ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка заявляет приоритет по предварительной заявке на патент США №62/043757, поданной 29 августа 2014 года, описание которой включено в настоящий документ в полном объеме посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Настоящая заявка на патент относится к системам и способам сварки.
УРОВЕНЬ ТЕХНИКИ
В настоящее время технология соединения труб остается искусством, которое опирается на избежание недопущение ошибок работником, выполняющим сварной шов. Современные технологии сварки остро нуждаются в эффективном управлении данными, контроле за выполнением работ и надзором за технологическими процессами. В результате нехватки таких элементов управления и контроля, на сегодняшний день, сварочные работы подвержены воздействию таких факторов, как непредсказуемое качество, нежелательное изменение способов и средств, большие отходы сырья, недостаточная экономия при выполнении каждого сварного шва и проблемы безопасности. Последствия таких несовершенных технологий сварки включают, помимо всего прочего, чрезмерно частые исправления поврежденных сварных швов или сварных швов низкого качества, недостаточная прогнозируемость характеристик сварного шва, неповторяемые процедуры сварки, высокая стоимость приемочных испытаний, значительная потери времени и отставания от графика.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одним аспектом варианта реализации настоящего изобретения является сварочная система, включающая множество станций сварки, каждая станция сварки содержит компьютер станции сварки и систему сварки, соединенную с возможностью обмена данными с компьютером станции сварки, при этом станция сварки содержит один или более датчиков, выполненных с возможностью измерения данных о сварке, включая данные о скорости подаваемой сварочной проволоки; множество беспроводных устройств, соединенных с возможностью обмена данными с компьютерами станции сварки для получения данных о сварке, включая измеренные данные о скорости подаваемой сварочной проволоки; и облачный сервер, соединенный с возможностью обмена данными с беспроводными устройствами, при этом облачный сервер выполнен с возможностью обработки данных о сварке, включая данные о скорости подаваемой сварочной проволоки, и определения количества расходуемого сварочного материала, используемого множеством станций сварки в течение заданного периода времени, причем облачный сервер выполнен с возможностью передачи данных о количестве используемого расходуемого сварочного материала одному или более беспроводным устройствам.
Другим аспектом варианта реализации настоящего изобретения является сварочная система, включающая станцию сварки, при этом станция сварки содержит компьютер станции сварки и систему сварки, соединенную с возможностью обмена данными с компьютером станции сварки, при этом система сварки содержит запас сварочного материала, сварочный аппарат и узел двигателя для подачи сварочного материала к сварочному аппарату; устройство взвешивания, функционально связанное с компьютером станции сварки и выполненное с возможностью измерения веса подаваемого сварочного материала и передачи данных о весе подаваемого сварочного материала на компьютер станции сварки в виде данных о весе; и датчик, функционально связанный с узлом двигателя подачи сварочного материала и компьютером станции сварки таким образом, чтобы передавать данные о скорости узла двигателя подачи сварочного материала на компьютер станции сварки в виде данных о скорости. Компьютер станции сварки функционально связан с узлом двигателя подачи сварочного материала и выполнен с возможностью управления скоростью узла двигателя на основе данных о весе.
Эти и другие цели, особенности и характеристики настоящего изобретения, также, как и способы реализации операций и функций соответствующих элементов структуры, сочетание элементов и экономия производственных затрат станут более очевидными после рассмотрения следующего описания и прилагаемой формулы со ссылкой на прилагаемые графические материалы, являющиеся частью этого описания, причем на фигурах сходные части обозначены одинаковыми номерами. В одном варианте реализации изобретения, структурные компоненты в данном документе вычерчены в масштабе. Тем не менее, следует четко понимать, что чертежи приведены исключительно с целью иллюстрации и описания и не предназначены для определения объема настоящего изобретения. Используемые в настоящем описании и пунктах формулы изобретения формы единственного числа могут означать и множественное число, если контекст явно не подразумевает иное.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение в его различных аспектах и вариантах реализации решает проблемы, описанные выше, и значительно усовершенствует технологии сварки, операций с трубами, нанесения покрытия, сооружения трубопроводов, строительства, управления и технологий контроля. Настоящее изобретение станет более понятным из подробного описания и сопроводительных графических материалов, на которых:
Фиг. 1 иллюстрирует пример трубопровода;
Фиг. 2 иллюстрирует станцию сварки в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 3 иллюстрирует множество станций сварки трубопровода в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 4 представляет собой принципиальную схему системы с множеством станций сварки, соединенных с возможностью обмена данными с множеством станций управления и регистрации данных в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 5 представляет собой принципиальную схему системы с множеством станций сварки, соединенных с возможностью обмена данными с множеством станций управления и регистрации данных в соответствии с другим вариантом реализации изобретения в настоящем описании;
Фиг. 6 представляет собой принципиальную схему станции сварки, соединенной с возможностью обмена данными посредством сети через WiFi-соединение в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 7 представляет собой принципиальную схему множества производственных участков, соединенных с возможностью обмена данными с облачным сервером посредством глобальной сети (Интернет) в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 8 представляет собой принципиальную схему множества станций сварки, соединенных с возможностью обмена данными с промежуточными вычислительными устройствами (руководящего технического персонала, контролеров, инженеров и т.д.), которые, в свою очередь, соединены с возможностью обмена данными с облачным сервером посредством сети Интернет в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 9 представляет собой принципиальную схему множества станций сварки, соединенных с возможностью обмена данными с промежуточной компьютерной системой (терминалами инженера, специалиста по контролю качества и технического специалиста) посредством коммуникационного канала связи (например, WiFi), в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 10 представляет собой принципиальную схему множества станций сварки, соединенных с возможностью обмена данными с компьютерной системой посредством коммуникационного канала связи (например, WiFi), в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 11 представляет собой принципиальную схему множества станций сварки, соединенных с возможностью обмена данными с множеством промежуточных вычислительных устройств (терминалами инженера, специалиста по контролю качества и технического специалиста), которые в свою очередь соединены с возможностью обмена данными с облачным сервером в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 12 иллюстрирует пример графического интерфейса пользователя («GUI») для экрана «Main Screen» («Главное окно») приложения для универсальной системы регистрации данных на основе облачных технологий (uLog), реализованного посредством компьютерной системы на станции сварки, на промежуточной компьютерной системе или на облачном сервере, в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 13 иллюстрирует пример GUI для экрана «Live Log» («Запись данных в журнал в интерактивном режиме») приложения для универсальной системы регистрации данных на основе облачных технологий (uLog), отображающего напряжение в зависимости от времени на одной станции сварки, в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 14 иллюстрирует пример GUI для экрана «Get Log» («Получение данных из журнала») приложения для универсальной системы регистрации данных на основе облачных технологий (uLog), демонстрирующего данные параметров сварки, включая тип события при сварке, время, часовой пояс, скорость перемещения при сваривании, скорость перемещения сварочной проволоки, в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 15 иллюстрирует пример GUI для экрана сводного отчета приложения для универсальной системы регистрации данных на основе облачных технологий (uLog), отображающего различные параметры сварки, включая время сварки, идентификационный номер станции сварки, напряжение сварочной дуги и т.п., в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 16 иллюстрирует пример GUI для экрана «Save Data on Log» («Запись данных в журнал») приложения для универсальной системы регистрации данных на основе облачных технологий (uLog), отображающего различные элементы в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 17 иллюстрирует пример GUI для экрана «Analytics» («Аналитика») приложения для универсальной системы регистрации данных на основе облачных технологий (uLog), демонстрирующего два графических символа для выбора типа выполняемого метода анализа (например, диаграммы, скользящего среднего значения), в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 18 иллюстрирует пример GUI для экрана «Welding Parameter» («Параметры сварки») приложения для универсальной системы регистрации данных на основе облачных технологий (uLog), демонстрирующего различные варианты для выбора типа выполняемой функции (например, получения параметров сварки (WP) (ПС), установки параметров сварки (WP) (ПС), просмотра параметров сварки WP (ПС)...), в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 19A схематически иллюстрирует пример катушки, выполненной с возможностью транспортировки сварочной проволоки в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 19B схематически иллюстрирует боковую проекцию втулки-преобразователя, выполненной с возможностью измерения веса катушки в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 19C иллюстрирует другую боковую проекцию втулки-преобразователя, демонстрирующую расположение элементов преобразователя или тензочувствительные датчики/измерительные преобразователи для измерения веса под нагрузкой при установке катушки на втулку, в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 20 схематически иллюстрирует расположение в определенном порядке, при котором сварочная проволока в катушке, закрепленной на втулке, протягивается узлом двигателя для подачи проволоки 82 к сварочному аппарату (не проиллюстрирован) в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 21 представляет собой блок-схему процесса сравнения измеренного веса с предполагаемым весом, определенным на основе скорости подачи проволоки, в соответствии с вариантом реализации изобретения в настоящем описании;
Фиг. 22A и 22B иллюстрируют увеличенный боковой поперечный разрез узла двигателя в соответствии с вариантом реализации изобретения в настоящем описании; и
Фиг. 23 представляет собой схему конфигурации сварочной системы, иллюстрирующую внутренние связи различных компонентов системы, в соответствии с вариантом реализации изобретения в настоящем описании.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Универсальная система регистрации данных на основе облачных технологий (называемая в данном документе также «uLog», или «система uLog», или «uCloud») представляет собой систему, состоящую из программного обеспечения, аппаратного обеспечения, оборудования и телекоммуникационных сетей, которые постоянно собирают данные о сварке для обеспечения управления и контроля качества, записи данных о сварке в журнал, управления проектом и задачами, контроля за качеством и безопасностью, контроля в режиме реального времени за процессами сварки, а также визуализации данных и формирования отчетов. Система uLog может использовать проводные системы и устройства и/или беспроводные системы и устройства, и/или системы и устройства с поддержкой протокола Bluetooth, и/или системы и устройства на основе облачных технологий. Система uLog может использовать программную технологию, аппаратную технологию, технологию мобильных устройств и настольных компьютеров, телекоммуникационные технологии и другие технологии в продуктах, устройствах, системах, процессах и способах, способствующих достижению высоких результатов качества сварки, в контроле качества, управлении, руководстве и безопасности. Система uLog может использоваться в наземных, морских, корабельных, базирующихся на платформе, конструкционных или других условиях проведения строительных работ. В варианте реализации изобретения, система uLog может поддерживать взаимодействие посредством Bluetooth и передачу данных в систему uLog для обработки посредством протокола Bluetooth или любым другим беспроводным способом.
В варианте реализации изобретения, система uLog содержит набор инструментов, которые постоянно накапливают данные о сварке и/или записывают данные о сварке в журнал. Система uLog в своих множественных и различных вариантах реализации использует данные о сварке и другие данные конструкции трубопровода и связанные с ним данные для получения впоследствии одного или более: аналитических результатов, отчетов об эксплуатации, данных для контроля, данных контроля качества, автоматически генерируемых административных отчетов, ежедневных сводок, архивов данных, записей сварки, данных об использовании материалов, записей контроля качества и записей управления проектами.
В варианте реализации изобретения, система uLog может использоваться для поддержания и/или генерирования протоколов аттестационного испытания методов сварки («PQR») и связанных с ними данных. Функционал системы uLog также может использоваться для записи, подготовки, поддержки и управления технологическими картами сварки («WPS»).
Система uLog обеспечивает возможность для пользователя просматривать, записывать, отслеживать измерять и анализировать записанные в журнал данные в отношении одной или более сварочных работ и/или процедур сварки, и/или конструкции трубопровода, и/или процедур нанесения покрытия, и/или процедур контроля качества, и/или процедур управления. За счет использования системы uLog и ее функциональных возможностей пользователь может добиваться улучшенных результатов процесса сварки в качественном и количественном измерении. В своих различных вариантах реализации, система uLog имеет функциональные возможности для обработки данных в режиме реального времени или на основе накопленных данных. Это позволяет пользователю принять решение в режиме реального времени и/или на основе накопленных данных. В варианте реализации изобретения, система uLog предоставляет пользователю данные в режиме реального времени, относящиеся к любому аспекту текущего процесса сварки, нанесения покрытия, контроля качества, операциям с трубами, управлению проектом, конструкции трубопровода и/или процессам строительства, и позволяет добиваться выполнения в режиме реального времени контроля качества сварки и/или процессов сварки, и/или других процессов, относящихся к строительству трубопровода. В варианте реализации изобретения, система uLog также обеспечивает функциональные возможности, относящиеся к управлению строительством, управлению проектами, ведению бухгалтерского учета, управлению запасами и проведением инвентаризации, а также финансовому контролю и проверке данных финансового и материального учета. Система uLog также обеспечивает функциональные возможности, относящиеся к управлению человеческими ресурсами и соблюдению графиков, а также расчету заработной платы и материального обеспечения.
Помимо прочего, различные варианты реализации настоящего изобретения могут быть осуществлены, к примеру, в виде компьютерной системы, способа, приложения, облачного сервиса или компьютерного программного продукта. Соответственно, различные варианты реализации изобретения могут иметь форму полностью аппаратной реализации, полностью программной реализации (например, одного или более компьютерного приложения, например, «App» (или «Мобильного приложения»), реализуемого на мобильном устройстве и/или приложения, встроенного в настольный компьютер) или варианта реализации, совмещающего программные и аппаратные аспекты. Кроме того, варианты реализации изобретения могут принимать форму компьютерного программного продукта, сохраненного на машиночитаемом носителе, содержащем машиночитаемые инструкции (например, программное обеспечение), реализованные на носителе. Различные варианты реализации изобретения могут принимать форму компьютерного программного обеспечения, использующего веб-технологии. Могут использоваться любые подходящие машиночитаемые носители информации, включая, к примеру, жесткие диски, компакт-диски, DVD, оптические запоминающие устройства, твердотельные запоминающие устройства и/или магнитные запоминающие устройства.
Различные варианты реализации изобретения описаны ниже со ссылками на принципиальные схемы, функциональные схемы, изображения и иллюстрации блок-схем (например, систем), и компьютерные программные продукты. Следует понимать, что каждый блок функциональных схем и иллюстраций блок-схем, а также комбинации блоков и функциональных схем и иллюстраций блок-схем, соответственно, могут быть реализованы посредством выполняемых на компьютере программных инструкций. Эти компьютерные программные инструкции загружаются в компьютер общего назначения, специализированный компьютер или другое устройство обработки данных для получения машины таким образом, чтобы эти инструкции, выполняемые на компьютере или другом устройстве обработки данных, создавали средства для реализации функций, указанных в отдельном блоке блок-схемы или блоках.
Эти компьютерные программные инструкции также могут храниться в машиночитаемой памяти, управляющей работой компьютера или другого устройства обработки данных для выполнения своих функций таким образом, чтобы инструкции, сохраненные в машиночитаемой памяти, производили изделие промышленного производства, которое может быть выполнено с возможностью реализации функций, указанных в отдельном блоке блок-схемы или блоках. Компьютерные программные инструкции также могут быть загружены в компьютер или другое устройство обработки данных для вызова последовательности операционных этапов, выполняемых на компьютере или другом устройстве обработки данных, для получения реализуемого на компьютере процесса таким образом, чтобы выполняемые на компьютере или другом устройстве обработки данных инструкции обеспечивали выполнение этапов, реализующих функции, указанные в отдельном блоке блок-схемы или блоках.
Соответственно, блоки функциональных схем и блок-схем поддерживают комбинации механизмов для выполнения указанных функций, комбинаций этапов для выполнения указанных функций и программных инструкций для выполнения указанных функций. Следует также понимать, что каждый блок в функциональной схеме или блок-схеме, комбинации блоков в функциональных схемах и блок-схемах могут быть реализованы посредством специализированных компьютерных систем на основе аппаратных средств, которые выполняют указанные функции или этапы, или посредством комбинации специализированного аппаратного обеспечения и другого аппаратного обеспечения, выполняют соответствующие компьютерные инструкции. Реализация может быть выполнена посредством специализированного программного обеспечения и оборудования, на котором выполняется специализированное программное обеспечение и/или приложения. Доступ ко всей системе могут получать различные компьютерные платформы, включая мобильные устройства.
Числовые значения и диапазоны в данном документе, если не указано иное, также предназначены для обозначения связанных с ними отклонений и объясняют различия в проектировании и конструкции. Таким образом, число предназначено для включения значений, находящихся «около» этого числа. Например, значение Х также следует понимать, как «около Х». Аналогично, диапазон от Y до Z также следует понимать, как «находящийся внутри диапазона от около Y до около Z». Если не указано иное, указанные для числа значащие разряды не означают, что число строго равно предельному значению. Различия и допуски неотделимы от механических конструкций, а числа, указанные в данном документе, предназначены для пояснения таких возможных факторов (не ограничиваясь, к примеру, допусками ± 10 процентов для заданного значения). Аналогично, в формуле изобретения следует широко толковать перечисления этих чисел и диапазонов.
Фиг. 1 содержит изображения наземных трубопроводов. Система uLog используется при строительстве любого трубопровода при любых условиях проведения строительных работ. Условия, в которых проводятся строительные работы, могут соответствовать наземным условиям, в открытом море, одновременно на суше и в открытом море, под водой, ниже уровня моря, на объекте, на корабле, на барже, на платформе, на сооружении, в пространстве или соответствовать любым другим условиям проведения строительных работ. Например, система uLog может использоваться для управления сваркой трубопровода.
Фиг. 2 иллюстрирует станцию сварки 10, в соответствии с вариантом реализации изобретения в настоящем описании. Система uLog может использоваться в сочетании со станцией сварки 10. Система uLog способна обрабатывать данные, получаемые от станции сварки 10. Станция сварки может содержать сварочный аппарат или сварочную систему 12, сварщика 14, автоматическую или роботизированную сварочную систему. В варианте реализации изобретения, сварочный аппарат или сварочная система 12 представляет собой орбитальный сварочный аппарат. Пример сварочного аппарата или сварочной системы 12 описан в патенте США№3974356 Nelson et al., поданном 10 августа 1976 года, описание которого включено в данный документ в полном объеме посредством ссылки. Станция сварки 10 может управляться компьютерной системой 16, позволяющей управлять процессом сварки, а также сбором данных о процессе сварки. Система uLog, реализованная на компьютерной системе 16, может управлять станцией сварки 10, содержащей сварочный аппарат 12, а также может обрабатывать данные от рабочего объекта 18, например, трубы, и/или данные, относящиеся к работе или сварке, применяемой к рабочему объекту 18.
Фиг. 3 иллюстрирует множество станций сварки 10 на трубопроводе (рассредоточение сварочных станций вдоль трубопровода 20) в соответствии с вариантом реализации изобретения в настоящем описании. Система uLog может быт использована на рассредоточенных вдоль трубопровода 20 станциях сварки. Система uLog обрабатывает данные, полученные от одной или более станций сварки 10, рассредоточенных вдоль трубопровода 20. В варианте реализации изобретения, система uLog может обрабатывать данные, полученные от определенного количества или множества станций сварки 10. Станции сварки 10 могут располагаться произвольно. Трубопровод 18 может иметь большую протяженность, при этом одна или более станций могут располагаться вдоль трубопровода в произвольном порядке. Кроме того, система uLog поддерживает обработку данных, полученных от множественных объектов и/или операций, и/или задач, и/или людей в одно и то же время. Профессиональные навыки пользователя uLog используются в сквозных проектах, а также внутри проектов. Система uLog позволяет пользователю работать с данными, полученными из одного или большего количества проектов одновременно или последовательно, как в режиме реального времени, так и на основе данных за прошлые периоды.
Фиг. 4 представляет собой принципиальную схему системы, состоящей из множества станций сварки 10, соединенных с возможностью обмена данными с множеством станций управления и регистрации данных (компьютерных систем) 16, в соответствии с вариантом реализации изобретения в настоящем описании. В варианте реализации изобретения, данные о сварке накапливаются в журнале станции регистрации данных 16, связанной со станцией сварки 10. Станции управления и регистрации данных 16 могут обрабатывать данные для одной или более станций и/или станции сварки 10. Накопление данных и/или их обработка может поступать от конструкции трубопровода, оборудования станции сварки, оператора, сварщика или посредством других способов ввода данных. В примере, не имеющем ограничительного характера, процессоры оборудования, встроенные процессоры, компьютеры, датчики, устройства управления процессами, проводные или беспроводные аналоговые и цифровые устройства, и процессоры обработки данных переносных устройств могут использоваться для сбора, передачи и/или обработки данных станции сварки и/или системы сварки. В варианте реализации изобретения, один или более технических специалистов могут управлять станцией(ми) 10 сварки и станцией(ми) управления и регистрации данных 16. Количество станций управления и регистрации данных 16, которые могут быть использованы с системой uLog, не ограничено. Станция регистрации данных 16 вместе со станцией сварки 10 для сварочной системы 22.
Фиг. 5 представляет собой принципиальную схему системы с множеством станций сварки 10, соединенных с возможностью обмена данными с множеством станций управления и регистрации данных 16 в соответствии с вариантом реализации изобретения в настоящем описании. В варианте реализации изобретения, данные о сварке собираются от каждой станции сварки 10 или сварочной системы 22. В другом варианте реализации изобретения, данные о сварке собираются от нескольких станций сварки или сварочных систем 10. Количество станций сварки 10 и/или сварочных систем 22 не ограничено.
Фиг. 6 представляет собой принципиальную схему станции сварки 10, соединенной с возможностью обмена данными с беспроводной сетью 24 посредством беспроводного соединения (например, WiFi соединения) 26, в соответствии с вариантом реализации изобретения в настоящем описании. Например, станция сварки 10 может оснащаться беспроводной связью, например, Bluetooth, WiFi, сотовой связью, спутниковым телефоном или другими беспроводными способами связи. В примере, не имеющем ограничительного характера, станция сварки 10 может иметь один или более компьютеров управления процессом сварки, сервер или устройство обработки 16, который может собирать и обрабатывать данные сварочной системы. Как проиллюстрировано на Фиг.6, станция сварки 10 содержит два сварочных аппарата или две сварочные системы 12. В варианте реализации изобретения, станция сварки 12 содержит орбитальную сварочную систему. Один из сварочных аппаратов 12 представляет собой сварочный аппарат или систему, работающую по часовой стрелке (CW), а другой сварочный аппарат 12 представляет собой сварочный аппарат или систему, работающую против часовой стрелки (CCW).
Фиг. 7 представляет собой принципиальную схему множества производственных участков 30, соединенных с возможностью обмена данными с облачным сервером 32 посредством глобальной сети (Интернет) в соответствии с вариантом реализации изобретения в настоящем описании. Система uLog может быть настроена на работу в местных, региональных проектах или проектах по всему миру. Реализация системы uLog не имеет географических ограничений. Один или более производственных участков 30 могут взаимодействовать с системой uLog по сети. В варианте реализации изобретения, пользователи, персонал, менеджеры, инженеры, подразделения, компании, специалисты, рабочие, потребители и большое число третьих лиц могут взаимодействовать с системой uLog по сети. Каждый производственный участок 30 содержит сварочную станцию 10, на которой работает сварщик 14 (как проиллюстрировано на Фиг.2), ведущий специалист 34, инженер по сварке 36 и т.д. Каждый производственный участок 30 выполнен с возможностью обмена данными с облачным сервером 32 посредством выделенной коммуникационной линии или коммуникационного канала 40 или через Интернет 42. Доступ к облачному серверу 32 может быть получен администратором системы 38 и проектно-технической службой 39. Устройство хранения 33, соединенное с возможностью обмена данными с облачным сервером, предназначено для хранения данных о сварке.
Фиг. 8 представляет собой принципиальную схему множества станций сварки 10, соединенных с возможностью обмена данными с промежуточными вычислительными устройствами 50, на которых работают главные инженеры (ведущие специалисты 52, инспекторы контроля качества 54, инженеры 56 и т.д.), посредством коммуникационных каналов или линий 58, в соответствии с вариантом реализации изобретения в настоящем описании. Например, каждая станция сварки 10 может обмениваться данными с одним или более промежуточными вычислительными устройствами 50. Аналогично, каждое промежуточное вычислительное устройство 50 выполнено с возможностью обмениваться данными с одной или более станциями сварки 10. Промежуточные вычислительные устройства 50, в свою очередь, выполнены с возможностью обмена данными с облачным сервером 32 посредством сети Интернет 42. Отдельные части программы uLog выполнены с возможностью их выполнения на облачном сервере 32, другие части uLog выполнены с возможностью их выполнения на промежуточных вычислительных устройствах 50, а еще одни части программы выполнены с возможностью реализации на компьютере/сервере 16 станции сварки. Каждая часть или компонент системы uLog работает в тесном взаимодействии с другими частями или компонентами для обеспечения непрерывного управления комплексной системой. В варианте реализации изобретения, система uLog может быть дополнительно раздельно оснащена поддержкой глобальной сети или распределенной сети. В другом варианте реализации изобретения, все дополнительные возможности являются полностью встроенными; в еще одном варианте реализации изобретения, могут не иметь дифференциации.
Фиг. 9 представляет собой принципиальную схему множества станций сварки 12, соединенных с возможностью обмена данными с промежуточными компьютерными системами 50 (терминалами инженера, специалиста по контролю качества и технического специалиста) посредством беспроводного (например, WiFi) коммуникационного канала 26 и беспроводной коммуникационной сети 24, в соответствии с вариантом реализации изобретения в настоящем описании. Промежуточная компьютерная система может быть вычислительным устройством любого типа, включая планшет, телефон, смартфон, КПК и/или другим беспроводным устройством(ми) для записи данных, обработки, передачи, ввода, вывода и выполнения других функций. Программа uLog выполняется на промежуточном компьютере и на нем может работать инженер, специалист по контролю качества, пользователи, технолог и другие. В варианте реализации изобретения, система uLog, выполняемая на промежуточном компьютере 50, предоставляет данные, обрабатывает данные и передает данные или информацию на компьютер станции сварки 16, расположенный на каждой станции сварки 10.
Фиг. 10 представляет собой принципиальную схему множества станций сварки 10, соединенных с возможностью обмена данными с промежуточной компьютерной системой 50 посредством беспроводного (например, WiFi) коммуникационного канала 26 в беспроводной коммуникационной сети 24, в соответствии с вариантом реализации изобретения в настоящем описании. Фиг. 10 иллюстрирует распределенную сетевую конфигурацию. Промежуточная компьютерная система 50 оснащена функцией беспроводной связи, например, WiFi или сотовой связью (3G, 4G, и т.д.), которая позволяет ей обмениваться данными, посредством беспроводной связи, с любой из станций сварки 10. Промежуточный компьютер 50 может быть беспроводным мобильным устройством любого типа, например, смартфоном, планшетом или КПК, способным подключаться к беспроводной сети 24 в любом месте. В варианте реализации изобретения, программа или система uLog может использовать передачу данных по многосвязной сети посредством многосвязной беспроводной сети 24 (например, WiFi). Например, сервер 16 станции сварки 10 может обмениваться данными с устройством uLog 50 посредством беспроводной многосвязной сети 24, и выполнен с возможностью подключения в любой точке внутри многосвязной сети 24. В варианте реализации изобретения, многосвязная сеть может использоваться в распределенной сетевой конфигурации.
Фиг. 11 представляет собой принципиальную схему множества станций сварки 10, соединенных с возможностью обмена данными с множеством промежуточных компьютерных систем 50 (терминалами инженера 56, специалиста по контролю качества 54 и технического специалиста 52, и т.д.), которые, в свою очередь, соединены с возможностью обмена данными с облачным сервером 32, в соответствии с вариантом реализации изобретения в настоящем описании. Фиг. 11 иллюстрирует схему потоков данных для общей сетевой конфигурации. В варианте реализации изобретения, общая сетевая конфигурация может представлять собой конфигурацию глобальной сети. Общая сетевая конфигурация может использоваться менеджерами, инженерами, инспекторами качества, специалистами, ведущими специалистами, инженерами по сварке, сварщиками и станциями сварки, а также другими лицами. В варианте реализации изобретения, общая сетевая конфигурация системы uLog может дополнительно иметь потоки данных, разделенные по глобальной сети и распределенной сети. В другом варианте реализации изобретения, все возможности являются полностью встроенными без дифференциации. Аналогично конфигурации, проиллюстрированной на Фиг. 8, к примеру, каждая станция сварки 10 может обмениваться данными с одним или более промежуточными вычислительными устройствами 50. Каждое промежуточное вычислительное устройство 50 выполнено с возможностью обмена данными с одной или более станциями сварки 10. Промежуточные вычислительные устройства 50, в свою очередь, выполнены с возможностью обмена данными с облачным сервером 32 посредством сети Интернет 42. Отдельные части программы uLog выполнены с возможностью их выполнения на облачном сервере 32, другие части uLog выполнены с возможностью их выполнения на промежуточных вычислительных устройствах 50, а еще одни части программы выполнены с возможностью реализации на компьютере/сервере 16 станции сварки. Каждая часть или компонент программы, или системы uLog работает в тесном взаимодействии с другими частями или компонентами для обеспечения непрерывного управления комплексной системой. В варианте реализации изобретения, система uLog может быть дополнительно раздельно оснащена поддержкой глобальной сети или распределенной сети. В другом варианте реализации изобретения, все дополнительные возможности являются полностью встроенными; в еще одном варианте реализации изобретения, могут не иметь дифференциации.
Фиг. 12 иллюстрирует пример графического интерфейса пользователя («GUI») для экрана «Main Screen» 60 («Главное окно») приложения для универсальной системы регистрации данных на основе облачных технологий (uLog), реализованного посредством компьютерной системы на станции сварки 10 промежуточной компьютерной системы 50, или на облачном сервере 32, в соответствии с вариантом реализации изобретения в настоящем описании. В варианте реализации изобретения, система uLog обеспечивает различные функциональные возможности по извлечению данных, аналитической обработке данных, анализу данных, интерпретации и представлению данных, записи данных в журнал и формированию отчетов. GUI 60 содержит множество графических символов от 61 до 68. При активации каждого графического символа (например, мышью или касанием пальца) открывается приложение. Например, графический символ 61 связан с приложением Admin («Администратор»), выполненным с возможностью работы с ним администратора для настройки административных функций системы uLog. Графический символ 62 связан с приложением Weld parameters («Параметры сварки»), выполненным с возможностью ввода параметров сварки. Графический символ 63 связан с функцией «Log» («Запись в журнал»). Графический символ 64 связан с приложением «Report» («Отчет»). Графический символ 65 связан с приложением «Job Set up» («Настройка рабочего места»). Графический символ 66 связан с приложением «Analytics» («Аналитика»). Графический символ 68 связан с выгрузкой и сохранением данных в облаке (например, сохранением данных на облачном сервере 32 или устройстве хранения 33). В связи с этим, как очевидно, функциональные возможности универсальной системы регистрации данных uLog могут включать, помимо всего прочего, обработку данных и информации, связанной с: администрированием, параметрами сварки, регистрацией данных, записями, отчетами, настройками рабочего места, инспектированием, контролем качества, нанесением покрытия, операциями с трубами, пользовательскими и/или административными средствами диагностики, использованием методов анализа и данными, обрабатываемыми локально и/или с применением облачных технологий.
Объем настоящего изобретения охватывает способы и средства для достижения изложенной сварки трубопровода и обеспечения выполнения строительных работ, а также охватывает любые предметы, продукты, средства и способы для получения и использования любого программного обеспечения, приложения, выполняемого на компьютере кода, программирования, логических последовательностей или других форм электронных или автоматизированных средств для достижения и/или использования описанных в данном документе способов. Такие предметы, продукты и способы включают, к примеру, помимо всего прочего, прикладные программные продукты, предоставляемые на несъемных носителях, например, дисках или в физической памяти, или на флеш-накопителях, или в виде прикладного программного продукта, или в виде приложения, предоставляемого для цифровой загрузки, или предоставляемые другими способами. Такое приложение явным образом охватывает установленные, удаленные, скомпилированные и не скомпилированные версии любого программного продукта или равноценного продукта, который может быть использован, реализован, установлен или другим способом активирован для использования, достижения и/или практической реализации способов, описанных в данном документе. В дополнение к своему обычному и общепринятому значению, фраза «машиночитаемые средства программного кода» имеет целью в широком смысле охватить любые варианты и типы машиночитаемого программного кода, исполняемого кода, программного обеспечения как услуги, веб-служб, облачных служб или облачных вычислений, встраиваемых приложений, прикладного программного продукта, предоставляемых на несъемных носителях, например, дисках или в физической памяти, или флеш-памяти, или на флеш-накопителях, или в виде прикладного программного продукта, или в виде приложения, предоставляемого для цифровой загрузки, или закодированного в программируемом аппаратном обеспечении, или предоставляемые другими способами, которые могут быть использованы для получения, использования, продажи, практического применения, достижения, участия, выпуске, функционировании или работе способов, описанных в данном документе. Это приложение рассматривается в широком смысле и не ограничивается любыми средствами доставки или формами продукта для предоставления или использования, достижения, и/или практического применения машиночитаемых программных продуктов, средств и/или способов, описанных в данном документе. В варианте реализации изобретения, все способы, описанные в данном документе, могут быть выполнены и предоставлены пользователю в виде программного продукта(ов), программного обеспечения, средств(а) машиночитаемого программного кода или любых других средств(а) или устройств(а), которые могут быть использованы для достижения любого или всех результатов, расчетов и/или численных методов, описанных в данном документе.
В варианте реализации изобретения, пользователь может настраивать рабочее место локально или в облаке. В примере, основанном на облачных технологиях, пользователь может использовать и/или наследовать информацию из облака, связанную с рабочим местом, которая извлекается или помещается в устройство пользователя или машину (например, компьютер 16, связанный со сварочным аппаратом 12). Настройка рабочего места на или посредством облака активирует устройство 16 для получения информации, связанной с рабочим местом, от облака и размещения ее в устройства и/или машине 16. В другом варианте реализации изобретения, система uLog обеспечивает точечную поддержку целостности данных. Сохранение и извлечение данных из машины в облако (M2C) и из облака в машину (C2M) также являются функциональными возможностями системы uCloud.
В варианте реализации изобретения, централизованное размещение используется там, где специфические параметры клиента рабочего места вводятся, обрабатываются, поддерживаются или извлекаются автоматически системой uLog. Система uLog также использует распределенный подход к управлению и обработке данных. Система uLog создает и прикрепляет файлы со специфическими параметрами рабочего места, которые используются для управления рабочим местом на основании прав доступа с назначенным уровнем привилегий пользователя. Эта информация, связанная с рабочим местом, может быть получена назначенным пользователем и помещена в компьютеры 16, связанные со сварочными аппаратами 12 (из облака в машину «C2M»). Выполняемые изменения информации, связанной с рабочим местом, собираются из компьютеров 16, связанных со сварочными аппаратами 12, и синхронизируются обратно (из машины в облако «M2C») с облаком (например, с облачным сервером 32). Облачный сервер 32 обеспечивает одну точку, в которой некоторые или все данные обрабатываются системой uLog.
Система uLog может обрабатывать, анализировать записи и использовать данные от одного, большего количества или всех следующих типов оборудования: сварочных аппаратов, трубогибочного оборудования, оборудования для подачи и перемещения труб, оборудования для торцевой обработки, фиксирующего оборудования, уплотнительного и/или дробильного оборудования, оборудования и/или систем укрупнительной сборки, весового оборудования и/или систем, транспортировочного оборудования и/или систем, трубоукладочного оборудования и систем конструирования/управления. Система uLog может представлять собой корпоративную информационную систему управления (ERP) или работать с ERP системой.
Система uLog может использовать и/или обрабатывать данные, полученные от любого одного или более следующих типов сварочного оборудования. Этим оборудованием может быть, к примеру, помимо всего прочего: ручное сварочное оборудование, автоматическое сварочное оборудование, наружный сварочный аппарат, внутренний сварочный аппарат, сварочный аппарат с одной сварочной головкой, сварочный аппарат с двумя сварочными головками, сварочный аппарат с множеством сварочных головок, высокопродуктивные сварочные системы, системы контроля поверхности, системы контроля внутренней поверхности, системы контроля наружной поверхности.
Система uLog может использовать и/или обрабатывать данные, полученные от любых, одного или более, следующих типов трубогибочного оборудования: трубогибочных машин, клиновидных оправок, гидравлических клиновидных оправок, трубогибочных машин с оправкой, гидравлических трубогибочных машин с оправкой, пневматических трубогибочных машин, пневматических клиновидных трубогибочных машин. Система uLog может использовать и/или обрабатывать данные от одного или более следующих типов оборудования для подачи труб: оборудования DECKHAND® (CRC-Evans, Houston, TX), транспортных средств, инженерно-строительных машин и оборудования, адаптированных для получения на выходе данных для использования или обработки. Система uLog может использовать и/или обрабатывать данные от любого одного или более следующих типов оборудования: трубогибочных комплексов и зажимных губок, оборудования и устройств для измерения углов, компрессоров, опор, оборудования для подъема и/или удержания, размагничивающего оборудования, шин, колес и опорных катков.
Система uLog может использовать и/или обрабатывать данные от любого одного или более следующих типов оборудования: торцовочной станции для увеличения края фаски трубы, пунктов соединения труб для их выравнивания и внешней станции для сварки и наложения защитного слоя и для наложения верхнего слоя сварного шва, внутренней станции сварки для наложения внутренних швов, прицепа для снабжения энергией или боксов с дизель-генераторами и сварочными выпрямителями, платформ для труб, поддерживающих передачу труб от станции к станции, внутренних пневматических зажимов для труб и станков для обработки торцов труб, автоматов для дуговой сварки под флюсом и оборудования для обработки.
Система uLog также может использовать и/или обрабатывать данные от любого одного или более следующих типов оборудования: судна-трубоукладчика, оборудования для транспортировки труб и укрупнительной сборки, оборудования для стыковки и нанесения покрытия, оборудования для нанесения покрытия, наземного оборудования, морского оборудования, глубоководного оборудования, мелководного оборудования, роликовых блоков качения, транспортеров, оборудования для переноса труб, несущих каркасов, несущих элементов, роликовых модулей, роликовых модулей продольных транспортеров, трубных подъемников, опор для труб, роликовых опор для труб (PSA и PSF), платформ для транспортировки труб, платформ для транспортировки труб PTC-V, оборудования для поддержки хвостовой части труб, оборудования для поддержки труб с регулировкой по высоте, роликовых опор для труб SPSA, оборудования для поддержки труб на гусеничном ходу TPSA, поперечных транспортеров, транспортеров с подвижной траверсой и поперечных транспортеров TV-C-W.
Система uLog может использовать и/или обрабатывать данные от одного или более следующих типов процессов и способов: сварки, сварки труб, сварки трубопроводов, нанесения покрытий, трубного соединения, изоляции сварного шва, инспекции, контроля качества, неразрушающего тестирования, термической обработки, управления, морского управления, наземного управления, служб внешнего управления, обеспечения сварки, управления береговой трубосварочной базой и микроплавления.
В варианте реализации изобретения, система uLog используется для внедрения ежедневной статистики, получаемой от облака и мобильного устройства. Создание PQR и/или WPS, и/или ежедневных отчетов может обеспечиваться мобильной платформой и/или облачной, и/или любым другим способом. Аналитика в отношении накопленных данных на сервере и мобильном устройстве обеспечивает обратную связь для системы управления, улучшающую качество и прогнозирование дефектов сварки. В варианте реализации изобретения, система uLog обеспечивает идентификацию сварных швов для труб, синхронизируемую с данными в журнале регистрации. Система uLog также использует одиночное получение данных журнала регистрации, предоставляя информацию о настройке машины и версии программного обеспечения.
Система uLog также генерирует автоматический отчет об ошибках в состоянии машины, автоматическую отметку о времени для рабочего места, а также выполняет синхронизированное получение уведомлений об изменении параметров, связанных с рабочим местом, от всех пользователей данного проекта. Дополнительно, система uLog способна из одной точки генерировать отчет, относящийся к объединенному проекту.
Фиг. 13 иллюстрирует пример GUI для экрана «Live Log» («Запись данных в журнал в интерактивном режиме») приложения для универсальной системы регистрации данных (uLog), демонстрирующего зависимость напряжения от времени на одной станции сварки, в соответствии с вариантом реализации изобретения в настоящем описании. В варианте реализации изобретения, система uLog выполняет централизованное считывание данных от всех машин, связанных со сваркой труб, нанесением покрытия, а также каждого из типов данных, которые относятся к таким машинам и операциям. Может генерироваться текущая суммарная интерактивная информация о сварке, нанесении покрытия и контроле качества. Различные параметры, выводимые в виде отчета в таблице, включают: номер события, временную отметку, идентификаторчасового пояса, угол наклона в градусах сварочного устройства или сварочной системы, скорость перемещения сварочного устройства, напряжение электрода или напряжение, прилагаемое к сварочной проволоке, силу тока (А) на электроде или силу тока, прилагаемую к сварочной проволоке, скорость подаваемого провода или скорость сварочной проволоки, и т.д. Например, различные параметры, включая скорость подаваемого сварочного провода (например, скорость подачи сварочной проволоки) и скорость сварочного устройства (скорость перемещения), а также другие параметры могут выводиться в отчет в виде таблицы и/или графиков. Дополнительно, в таблице и/или графике также может отображаться напряжение, прилагаемое к сварочной проволоке, в зависимости от времени.
Необязательно, для документов PQR/WPS системой uLog может поддерживаться функция цифровой подписи. Необязательно, система uLog может обрабатывать параметры контроля версии системы и возврата к предыдущему состоянию. В варианте реализации изобретения, система uLog может иметь функциональную возможность использования ежедневной статистики рабочего места, получаемой из облака и/или мобильного устройства. В качестве примера, не имеющего ограничительного характера, система uLog может выполнять управление данными и обеспечивать выдачу отчетов пользователю, относящихся к количеству сварных швов в заданный период времени (например, за час, за один день, за одну неделю и т.д.), и может формировать отчет о расходе (например, сварочного материала), использованного за определенный период времени (например, за час, за один день,...) или другим измерениям. Система uLog также может генерировать отчеты о рабочем месте и об ошибках.
В варианте реализации изобретения, система uLog может быть выполнена с возможностью отправки электронных писем и/или SMS (текстовые сообщения), или других уведомлений для уполномоченных органов. Система uLog также может использоваться для финансовых функций, бухгалтерского контроля, табельного учета и других управленческих задач. Например, система uLog может своевременно выставить счет потребителю. В варианте реализации изобретения, счет может генерироваться на основании количества выполненных сварных швов или на основе использованных и/или израсходованных материалов. Система uLog предлагает систему количественных показателей и поддерживает эффективную систему выписки счетов и ведения учета в проектах сварки трубопроводов.
Система uLog также может использоваться для автоматического пополнения запасов материалов и/или оборудования, и/или других ресурсов или инвентаря в проекте. Многие и различные функции системы uLog, описанные в данном документе, позволяют снизить перебои в работе, простои по техническим причинам, производственные потери и другие негативные явления во время строительства.
Фиг. 14 иллюстрирует пример GUI для экрана «Get Log» («Получение данных из журнала») приложения универсальной системы регистрации данных на основе облачных технологий (uLog), демонстрирующего параметры сварки, включая тип события при сварке, время, часовой пояс, скорость перемещения при сварке (скорость перемещения сварочной системы), скорость перемещения подаваемого провода (скорость подачи сварочной проволоки), в соответствии с вариантом реализации изобретения в настоящем описании. Фиг. 14 иллюстрирует различные параметры, которые показаны в таблице, в том числе: идентификатор сварки или номер типа, номер события, временную отметку, идентификатор часового пояса, угол наклона в градусах сварочного устройства или сварочной системы, скорость перемещения сварочного устройства, напряжение подаваемого провода или напряжение, прилагаемое к сварочной проволоке, сила тока на подаваемом проводе (А) или сила тока, прилагаемая к сварочной проволоке, и скорость подаваемого провода (скорость подачи сварочной проволоки). В варианте реализации изобретения, система uLog автоматически проставляет местоположение производственного участка в отчет о работе. В других примерах, в журнале регистрации данных может проставляться время и отражаться информация о часовых поясах, как проиллюстрировано в таблице, изображенной на Фиг.14. Временная отметка может синхронизироваться с сигналами GPS и/или основываться на данных, находящихся и/или помещенных в систему uLog в виде записей в журнале, отражающих информацию о часовом поясе, в котором они были зафиксированы.
Фиг. 15 иллюстрирует пример GUI для экрана сводного отчета приложения для универсальной системы регистрации данных на основе облачных технологи (uLog), отображающего различные параметры сварки, включая время сварки, идентификационный номер станции сварки, напряжении сварочной дуги и т.д., в соответствии с вариантом реализации изобретения в настоящем описании. В варианте реализации изобретения, система uLog выполнена с возможностью создания и/или генерирования PQR, и/или WPS, и/или сводного отчета, и/или ежедневного отчета, при этом все они выполняются с мобильного устройства и в облаке. PQR, WPS, сводный и ежедневный отчеты могут быть сформированы вручную или сгенерированы автоматически. Система uLog может генерировать один, больше количество или все эти типы отчетов по расписанию, по ситуации или синхронно. Система uLog обеспечивает преимущество в обработке общих и взаимосвязанных данных. Одни и те же собранные данных могут использоваться для генерирования отчетов в одном и том же или разном местоположении, и/или на разных устройствах вывода.
Правила формирования отчетов устанавливаются в системе uLog и могут настраиваться. В варианте реализации изобретения, критически важные для данного проекта данные могут быть синхронизированы с облаком. Система uLog обеспечивает создание подшивки квалификационных данных проекта, которая направляется пользователю и/или клиенту пользователя, и/или другим получателям по окончании проверки соответствия требованиям с электронной подписью о заверении. Система uLog снижает время и издержки при создании этих отчетов и заверенных документов.
Фиг. 16 иллюстрирует пример GUI для экрана «Save Data on Log» («Запись данных в журнал») приложения для универсальной системы регистрации данных на основе облачных технологий (uLog), отображающего различные элементы, в соответствии с вариантом реализации изобретения в настоящем описании. Система uLog обеспечивает услуги по сохранению данных неограниченным количеством способов. Индустрия строительства трубопроводов распространена по всему миру, и ее проекты могут быть географически рассредоточены. Кроме того, строительство трубопровода может выполняться в неблагоприятных условиях окружающей среды и климатических условиях. Система uLog позволяет сохранять и защищать существующие данные из любого местоположения, где пользователь и/или оборудование могут находиться. Данные могут быть также синхронизированы или, в другом случае, обработаны. Например, данные могут быть сохранены в облаке из следующего списка: рабочего места, журнала, станции сварки, параметров сварки, отчетов и различного местоположения рабочего места. В варианте реализации изобретения, данные о местоположении могут быть сохранены в дополнение к техническим и/или управленческим данным.
Фиг. 17 иллюстрирует пример GUI для экрана «Analytics» («Аналитика») приложения для универсальной системы регистрации данных на основе облачных технологий (uLog), отображающего два графических символа для выбора типа выполняемого анализа (например, диаграммы, скользящего среднего значения), в соответствии с вариантом реализации изобретения в настоящем описании. В варианте реализации изобретения, система uLog может обрабатывать и предоставлять диаграммы с данными, скользящее среднее и/или любые другие типы данных, обработка которых требуется пользователю. В варианте реализации изобретения, система uLog содержит облачные системы регистрации данных трубопровода, получения отчетов и аналитики. Например, аналитика может быть применена к накопленным данным для предоставления обратной связи системе управления, что повысит качество и прогнозирование дефектов сварки и/или строительного оборудования, функций и операций. В варианте реализации изобретения, данные могут быть накоплены посредством облака и/или одного или более мобильных устройств. В варианте реализации изобретения, система uLog поддерживает синхронизированное получение уведомлений об изменении параметров, связанных с рабочим местом, от всех пользователей данного проекта. В другом варианте реализации изобретения, система uLog может контролировать, анализировать и формировать отчет о текущей активности в интерактивном режиме и предоставлять интерактивные сводные данные и сводный отчет(ы) по операциям сварки, нанесению покрытия и контролю качества. Система uLog может выполнять контроль версии системных параметров и возврат к предыдущему состоянию. Система uLog также выполняет одиночное получение журнала регистрации данных, информации о настройке машины и версии программного обеспечения. В еще одном варианте реализации изобретения, идентификационные данные о соединении труб могут быть получены и синхронизированы с журналом регистрации данных.
Фиг. 18 иллюстрирует пример GUI для экрана «Welding Parameter» («Параметры сварки») приложения для универсальной системы регистрации данных на основе облачных технологий (uLog), отображающего два различных механизма выбора типа выполняемой функции (например, получения параметров сварки (WP) (ПС), установки параметров сварки (WP) (ПС), просмотра параметров сварки (WP) (ПС)...), в соответствии с вариантом реализации изобретения в настоящем описании. В варианте реализации изобретения, система регистрации на основе облачных технологий uLog может выполнять и/или обрабатывать любые следующие действия: получение параметров сварки, установку параметров сварки, просмотр и обработку уведомлений о параметрах сварки, просмотр и обработку прохождения параметров сварки, а также возврат параметров сварки к первоначальным значениям. В варианте реализации изобретения, система uLog может содержать один, большее количество или все следующие варианты функциональный возможностей: функциональную возможность Pipeline Miles reward, функциональную возможность Pipe Miles, функциональную возможность системы uLog, функциональную возможность M2C и функциональную возможность C2M.
Сварщик или специалист по сварке может зря расходовать сварочную проволоку в том случае, когда сварщик слишком рано производит замену катушки, до того момента, когда израсходована большая часть проволоки. Кроме того, процесс сварки может быть прерван в том случае, когда проволока заканчивается во время процесса сварки, что приводит к простоям и устранению дефектов. Одним из способов решения этих проблем в представленном варианте реализации изобретения является использование данных о скорости двигателя подачи проволоки для определения скорости подаваемого провода и, таким образом, определения длины сварочной проволоки, израсходованной во время определенного периода времени. Тем не менее, этот способ не исключает ошибок в связи с проскальзыванием проволоки на колесе механизма подачи проволоки или некорректного начального веса. В результате, определение длины проволоки, основанное на скорости двигателя, может быть неточным. Кроме того, некорректный начальный вес может привести к тому, что пользователь будет уверен в том, что в катушке находится достаточное количество проволоки для выполнения сварки (в том случае, когда, к примеру, начальный или стартовый вес переоценен), в то время, как в действительности количества оставшейся в катушке проволоки недостаточно для завершения сварки. Для устранения этого недостатка используется устройство, которое измеряет вес катушки в режиме реального времени во время протягивания двигателем сварочной проволоки. Путем измерения веса катушки пользователь или сварщик до начала сварочных работ может определить, достаточное ли количество проволоки осталось в катушке для выполнения сварки. В результате, вес проволоки может быть определен в любой момент времени, что в значительной степени снижает недостоверность данных, связанных с проскальзыванием или неизвестным начальным весом катушки. Кроме того, вес может сравниваться со скоростью подачи сварочной проволоки для определения того, продвигается ли проволока с заданной скоростью.
Фиг. 19A схематически иллюстрирует пример катушки 80, выполненной с возможностью транспортировки сварочной проволоки, в соответствии с вариантом реализации изобретения в настоящем описании. Фиг. 19B схематически иллюстрирует вид сбоку на втулку-преобразователь 82, которая выполнена с возможностью измерять вес катушки 80, в соответствии с вариантом реализации изобретения в настоящем описании. Фиг. 19C иллюстрирует другой вид сбоку на втулку-преобразователь, демонстрирующий элементы преобразователя или тензочувствительные датчики/измерительные преобразователи 84 для измерения веса при натяжении, когда катушка 80 монтируется на втулку 82, в соответствии с вариантом реализации изобретения в настоящем описании. Как проиллюстрировано на Фиг. 19B, при монтаже катушки на втулку 82, вес катушки будет оказывать воздействие на ось 82А втулки 82, которая, в свою очередь, будет оказывать воздействие на ступицу втулки 82В. Тензочувствительные датчики 84 установлены ступице втулки 82В для регистрации натяжения, вызываемого весом катушки. Примеры тензочувствительных датчиков, которые могут использоваться для измерения силы натяжения, представляют собой пьезоэлектрические элементы. Тензочувствительные датчики 84 преобразуют усилие натяжения в напряжение, которое можно измерить. Следовательно, посредством измерения напряжения можно измерить вес катушки 82. В варианте реализации изобретения, датчик температуры (не проиллюстрирован) может быть установлен во втулку и размещен таким образом, чтобы фиксировать температуру втулки для выполнения коррекции измерений тензочувствительного датчика в широком диапазоне температур.
Фиг. 20 схематически иллюстрирует расположение в определенном порядке, при котором сварочная проволока 86 в катушке 80, закрепленной на втулке 82, протягивается узлом двигателя 90 для подачи проволоки 82 к сварочному аппарату (не проиллюстрировано), в соответствии с вариантом реализации изобретения в настоящем описании. Сварочная проволока 86 протягивается узлом двигателя 90. В варианте реализации изобретения, скорость вращения узла двигателя (используемая для определения скорости подаваемого провода) может быть измерена датчиком 92. В варианте реализации изобретения, узел двигателя использует двигатель с требуемой скоростью вращения (частота оборотов в минуту или об/мин, измеряемая датчиком 92) для достижения желаемой скорости подачи проволоки к сварочному аппарату. В другом варианте реализации изобретения, скорость вращения узла двигателя может изменяться в соответствии с желаемой скоростью подачи проволоки (скоростью подаваемого провода), измеряемой датчиком 92. Узел двигателя 90 выполнен с возможностью подавать или протягивать сварочную проволоку 86 к сварочному аппарату 100 для сваривания рабочей детали 101 (например, трубы и т.п.). Скорость сварочного аппарата 100 измеряется датчиком скорости 102. Датчик скорости 102 также выполнен с возможностью измерения различных параметров сварки или данных о сварке.
Фиг. 22A и 22B иллюстрируют увеличенный боковой разрез узла двигателя 90, в соответствии с вариантом реализации изобретения в настоящем описании. Как проиллюстрировано, узел двигателя содержит двигатель 91 и колесо механизма подачи 93. Двигатель 91 входит в зацепление с колесом механизма подачи 93 для вращения колеса механизма подачи 93. Узел двигателя 90 дополнительно содержит прижимной ролик 95, который входит в контакт с колесом механизма подачи 93. Натяжная пружина 97 обеспечивает смещающее усилие, прилагаемое к прижимному ролику 95 в направлении колеса механизма подачи 93. Сварочная проволока 86 вставлена между колесом механизма подачи 93 и прижимным роликом 95. Таким образом, прижимной ролик 95 прижимает проволоку 86 и заставляет проволоку 86 входить в контакт с колесом механизма подачи 93. В результате, вращение колеса механизма подачи 93 и прижимного ролика 95, как проиллюстрировано на Фиг. 22B, преобразуется, в теории, в линейное перемещение проволоки 86, как проиллюстрировано в виде стрелки. В варианте реализации изобретения, зубцы на колесе механизма подачи 93 обеспечивают перемещение проволоки 86 за счет крепкого прижатия проволоки 86 за счет трения и прижимного усилия. Тем не менее, могут возникать ситуации, при которых проволока 86 не будет полностью захватываться колесом механизма подачи 93. В этом случае, проволока 86 может проскальзывать, так как, несмотря на то, что колесо механизма подачи 93 вращается, это вращение колеса механизма подачи 93 не преобразуется в определенное линейное перемещение проволоки 86. Например, это может случиться в случае, если зубцы на колесе механизма подачи 93 изношены (таким образом, не обеспечивая достаточной силы трения для захвата проволоки 86), или в том случае, если прижимной ролик 95 изношен (таким образом, не прилагая достаточного давления или усилия на проволоку 86 для проталкивания проволоки 86 по отношению к колесу механизма подачи 93), или в том случае, если натяжная пружина 97 теряет свое предварительное натяжение (таким образом, приводя к тому, что прижимной ролик 95 не прилагает достаточного давления или усилия к проволоке 86), или в том случае, если гайка 99, удерживающая колесо механизма подачи 93, ослабляется (таким образом, приводя к тому, что колесо механизма подачи не захватывает проволоку 86), или в результате любой комбинации перечисленных случаев. Как проиллюстрировано на Фиг. 22A, узел двигателя 90 содержит датчик скорости вращения 92, который выполнен с возможностью и установлен для измерения скорости вращения двигателя 91. Выход 98 обеспечивает ввод данных в узел двигателя 90 и вывод данных из него, при этом данные содержат скорость двигателя 91. Данные с выхода 98 отправляются в компьютер 16, связанный со станцией сварки 10.
Фиг. 23 представляет собой схему конфигурации сварочной системы, иллюстрирующую внутренние связи различных компонентов системы, в соответствии с вариантом реализации изобретения в настоящем описании. Как проиллюстрировано на Фиг. 23, скорость вращения узла двигателя 90 измеряется датчиком частоты вращения (датчик об/мин) 92. Кроме того, вес катушки 80 со сварочной проволокой измеряется датчиком(ми) веса 84 во втулке-преобразователе 82. Скорость сварочного аппарата 100 измеряется датчиком скорости 102. Все параметры или данные, измеренные датчиком скорости вращения 92, датчиком веса 83 и датчиком скорости 102 вводятся в компьютер 16 на станции сварки 10. В варианте реализации изобретения, компьютер 16 управляется промежуточным компьютером 50. Промежуточным компьютером 50 может быть беспроводное устройство, например, планшет, мобильное устройство, смартфон, ноутбук и т.п. связи с этим, промежуточный компьютер 50 может получать доступ к данным на компьютере 16, включая данные от датчика об/мин 92, датчика веса 84 и датчика скорости 102. Промежуточный компьютер 50 дополнительно соединен с возможностью обмена данными с облачным сервером 32 (например, беспроводным способом), на котором хранятся и/или дополнительно обрабатываются данные от компьютера 16. В варианте реализации изобретения в настоящем описании, промежуточный компьютер не используется. В этом случае, компьютер 16 подключается к облачному серверу 32 (например, беспроводным способом) напрямую.
Как указано в параграфах выше, в связи с возможным проскальзыванием, измерения только лишь скорости узла двигателя (например, скорости колеса механизма подачи 93), в некоторых вариантах реализации изобретения, недостаточно для обеспечения точного измерения количества сварочной проволоки, которая была использована или израсходована сварочным аппаратом или системой. Более того, даже в том случае, когда скорость вращения колеса механизма подачи 93 измерено точно, вращение колеса преобразуется, в теории, в перемещение и, таким образом, в определенную длину. Тем не менее, в силу проскальзывания, проволока не перемещается и, следовательно, длина, определенная на основании вращения или скорости вращения колеса, не соответствует реальной длине проволоки. В результате, вес катушки со сварочной проволокой также может быть измерен. В варианте реализации изобретения, вес новой и неиспользованной катушки с проволокой равен около 15 килограмм (15000 грамм). В варианте реализации изобретения, вес катушки с проволокой измеряется с точностью около 100 грамм на 15000 грамм, т.е. точность составляет около 0,7%. Таким образом, данные о весе обеспечивают достаточно хороший способ измерения количества сварочной проволоки, оставшейся в катушке. В варианте реализации изобретения, вес катушки фиксируется или измеряется периодически, регистрируется вместе с временной отметкой и передается в систему uLog каждый раз, когда останавливается вращение катушки. Уведомление о том, что пришло время установить другую катушку, сварщик может получать посредством индикатора - звукового или мигающего светового, и т.п. Дополнительно, в одном варианте реализации изобретения, в такой ситуации сварочный аппарат может блокировать выполнение сварочной операции. Индикатор может показывать пороговое значение веса, при котором сварка не будет завершена.
В варианте реализации изобретения, дополнительно представлены РЧ-модули для считывания серийного номера катушки, заводского веса катушки, типа катушки, названия проекта и любую другую подробную информацию, которой снабжена РЧ-метка, установленная на катушку. Эти данные могут передаваться в облако посредством системы uLog вместе с любой необходимой подробной информацией. При повторном использовании старой катушки система сравнивает серийный номер с номерами уже использованных катушек в базе данных и извлекает последний доступный вес из облака, сравнивает аналогичный вес с новым считываемым весом перед началом работы. В системе доступен звуковой или световой индикатор для информирования оператора о том, что из РЧ-метки прочитана подробная информация и передана посредством CAN-шины. Использование РЧ-системы позволит исключить необходимость вручную вести учет, связанный с отслеживанием количества использованных катушек, их серийных номеров и дополнительной идентификации рабочих станций, на которых они использовались. В случае поставки сварочной проволоки с ошибочными составами/диаметрами система определяет это посредством считывания характеристик РЧ-меток и уведомляет оператора об этих отклонениях. В случае, если система полностью управляется вручную, такая ситуация может остаться незамеченной.
В варианте реализации изобретения, вычисляется разница DW между весом W1, измеренным в момент времени Т1и весом W2, измеренным в последующий момент времени Т2. Разница в весе DW (где, DW=W1-W2) соответствует весу проволоки, израсходованной в течение процесса сварки. Эта разница в весе DW сравнивается с предполагаемым весом TW. Предполагаемый вес TW рассчитывается посредством частоты оборотов R двигателя или линейной скорости S проволоки (линейная скорость S зависит от частоты оборотов R). Предполагаемый вес TW может быть рассчитан с использованием следующего равенства (1).
TW=(T2-T1) x S x (диаметр проволоки)2 x (плотность сварочного материала) x π/4 (1)
Гипотетически, в том случае, когда отсутствует проскальзывание, предполагаемый вес TW будет равен измеренному весу DW. С другой стороны, в том случае, когда возникает проскальзывание во время процесса между моментом времени Т1 и Т2, предполагаемый вес TW будет больше, чем измеренный вес DW, в таком случает, отношение R между предполагаемым весом TW и измеренным весом DW будет больше 1 (R=TW/DW > 1), и/или разница Δ между предполагаемым весом TW измеренным весом DW будет больше нуля (Δ = TW - DW > 0). В результате, в том случае, когда после определенного периода времени или определенного количества измерений будет установлено, что сохраняется разница между измеренным весом и предполагаемым/расчетным весом, скорость узла двигателя 90 может регулироваться или компенсироваться для получения равенства между расчетным/предполагаемым весом и измеренным весом. После этого, измеренный вес сравнивается с предполагаемым весом (определенным посредством скорости подачи проволоки) для определения того, подается ли проволока с предполагаемой скоростью подачи проволоки. В одном варианте реализации изобретения, такое определение может выполняться локально, на стороне сварщика, или с использованием системы uLog на облачном сервере 32.
Фиг. 21 представляет собой блок-схему, иллюстрирующую процесс сравнения измеренного веса и предполагаемого веса, определенного на основании скорости подачи проволоки, в соответствии с вариантом реализации изобретения в настоящем описании. Как очевидно из параграфов выше, процесс начинается измерением первого веса W1 катушки с проволокой в первый момент времени (Т1), в блоке S10. Процесс дополнительно включает измерение второго веса W2 катушки во второй момент времени T2, по истечению определенного времени после момента времени T1, в блоке S12 (T2>T1). Процесс также включает вычисление разницы между первым измеренным весом W1 вторым измеренным весом в момент времени T2, в блоке S14. Процесс включает вычисление предполагаемого веса на основании скорости подачи проволоки, в блоке S16. В блоке S18, предполагаемый вес, основанный на скорости подачи проволоки, сравнивается с расчетной разницей в весе, и в том случае, когда предполагаемый вес больше или меньше, чем рассчитанная в блоке S18 разница в весе, в блоке S20 регулируется скорость узла двигателя, подающего проволоку. После очередного приращения времени, после того как была отрегулирована скорость узла двигателя, процесс повторяется. В том случае, когда предполагаемый вес равен рассчитанной разнице в весе, процесс также повторяется после очередного приращения времени без регулировки скорости узла двигателя. Этот процесс многократно повторяется после каждого приращения времени для контроля и/или корректировки любого потенциального проскальзывания узла двигателя 90.
Этот процесс может быть реализован локально посредством использования системы uLog на компьютере 16, связанном со станцией сварки 10, или реализован системой uLog на облачном сервере 32, а также реализован системой uLog на промежуточном компьютере 50, описанном в приведенных выше параграфах.
В варианте реализации изобретения, может возникнуть необходимость контролировать использование проволоки на разных станциях сварки 10 для определения общей эффективности сварочной системы. Например, это позволит получать прогнозируемую информацию о количестве катушек, необходимых при выполнении большого проекта на основании полученной ранее информации. Например, информация об использовании катушек выгружается в систему uLog, которая сохраняется и обрабатывается облачным сервером 32. Например, каждая станция сварки 10 может выгружать данные об использовании катушек в систему uLog на облачный сервер посредством описанной ранее конфигурации сети, и на основании накопленных данных об использовании определенного количества катушек с проволокой, а также посредством алгоритма машинного обучения (MLA), система uLog способна прогнозировать средний будущий расход катушек с проволокой (или количество сварочной проволоки). Например, на основании использования типовых решений, относящихся к определенным параметрам сварки, система uLog может определять пороговое значение, при котором сварка не может быть полностью завершена. В результате, на основании предполагаемого порогового значения, определенного посредством алгоритма машинного обучения система uLog может уведомлять сварщика посредством индикатора (например, звукового, светового мигающего и т.п.) о том, что проволока в катушке заканчивается, и что сварка не может быть завершена. Например, на основании предполагаемого порогового значения, определенного посредством алгоритмов машинного обучения облачный сервер 32, на котором запущена система uLog, может быть выполнен с возможностью обеспечения обратной связи с одним или более компьютеров 16 станций сварки для уведомления сварщика о том, что сварка не может быть завершена.
В дополнительных вариантах реализации изобретения, когда присутствует расхождение между предполагаемым весом, определенным посредством скорости подачи проволоки (измеренной датчиком 92), и измеренным весом (W2-W1), где значения W2 и W1 измерены датчиком веса 84, вместо регулировки скорости узла двигателя 90 регулируется скорость сварочного аппарата 100 (или скорость перемещения) для приведения ее в соответствие со скоростью V, полученной посредством измерения веса W2-W1.
Как очевидно из приведенных выше параграфов, предлагается сварочная система, содержащая множество станций сварки 10. Каждая станция сварки 10 содержит компьютер станции сварки 16 и систему сварки 12, соединенную с возможностью обмена данными с компьютером станции сварки 16. Каждая станция сварки 10 содержит один или более датчиков 92, 102, один или более датчиков 92, 102, выполненных с возможностью измерения данных о сварке, включая данные о скорости подачи сварочной проволоки (измеренной датчиком 92), как проиллюстрировано, к примеру, на Фиг.20. Система дополнительно содержит множество беспроводных устройств 50, соединенных с возможностью обмена данными с одним или более компьютерами станции сварки для получения данных о сварке, включая данные об измеренной скорости подачи сварочной проволоки. Система также содержит облачный сервер 32, соединенный с возможностью обмена данными с беспроводными устройствами 50, при этом облачный сервер 32 выполнен с возможностью обрабатывать данные о сварке, включая данные о скорости подачи сварочной проволоки, и выполнен с возможностью определения количества расходуемого сварочного материала, используемого множеством станций сварки 10 в течение заданного периода времени. Облачный сервер 32 выполнен с возможностью передачи данных о количестве расходуемой сварочной проволоки, которые используются одним или более беспроводными устройствами.
В варианте реализации изобретения, данные о сварке также включают скорость перемещения системы сварки. В варианте реализации изобретения, беспроводные устройства 50 выполнены с возможностью дополнительно получать данные о скорости системы сварки. В варианте реализации изобретения, облачный сервер 32 дополнительно выполнен с возможностью обрабатывать данные о скорости перемещения.
Как очевидно из приведенных выше параграфов, предлагается также сварочная система, имеющая станцию сварки, при этом станция сварки содержит компьютер станции сварки и систему сварки, соединенную с возможностью обмена данными с компьютером станции сварки. Сварочная система содержит запас сварочного материала 80, сварочный аппарат 100 и узел двигателя для подачи сварочного материала 90, который перемещает сварочный материал 86 из запаса сварочного материала 80 в сварочный аппарат. Сварочная система дополнительно содержит устройство взвешивания 82, функционально связанное с компьютером станции сварки 16 и выполненное с возможностью измерения веса запаса сварочного материала 80 и передачи данных о весе запаса сварочного материала 80 компьютеру станции сварки 16 в виде данных о весе, и датчик 92, функционально связанный с узлом двигателя для подачи сварочного материала 90 и компьютером 16 станции сварки для обеспечения передачи данных о скорости узла двигателя подачи сварочного материала 90 в компьютер 16 станции сварки в виде данных о скорости. Компьютер 16 станции сварки функционально связан с узлом двигателя 90 для подачи сварочного материала и выполнен с возможностью управления скоростью узла двигателя 90 на основе данных о весе.
Как дополнительно очевидно из приведенных выше параграфов, предлагается сварочная система, включающая множество станций сварки 10, при этом каждая станция сварки 10 содержит компьютер 16 станции сварки и систему сварки 100, соединенную с возможностью обмена данными с компьютером 16 станции сварки, причем каждая станция сварки 10 содержит один или более датчиков 92, при этом один или более датчиков 92 выполнены с возможностью измерения данных о сварке, включая данные о скорости подачи сварочной проволоки. Сварочная система также включает множество беспроводных устройств 50, соединенных с возможностью обмена данными с одним или более компьютерами 16 станций сварки для получения данных о сварке, включая измеренные данные о скорости подачи сварочной проволоки. Каждый компьютер 16 станции сварки выполнен с возможностью обрабатывать данные о сварке для системы сварки 100, с которой он соединен с возможностью обмена данными, включая данные о скорости подачи сварочной проволоки. Компьютер 16 станции сварки дополнительно выполнен с возможностью определения количества расходуемого сварочного материала, используемого сварочной системой 100 в течение заданного периода времени, и генерирования данных о расходе материала на основании определения количества расходуемого материала.
В варианте реализации изобретения, станция сварки 10 дополнительно содержит двигатель 90 для перемещения подаваемой сварочной проволоки с заданной скоростью подачи проволоки, при этом данные о скорости подаваемой проволоки определяются на основании скорости двигателя 90, а каждая станция сварки 10 дополнительно содержит датчик веса 84, который регистрирует снижение веса расходуемого материала. Датчик веса 84 обеспечивает выходные сигналы, передаваемые на компьютер 16 станции сварки. Компьютер 16 станции сварки использует выходные сигналы для получения данных о расходе. В варианте реализации изобретения, компьютер 16 станции сварки использует данные о расходе для управления скоростью двигателя 90. В варианте реализации изобретения, система дополнительно содержит облачный сервер 32 для получения данных о расходе вместе с данными о скорости подаваемой проволоки для установления соотношения данных о расходе с данными о скорости подаваемой сварочной проволоки.
Данное описание следует толковать в широком смысле. Предполагается, что в данном описание изложены эквиваленты, значения, системы и способы для достижения устройств, операций и механических действий, описанных в данном документе. Для каждого программного и/или механического элемента или механизма, описанного в данном документе, предполагается, что данное описание также охватывает в своем раскрытии следующие эквиваленты, значения, системы и способы для практического применения многих аспектов, механизмов и устройств, описанных в данном документе. Кроме того, данное описание относится к сварочной системе, построенной на базе облачных технологий, и ее различным аспектам, характерным особенностям и элементам. Такие системы и связанное с ними оборудование могут использоваться динамически, при этом, в данном описании предполагается, что они охватывают эквиваленты, значения, системы и способы использования инструментов и их различных аспектов, соответствующих описанию и подлинному смыслу операций и функций, описанных в данном документе. Формулу изобретения данной заявки также следует понимать в широком смысле.
Все, что относится к изложенным вариантам реализации изобретения, следует толковать в широком смысле и может быть выполнено, использовано, реализовано в виде программного и аппаратного обеспечения, выполнено электронным способом, компьютерным способом, в виде машиночитаемого программного кода (в данном документе используются синонимы «выполняемый программный код», «компьютерный код», «программный код» или «код»), программного обеспечения, обрабатываемого и вычисляемого электронным способом. Способы, изложенные в данном документе, относятся к сварке во всех ее аспектах, а также строительству трубопроводов и другим строительным операциям, и могут быть реализованы для использования и выполнения в электронной компьютерной среде, и/или облаке, и/или среде, основанной на облачных технологиях, например, посредством использования процессора, центрального процессора, компьютера, распределенной обработки и/или вычислительной системы, беспроводного устройства, ноутбука, мобильного устройства, облачной обработки и любой электронной архитектуры, приспособленной для обработки расчетов и способов, описанных в данном документе.
Все варианты реализации изобретения в данном документе могут быть созданы, использованы, реализованы и выполнены посредством машиночитаемого программного кода. Не существует каких-либо ограничений в отношении типа и характера машиночитаемого программного кода, который может быть использован для достижения способов и вычислений, описанных в данном документе. Программные продукты не имеют ограничений и могут в широком смысле представлять собой любое программное обеспечение или приложение, способное обрабатывать численные методы и вычисления, описанные в данном документе. Программные продукты могут представлять собой приложения, подпрограммы, мобильные приложения, приложения для смартфонов, беспроводные приложения, облачные приложения, облачные службы или любые приложения, реализованные посредством машиночитаемого программного кода, для достижения способов, описанных в данном документе. Не существует каких-либо ограничений по характеру продукта, будь то приложение, являющееся исходным кодом, скомпилированным кодом, не скомпилированным кодом, загружаемым кодом, сжатым кодом, исполняемым кодом. Настоящее описание явным образом охватывает любые продукты, обеспечивающие использование способов, описанных в данном документе, и которые обеспечивают реализацию, выполнение, поддержку или возможность для пользователя практически использовать, создавать или использовать любые способы, описанные в данном документе в любом варианте реализации изобретения или его части.
Все из описанных вариантов реализации изобретения являются по своей природе трансформируемыми. Описанные числовые методы выполняются компьютером для преобразования данных, относящихся по меньшей мере к одному предмету, по меньшей мере одному значению свойства и по меньшей мере одному неизвестному значению, электронным и/или компьютерным способом для получения выходных данных, которые будут восприняты и использованы пользователем способов, описанных в данном документе.
Объем настоящего описания следует понимать в широком смысле. Предполагается, что данное изложение описывает эквиваленты, значения, системы и способы для достижения машинного вычисления, программного обеспечения, функций, устройств, операций, электронных компонентов, компьютеров, систем и механических действий, описанных в данном документе. Для каждой функциональной возможности, программного обеспечения, способов, вычислений или выполняемого программного кода, изложенного в данном документе, предполагается, что данное описание также охватывает в своем раскрытии следующие эквиваленты, значения, системы и способы для практического применения многих аспектов способов, значений, механизмов и устройств, описанных в данном документе. Дополнительно, данное описание относится к сварочному оборудованию и строительству трубопроводов и техническому обеспечению, программному обеспечению и продуктам, относящимся к ним, а также их множественным аспектам, свойствам и элементам. Такие технологии при их использовании в работе могут быть динамическими, при этом предполагается, что данное описание охватывает эквиваленты, значения, системы и способы использования изложенных в данном документе технологий и их множественных аспектов, соответствующих описанию и подлинному смыслу операций и функций, описанных в данном документе. Формулу изобретения данной заявки также следует понимать в широком смысле.
Хотя для иллюстрации вариантов воплощения изобретения, которые считаются нами наиболее практичными и предпочтительными, приводится детальное описание, следует понимать, что подобная детализация приведена исключительно для достижения указанной цели и что изобретение не ограничивается приведенными вариантами воплощения, и даже напротив, приведенное описание имеет своей целью отразить модификации и равнозначные схемы, лежащие в пределах сущности и объема формулы изобретения. Например, следует понимать, что настоящее изобретение предусматривает, что, в возможных пределах, одна или большее количество характерных особенностей одного варианта реализации этого изобретения могут объединяться с одной или большим количеством характерных особенностей любого другого варианта реализации этого изобретения.
[99]Более того, поскольку различные модификации и изменения понятны специалистам в данной области техники, они не ограничивают изобретение точным соответствием конструкциям и операциям, описанным в данном документе. Соответственно, все подходящие модификации и эквиваленты следует рассматривать, как попадающие под действие сущности и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
| СИСТЕМЫ И СПОСОБЫ ДЛЯ ГЕНЕРАЦИИ МЕТАНОВОГО ЧИСЛА | 2018 |
|
RU2737602C1 |
| СПОСОБ АВТОМАТИЗАЦИИ СВАРОЧНЫХ ПРОЦЕССОВ НА ПРЕДПРИЯТИИ | 2016 |
|
RU2681589C2 |
| СПОСОБ ПРОВЕДЕНИЯ ЭЛЕКТРИЧЕСКИХ ИСПЫТАНИЙ МИКРОПРОЦЕССОРНОГО УСТРОЙСТВА РЕЛЕЙНОЙ ЗАЩИТЫ И АВТОМАТИКИ | 2024 |
|
RU2838834C1 |
| СИСТЕМА И СПОСОБ ДЛЯ АДАПТАЦИИ ВИДЕОСВЯЗИ | 2011 |
|
RU2558736C1 |
| СЕРВЕР И СПОСОБ ДЛЯ ОПРЕДЕЛЕНИЯ ВРЕДОНОСНЫХ ФАЙЛОВ В СЕТЕВОМ ТРАФИКЕ | 2018 |
|
RU2680736C1 |
| СИСТЕМА И СПОСОБ, ОБЕСПЕЧИВАЮЩИЕ РАСПРЕДЕЛЕННУЮ АРХИТЕКТУРУ СВАРКИ | 2002 |
|
RU2284885C2 |
| Система управления процессом бурения при установке винтовых свай | 2018 |
|
RU2702305C2 |
| СПОСОБ РУЧНОЙ СВАРКИ | 2013 |
|
RU2636216C2 |


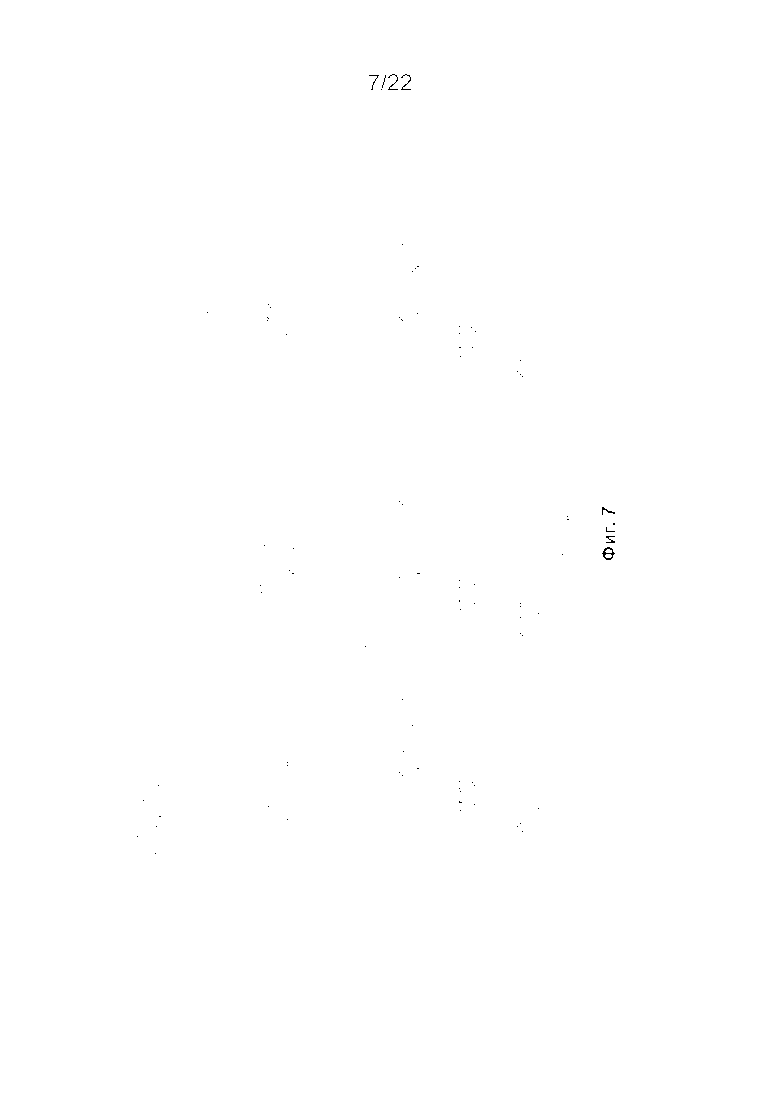
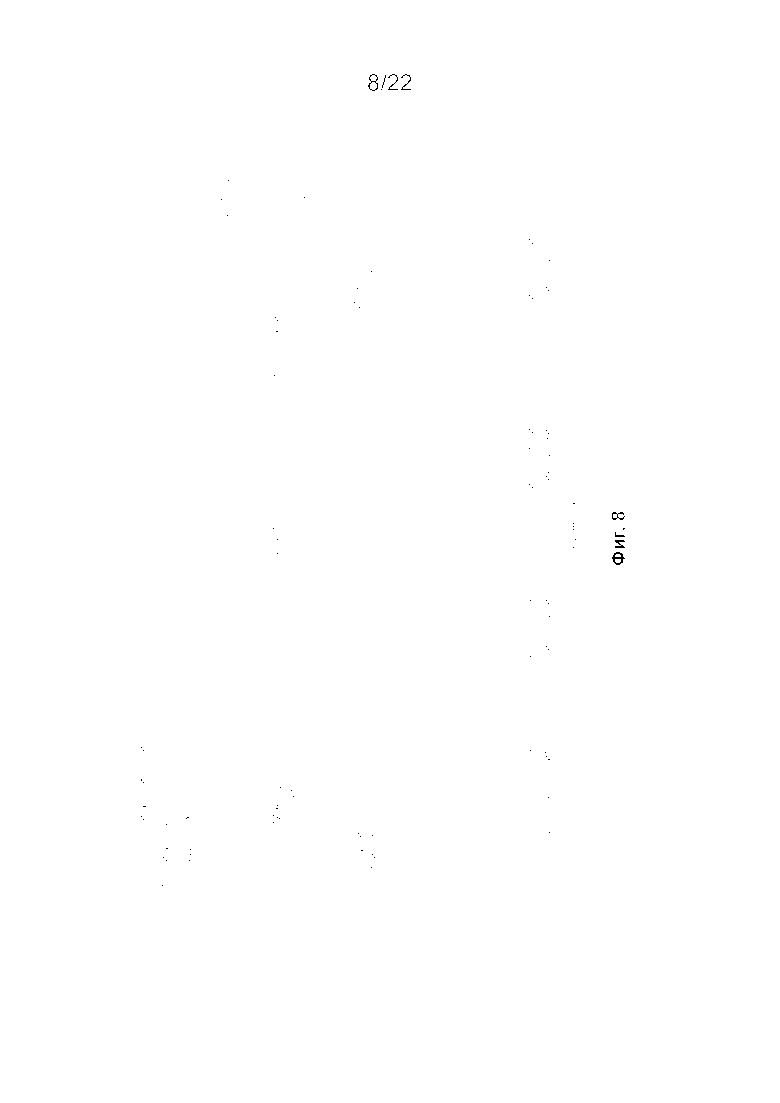
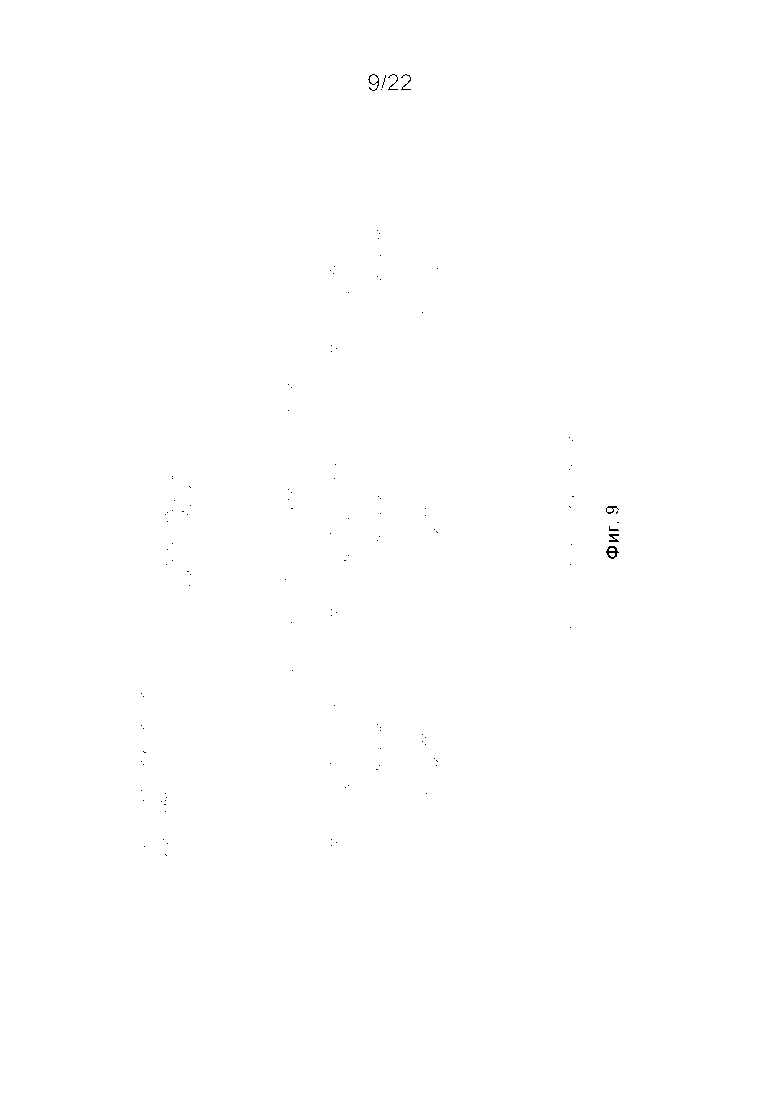
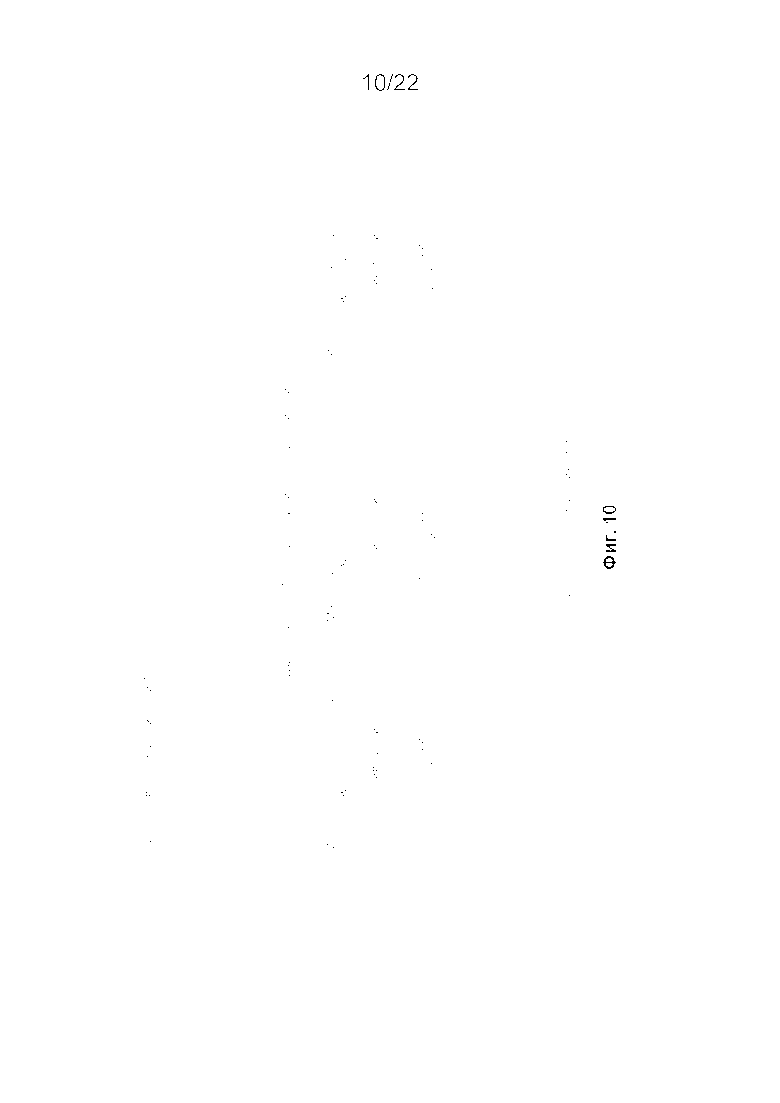





Изобретение относится к сварочной системе(варианты) и способу управления сварочным процессом. Сварочная система содержит станцию сварки, имеющую компьютер станции сварки и систему сварки, соединенную с возможностью обмена данными с компьютером станции сварки. Указанная система сварки содержит устройство подачи сварочного материала, сварочный аппарат и узел двигателя подачи сварочного материала, перемещающий сварочный материал к сварочному аппарату. Указанная система содержит также устройство взвешивания, функционально связанное с компьютером станции сварки для измерения веса подаваемого сварочного материала и передачи данных о весе подаваемого сварочного материала на компьютер станции сварки, и датчик, функционально связанный с узлом двигателя подачи сварочного материала и компьютером станции сварки таким образом, чтобы передавать данные о скорости узла двигателя подачи сварочного материала на компьютер станции сварки. Компьютер станции сварки функционально связан с узлом двигателя подачи сварочного материала для управления скоростью узла двигателя на основе данных о весе. 4 н. и 27 з.п. ф-лы, 23 ил.
1. Сварочная система, содержащая:
множество станций сварки, при этом каждая станция сварки содержит компьютер станции сварки и сварочный механизм, соединенный с возможностью обмена данными с компьютером станции сварки, при этом каждая станция сварки содержит один или более датчиков, причем один или более датчиков выполнены с возможностью измерения данных о сварке, включая данные о скорости подачи сварочной проволоки, причем сварочный механизм содержит узел двигателя, подающий расходуемый сварочный материал, используемый множеством станций сварки;
устройство взвешивания, выполненное с возможностью измерения веса расходуемого сварочного материала;
множество беспроводных устройств, соединенных с возможностью обмена данными с одним или более компьютеров станций сварки для получения данных о сварке, включая измеренные данные о скорости подачи сварочной проволоки; и
облачный сервер, соединенный с возможностью обмена данными с беспроводными устройствами и устройством взвешивания, при этом облачный сервер выполнен с возможностью обработки данных о сварке, включая данные о скорости подачи сварочной проволоки, и определения веса расходуемого сварочного материала, используемого множеством станций сварки в течение заданного периода времени с помощью устройства взвешивания, при этом облачный сервер выполнен с возможностью передачи данных о весе используемого расходуемого сварочного материала с помощью одного или более беспроводного устройства к компьютеру станции сварки так, что компьютер станции сварки управляет скоростью узла двигателя на основе веса расходуемого сварочного материала.
2. Сварочная система по п. 1, отличающаяся тем, что сварочный механизм содержит орбитальный сварочный аппарат.
3. Сварочная система по п. 2, отличающаяся тем, что орбитальный сварочный аппарат содержит сварочный механизм, выполненный с возможностью вращения в обе стороны.
4. Сварочная система по п. 1, отличающаяся тем, что данные о сварке дополнительно включают данные о скорости перемещения сварочного механизма.
5. Сварочная система по п. 4, отличающаяся тем, что множество беспроводных устройств выполнены с возможностью дополнительного получения данных о скорости перемещения сварочного механизма.
6. Сварочная система по п. 4, отличающаяся тем, что облачный сервер дополнительно выполнен с возможностью обработки данных о скорости перемещения.
7. Сварочная система по п. 4, отличающаяся тем, что компьютер станции сварки выполнен с возможностью предписания сварочному механизму снижения скорости сварочного механизма или регулировки положения сварочной головки в сварочном механизме в случае, если ток в сварочном механизме велик.
8. Сварочная система, содержащая:
станцию сварки, при этом станция сварки содержит компьютер станции сварки и сварочный механизм, соединенный с возможностью обмена данными с компьютером станции сварки,
причем сварочный механизм содержит устройство подачи сварочного материала, сварочный аппарат и узел двигателя подачи сварочного материала, перемещающий сварочный материал к сварочному аппарату,
устройство взвешивания, функционально связанное с компьютером станции сварки и выполненное с возможностью измерения веса подаваемого сварочного материала и передачи данных о весе подаваемого сварочного материала на компьютер станции сварки в виде данных о весе, и
датчик, функционально связанный с узлом двигателя подачи сварочного материала и компьютером станции сварки для осуществления передачи значения скорости узла двигателя подачи сварочного материала в виде данных о скорости компьютеру станции сварки;
при этом компьютер станции сварки функционально связан с узлом двигателя подачи сварочного материала и выполнен с возможностью управления скоростью узла двигателя на основе данных о весе.
9. Сварочная система по п. 8, отличающаяся тем, что сварочное устройство представляет собой орбитальный сварочный аппарат.
10. Сварочная система по п. 8, отличающаяся тем, что устройство подачи сварочного материала содержит катушку, выполненную с возможностью транспортировки сварочной проволоки.
11. Сварочная система по п. 10, отличающаяся тем, что устройство взвешивания содержит втулку-преобразователь, при этом втулка-преобразователь выполнена с возможностью переноса катушки, причем втулка-преобразователь содержит ступицу и тензочувствительные датчики, установленные на ступице.
12. Сварочная система по п. 11, отличающаяся тем, что тензочувствительные датчики выполнены с возможностью и размещены для измерения силы натяжения, создаваемого весом катушки.
13. Сварочная система по п. 8, отличающаяся тем, что узел двигателя содержит двигатель и колесо механизма подачи, функционально связанное с двигателем.
14. Сварочная система по п. 13, отличающаяся тем, что узел двигателя содержит прижимной ролик, выполненный с возможностью давления на сварочную проволоку для ее прижатия к колесу механизма подачи таким образом, чтобы вращение колеса механизма подачи приводило к перемещению проволоки.
15. Сварочная система по п. 8, отличающаяся тем, что колесо механизма подачи выполнено с возможностью вращательного захвата проволоки для перемещения проволоки.
16. Сварочная система по п. 8, отличающаяся тем, что компьютер станции сварки выполнен с возможностью измерения разницы в весе между весом подаваемого сварочного материала, измеренным в первый момент времени, и весом подаваемого сварочного материала, измеренным во второй момент времени вслед за первым моментом времени, при этом разница в весе соответствует измеренному весу израсходованного сварочного материала в промежутке между первым моментом времени и вторым моментом времени.
17. Сварочная система по п. 16, отличающаяся тем, что компьютер станции сварки выполнен с возможностью подсчета предполагаемого веса израсходованного сварочного материала на основе скорости вращения узла двигателя подачи сварочного материала.
18. Сварочная система по п. 17, отличающаяся тем, что компьютер станции сварки выполнен с возможностью подсчета разницы или соотношения, или и того, и другого, между измеренным весом сварочного материала и предполагаемым весом израсходованного сварочного материала.
19. Сварочная система по п. 17, отличающаяся тем, что компьютер станции сварки выполнен с возможностью сравнения измеренного веса сварочного материала и предполагаемого веса израсходованного сварочного материала, и, в случае расхождений, компьютер станции сварки информирует, что произошло проскальзывание, и регулирует скорость узла двигателя для настройки скорости вращения узла двигателя.
20. Сварочная система по п. 19, отличающаяся тем, что компьютер станции сварки выполнен с возможностью периодического выполнения сравнения между измеренным весом сварочного материала и предполагаемым весом израсходованного сварочного материала на множестве интервалов времени.
21. Сварочная система по п. 8, отличающаяся тем, что дополнительно содержит облачный сервер, соединенный с возможностью обмена данными с компьютером станции сварки, при этом облачный сервер выполнен с возможностью обработки данных о скорости узла двигателя подачи сварочного материала и веса подаваемого сварочного материала, полученных от компьютера станции сварки, для накопления данных об использовании сварочного материала.
22. Сварочная система по п. 8, отличающаяся тем, что облачный сервер выполнен с дополнительной возможностью обработки данных о скорости узла двигателя подачи сварочного материала и веса подаваемого сварочного материала, полученных от множества компьютеров станций сварки, связанных с множеством станций сварки, для сохранения накопленных данных об использовании сварочного материала на каждой из множества станций сварки.
23. Сварочная система по п. 22, отличающаяся тем, что облачный сервер выполнен с возможностью прогнозирования среднего значения будущего расхода сварочного материала на основе накопленных данных и использования алгоритма машинного обучения.
24. Сварочная система по п. 23, отличающаяся тем, что облачный сервер выполнен с возможностью определения порогового значения требуемого сварочного материала для выполнения сварочных работ на основе типовых решений и данных.
25. Сварочная система по п. 24, отличающаяся тем, что облачный сервер выполнен с возможностью обеспечения обратной связи с одним или более из множества компьютеров станций сварки для предупреждения сварщика о том, что сварочные работы не могут быть завершены, на основе расчетного порогового значения, определенного посредством алгоритма машинного обучения.
26. Сварочная система по п. 8, отличающаяся тем, что компьютер станции сварки выполнен с возможностью управления скоростью сварочного аппарата для регулировки скорости сварочного аппарата для приведения в соответствие со скоростью, полученной на основе измерения веса подаваемого сварочного материала.
27. Способ управления сварочным процессом, включающий этапы, на которых:
измеряют, с использованием устройства взвешивания, первый вес подаваемого сварочного материала в первый момент времени;
измеряют, с использованием устройства взвешивания, второй вес подаваемого сварочного материала во второй момент времени, вслед за первым моментом времени;
рассчитывают, с использованием компьютера, разницу в измеренном весе между первым весом и вторым весом, при этом разница в измеренном весе соответствует измеренному весу использованного сварочного материала;
рассчитывают, с использованием компьютера, предполагаемый вес использованного сварочного материала на основе скорости узла двигателя, подающего сварочный материал к сварочному аппарату;
сравнивают, посредством компьютера, предполагаемый вес использованного сварочного материала с измеренным весом использованного сварочного материала; и
регулируют, посредством компьютера, скорость узла двигателя для компенсации проскальзывания узла двигателя.
28. Способ по п. 27, в котором повторяют измерение первого веса и измерение второго веса, расчет разницы в весе, соответствующей измеренному весу использованного сварочного материала, расчет предполагаемого веса использованного сварочного материала, сравнение предполагаемого веса использованного сварочного материала с измеренным весом использованного сварочного материала на множестве интервалов времени и регулировку скорости узла двигателя при возникновении проскальзывания узла двигателя.
29. Сварочная система, содержащая:
множество станций сварки, при этом каждая станция сварки содержит компьютер станции сварки и сварочный механизм, соединенный с возможностью обмена данными с компьютером станции сварки, один или более датчиков, выполненных с возможностью измерения данных о сварке, включая данные о скорости подачи сварочной проволоки; двигатель, подающий расходуемый сварочный материал, используемый множеством станций сварки, и датчик веса, измеряющий уменьшение веса расходуемого сварочного материала и выходные сигналы для компьютера станции сварки, и передающий выходные сигналы на компьютер станции сварки;
множество беспроводных устройств, соединенных с возможностью обмена данными с одним или более компьютеров станций сварки для получения данных о сварке, включая измеренные данные о скорости подачи сварочной проволоки,
при этом каждый компьютер станции сварки выполнен с возможностью обработки данных о сварке, включая данные о скорости подачи сварочной проволоки, для сварочного механизма, с которой он соединен с возможностью обмена данными, причем компьютер сварочного механизма выполнен с возможностью определения уменьшения веса расходуемого сварочного материала, используемого сварочным механизмом в течение заданного периода времени, использующей выходные сигналы и генерирования на его основе данных о расходе так, что компьютер станции сварки использует данных о расходе для управления скоростью двигателя.
30. Сварочная система по п. 29, отличающаяся тем, что двигатель выполнен с возможностью перемещения сварочной проволоки с заданной скоростью подачи сварочной проволоки, при этом данные о скорости проволоки определены на основе скорости двигателя.
31. Сварочная система по п. 29, отличающаяся тем, что дополнительно содержит облачный сервер для получения данных о расходе вместе с данными о скорости подачи сварочной проволоки для сопоставления данных о расходе с данными о скорости подачи сварочной проволоки.
| US 8658941 B2, 25.02.2014 | |||
| US 2013075380 A1, 28.03.2013 | |||
| US 2006070987 A1, 06.04.2006 | |||
| US 2013112677 A1, 09.05.2013 | |||
| US 4019016 A, 19.04.1977 | |||
| US 4927091 A, 22.05.1990 | |||
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНОГО АППАРАТА | 1999 |
|
RU2218251C2 |
| CN 1069213 A, 24.02.1993. | |||

