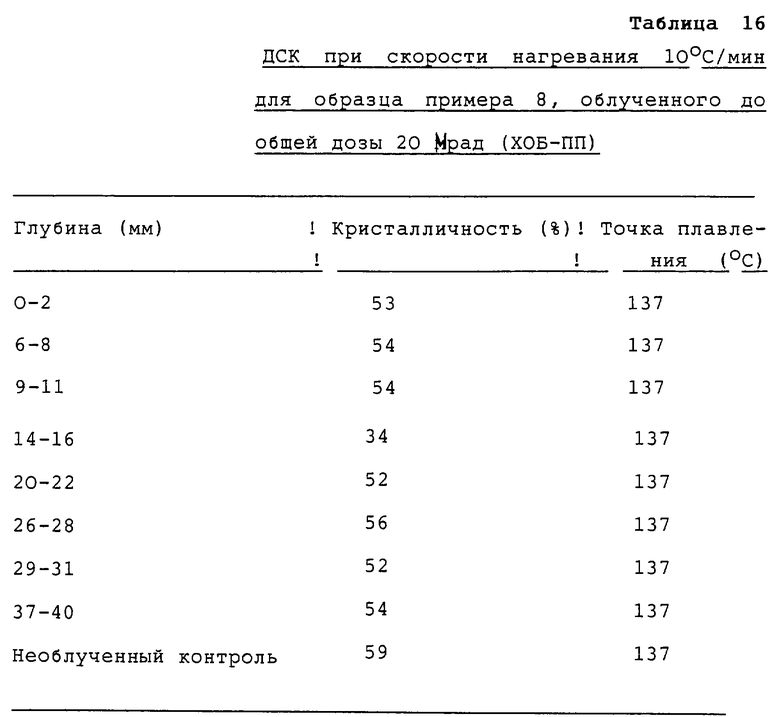
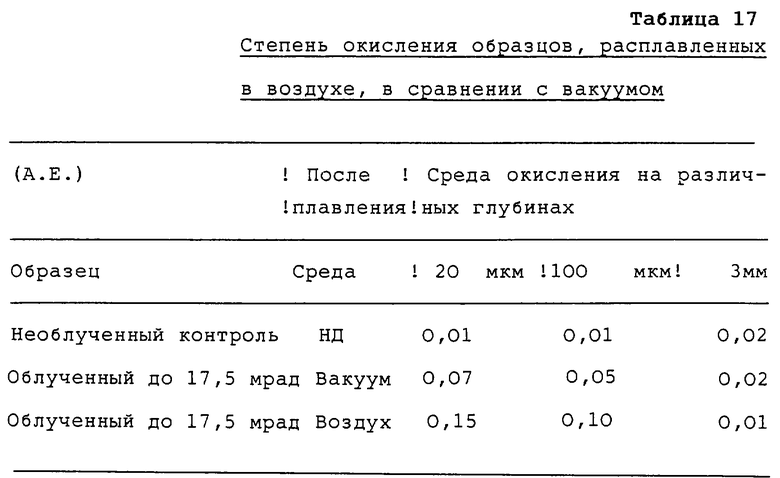
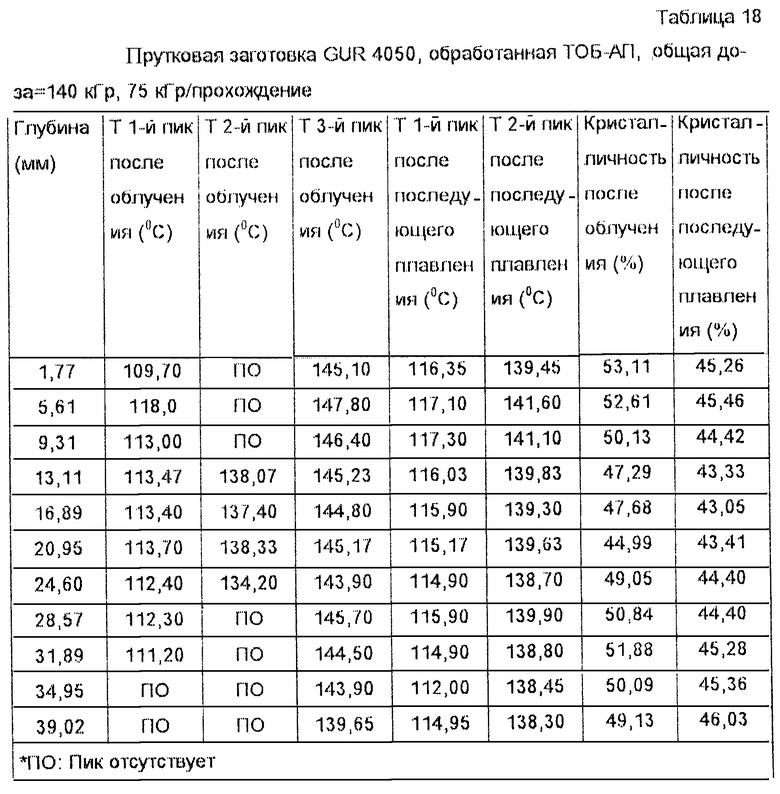
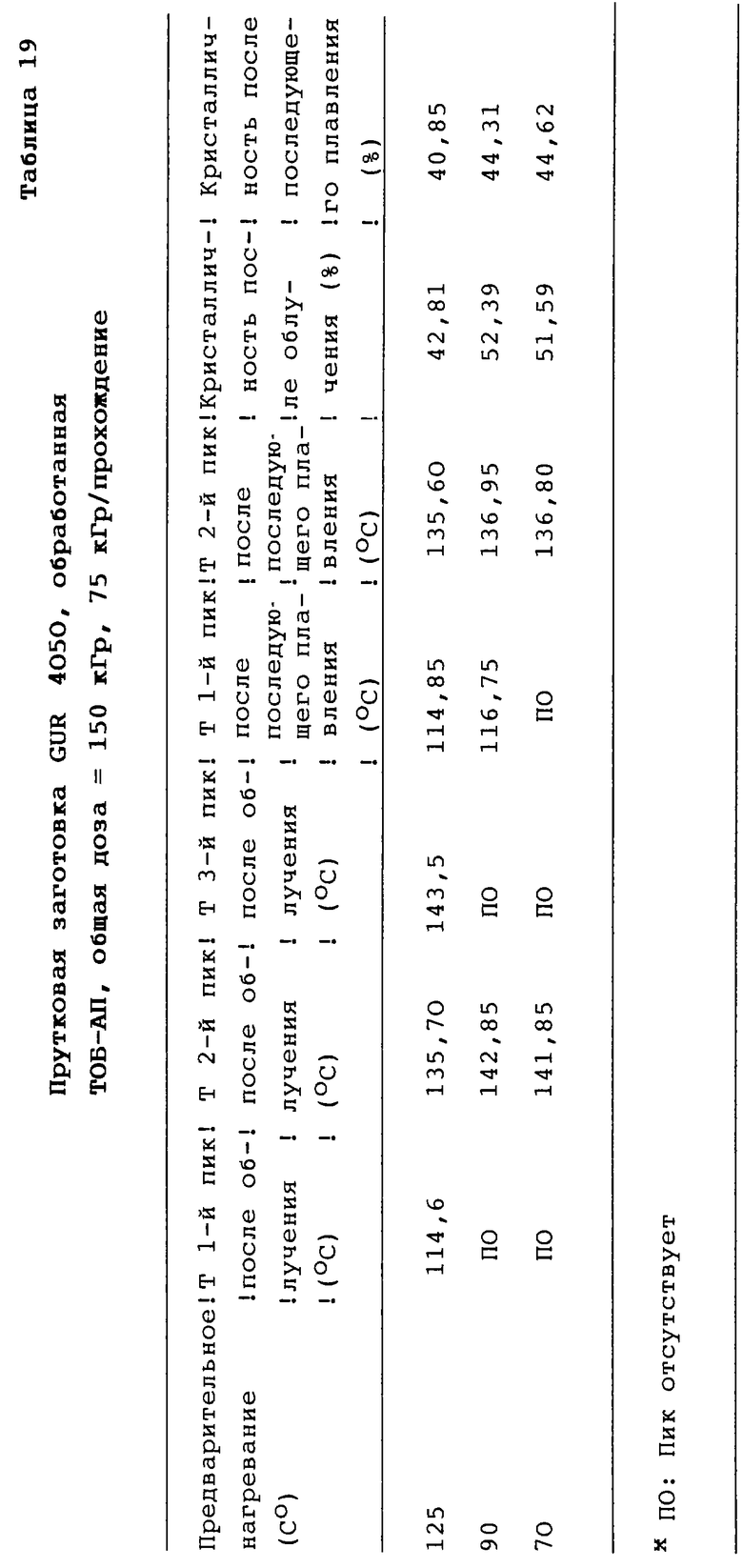
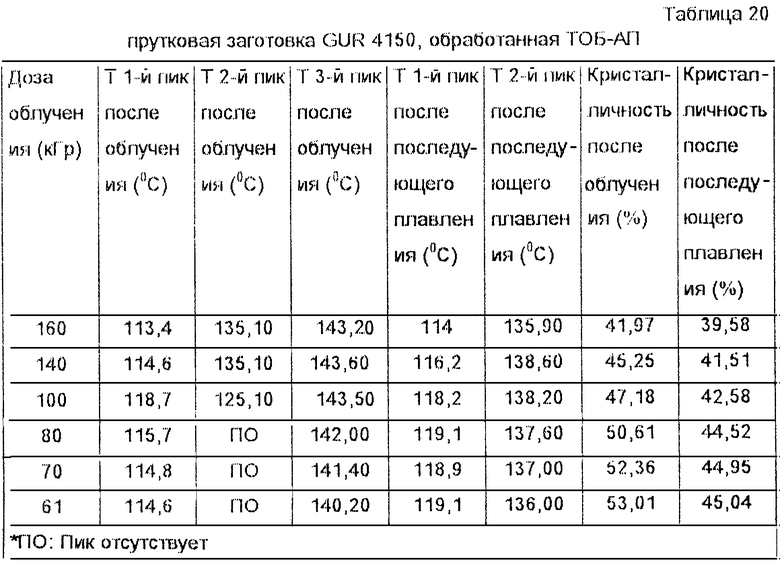
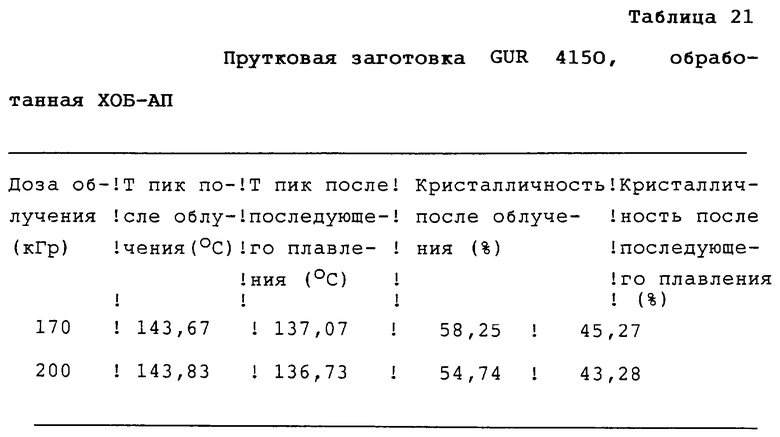
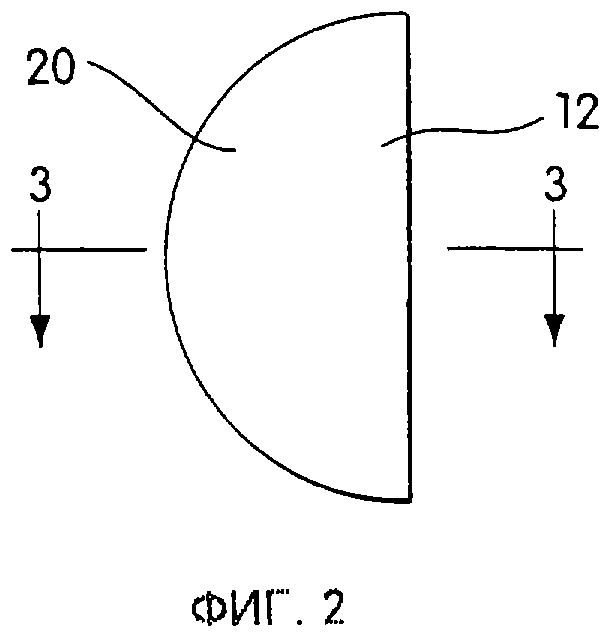
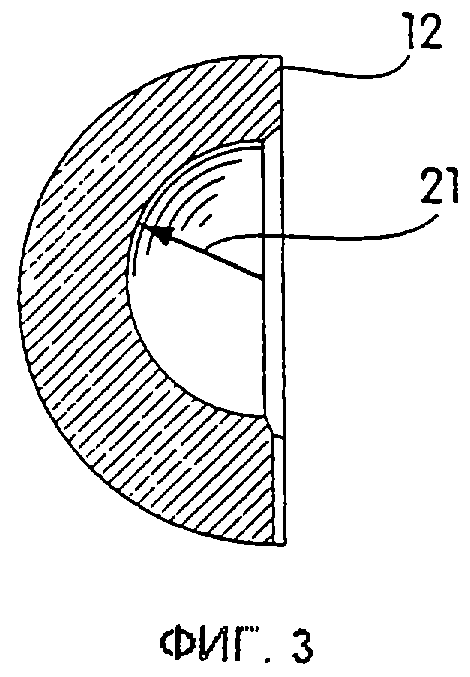
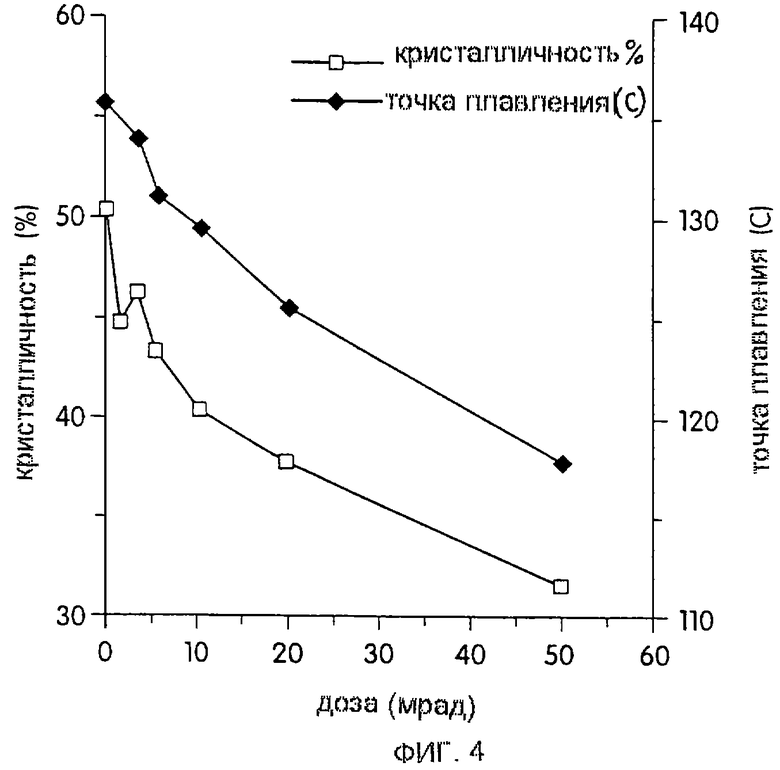
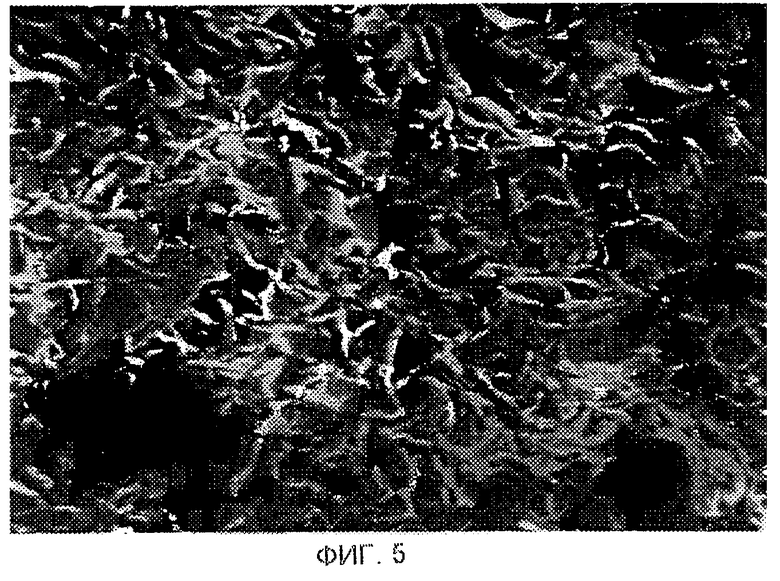
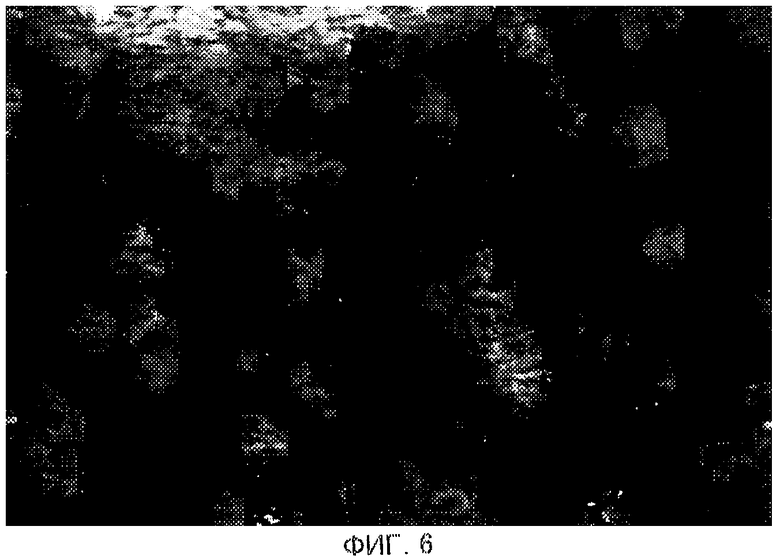
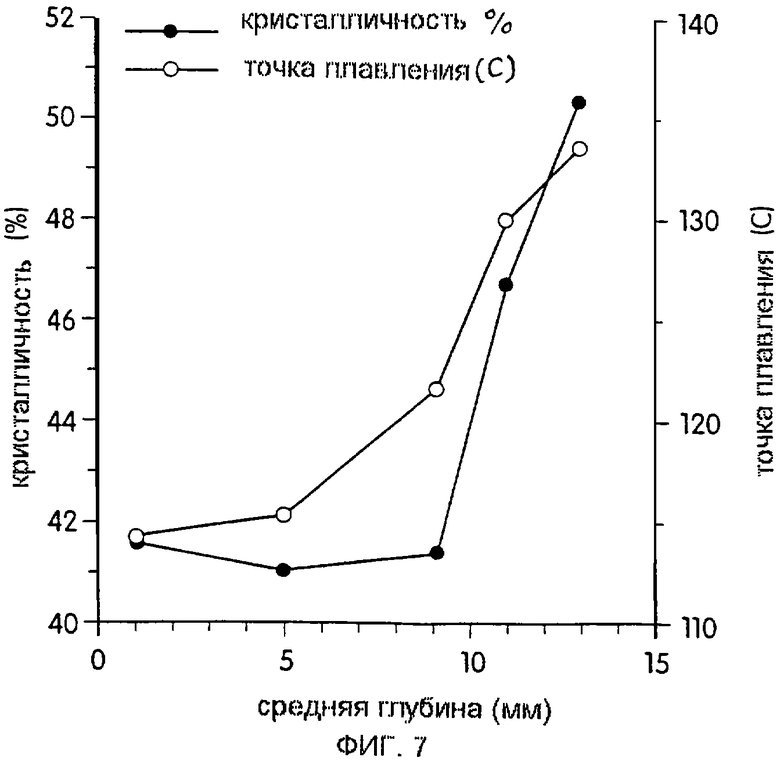
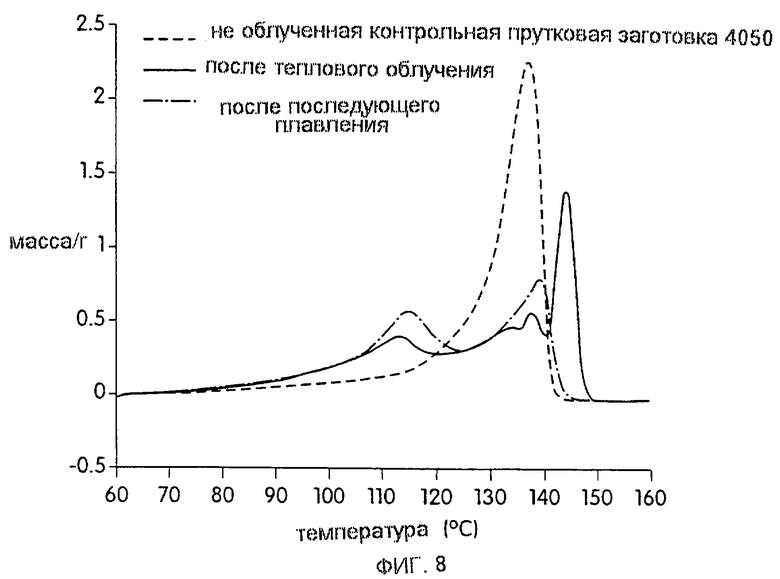
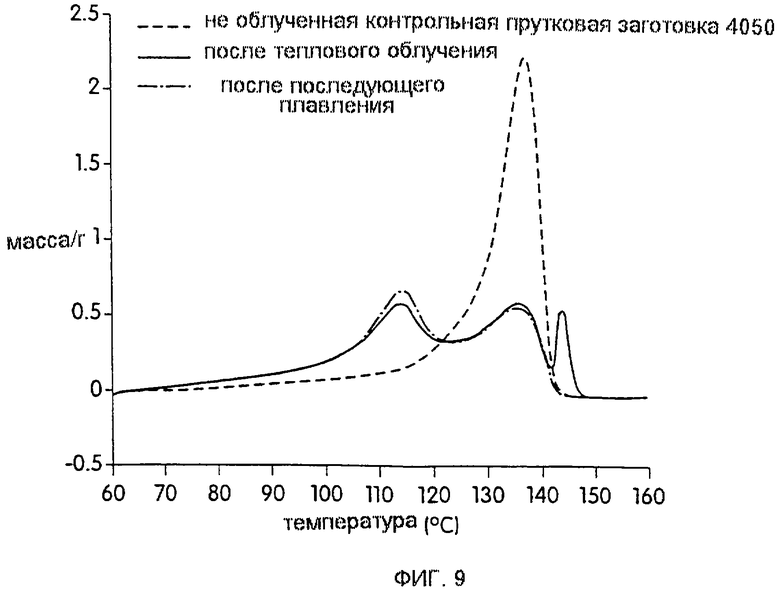
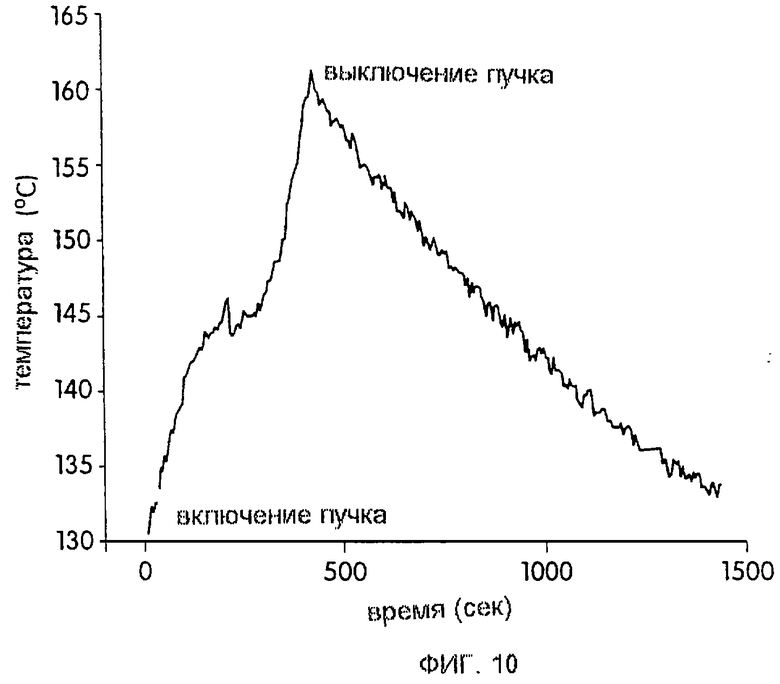
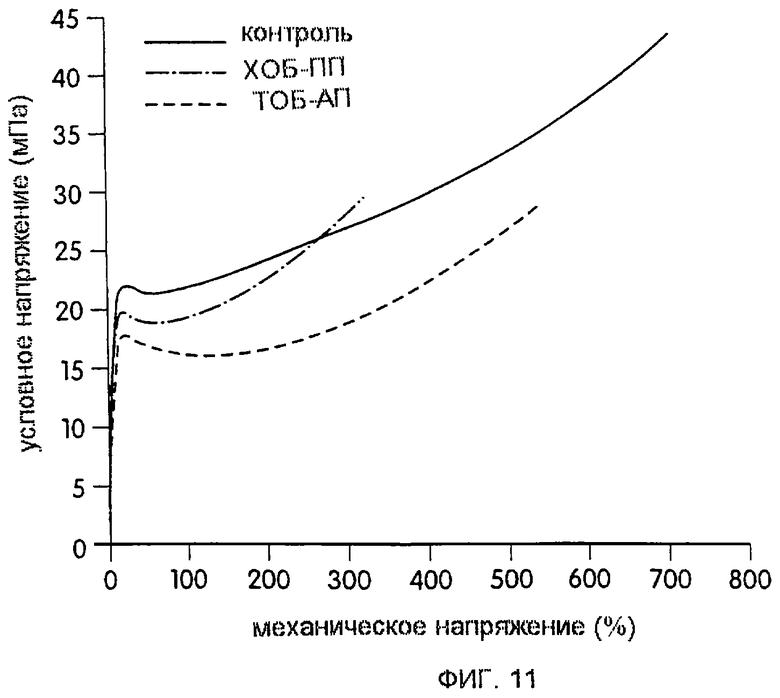
Изобретение относится к ортопедии, а также к способам производства протезов. Медицинский протез предназначен для использования в виде имплантата тазобедренного и коленного суставов внутри тела и изготовлен из полиэтилена сверхвысокой молекулярной массы по существу не имеющего выявляемых свободных радикалов. Полиэтилен сверхвысокой молекулярной массы представляет собой обработанный облучением поперечно сшитый полиэтилен сверхвысокой молекулярной массы с молекулярной массой, по меньшей мере, 500000 и 2 - 3 пиками плавления. Полученные протезы проявляют сниженное образование частиц из протеза во время его ношения и, по существу, устойчивы к окислению. 13 с. и 20 з.п.ф-лы, 11 ил., 21 табл.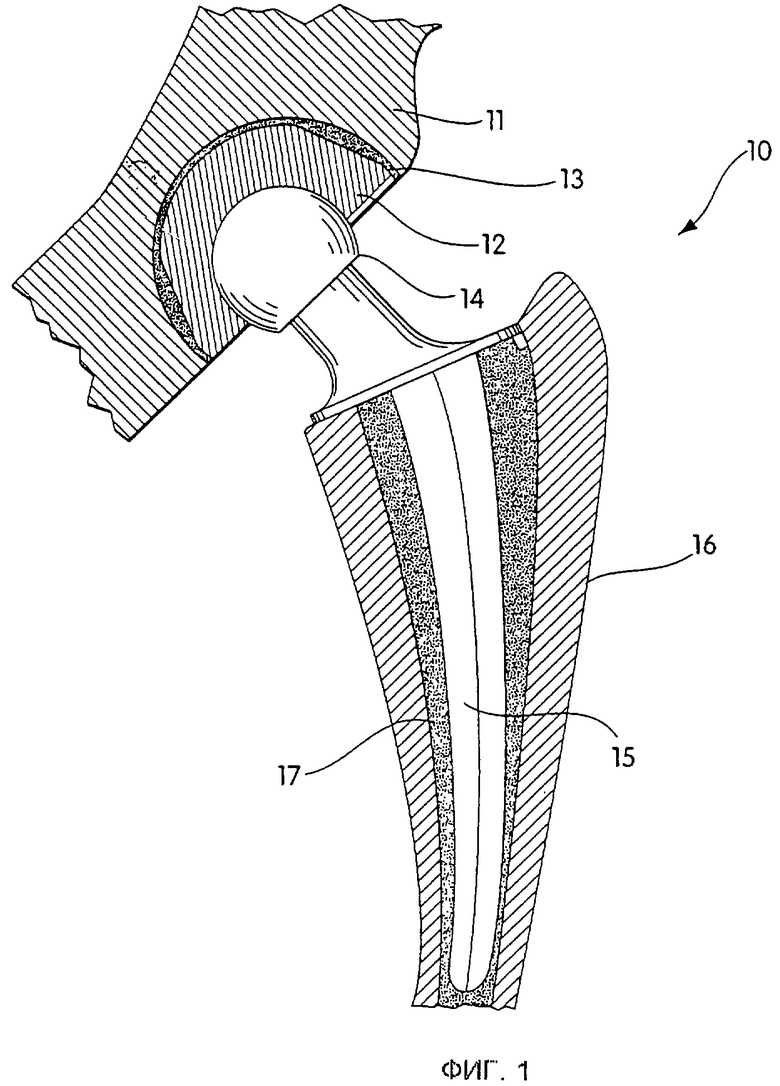
 и модулем упругости при растяжении менее 940 МПа для снижения образования частиц указанного полиэтилена из протеза во время его ношения.
и модулем упругости при растяжении менее 940 МПа для снижения образования частиц указанного полиэтилена из протеза во время его ношения. .
. и модулем упругости при растяжении менее 940 МПа.
и модулем упругости при растяжении менее 940 МПа. и модулем упругости при растяжении менее 940 МПа.
и модулем упругости при растяжении менее 940 МПа. и модулем упругости при растяжении менее 940 МПа.
и модулем упругости при растяжении менее 940 МПа. и модулем упругости при растяжении менее 940 МПа.
и модулем упругости при растяжении менее 940 МПа.
Приоритет по пунктам:
13.02.1996 по пп. 2-5, 8-16, 18-20, 22-31, 33;
02.10.1996 по пп. 1, 6, 7, 17, 21, 32.
| POLYMER, т.30, № 5, 01.05.1989, с.866-873 | |||
| JP 58157830 А2, 20.09.1983 | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| RU 94027682 А1, 10.01.1996 | |||
| КНЯЗЕВ В.К | |||
| и др | |||
| Облученный полиэтилен в технике | |||
| - М.: Химия, 1974, с.24-31 | |||
| ВОЛНОВОДНО-КОАКСИАЛЬНЫЙ РЕГУЛИРУЕМЫЙ ДЕЛИТЕЛЬ МОЩНОСТИ | 0 |
|
SU373800A1 |
| JP 4185651 А2, 02.07.1991. | |||
