Область техники
[0001] Настоящее изобретение относится к способу сварки внахлестку и сварному соединению внахлест высокопрочного стального листа, в частности, оно относится к способу сварки внахлестку детали, используемой в качестве компонента автомобиля и пригодной для сварки только с одной стороны, и к сварному соединению внахлест, полученному этим способом.
Уровень техники
[0002] В автомобильной промышленности для снижения воздействия на окружающую среду предпринимаются меры по улучшению удельного расхода топлива за счет уменьшения веса кузовов автомобилей и по повышению безопасности при столкновении. Поэтому, чтобы уменьшить вес кузовов автомобилей и повысить безопасность при столкновении, стремятся использовать высокопрочный стальной лист, что позволяет уменьшить толщину и оптимизировать конструкцию кузовов автомобилей.
[0003] С другой стороны, при сварке деталей автомобилей и т.д., главным образом, используют точечную контактную сварку, но в таких местах, как тележка или шасси, где требуются прочность и жесткость, становится необходимой шовная сварка, и выполняют сварку внахлестку. Кроме того, у сварного соединения в таком месте требуется наличие достаточных усталостной прочности и статической прочности при растяжении.
[0004] Обычно усталостная прочность основных материалов, используемых в свариваемых элементах, увеличивается пропорционально прочности этих материалов, но известно, что усталостная прочность сварного соединения не обязательно будет увеличиваться даже при увеличении прочности основного материала. Это является одним из факторов, препятствующих снижению веса кузовов автомобилей за счет использования высокопрочных стальных листов.
[0005] По этой причине в сварных соединений, полученных путем сварки внахлестку высокопрочных стальных листов, исследованы, главным образом, пути повышения усталостной прочности. Пути повышения прочности на растяжение исследованы в значительно меньшей степени.
[0006] В PLT1 описана технология, позволяющая подходящим образом задать твердость и компоненты металла сварного шва, а также размеры валика нахлесточного сварного шва так, чтобы повысить прочность на растяжение сварного соединения, полученного путем сварки внахлестку.
[0007] В PLT2 описана технология наложения друг на друга валиков сварного шва при получении таврового сварного соединения для увеличения толщины металла сварного шва и повышения прочности соединения.
[0008] В PLT3 описана технология создания повышающего жесткость валика, отдельного от валика сварного шва в сварном соединении внахлест, как один из приемов повышения усталостной прочности.
Список литературы
[0009] Патентная литература
PLT1: Японская патентная публикация № 2005-103622А
PLT2: Японская патентная публикация № 2013-139047А
PLT3: Японский патент № 5522317В2
Сущность изобретения
Техническая проблема
[0010] На Фиг.1 показан один пример испытательного образца, полученного путем наложения друг на друга высокопрочных стальных листов и сварки их внахлестку, в состоянии после испытания на растяжение.
[0011] Фиг.1 - фотография разреза в направлении по толщине листа, в состоянии после испытания на растяжение, испытательного образца, полученного путем наложения друг на друга стальных листов 1а, 1b с классом прочности на растяжение 1180 МПа и толщиной 1,6 мм и сварки внахлестку торцевой части стального листа 1а и поверхности стального листа 1b. Отметим, что сторона, с которой находится стальной лист 1а, иногда будет называться "верхней стороной", а сторона, с которой находится стальной лист 1b, иногда будет называться "нижней стороной".
[0012] Испытательный образец, показанный на Фиг.1, разрушился не по материалу стальных листов 1а, 1b (основному материалу). При приложении нагрузки 28 кН трещина росла из корневой части валика сварного шва 2 (зоны нахлесточного сварного шва) в вертикальном направлении, практически перпендикулярном направлению растяжения, что привело к разрушению по металлу сварного шва.
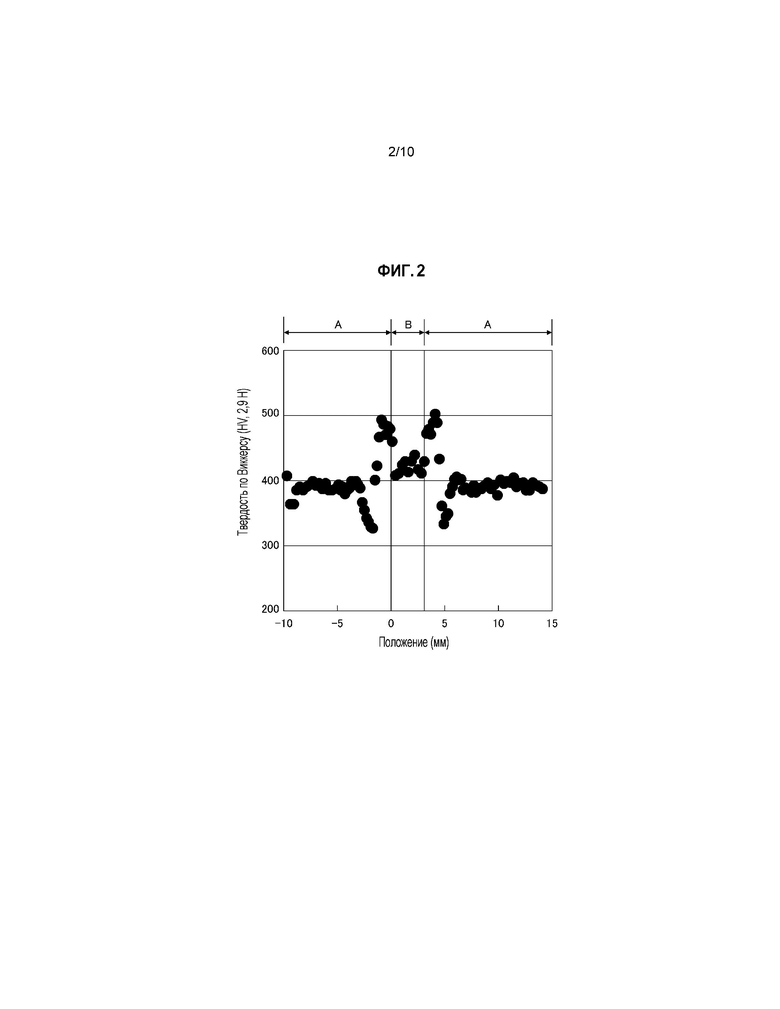
[0013] На Фиг.2 показано распределение твердости по Виккерсу. Приведенную на Фиг.2 твердость по Виккерсу измеряли в положениях, находящихся на глубине 0,2 мм от поверхности стального листа (основного материала) 1b, то есть там, где на этой поверхности сформирован валик сварного шва 2, показанный на Фиг.1, в направлении по толщине (показанное пунктирной линией положение), в направлении, параллельном поверхности стального листа (основного материала) 1b. На Фиг.2 область А показывает твердость по Виккерсу основного материала и зоны термического влияния (ЗТВ) сварки, а область В – твердость по Виккерсу металла сварного шва. Таким образом, твердость по Виккерсу металла сварного шва становится равной твердости по Виккерсу основных материалов.
[0014] Таким образом, испытательный образец, приготовленный с использованием стального листа (основного материала) с пределом прочности на растяжение 780 МПа или более по меньшей мере в качестве верхнего листа, не разрушается по основному материалу, а разрушается по металлу сварного шва из-за роста трещины из корневой части, где концентрируется механическое напряжение, так как верхний стальной лист не обладает высокой пластичностью, а также из-за того, что твердости по Виккерсу у металла сварного шва и основного материала стали равными.
[0015] С другой стороны, в сварном соединении, полученном путем сварки внахлестку, если это соединение при приложении чрезмерной растягивающей нагрузки не разрушается по металлу сварного шва, а устойчиво разрушается по основному материалу, целевую прочность сварного соединения можно получать с хорошей воспроизводимостью, что может способствовать повышению безопасности и надежности автомобилей и т.д.
[0016] Описанная в PLT1 технология обеспечивает повышение прочности на растяжение путем регулирования твердости металла сварного шва за счет его химического состава, но, если твердость металла сварного шва по Виккерсу (HV) превышает 500 единиц, иногда происходит замедленное разрушение металла сварного шва. Кроме того, иногда невозможно гибким образом выбирать сварочную проволоку с целью регулирования химического состава.
[0017] Кроме того, обратившись к PLT2, авторы изобретения исследовали повышение прочности на растяжение у сварного соединения внахлест за счет увеличения толщины металла сварного шва. Однако при выполнении сварки с увеличением толщины металла сварного шва необходимо увеличить подвод тепла. В результате иногда увеличиваются сварочные деформации.
[0018] Кроме того, с повышающим жесткость валиком, который описан в PLT3, получается лишь частичное усиление. Помимо этого, если увеличивается число повышающих жесткость валиков, то иногда увеличивается количество вводимого тепла и увеличиваются сварочные деформации.
[0019] С другой стороны, в случае сварного соединения внахлест, можно сваривать две стороны свариваемых внахлестку элементов с тем, чтобы повысить прочность на растяжение. Однако из-за конструкции свариваемых элементов иногда возможно сваривать свариваемые элементы только с одной стороны. Иногда невозможно сварить свариваемые элементы с двух сторон при помощи сварки внахлестку.
[0020] Учитывая такую ситуацию, задача в настоящем изобретении состоит в том, чтобы предложить способ сварки для получения сварного соединения внахлест с превосходной прочностью на растяжение, которое не вызывает увеличения сварочной деформации и которое не разрушается по металлу сварного шва при приложении растягивающей нагрузки.
Решение проблемы
[0021] Авторы изобретения провели глубокие исследования средств решения этой проблемы. У авторов изобретения родилась идея накладывать друг на друга первый стальной лист с пределом прочности на растяжение 780 МПа или более (ниже также называемый "высокопрочным стальным листом"), образующий верхний стальной лист в сварном соединении внахлест, и второй стальной лист, образующий нижний стальной лист, и выполнять сварку внахлестку торцевой части первого стального листа и поверхности второго стального листа с обеспечением в ходе нее усиливающей части на поверхности первого стального листа с его стороны, противоположной поверхности, на которую наложен второй стальной лист, чтобы распределить напряжение, концентрирующееся в корневой части.
[0022] Кроме того, при выполнении сварки внахлестку таким образом, что металл сварного шва покрывает торцевую часть усиливающей части, торцевую часть первого стального листа и поверхность второго стального листа, они обнаружили, что прочность на растяжение улучшается без увеличения сварочной деформации сварного соединения.
[0023] Настоящее изобретение было создано на основе такого обнаруженного факта, и его сущность заключается в следующем:
[0024] (1) Способ сварки внахлестку, содержащий наложение друг на друга планируемых под сварку участков первого стального листа и второго стального листа, причем первый стальной лист имеет предел прочности на растяжение 780 МПа или более, а способ содержит следующие этапы: формируют усиливающую часть, соединенную с поверхностью первого стального листа на его стороне, противоположной контактирующей со вторым стальным листом поверхности первого стального листа при наложении первого и второго стальных листов друг на друга; и выполняют сварку внахлестку таким образом, чтобы металл сварного шва покрывал торцевую часть усиливающей части и пространство между торцевой частью первого стального листа и поверхностью второго стального листа.
[0025] (2) Способ по пункту (1), в котором (DT×HF)/(D1×HS) составляет 1,50 или более, где DT (мм) - расчетная толщина зоны нахлесточного сварного шва, созданной при сварке внахлестку, HF (HV) - средняя твердость зоны нахлесточного сварного шва, D1 (мм) - толщина первого стального листа, и HS (HV) - меньшая по величине твердость из твердости размягченной части ЗТВ зоны нахлесточного сварного шва первого стального листа и твердости основного материала первого стального листа.
[0026] (3) Способ по пункту (1) или (2), в котором усиливающая часть представляет собой усиливающий материал.
[0027] (4) Способ по пункту (3), в котором торцевую часть усиливающего материала приваривают внахлестку к поверхности первого стального листа с его стороны, противоположной контактирующей со вторым стальным листом поверхности первого стального листа при наложении первого и второго стальных листов друг на друга.
[0028] (5) Способ по пункту (3), в котором усиливающий материал соединяют с поверхностью первого стального листа с его стороны, противоположной контактирующей со вторым стальным листом поверхности первого стального листа при наложении первого и второго стальных листов друг на друга, на наложенных поверхностях этих усиливающего материала и первого стального листа.
[0029] (6) Способ по пункту (1) или (2), в котором усиливающая часть представляет собой валик сварного шва, созданный на поверхности первого стального листа с его стороны, противоположной той поверхности, на которую наложен второй стальной лист.
[0030] (7) Способ по пункту (1) или (2), в котором усиливающую часть формируют обработкой первого стального листа.
[0031] (8) Сварное соединение внахлест, содержащее первый стальной лист и второй стальной лист, сваренные друг с другом внахлестку, причем первый стальной лист имеет предел прочности на растяжение 780 МПа или более, а сварное соединение содержит усиливающую часть, соединенную с поверхностью первого стального листа на стороне, противоположной контактирующей со вторым стальным листом поверхности первого стального листа при наложении первого и второго стальных листов друг на друга, и зону нахлесточного сварного шва между торцевой частью первого стального листа, поверхностью второго стального листа и торцевой частью усиливающего материала.
[0032] (9) Сварное соединение внахлест по пункту (8), в котором (DT×HF)/(D1×HS) составляет 1,50 или более, где DT (мм) - расчетная толщина зоны нахлесточного сварного шва, созданной при сварке внахлестку, HF (HV) - средняя твердость зоны нахлесточного сварного шва, D1 (мм) - толщина первого стального листа, и HS (HV) - меньшая по величине твердость из твердости размягченной части ЗТВ зоны нахлесточного сварного шва первого стального листа и твердости основного материала первого стального листа.
[0033] (10) Сварное соединение внахлест по пункту (8) или (9), в котором усиливающая часть представляет собой усиливающий материал.
[0034] (11) Сварное соединение внахлест по пункту (10), в котором торцевая часть усиливающего материала приварена внахлестку к поверхности первого стального листа с его стороны, противоположной контактирующей со вторым стальным листом поверхности первого стального листа при наложении первого и второго стальных листов друг на друга.
[0035] (12) Сварное соединение внахлест по пункту (10), в котором усиливающий материал является усиливающим материалом, соединенным с поверхностью первого стального листа с его стороны, противоположной контактирующей со вторым стальным листом поверхности первого стального листа при наложении первого и второго стальных листов друг на друга, на наложенных поверхностях этих усиливающего материала и первого стального листа.
[0036] (13) Сварное соединение внахлест по пункту (8) или (9), в котором усиливающая часть представляет собой валик сварного шва, созданный на поверхности первого стального листа с его стороны, противоположной той поверхности, на которую наложен второй стальной лист.
[0037] (14) Сварное соединение внахлест по пункту (8) или (9), в котором усиливающая часть сформирована обработкой первого стального листа.
Выгодные эффекты изобретения
[0038] Согласно настоящему изобретению на поверхности высокопрочного стального листа обеспечивают усиливающую часть и затем выполняют сварку внахлестку, поэтому можно не допустить концентрации механических напряжений в корневой части, и можно улучшить прочность на растяжение без увеличения сварочной деформации сварного соединения.
Краткое описание чертежей
[0039] На Фиг.1 приведена фотография, иллюстрирующая состояние испытательного образца, полученного при помощи сварки внахлестку, после испытания на растяжение.
На Фиг.2 показано распределение твердости по Виккерсу.
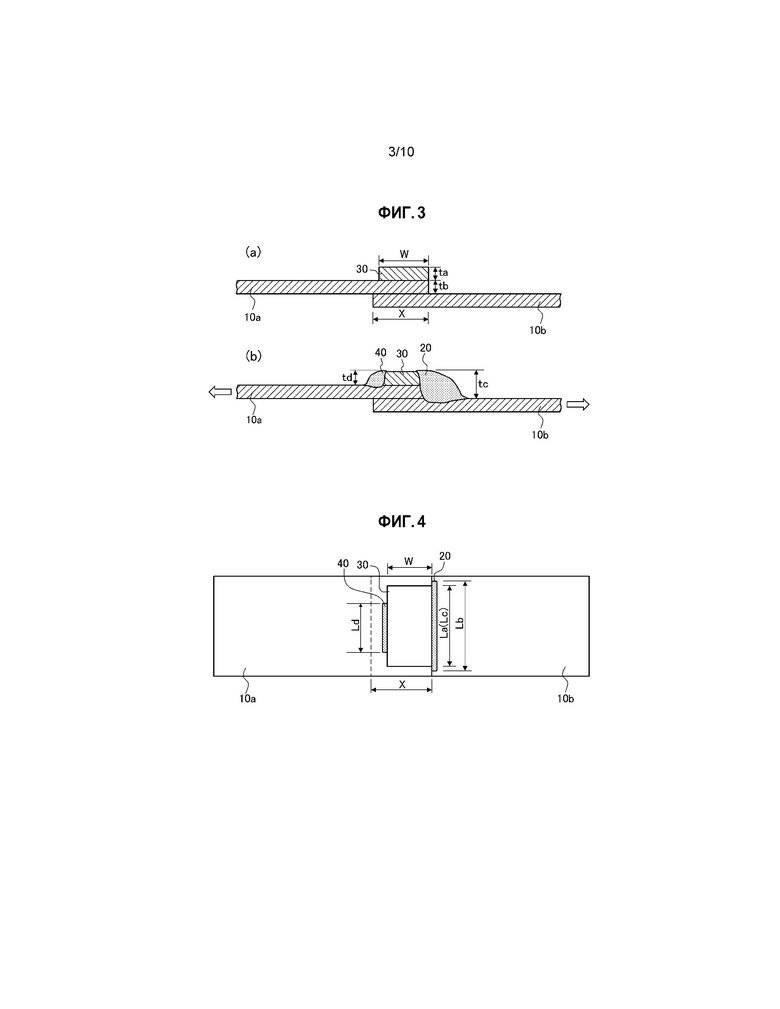
На Фиг.3 приведены виды, показывающие один пример снабжения поверхности верхней стороны верхнего стального листа усиливающим материалом и последующего выполнения сварки внахлестку. На Фиг.3А показано состояние наличия усиливающего материала на поверхности верхней стороны верхнего стального листа, а на Фиг.3В показано состояние сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего материала.
На Фиг.4 приведен вид сверху, показывающий один пример сварного соединения, полученного путем обеспечения усиливающего материала на поверхности верхней стороны верхнего стального листа и сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего материала.
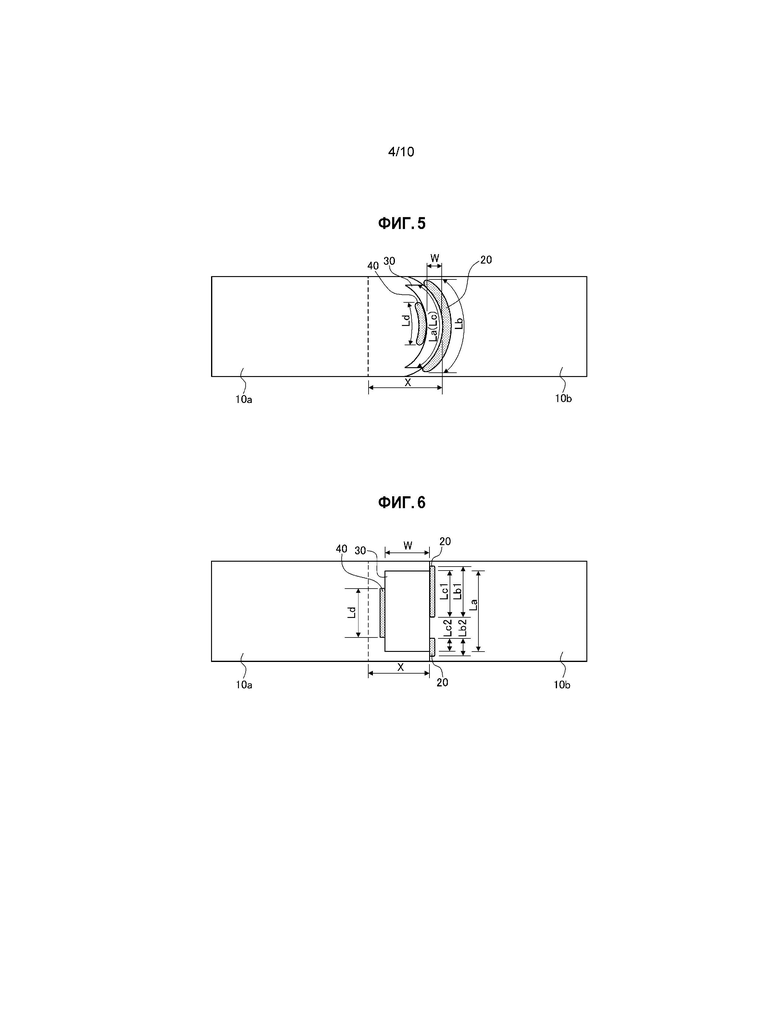
На Фиг.5 приведен вид сверху, показывающий один пример сварного соединения, полученного путем обеспечения изогнутого усиливающего материала на поверхности верхней стороны верхнего стального листа и сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего материала.
На Фиг.6 приведен вид сверху, показывающий один пример сварного соединения, полученного путем обеспечения усиливающего материала на поверхности верхней стороны верхнего стального листа и сварки внахлестку прерывистым швом верхнего стального листа, нижнего стального листа и усиливающего материала.
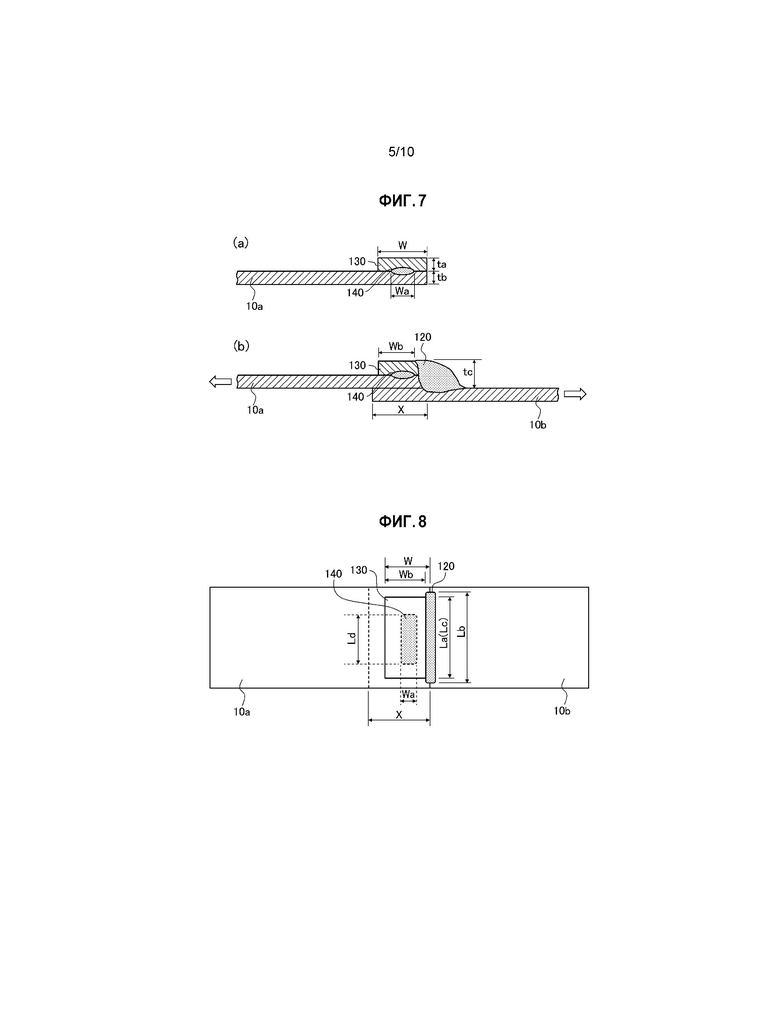
На Фиг.7 приведены виды, показывающие один пример обеспечения усиливающего материала на поверхности верхней стороны верхнего стального листа и сварки их внахлестку. На Фиг.7А показано состояние наличия усиливающего материала на поверхности верхней стороны верхнего стального листа и его соединения там, а на Фиг.7В показано состояние сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего материала.
На Фиг.8 приведен вид сверху, показывающий один пример сварного соединения, полученного путем обеспечения усиливающего материала на поверхности верхней стороны верхнего стального листа и сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего материала.
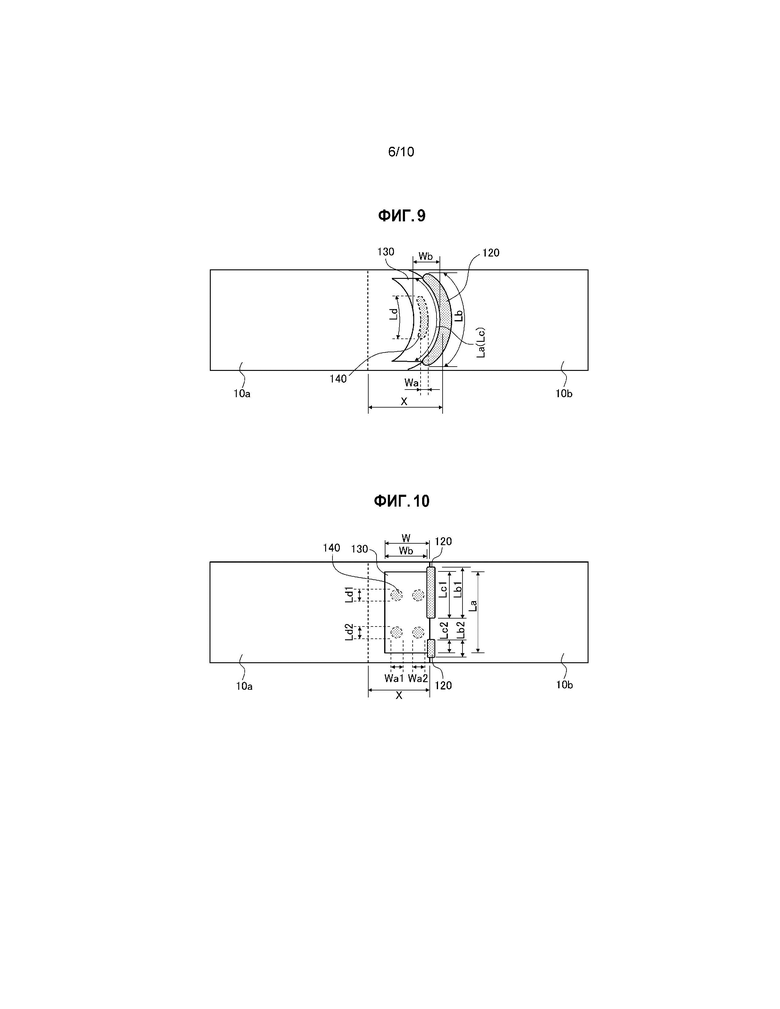
На Фиг.9 приведен вид сверху, показывающий один пример сварного соединения, полученного путем обеспечения изогнутого усиливающего материала на поверхности верхней стороны верхнего стального листа и сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего материала.
На Фиг.10 приведен вид сверху, показывающий один пример сварного соединения, полученного путем обеспечения усиливающего материала на поверхности верхней стороны верхнего стального листа и сварки внахлестку прерывистым швом верхнего стального листа, нижнего стального листа и усиливающего материала.
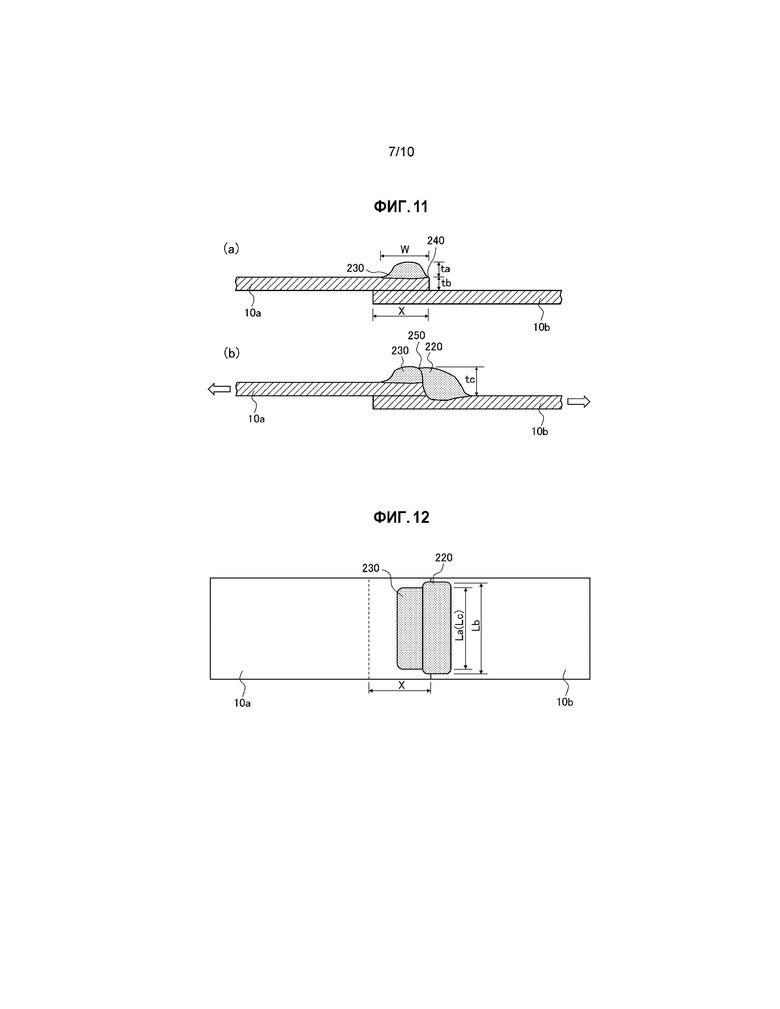
На Фиг.11 приведены виды, показывающие один пример обеспечения усиливающего валика на поверхности верхней стороны верхнего стального листа и последующего выполнения сварки внахлестку. На Фиг.11А показано состояние наличия усиливающего валика на поверхности верхней стороны верхнего стального листа, а на Фиг.11В показано состояние сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего валика.
На Фиг.12 приведен вид сверху, показывающий один пример сварного соединения, полученного путем создания усиливающего валика на поверхности верхней стороны верхнего стального листа и сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего валика.
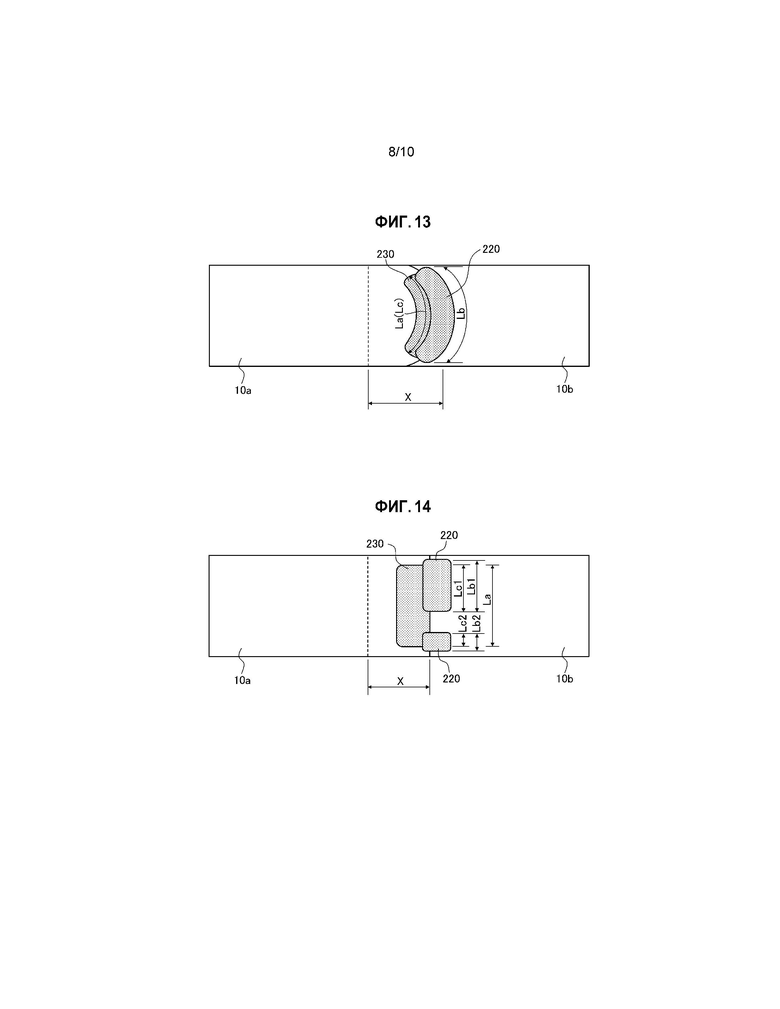
На Фиг.13 приведен вид сверху, показывающий один пример сварного соединения, полученного путем создания изогнутого усиливающего валика на поверхности верхней стороны верхнего стального листа и сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего валика.
На Фиг.14 приведен вид сверху, показывающий один пример сварного соединения, полученного путем создания усиливающего валика на поверхности верхней стороны верхнего стального листа и сварки внахлестку прерывистым швом верхнего стального листа, нижнего стального листа и усиливающего валика.
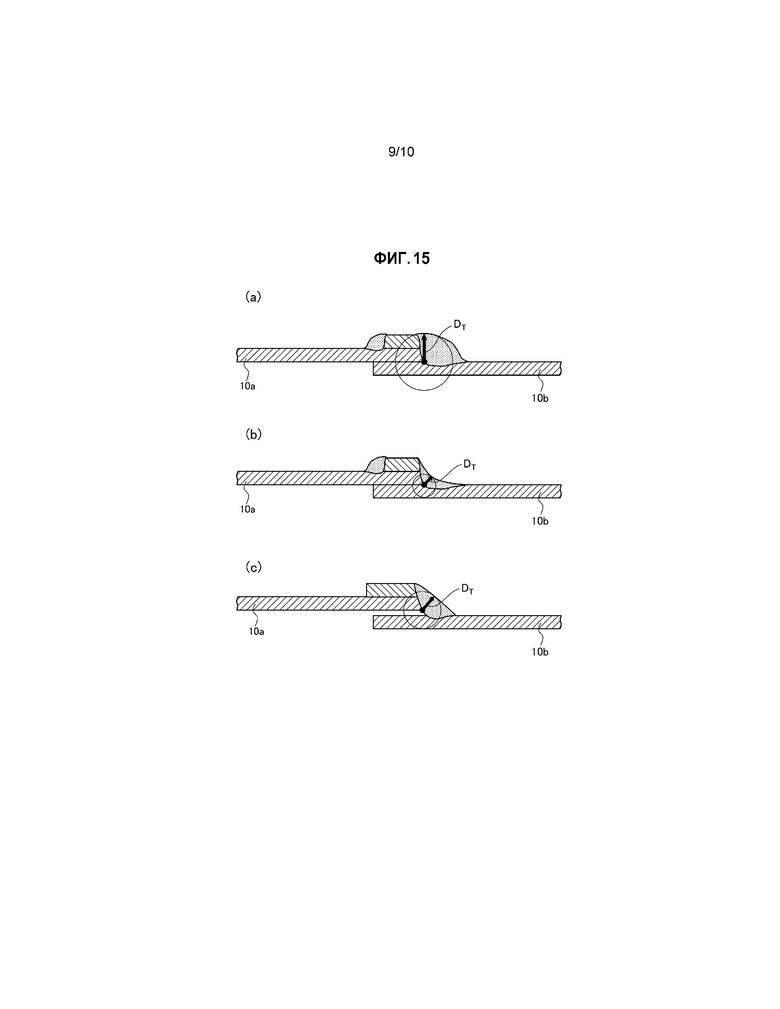
На Фиг.15 приведены виды, поясняющие расчетную толщину зоны нахлесточного сварного шва, причем на Фиг.15А показан случай, когда валик сварного шва имеет выпуклую форму, на Фиг.15В показан случай, когда валик сварного шва имеет вогнутую форму, а на Фиг.15С показан случай, когда между верхним стальным листом и нижним стальным листом имеется зазор.
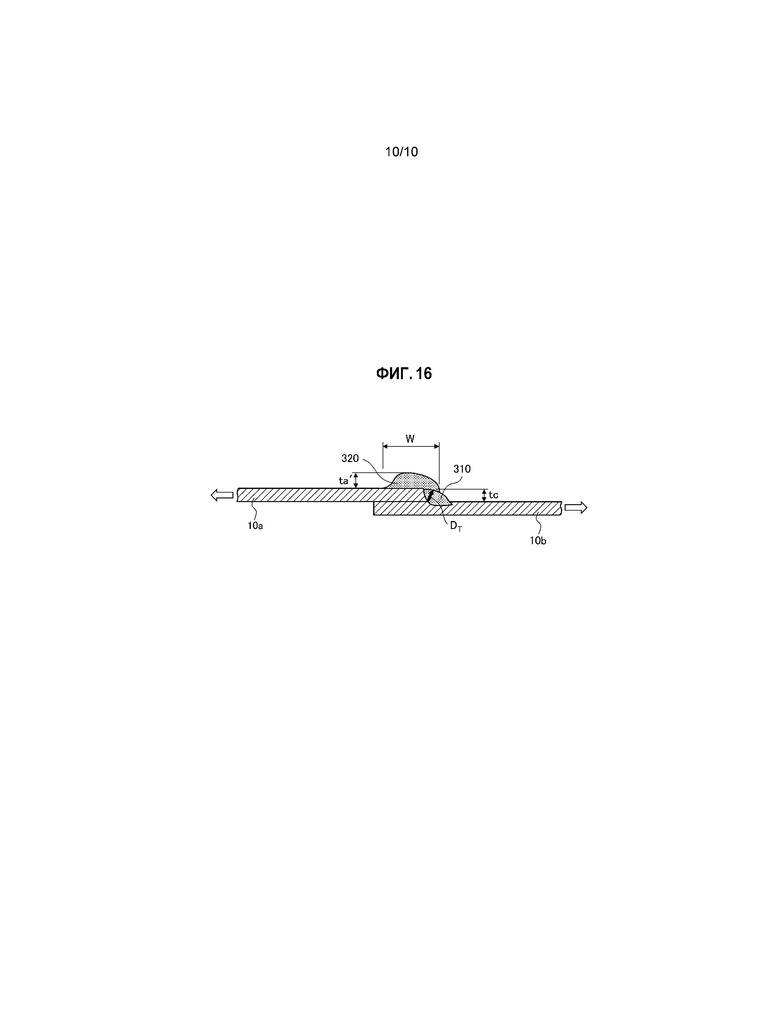
На Фиг.16 приведен вид, показывающий сравнительный пример сварки верхнего стального листа и нижнего стального листа с выполнением многопроходной сварки.
Описание вариантов реализации
[0040] Способ сварки внахлестку по настоящему изобретению (ниже называемый "способом сварки по настоящему изобретению") представляет собой способ:
(i) накладывания друг на друга первого стального листа и второго стального листа, причем первый представляет собой высокопрочный стальной лист, на котором обеспечена усиливающая часть на поверхности со стороны, противоположной поверхности наложения второго стального листа; и
(ii) сварки внахлестку торцевой части усиливающего материала, торцевой части первого стального листа и поверхности второго стального листа с покрыванием их металлом сварного шва.
[0041] Благодаря этому можно избежать концентрации механических напряжений в корневой части и тем самым улучшить прочность на растяжение, не вызывая увеличения сварочной деформации в сварном соединении. Отметим, что ниже первый стальной лист будет также называться "верхним стальным листом", второй стальной лист будет также называться "нижним стальным листом", сторона, с которой находится первый стальной лист, будет называться "верхней стороной", и сторона, с которой находится второй стальной лист, будет называться "нижней стороной".
[0042] Далее будет пояснена предыстория исследований, приведших к созданию способа сварки по настоящему изобретению, и будет рассмотрена базовая конфигурация способа сварки по настоящему изобретению.
[0043] У сварных соединений внахлест требуется повышать прочность на растяжение, не вызывая увеличения сварочных деформаций. В прошлом уже известна технология увеличения толщины металла сварного шва для повышения прочности соединения, но наваривание с тем, чтобы металл сварного шва стал толще, требует увеличить подвод тепла, и иногда увеличивается сварочная деформация.
[0044] Авторы изобретения предположили, что увеличение толщины металла сварного шва позволит распределить концентрирующиеся в корневой части механические напряжения и повысить прочность на растяжение, и изучили средства, вызывающие распределение концентрирующихся в корневой части механических напряжений и подавление сварочных деформаций. В результате им пришла идея обеспечивать усиливающую часть на поверхности верхней стороны верхнего стального листа и после этого выполнять сварку внахлестку.
[0045] Сначала с использованием чертежей будет описан один пример способа обеспечения усиливающей части и последующего выполнения сварки внахлестку.
[0046] На Фиг.3А и 3В показан один пример обеспечения усиливающей части, состоящей из усиливающего материала, привариваемого внахлестку своей торцевой частью к поверхности верхней стороны верхнего стального листа, и выполнения сварки внахлестку торцевой части усиливающей части, торцевой части верхнего стального листа и поверхности нижнего стального листа так, чтобы покрыть их металлом сварного шва. На Фиг.3А показано состояние наличия усиливающей части на поверхности верхней стороны верхнего стального листа, а на Фиг.3В показано состояние сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающей части.
[0047] Усиливающую часть обеспечивают, как показано на Фиг.3А, путем размещения усиливающего материала 30 на верхней стороне верхнего стального листа 10а, как показано на Фиг.3В, выполнения сварки внахлестку поверхности верхнего стального листа 10а и одной торцевой части усиливающего материала 30 и формирования зоны 40 нахлесточного сварного шва для прикрепления этого усиливающего материала 30 к верхнему стальному листу 10а. Затем сваривают внахлест другую торцевую часть усиливающего материала 30, торцевую часть верхнего стального листа 10а и поверхность нижнего стального листа 10b с образованием зоны 20 нахлесточного сварного шва и получением сварного соединения внахлест. Отметим, что "зона 20 нахлесточного сварного шва" показана там, где есть валик сварного шва.
[0048] Далее будет пояснен результат обеспечения усиливающей части и сварки внахлестку для приготовления испытательного образца и проведения испытания на растяжение.
[0049] Сначала приготовили два стальных листа с классом прочности на растяжение 1180 МПа и толщиной 1,6 мм, такие же, как и в случае испытательного образца, показанного на Фиг.1. Затем, как показано на Фиг.3А и 3В, на верхней стороне верхнего стального листа поместили усиливающий материал и сварили торцевую часть усиливающего материала и поверхность верхнего стального листа дуговой сваркой с использованием применяемой для высокопрочных стальных листов проволоки, скрепив их. Далее скрепленные верхний стальной лист и усиливающий материал наложили на нижний стальной лист и сварили торцевую часть усиливающего материала, торцевую часть верхнего стального листа и поверхность нижнего стального листа дуговой сваркой с использованием применяемой для высокопрочных стальных листов проволоки таким же образом, как описано выше, соединив их.
[0050] Приготовленный испытательный образец подвергали испытанию на растяжение при скорости растяжения 10 мм/мин с приложением растягивающей нагрузки в направлении, показанном стрелкой на Фиг.3В. В результате разрушение испытательного образца произошло не по металлу сварного шва. При приложении нагрузки 47 кН он разрушился по вызванной сваркой зоне термического влияния (ЗТВ) другого стального листа (основному материалу).
[0051] Как рассмотрено выше, авторы изобретения обнаружили, что, если не использовать усиливающий материал (Фиг.1), испытательный образец разрушается по металлу сварного шва при приложении нагрузки 28 кН, и что при использовании усиливающего материала можно избежать концентрирования механических напряжений в корневой части, и прочность на растяжение повышается.
[0052] Авторы изобретения пришли к изобретения, описанным в пунктах (1) и (2), через вышеизложенный процесс исследования. Далее будут последовательно описаны способ сварки по настоящему изобретению и сварное соединение внахлест по настоящему изобретению (ниже называемое "соединением по настоящему изобретению"), и, кроме того, необходимые условия и желательные условия.
[0053] Сначала будут пояснены форма, размеры и расположение усиливающего материала, соотношение с зоной нахлесточного сварного шва и химический состав усиливающей части, состоящей из усиливающего материала, приваренного внахлестку к верхнему стальному листу.
Форма и размеры усиливающего материала
[0054] Предпочтительная форма усиливающего материала, предусмотренного на поверхности верхней стороны верхнего стального листа, будет пояснена с использованием Фиг.3А и 3В.
[0055] Форма усиливающего материала конкретно не ограничена. На Фиг.3А и 3В форма в поперечном сечении является прямоугольной, но также можно применять любую другую форму, например, трапецеидальную. Кроме того, конкретно не ограничена форма усиливающего материала, если смотреть на него с верхней стороны. Можно также применять любую форму, например, прямоугольную или полукруглую.
[0056] Ширина W усиливающего материала 30 в направлении растяжения, который контактирует в области наложения с верхним стальным листом 10а, предпочтительно по меньшей мере равна толщине tb верхнего стального листа, чтобы эффективным образом распределить механические напряжения в корневой части валика сварного шва, созданного при сварке внахлестку. Ширина W усиливающего материала 30 предпочтительно составляет не больше, чем максимальное перекрывание Х верхнего стального листа 10а и нижнего стального листа 10b в направлении растяжения, чтобы уменьшить вес сварного соединения внахлест. Кроме того, ширина W усиливающего материала 30 не должна быть обязательно постоянной в направлении по длине зоны нахлесточного сварного шва.
[0057] Толщина ta усиливающего материала 30 в торцевой части со стороны, свариваемой с нижним стальным листом 10b, предпочтительно равна по меньшей мере половине (tb×0,5) толщины tb верхнего стального листа 10а для повышения прочности на растяжение. Толщина ta усиливающего материала 30 предпочтительно не более чем в 2 раза (tb×2,0) превышает толщину tb верхнего стального листа 10а для уменьшения веса сварного соединения внахлест. Кроме того, толщина ta усиливающего материала 30 не должна быть обязательно постоянной в направлении по длине валика сварного шва.
Расположение усиливающего материала
[0058] Положение торцевой части усиливающего материала 30 со стороны, свариваемой с нижним стальным листом 10b, предпочтительно совмещено с положением торцевой части верхнего стального листа 10а. Но сварное соединение с достаточной прочностью на растяжение можно получить и в случае, если торцевая часть усиливающего материала 30 расположена в пределах диапазона ±2 мм в направлении растяжения от положения торцевой части верхнего стального листа 10а.
Соотношение усиливающего материала и зоны нахлесточного сварного шва
[0059] Высоту tc зоны 20 нахлесточного сварного шва от поверхности нижнего стального листа 10b, которая показана на Фиг.3В, задают превышающей толщину tb верхнего стального листа 10а, чтобы повысить прочность на растяжение. Высоту tc зоны 20 нахлесточного сварного шва предпочтительно задают равной сумме (ta+tb) толщины tb верхнего стального листа и толщины ta усиливающего материала. Высота tc зоны 20 нахлесточного сварного шва предпочтительно не более чем в 2 раза [(ta+tb)×2,0] превышает сумму толщины tb верхнего стального листа и толщины ta усиливающего материала, чтобы подавить сварочную деформацию. Кроме того, высота tc зоны 20 нахлесточного сварного шва не должна быть обязательно постоянной в направлении по длине этой зоны 20.
[0060] Высота td зоны 40 нахлесточного сварного шва от поверхности верхнего стального листа 10а конкретно не ограничена. Так как это высота, на которой соединены верхний стальной лист 10а и усиливающий материал 30, ее предпочтительно задают равной толщине ta усиливающего материала 30.
[0061] На Фиг.4 приведен вид сверху одного примера сварного соединения, полученного путем обеспечения усиливающего материала на поверхности верхней стороны верхнего стального листа и сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего материала. На Фиг.4 приведен вид сварного соединения при рассматривании его с верхней стороны. Длина La усиливающего материала 30 вдоль его торцевой части на стороне, свариваемой с верхним стальным листом 10а, предпочтительно равна по меньшей мере половине (Lb×0,5) общей длины Lb зоны 20 нахлесточного сварного шва в направлении сварки для повышения прочности на растяжение. Длина La усиливающего материала 30 предпочтительно не более чем в 2 раза (Lb×2,0) превышает общую длину Lb зоны 20 нахлесточного сварного шва для уменьшения веса сварного соединения внахлест.
[0062] На Фиг.4 длина Lc зоны 20 нахлесточного сварного шва, соединяющей усиливающий материал 30, верхний стальной лист 10а и нижний стальной лист 10b (длина Lc зоны нахлесточного сварного шва в усиливающем материале), и длина La усиливающего материала 30 показаны соответствующими, но эти две длины не должны соответствовать друг другу. Длину Lc зоны 20 нахлесточного сварного шва предпочтительно задают равной по меньшей мере половине (Lb×0,5) общей длины Lb зоны 20 нахлесточного сварного шва с тем, чтобы повысить прочность на растяжение. Кроме того, длина Lc зоны 20 нахлесточного сварного шва более предпочтительно соответствует общей длине Lb зоны 20 нахлесточного сварного шва.
[0063] Кроме того, общая длина Ld зоны 40 нахлесточного сварного шва в направлении сварки (общая длина Ld зоны 40 нахлесточного сварного шва в усиливающем материале) конкретно не ограничена. Необходимо лишь соединить верхний стальной лист 10а и усиливающий материал 30. Эту длину предпочтительно задают равной длине La усиливающего материала 30.
[0064] На Фиг.5 приведен вид сверху одного примера сварного соединения, полученного путем обеспечения изогнутого усиливающего материала на поверхности верхней стороны верхнего стального листа и сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего материала. На Фиг.5 приведен вид сварного соединения при рассматривании с верхней стороны. Как показано на Фиг.5, если смотреть сверху на торцевую часть верхнего стального листа 10а на свариваемой стороне, если эта торцевая часть является изогнутой, то предпочтительно обеспечивать усиливающий материал 30, изогнутый подобно вдоль торцевой части верхнего стального листа 10а на свариваемой стороне. Кроме того, соотношение между длиной La усиливающего материала 30 и общей длиной Lb зоны 20 нахлесточного сварного шва, соотношение между длиной Lc зоны 20 нахлесточного сварного шва и общей длиной Lb этой зоны нахлесточного сварного шва и общей длиной Ld зоны 40 нахлесточного сварного шва можно задать аналогичными рассмотренным выше с использованием Фиг.4.
[0065] На Фиг.6 приведен вид сверху одного примера сварного соединения, полученного путем обеспечения усиливающего материала на поверхности верхней стороны верхнего стального листа и сварки внахлестку прерывистым швом верхнего стального листа, нижнего стального листа и усиливающего материала. Как показано на Фиг.6, зона 20 нахлесточного сварного шва также может быть прерывистой. Кроме того, длину (Lc1+Lc2) зоны 20 нахлесточного сварного шва в усиливающем материале 30, верхнем стальном листе 10а и нижнем стальном листе 10b предпочтительно задают равной по меньшей мере половине [(Lb1+Lb2)×0,5)] общей длины зоны 20 нахлесточного сварного шва (Lb1+Lb2) для повышения прочности на растяжение. Кроме того, длина зоны нахлесточного сварного шва (Lc1+Lc2) более предпочтительно соответствует общей длине (Lb1+Lb2) зоны 20 нахлесточного сварного шва. Отметим, что количество участков зоны 20 прерывистого нахлесточного сварного шва конкретно не ограничено.
Химический состав и т.п. усиливающего материала
[0066] Химический состав усиливающего материала конкретно не ограничен. Можно применять стальные листы с различными химическими составами и т.п. Кроме того, можно также применять металлические элементы, отличающиеся от стальных листов. Кроме того, усиливающий материал может быть также выполнен с полученным обработкой поверхности покрытием, таким как металлизация на поверхности.
Другой вариант 1 усиливающей части
[0067] Далее будет рассмотрена усиливающая часть, полученная путем соединения усиливающего материала с верхним стальным листом на их наложенных поверхностях.
Форма и размеры усиливающего материала
[0068] Предпочтительная форма усиливающего материала, предусмотренного на поверхности верхней стороны верхнего стального листа, будет рассмотрена с использованием Фиг.7А и 7В.
[0069] Форма усиливающего материала конкретно не ограничена. На Фиг.7А и 7В форма в поперечном сечении является прямоугольной, но также можно применять любую другую форму, например, трапецеидальную. Кроме того, конкретно не ограничена форма усиливающего материала, если смотреть на него с верхней стороны. Можно применять любую форму, например, прямоугольную или полукруглую.
[0070] Ширина W усиливающего материала 130 в направлении растяжения, который контактирует в области наложения с верхним стальным листом 10а, предпочтительно по меньшей мере равна толщине tb верхнего стального листа с тем, чтобы эффективным образом распределить напряжения в корневой части валика сварного шва, созданного при сварке внахлестку. Ширина W усиливающего материала 130 предпочтительно является не большей, чем максимальное перекрывание Х верхнего стального листа 10а и нижнего стального листа 10b в направлении растяжения, чтобы уменьшить вес сварного соединения внахлест. Кроме того, ширина W усиливающего материала 130 не должна быть обязательно постоянной в направлении по длине зоны сварного нахлесточного шва.
[0071] На Фиг.7А толщина ta усиливающего материала 130 (с его правой стороны) предпочтительно равна по меньшей мере половине (tb×0,5) толщины tb верхнего стального листа 10а для повышения прочности на растяжение. Толщина ta усиливающего материала 130 предпочтительно не более чем в 2 раза (tb×2,0) превышает толщину tb верхнего стального листа 10а для уменьшения веса сварного соединения внахлест. Кроме того, толщина ta усиливающего материала 130 не должна быть обязательно постоянной в направлении по длине валика сварного шва.
Расположение усиливающего материала
[0072] На Фиг.7В положение (правой) торцевой части усиливающего материала 130 предпочтительно совмещено с положением (правой) торцевой части верхнего стального листа 10а. Но сварное соединение с достаточной прочностью на растяжение можно получить и в случае, если торцевая часть усиливающего материала 130 расположена в пределах диапазона ±2 мм в направлении растяжения от положения торцевой части этого верхнего стального листа 10а.
Соотношение усиливающего материала, зоны нахлесточного сварного шва и соединенных областей
[0073] Высоту tc зоны 120 нахлесточного сварного шва от поверхности нижнего стального листа 10b, которая показана на Фиг.7В, задают превышающей толщину tb верхнего стального листа 10а для повышения прочности на растяжение. Высоту tc зоны 120 нахлесточного сварного шва предпочтительно задают равной сумме (ta+tb) толщины tb верхнего стального листа 10а и толщины ta усиливающего материала. Высота tc зоны 120 нахлесточного сварного шва предпочтительно не более чем в 2 раза [(ta+tb)×2,0] превышает сумму толщины tb верхнего стального листа 10а и толщины ta усиливающего материала с тем, чтобы подавить сварочные деформации. Кроме того, высота tc зоны 120 нахлесточного сварного шва не должна быть обязательно постоянной в направлении по длине зоны 120 нахлесточного сварного шва.
[0074] Соединенная область 140, образованная наложенными поверхностями усиливающего материала 130 и верхнего стального листа 10а, должна только быть сформирована так, чтобы обеспечить соединение их обоих. Положение, ширина и т.д. в направлении по ширине W усиливающего материала 130 конкретно не ограничены. Ширина Wa зоны 140 сварного шва в направлении по ширине W усиливающего материала 130 предпочтительно составляет 0,1 или более от ширины Wb нерасплавленного усиливающего материала 130) (ширины участка, отличающегося от участка, расплавленного при сварке внахлестку, в направлении по ширине W усиливающего материала). Кроме того, положение торцевой части зоны 140 сварного шва на стороне нахлесточного сварного шва в направлении по ширине W усиливающего материала 130 предпочтительно делают положением на наложенных поверхностях, отделенным от торцевой части усиливающего материала 130 со стороны нахлесточного сварного шва на по меньшей мере 0,1 ширины Wb нерасплавленного усиливающего материала 130.
[0075] На Фиг.8 приведен вид сверху одного примера сварного соединения, полученного путем обеспечения усиливающего материала на поверхности верхней стороны верхнего стального листа и сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего материала. На Фиг.8 приведен вид сварного соединения при рассматривании с верхней стороны. Кроме того, соединенная область проецирована на поверхность верхней стороны усиливающего материала. Длина La усиливающего материала 130 вдоль торцевой части верхнего стального листа 10а на свариваемой стороне предпочтительно равна по меньшей мере половине (Lb×0,5) общей длины Lb зоны 120 нахлесточного сварного шва в направлении сварки для повышения прочности на растяжение. Длина La усиливающего материала 130 предпочтительно не более чем в 2 раза (Lb×2,0) превышает общую длину Lb зоны 120 нахлесточного сварного шва для уменьшения веса сварного соединения внахлест.
[0076] На Фиг.8 длина Lc зоны 120 нахлесточного сварного шва, соединяющей усиливающий материал 130, верхний стальной лист 10а и нижний стальной лист 10b (длина Lc зоны 120 нахлесточного сварного шва усиливающего материала), и длина La усиливающего материала 130 показаны соответствующими, но это не является обязательным. Длину Lc зоны 120 нахлесточного сварного шва предпочтительно задают равной по меньшей мере половине (Lb×0,5) общей длины Lb зоны 120 нахлесточного сварного шва, чтобы повысить прочность на растяжение. Кроме того, длина Lc зоны 120 нахлесточного сварного шва более предпочтительно соответствует общей длине Lb зоны 120 нахлесточного сварного шва.
[0077] Кроме того, общая длина Ld соединенной области 140 в направлении сварки конкретно не ограничена. Достаточно, чтобы верхний стальной лист 10а и усиливающий материал 130 были соединены. Эту длину предпочтительно задают равной длине La усиливающего материала 130.
[0078] На Фиг.9 приведен вид сверху одного примера сварного соединения, полученного путем обеспечения изогнутого усиливающего материала на верхней поверхности верхнего стального листа и сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего материала. На Фиг.9 приведен вид сварного соединения при рассматривании с верхней стороны. Кроме того, соединенные области спроецированы на поверхность верхней стороны усиливающего материала. Как показано на Фиг.9, если смотреть сверху на торцевую часть верхнего стального листа 10а со свариваемой стороны, если эта торцевая часть является изогнутой, то предпочтительно предусмотреть изогнутый или другой усиливающий материал 130 вдоль торцевой части верхнего стального листа 10а с стороны сварки. Кроме того, соотношение между длиной La усиливающего материала 130 и общей длиной Lb зоны 120 нахлесточного сварного шва, соотношение между длиной Lc зоны 120 нахлесточного сварного шва и общей длиной Lb этой зоны нахлесточного сварного шва и общую длину Ld соединенных областей 140 можно задать аналогичными рассмотренным выше с использованием Фиг.8.
[0079] На Фиг.10 приведен вид сверху одного примера сварного соединения, полученного путем обеспечения усиливающего материала на поверхности верхней стороны верхнего стального листа и сварки внахлестку прерывистым швом верхнего стального листа, нижнего стального листа и усиливающего материала. Как показано на Фиг.10, зона 120 нахлесточного сварного шва также может быть прерывистой. Кроме того, длина (Lc1+Lc2) зоны 120 нахлесточного сварного шва в усиливающем материале 130, верхнем стальном листе 10а и нижнем стальном листе 10b предпочтительно составляет по меньшей мере половину [(Lb1+Lb2)×0,5)] общей длины (Lb1+Lb2) зоны 120 нахлесточного сварного шва для повышения прочности на растяжение. Кроме того, длина (Lc1+Lc2) зоны 120 нахлесточного сварного шва более предпочтительно соответствует общей длине (Lb1+Lb2) зоны 120 нахлесточного сварного шва. Отметим, что количество участков зоны 120 прерывистого нахлесточного сварного шва конкретно не ограничено.
[0080] Кроме того, на Фиг.10 соединенная область спроецирована на поверхность верхней стороны усиливающего материала. Соединенная область 140 также может быть непрерывной. Кроме того, длина (Ld1+Ld2) соединенной области 140 конкретно не ограничена. Необходимо только соединить верхний стальной лист 10а и усиливающий материал 130. Эта длина предпочтительно составляет по меньшей мере 0,1 от длины La усиливающего материала 130. Ширина (Wa1+Wa2) соединенной области 140 конкретно не ограничена. Необходимо только соединить верхний стальной лист 10а и усиливающий материал 130. Эта ширина предпочтительно составляет по меньшей мере 0,1 от ширины Wb нерасплавленного усиливающего материала 130. Отметим, что количество прерывистых участков соединенной области 140 конкретно не ограничено.
Химический состав и т.п. усиливающего материала
[0081] Химический состав усиливающего материала конкретно не ограничен. Можно применять стальные листы с различным химическим составом и т.п. Кроме того, можно применять металлические элементы, отличающиеся от стальных листов. Кроме того, усиливающий материал может быть выполнен с полученным обработкой поверхности покрытием, таким как металлизация на поверхности.
Другой вариант 2 усиливающей части
[0082] Далее будет рассмотрен вариант, в котором используется валик сварного шва (усиливающий валик), созданный отдельно от зоны нахлесточного сварного шва на поверхности верхнего стального листа в качестве усиливающей части.
Форма и размеры усиливающего валика
[0083] Предпочтительная форма усиливающего валика, предусмотренного на поверхности верхней стороны верхнего стального листа, будет рассмотрена с использованием Фиг.11А и 11В.
[0084] Форма усиливающего валика конкретно не ограничена. Если смотреть в поперечном сечении, это может быть обычная форма в виде пика, как показано на Фиг.11А и 11В. Кроме того, форма усиливающего валика при рассматривании его с верхней стороны конкретно не ограничена. Могут применяться прямолинейная форма, изогнутая форма или любая другая форма.
[0085] Максимальная ширина W' усиливающего валика 230 в направлении растяжения предпочтительно равна по меньшей мере толщине tb верхнего стального листа 10а для эффективного распределения механических напряжений в корневой части валика нахлесточного сварного шва. Максимальная ширина W' усиливающего валика 230 предпочтительно не превышает максимального перекрывания Х верхнего стального листа 10а и нижнего стального листа 10b в направлении растяжения для уменьшения веса сварного соединения внахлест. Кроме того, максимальная ширина W' усиливающего валика 230 не должна быть обязательно постоянной в направлении по длине зоны нахлесточного сварного шва.
[0086] Чтобы увеличить ширину усиливающего валика 230, можно использовать параллельные валики или серпообразный валик. Кроме того, усиливающий валик сварного шва может быть получен с использованием не только дугового источника тепла, но и любого другого источника тепла, например, многопроходная лазерная сварка с использованием лазерного источника тепла. Что касается присадочного материала, то можно использовать пруток, проволоку, порошок или другой материал.
[0087] Максимальная высота ta' усиливающего валика 230 предпочтительно составляет по меньшей мере половину (tb×0,5) толщины tb верхнего стального листа 10а для повышения прочности на растяжение. Максимальная высота ta' усиливающего валика 230 предпочтительно не более чем в 2 раза (tb×2,0) превышает толщину tb верхнего стального листа 10а для уменьшения веса сварного соединения внахлест. Кроме того, максимальная высота ta' усиливающего валика 230 не должна быть обязательно постоянной в направлении по длине валика шва.
Расположение усиливающего валика
[0088] Положение пятки 240 усиливающего валика 230 со стороны, свариваемой внахлестку с нижним стальным листом 10b, предпочтительно совмещено с положением торцевой части верхнего стального листа 10а. Но сварное соединение с достаточной прочностью на растяжение можно получить и в случае, если пятка усиливающего валика 230 расположена на расстоянии в диапазоне 2 мм от торцевой части верхнего стального листа 10а.
Соотношение усиливающего валика и зоны нахлесточного сварного шва
[0089] Высоту tc зоны 220 нахлесточного сварного шва от поверхности нижнего стального листа 10b, которая показана на Фиг.11В, задают превышающей толщину tb верхнего стального листа 10а для повышения прочности на растяжение. Высота tc зоны 220 нахлесточного сварного шва предпочтительно составляет по меньшей мере 1,2 (tb×1,2) толщины tb верхнего стального листа 10а. Более предпочтительно задавать ее равной сумме (ta'+tb) толщины tb верхнего стального листа 10а и максимальной высоты ta' усиливающего валика. Высота tc зоны 220 нахлесточного сварного шва предпочтительно не более чем в 2 раза [(ta'+tb)×2,0] превышает сумму толщины tb верхнего стального листа 10а и максимальной высоты ta усиливающего валика для подавления сварочной деформации. Кроме того, высота tc зоны 220 нахлесточного сварного шва не должна быть обязательно постоянной в направлении по длине зоны 220 нахлесточного сварного шва.
[0090] Кроме того, пяточную часть 250 зоны 220 нахлесточного сварного шва на стороне, контактирующей с усиливающим валиком 230, предпочтительно формируют на поверхности этого усиливающего валика 230 от положения, показывающего максимальную высоту ta, до пятки 240 этого усиливающего валика 230.
[0091] На Фиг.12 приведен вид сверху одного примера сварного соединения, полученного путем создания усиливающего валика на поверхности верхней стороны верхнего стального листа и сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего валика. На Фиг.12 приведен вид сварного соединения при рассматривании с верхней стороны. Длина La усиливающего валика 230 вдоль его края на свариваемой стороне верхнего стального листа 10а предпочтительно равна по меньшей мере половине (Lb×0,5) общей длины Lb зоны 220 нахлесточного сварного шва в направлении сварки для повышения прочности на растяжение. Длина La усиливающего валика 230 предпочтительно не более чем в 2 раза (Lb×2,0) превышает общую длину Lb зоны 220 нахлесточного сварного шва для уменьшения веса сварного соединения внахлест.
[0092] На Фиг.12 длина Lc зоны 220 нахлесточного сварного шва, соединяющей усиливающий валик 230, верхний стальной лист 10а и нижний стальной лист 10b (длина Lc зоны нахлесточного сварного шва на усиливающем валике) и длина La усиливающего валика 230 показаны соответствующими, но это не является обязательным. Длину Lc зоны 220 нахлесточного сварного шва предпочтительно задают равной половине (Lb×0,5) или более от общей длины Lb зоны 220 нахлесточного сварного шва, чтобы повысить прочность на растяжение. Кроме того, длина Lc зоны 220 нахлесточного сварного шва более предпочтительно совпадает с общей длиной Lb зоны 220 нахлесточного сварного шва.
[0093] На Фиг.13 приведен вид сверху одного примера сварного соединения, полученного путем создания изогнутого усиливающего валика на поверхности верхней стороны верхнего стального листа и сварки внахлестку верхнего стального листа, нижнего стального листа и усиливающего валика. На Фиг.13 приведен вид сварного соединения при рассматривании с верхней стороны. Как показано на Фиг.13, если смотреть сверху на торцевую часть свариваемой стороны верхнего стального листа 10а, если эта торцевая сторона является изогнутой, то предпочтительно создать усиливающий валик 230, изогнутый подобно вдоль торца свариваемой стороны верхнего стального листа 10а. Кроме того, соотношение между длиной La усиливающего валика 230 и общей длиной Lb зоны 220 нахлесточного сварного шва и соотношение между длиной Lc зоны нахлесточного сварного шва и общей длиной Lb зоны нахлесточного сварного шва можно задать аналогичными рассмотренным выше с использованием Фиг.12.
[0094] На Фиг.14 приведен вид сверху одного примера сварного соединения, полученного путем создания усиливающего валика на поверхности верхней стороны верхнего стального листа и сварки внахлестку прерывистым швом верхнего стального листа, нижнего стального листа и усиливающего валика. Как показано на Фиг.14, зона 220 нахлесточного сварного шва также может быть прерывистой. Кроме того, длина (Lc1+Lc2) зоны 220 нахлесточного сварного шва в усиливающем валике 230, верхнем стальном листе 10а и нижнем стальном листе 10b предпочтительно составляет по меньшей мере половину [(Lb1+Lb2)×0,5] общей длины (Lb1+Lb2) этой зоны 220 нахлесточного сварного шва для повышения прочности на растяжение. Кроме того, длина (Lc1+Lc2) зоны 220 нахлесточного сварного шва более предпочтительно соответствует общей длине (Lb1+Lb2) зоны 220 нахлесточного сварного шва. Отметим, что количество участков зоны 220 прерывистого нахлесточного сварного шва конкретно не ограничено.
Химический состав и т.п. усиливающего валика
[0095] Химический состав усиливающего валика конкретно не ограничен. Можно использовать металлы сварного шва различного химического состава. Но с целью эффективности работ при сварке предпочтительно создавать усиливающий валик с использованием той же сварочной проволоки, что и сварочная проволока, используемая при создании нахлесточного сварного шва, и предпочтительно задавать химический состав металла сварного шва идентичным химическому составу нахлесточного сварного шва.
[0096] Отметим, что в качестве варианта, по внешнему виду аналогичного примеру использования усиливающего валика в качестве усиливающей части по настоящему изобретению, сварку можно выполнять множество раз в так называемом "многопроходном режиме". При применении в настоящем изобретении этот вариант заключается в сварке внахлестку верхнего стального листа и нижнего стального листа, а затем создании усиливающего валика на них.
[0097] Однако в таком многопроходном режиме сварку внахлестку верхнего стального листа и нижнего стального листа не выполняют так, что торцевая часть усиливающей части покрыта металлом сварного шва, что отличается от варианта реализации настоящего изобретения. Кроме того, в данном варианте при создании усиливающего валика на нахлесточном сварном шве происходит частичный отпуск мартенситных структур в этом нахлесточном сварном шве, что приводит к образованию размягченных частей, поэтому металл нахлесточного сварного шва легко разрушается. То есть, эффект настоящего изобретения не получается.
[0098] В качестве другого варианта усиливающей части, в дополнение к рассмотренному выше варианту, усиливающую часть можно обеспечить обработкой стального листа. Например, также можно отформовать (например, штамповкой) стальной лист так, что торцевая часть поверхности становится выпуклой, и использовать этот имеющий выпуклую вверх форму торец в качестве усиливающей части.
[0099] Далее будут рассмотрены способ сварки по настоящему изобретению и стальной лист, используемый в соединении по настоящему изобретению. В способе сварки по настоящему изобретению и соединении по настоящему изобретению в качестве верхнего стального листа используется стальной лист с пределом прочности на растяжение 780 МПа или более (высокопрочный стальной лист). В сварном соединении, полученном путем сварки внахлестку с использованием высокопрочного стального листа в качестве верхнего стального листа, при прикладывании чрезмерной растягивающей нагрузки, это соединение иногда разрушается не по основному материалу, а по металлу сварного шва, поэтому необходимо улучшение прочности сварного соединения на растяжение. Нижний стальной лист конкретно не ограничен по химическому составу и т.п. Можно использовать высокопрочный стальной лист, аналогичный верхнему стальному листу.
[0100] Толщины верхнего стального листа и нижнего стального листа конкретно не ограничены и могут быть заданы в диапазоне 0,5-3,0 мм. Кроме того, толщины верхнего стального листа и нижнего стального листа в сумме конкретно не ограничены и могут быть заданы в интервале 1,0-6,0 мм. Помимо этого, верхний стальной лист и нижний стальной лист могут быть стальными листами, выполненными с полученными путем обработки их поверхности покрытиями, например, металлизацией на одной или обеих поверхностях. Если из-за металлизации будут образовываться раковины, можно выполнять сварку с оставлением зазора между листами.
[0101] Необходимо только, чтобы стальные листы имели плоские участки, по меньшей мере отчасти, и имели такие части, где такие плоские участки можно было наложить друг на друга. Они не обязательно должны быть полностью плоскими. Кроме того, стальные листы не ограничены теми, которые состоят из отдельных стальных листов. Можно накладывать друг на друга единичные стальные листы, отформованные с получением заранее заданной формы, такой как труба.
[0102] Далее будет рассмотрен технологический процесс выполнения способа сварки по настоящему изобретению.
[0103] Сначала в способе сварки по настоящему изобретению приготавливают вышеупомянутые верхний стальной лист и нижний стальной лист. Например, приготавливают два стальных листа без покрытия с толщиной 1,6 мм и пределом прочности на растяжение 1180 МПа. Далее приготавливают усиливающий материал с формой и размерами, соответствующими зоне нахлесточного сварного шва, создаваемого путем сварки внахлестку этого усиливающего материала, верхнего стального листа и нижнего стального листа. Например, приготавливают усиливающий материал, имеющий прямоугольную форму в поперечном сечении в направлении по толщине и прямоугольную форму, если смотреть с верхней стороны, а также ширину W 20 мм и толщину ta в 1,6 мм.
[0104] При выполнении усиливающей части, состоящей из привариваемого внахлест усиливающего материала, этот усиливающий материал накладывают на верхний стальной лист и выполняют сварку внахлестку поверхности верхнего стального листа и одной торцевой части усиливающего материала. Например, их сваривают внахлестку таким образом, чтобы высота td зоны нахлесточного сварного шва стала равной высоте усиливающего материала, то есть 1,6 мм. Далее выполняют сварку внахлестку другой торцевой части усиливающего материала, торцевой части верхнего стального листа и поверхности нижнего стального листа таким образом, чтобы придать вышеуказанное соотношение усиливающего материала и зоны нахлесточного сварного шва. Например, высота tc зоны нахлесточного сварного шва равна сумме толщины tb верхнего стального листа и толщины ta усиливающего материала, то есть 3,2 мм. Сварку внахлестку выполняют таким образом, чтобы длина Lc зона нахлесточного сварного шва совпадала с длиной La усиливающего материала и общей длиной Lb зоны нахлесточного сварного шва.
[0105] Отметим, что также можно выполнять сварку внахлестку другой торцевой части усиливающего материала, торцевой части верхнего стального листа и поверхности нижнего стального листа таким образом, чтобы придать вышеуказанное соотношение усиливающего материала и зоны нахлесточного сварного шва, а после этого выполнять сварку внахлестку поверхности верхнего стального листа и одной торцевой части усиливающего материала.
[0106] При выполнении усиливающей части путем присоединения усиливающего материала на наложенных поверхностях усиливающий материал накладывают на верхний стальной лист и соединяют наложенные друг на друга поверхности верхнего стального листа и усиливающего материала. Способ такого соединения конкретно не ограничен. Соединение можно выполнять при помощи контактной сварки, например, точечной сварки или шовной сварки, можно выполнять другим методом, отличным от контактной сварки, например, лазерной сваркой, и можно выполнять путем помещения связующего на накладываемые поверхности для создания между ними связи. Условия проведения способов соединения могут быть основаны на обычном методе и конкретно не ограничены.
[0107] Например, в случае соединения элементов точечной сваркой усиливающий материал накладывают на верхний стальной лист, затем эти два металлических листа сжимают с двух сторон при помощи электродов со сферической контактной поверхностью, имеющих диаметр у вершины 6-8 мм и состоящих из медных сплавов и т.п., с силой прижима 1,5-6,0 кН при пропускании тока в течение 5-50 циклов (частота питания 50 Гц) величиной 4-15 кА, чтобы получить расплавленный металл. Этот металл охлаждают, давая ему затвердеть и образовать зону сварного шва диаметром 5 мм или около этого. В этом случае ширина и длина зоны сварного шва равны.
[0108] Далее сваривают внахлест торцевую часть усиливающего материала и поверхность нижнего стального листа, включая торцевую часть верхнего стального листа, придавая вышеуказанное соотношение усиливающего материала и зоны нахлесточного сварного шва. Например, сварку внахлестку выполняют таким образом, что высота tc зоны нахлесточного сварного шва равна сумме толщины tb верхнего стального листа и толщины ta усиливающего материала, то есть 3,2 мм, и таким образом, что длина Lc зоны нахлесточного сварного шва соответствует длине La усиливающего материала и общей длине Lb зоны нахлесточного сварного шва.
[0109] При формировании усиливающей части усиливающим валиком необходимо создавать этот усиливающий валик перед созданием нахлесточного сварного шва. Вследствие этого, как показано на Фиг.11В, одна пяточная концевая часть 250 зоны 220 нахлесточного сварного шва располагается на поверхности усиливающего валика 230.
[0110] Далее выполняют сварку внахлестку поверхности усиливающего валика, торцевой части верхнего стального листа и поверхности нижнего стального листа таким образом, чтобы придать вышеуказанное соотношение усиливающего валика и зоны нахлесточного сварного шва. Например, сварку внахлестку выполняют таким образом, что высота tc зоны нахлесточного сварного шва равна сумме толщины tb верхнего стального листа и толщины ta усиливающего валика, то есть 3,2 мм, и таким образом, что длина Lc зоны нахлесточного сварного шва соответствует длине La усиливающего валика и общей длине Lb зоны нахлесточного сварного шва.
[0111] Условия дуговой сварки в ходе сварки внахлестку могут быть основаны на обычном методе и конкретно не ограничены. Например, в качестве защитного газа, кроме 100% СО2, может использоваться смесь газов Ar и 3-20% СО2 и т.д. Значения сварочного тока и сварочного напряжения можно задавать такими, чтобы не получить надрез.
[0112] Используемая сварочная проволока конкретно не ограничена. Может использоваться проволока, предназначенная для высокопрочных стальных листов, при этом, если применяется проволока с составом, обеспечивающим твердость металла сварного шва по Виккерсу (HV) менее 500 единиц, можно не допустить замедленного разрушения, то есть она является предпочтительной.
[0113] Чтобы повысить прочность на растяжение сварного соединения внахлест по настоящему изобретению, можно рассмотреть увеличение расстояния от корневой части зоны нахлесточного сварного шва до поверхности зоны нахлесточного сварного шва, то есть увеличение ее расчетной толщины, чтобы тем самым распределить концентрирующиеся в корневой части механические напряжения.
[0114] Расчетная толщина DT, как показано на Фиг.15А и 15В, определяется как кратчайшее расстояние от корневой части до поверхности нахлесточного сварного шва. На Фиг.15А показан пример в случае, когда валик шва в зоне нахлесточного сварного шва создан выпуклым, а на Фиг.15В показан пример в случае, когда валик шва в зоне нахлесточного сварного шва создан вогнутым.
[0115] Как показано на Фиг.15С, когда имеется зазор между верхним листом и нижним листом, за расчетную толщину принимают меньшее из кратчайшего расстояния от корневой части на стороне верхнего листа до поверхности нахлесточного сварного шва и кратчайшего расстояния от корневой части на стороне нижнего листа до поверхности нахлесточного сварного шва.
[0116] В соответствии с исследованиями авторов изобретения выяснено, что прочность на растяжение можно дополнительно повысить, если (DT×HF)/(D1×HS) составляет 1,20 или более, предпочтительно - 1,50, где DT (мм) - расчетная толщина зоны нахлесточного сварного шва, HF (HV) - средняя твердость зоны нахлесточного сварного шва, D1 (мм) - толщина верхнего стального листа, и HS (HV) - меньшая по величине твердость из твердости размягченной части ЗТВ зоны нахлесточного сварного шва верхнего стального листа и твердости основного материала верхнего стального листа. Здесь твердость представляет собой твердость по Виккерсу.
[0117] Кроме того, для повышения прочности на растяжение более предпочтительно, чтобы удовлетворялось соотношение (Lb×HF)/(D1×HS) ≥ 1,70, где Lb (мм) - ширина расплавленного материала нижнего стального листа.
[0118] За среднюю твердость зоны нахлесточного сварного шва принимают среднее значение твердостей металла сварного шва в области, указанной буквой В на Фиг.2. Внутри металла сварного шва положения измерения и количество измерений можно выбирать произвольно.
[0119] Чтобы более эффективным образом повысить прочность сварного соединения на растяжение, можно подходящим образом регулировать условия сварки так, чтобы соблюсти вышеуказанное соотношение.
Примеры
Пример 1
[0120] Далее будут рассмотрены примеры настоящего изобретения, но условия в примерах приведены всего лишь в качестве иллюстрации условий, используемых для подтверждения работоспособности и выгодного эффекта настоящего изобретения. Настоящее изобретение не ограничено этими иллюстративными условиями. В настоящем изобретении могут использоваться различные условия, если только они не выходят за пределы сущности настоящего изобретения и обеспечивают достижение эффекта настоящего изобретения.
[0121] Приготовили стальные листы длиной 100 мм и шириной 25 мм, приведенные в Таблице 1. Далее, путем обработки стальных листов с пределом прочности на растяжение 1180 МПа изготовили усиливающие материалы в форме прямоугольного параллелепипеда, такие как показанные на Фиг.3А и Фиг.4. В Таблице 2 приведены размеры усиливающих материалов. На Фиг.3 правый торец усиливающего материала совмещен с правым торцом верхнего стального листа 10а.
[0122] Таблица 1
[0123] Таблица 2
[0124] Комбинации приведенных в Таблице 3 стальных листов укладывали по торцам стальных листов в их продольных направлениях с перекрыванием Х, составляющим 20 мм, накладывали усиливающие материалы, с некоторыми исключениями, и эти комплекты сваривали внахлестку с использованием приведенных в Таблице 3 сварочных проволок, получив испытательные образцы. В Таблице 3 приведены высоты и длины зон нахлесточных сварных швов. В столбце "Формула 1" Таблицы 3 приведены численные значения (DT×HF)/(D1×HS), где DT (мм) - расчетная толщина зоны сварного шва, HF (HV) - средняя твердость зоны сварного шва, D1 (мм) - толщина верхнего стального листа, и HS (HV) - меньшая по величине твердость из твердости размягченной части ЗТВ зоны сварного шва верхнего стального листа и твердости основного материала верхнего стального листа (то же самое в Примере 2, Примере 3 и Сравнительном примере ниже).
[0125] Кроме того, в Таблице 4 приведены условия сварки внахлестку. 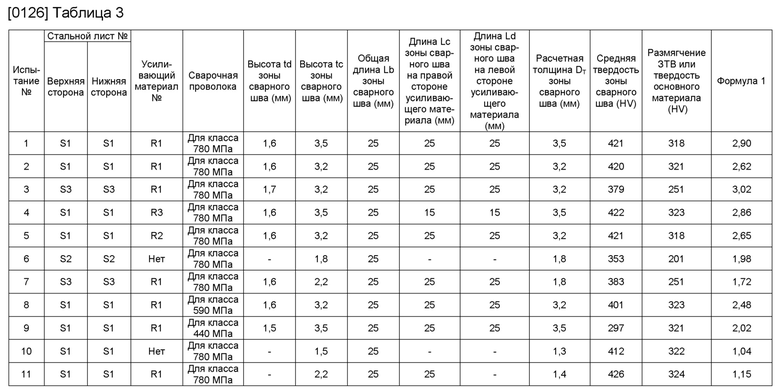
[0127] Таблица 4
[0128] Кроме того, две торцевых части полученных испытательных образцов зажимали и проводили испытания на растяжение. Испытания на растяжение проводили при скорости растяжения 10 мм/мин. В Таблице 5 указаны пределы прочности на растяжение и места разрушения.
[0129] Таблица 5
[0130] В Испытаниях №№ 1-5 и 7-9 использовались усиливающие материалы, и после этого выполнялась сварка внахлестку, поэтому пределы прочности на растяжение были высокими, и местами разрушения становились зоны термического влияния.
[0131] В Испытании № 6 сварка внахлестку выполнялась без использования усиливающего материала, но прочность основного металла была низкой, поэтому местом разрушения был основной материал.
[0132] В Испытании № 10 сварка внахлестку выполнялась без использования усиливающего материала, поэтому прочность на растяжение была низкой, а местом разрушения стал металл сварного шва.
[0133] В Испытании № 11 сварка внахлестку выполнялась в состоянии, когда усиливающий материал не был связан с верхним стальным листом, поэтому эффект от усиливающего материала не был получен, прочность на растяжение была низкой, а местом разрушения стал металл сварного шва.
[0134] Пример 2
Приготовили стальные листы длиной 100 мм и шириной 25 мм, приведенные в Таблице 6. Кроме того, путем обработки стальных листов с пределом прочности на растяжение 1180 МПа приготовили усиливающие материалы в форме прямоугольного параллелепипеда, такие как показанные на Фиг.3А и Фиг.4. В Таблице 7 приведены размеры усиливающих материалов. На Фиг.3 правый торец усиливающего материала совмещен с правым торцом верхнего стального листа 10а.
[0135] Таблица 6
[0136] Таблица 7
[0137] Комбинации усиливающих материалов и верхних стальных листов, приведенные в Таблице 8, укладывали, с некоторыми исключениями, и соединяли точечной сваркой в отдельных местах приблизительно по центру усиливающих материалов. Это выполняли таким образом, чтобы получить сварные точки размером (длина и ширина соединенных областей) 6 мм.
[0138] После этого, чтобы получить комбинации, приведенные в Таблице 8, комплекты из верхнего стального листа и усиливающего материала накладывали на нижние стальные листы и сваривали их внахлестку с получением испытательных образцов. При этом торцы верхних стальных листов и нижних стальных листов укладывали в продольном направлении с перекрыванием Х в 20 мм. В Таблице 8 приведены высоты и длины зон нахлесточных сварных швов, длины зон сварных швов на правой стороне усиливающих материалов, ширины нерасплавленных усиливающих материалов, а также длины и ширины соединенных областей. Кроме того, в Таблице 9 приведены условия сварки внахлестку. 
[0140] Таблица 9
[0141] Кроме того, две торцевых части полученных испытательных образцов зажимали и проводились испытания на растяжение. Испытания на растяжение проводили при скорости растяжения 10 мм/мин. В Таблице 10 указаны пределы прочности на растяжение и места разрушения.
[0142] Таблица 10
[0143] При сварке внахлестку использовали усиливающий материал. В результате также, как и в Примере 1, прочность на растяжение была высокой, и местом разрушения становилась зона термического влияния.
Пример 3
[0144] Приготовили стальные листы длиной 100 мм и шириной 25 мм, приведенные в Таблице 11.
[0145] Таблица 11
[0146] На поверхностях верхних сторон верхних стальных листов создавали усиливающие валики с такими формами, как показанные на Фиг.11А и Фиг.12. Кроме того, пяточные части 240 усиливающих валиков, как показано на Фиг.11А, совмещены с торцевыми частями верхних стальных листов 10а. В Таблице 12 приведены высоты, ширины и длины усиливающих валиков.
[0147] Таблица 12
[0148] После этого, чтобы получить комбинации, приведенные в Таблице 13, верхние стальные листы с созданными усиливающими валиками накладывали на нижние стальные листы и сваривали их внахлестку с получением испытательных образцов. При этом торцевые части верхних стальных листов и нижних стальных листов укладывали в продольном направлении с перекрыванием Х в 20 мм. В Таблице 13 приведены высоты и длины зон нахлесточных сварных швов. Кроме того, в Таблице 14 приведены условия сварки при создании усиливающих валиков и условия сварки внахлестку.
[0149] Таблица 13
[0150] Таблица 14
[0151] Кроме того, две торцевые части полученных испытательных образцов зажимали и проводили испытания на растяжение. Испытания на растяжение проводили при скорости растяжения 10 мм/мин. В Таблице 15 указаны пределы прочности на растяжение и места разрушения.
[0152] Таблица 15
[0153] Создали усиливающие валики и выполнили сварку внахлестку. В результате также, как и в Примере 1 и Примере 2, прочности на растяжение были высокими, а местами разрушения стали зоны термического влияния.
Сравнительный пример
[0154] Приготовили стальные листы длиной 100 мм и шириной 25 мм, приведенные в Таблице 16.
[0155] Таблица 16
[0156] Как показано на Фиг.16, верхние стальные листы и нижние стальные листы сваривали внахлестку с образованием основных сварных швов и, кроме того, на образовавшихся при сварке внахлестку валиках сварных швов сформировали усиливающие валики по схеме многопроходной сварки с получением испытательных образцов. Перекрывание Х торцов верхних стальных листов и нижних стальных листов в продольном направлении было задано равным 20 мм. В Таблице 17 приведены высоты и длины сварных швов. Кроме того, в Таблице 18 приведены условия сварки при создании усиливающих валиков и условия сварки внахлестку.
[0157] Таблица 17
[0158] Таблица 18
[0159] Кроме того, две торцевые части полученных испытательных образцов зажимали и проводили испытания на растяжение. Испытания на растяжение проводили при скорости растяжения 10 мм/мин. В Таблице 19 указаны пределы прочности на растяжение и места разрушения.
[0160] Таблица 19
[0161] В результате сварки внахлестку в многопроходном режиме нельзя было получить эффект улучшения прочности на растяжение, и местом разрушения становился металл сварного шва. Считается, что это связано с тем, что из-за многопроходного режима, как показано на Фиг.16, расчетная толщина DT не увеличивалась, и, кроме того, в основном сварном шве происходил частичный отпуск при создании усиливающего валика, поэтому в зоне основного сварного шва возникала размягченная область со сниженной твердостью.
Промышленная применимость
[0162] Согласно настоящему изобретению на поверхности высокопрочного стального листа предусматривают усиливающую часть и затем выполняют сварку внахлестку, поэтому можно избежать концентрации механических напряжений в корневой части и можно повысить прочность на растяжение без увеличения сварочных деформаций сварного соединения. Соответственно, настоящее изобретение имеет высокую промышленную применимость.
Список ссылочных обозначений
[0163] 1а, 1b - Стальные листы (основные материалы)
2 - Валик сварного шва (зона нахлесточного сварного шва)
10а - Верхний стальной лист
10b - Нижний стальной лист
20 - Валик сварного шва (зона нахлесточного сварного шва)
30 - Усиливающий материал
40 - Валик сварного шва (зона нахлесточного сварного шва)
120 - Валик сварного шва (зона нахлесточного сварного шва)
130 - Усиливающий материал
140 - Валик сварного шва (зона нахлесточного сварного шва)
220 - Валик нахлесточного сварного шва (зона нахлесточного сварного шва)
230 - Усиливающий валик
240 - Пяточный конец усиливающего валика
250 - Пяточный конец валика нахлесточного сварного шва
310 - Зона основного сварного шва (зона нахлесточного сварного шва)
320 - Усиливающий валик
ta - Толщина усиливающей части
ta' - Максимальная высота усиливающего валика
tb - Толщина верхнего стального листа
tc - Высота зоны нахлесточного сварного шва
td - Высота зоны нахлесточного сварного шва
La - Длина усиливающей части
Lb, Lb1, Lb2 - Общая длина зоны нахлесточного сварного шва
Lc, Lc1, Lc2 - Длина зоны нахлесточного сварного шва усиливающей части
Ld, Ld1, Ld2 - Длина зоны сварного шва
W - Ширина усиливающей части
W' - Максимальная ширина усиливающего валика
Wa, Wa1, Wa2 - Ширина соединенных областей
Wb - Ширина нерасплавленной усиливающей части
Х - Максимальное перекрывание
DT - Расчетная толщина

Изобретение относится к получению дуговой сваркой нахлесточного сварного соединения стальных листов, один из которых имеет предел прочности на растяжение не менее 780 МПа. Предварительно на поверхности первого стального листа со стороны, противоположной поверхности, контактирующей со вторым стальным листом, формируют усиливающий элемент, соединенный с поверхностью первого стального листа. Осуществляют дуговую сварку внахлест с покрытием металлом сварного шва торцевых частей усиливающего элемента, первого стального листа и поверхности второго стального листа. Усиливающий элемент может быть выполнен в виде усиливающего листа или усиливающего валика сварного шва. Изобретение обеспечивает превосходную прочность на растяжение без увеличения сварочной деформации. 2 н. и 10 з.п. ф-лы, 16 ил., 19 табл., 4 пр.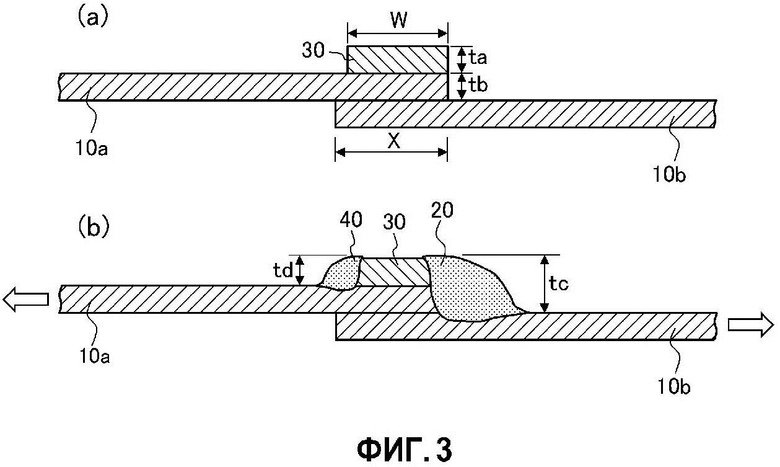
1. Способ сварки внахлест стальных листов, включающий наложение друг на друга первого и второго стальных листов, первый из которых имеет предел прочности на растяжение не менее 780 МПа, при этом предварительно на поверхности первого стального листа со стороны, противоположной поверхности, контактирующей со вторым стальным листом, формируют усиливающий элемент, соединенный с поверхностью первого стального листа, а затем осуществляют дуговую сварку внахлест с покрытием металлом сварного шва торцевых частей усиливающего элемента, первого стального листа и поверхности второго стального листа.
2. Способ по п.1, в котором (DT×HF)/(D1×HS) составляет 1,50 или более, где DT (мм) - расчетная толщина нахлесточного сварного шва, HF (HV) - средняя твердость металла нахлесточного сварного шва, D1 (мм) - толщина первого стального листа и HS (HV) - меньшая по величине твердость, выбранная из твердости ЗТВ (зоны термического влияния) первого стального листа и твердости основного материала первого стального листа.
3. Способ по п.1 или 2, в котором усиливающий элемент выполнен в виде усиливающего листа.
4. Способ по п.3, в котором торцевую часть усиливающего листа приваривают внахлест к поверхности первого стального листа со стороны, противоположной поверхности, контактирующей со вторым стальным листом.
5. Способ по п.3, в котором усиливающий лист и первый стальной лист соединяют по их наложенным поверхностям.
6. Способ по п.1 или 2, в котором усиливающий элемент выполнен в виде усиливающего валика сварного шва, сформированного на поверхности первого стального листа со стороны, противоположной поверхности, контактирующей со вторым стальным листом.
7. Сварное соединение внахлест стальных листов, содержащее первый стальной лист, имеющий предел прочности на растяжение не менее 780 МПа, соединенный с ним второй стальной лист, усиливающий элемент, соединенный с поверхностью первого стального листа со стороны, противоположной поверхности, соединенной со вторым стальным листом, и нахлесточный сварной шов, расположенный с покрытием торцевых частей усиливающего элемента, первого стального листа и поверхности второго стального листа.
8. Сварное соединение по п.7, в котором (DT×HF)/(D1×HS) составляет 1,50 или более, где DT (мм) - расчетная толщина нахлесточного сварного шва, HF (HV) - средняя твердость металла нахлесточного сварного шва, D1 (мм) - толщина первого стального листа и HS (HV) - меньшая по величине твердость, выбранная из твердости ЗТВ первого стального листа и твердости основного материала первого стального листа.
9. Сварное соединение по п.7 или 8, в котором усиливающий элемент выполнен в виде усиливающего листа.
10. Сварное соединение по п.7 или 8, в котором усиливающий элемент и первый стальной лист соединены нахлесточным соединением торцевой части усиливающего листа с поверхностью первого стального листа.
11. Сварное соединение по п.9, в котором усиливающий лист и первый стальной лист соединены по их наложенным поверхностям.
12. Сварное соединение по п.7 или 8, в котором усиливающий элемент выполнен в виде усиливающего валика сварного шва, сформированного на поверхности первого стального листа со стороны, противоположной поверхности, соединенной со вторым стальным листом.
| US 6359260 В1, 19.03.2002 | |||
| JP 2005169450 A, 30.06.2005 | |||
| СПОСОБ СВАРКИ ВНАХЛЕСТКУ | 0 |
|
SU182270A1 |
| Способ электродуговой точечной сварки плавящимся электродом | 1984 |
|
SU1507548A1 |

