Итобр1етение относится к электродуговой сварке и может быть использовано в различных отраслях промышленности, занятых изготовлением изделий и конструкций с применением точечных и электрозаклепочных сварных соединений в различных защитных средах и пространственных положениях.
Цель изобретения - улучшение качества сварки и уменьшение расхода сварочных материалов у длительности дикла.
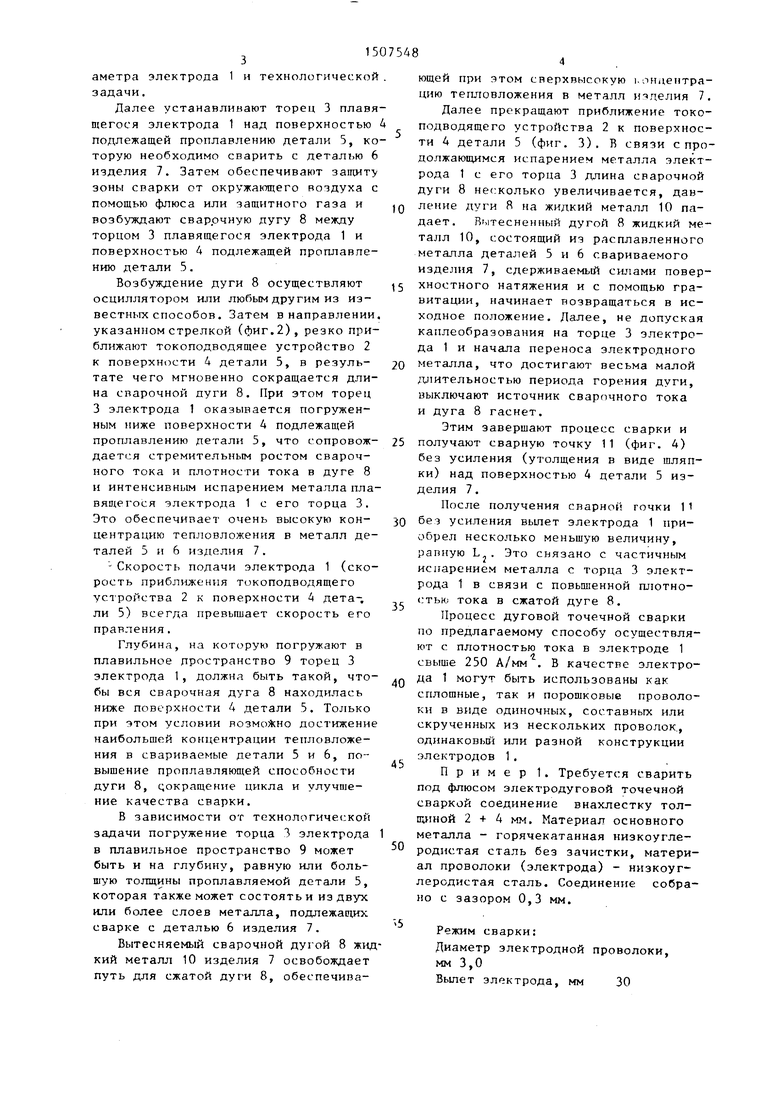
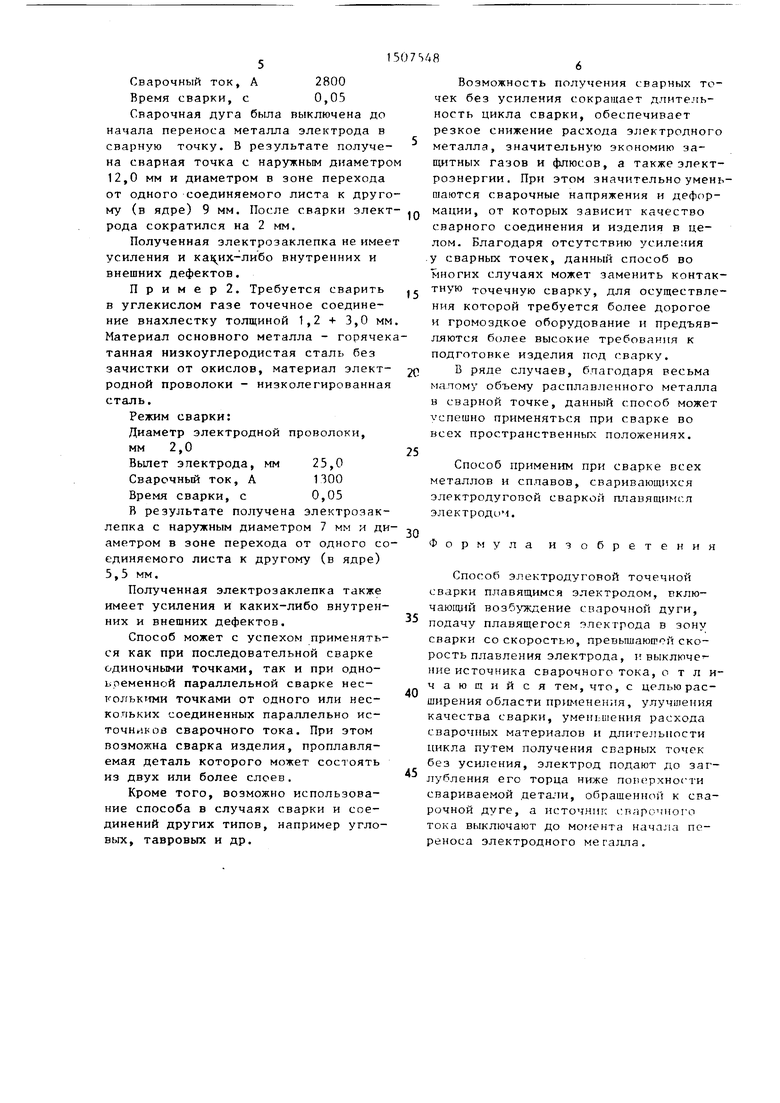
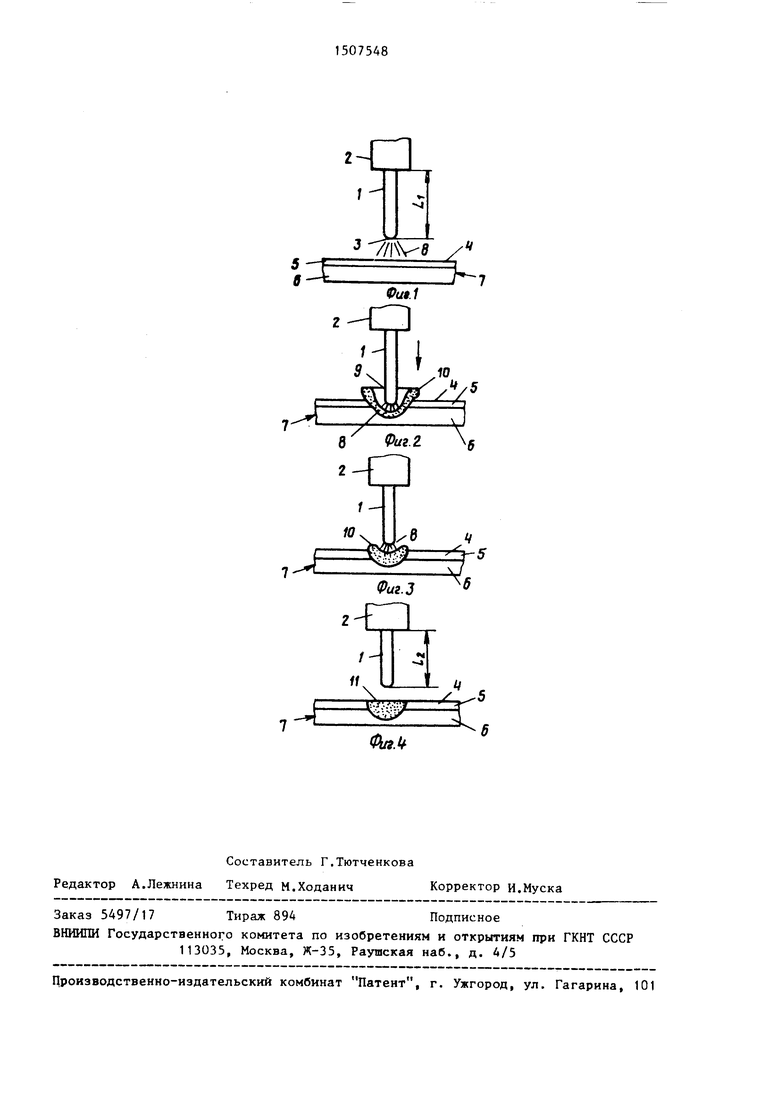
На фиг. 1 показано взаимное расположение плавящегося электрода, то- хоподводящего устройства и свариваемого изделия в начальной стадии про- десса сварки; на фиг. 2 - стадия прсдесса сварки, связанная с подачей плавящегося электрода в плавильное пространство; на фиг. 3 - стадия процесса сварки, связанная с окончанием подачи плавящегося электрода в плавильное пространство; на на фиг. 4 - стадия процесса сварки, связанная с выключением источника сварочного тока и образованием сварной точки без усиления.
Способ осуществляют следующим образом.
Заправленный в сварочный аппарат плавящийся электрод 1 (фиг. 1) фиксируют относительно токоподводящего устройства 2 при заданном значении L вылета плавящегося электрода 1 . Значение L выбирают в зависимости от диел о vj
ел
4а
00
3 1 и
15
технологической
аметра электрода задачи.
Далее устанавливают торец 3 плавя Dierocfl электрода 1 над поверхностью подлежащей проплавлению детали 5, которую необходимо сварить с деталью 6 изделия 7. Затем обеспечивают защиту зоны сварки от окружающего воздуха с помощью флюса или защитного газа и возбуждают сварочную дугу 8 между торцом 3 плавящегося электрода 1 и поверхностью 4 подлежащей проплавлению детали 5.
Возбуждение дуги В осуществляют осциллятором или любым другим из известных способов. Затем в направлении указанном стрелкой (фиг. 2), резко приближают токоподводящее устройство 2 к поверхности 4 детали 5, в результате чего мгновенно сокращается длина сварочной дуги 8. При этом торец 3 электрода 1 оказывается погруженным ниже поверхности 4 подлежащей проплавлению детали 5, что сопровождается стремительным ростом сварочного тока и плотности тока в дуге 8 и интенсивным испарением металла плавящегося электрода 1 с его торца 3. Это обеспечивает очень высокую концентрацию тепловложения в металл деталей 5 и 6 изделия 7.
- Скорость подачи электрода 1 (скорость приближения токоподводящего устройства 2 к поверхности 4 дета-. ли 5) всегда превьш ает скорость его правления.
Глубина, на которую погружают в плавильное пространство 9 торец 3 электрода 1, должна быть такой, чтобы вся сварочная дуга 8 находилась ниже поверхности 4 детали 5. Только при этом условии возможно достижение наибольшей концентрации тепловложения в свариваемые детали 5 и 6, по- выщение проплавляющей способности дуги 8, с;окращение цикла и улучшение качества сварки.
В зависимости от технологической задачи погружение торца 3 электрода в плавильное пространство 9 может быть и на глубину, равную или большую толщины проплавляемой детали 5, которая также может состоять и из двух или более слоев металла, подлежапщх. сварке с деталью 6 изделия 7.
Вытесняемый сварочной дугой 8 жидкий металл 10 изделия 7 освобождает путь для сжатой дуги 8, обеспечива1507548
5
0
5
0
5
0
5
0
ющей при этом сверхвысокую i.oHiienTpa- цию тегшовложения в металл изделия 7.
Далее прекращают приближение токоподводящего устройства 2 к поверхности 4 детали 5 (фиг. 3). В связи с продолжающимся испарением металла электрода 1 с его торца 3 длина сварочной дуги 8 несколько увеличивается, давление дуги Я на жидкий металл 10 падает. Вытесненный дугой 8 жидкий металл 10, состоящий из расплавленного металла деталей 5 и 6 свариваемого изделия 7, сдерживаемый силами поверхностного натяжения и с помощью гравитации, начинает возвращаться в исходное положение. Далее, не допуская каплеобразования на торце 3 электрода 1 и начала переноса электродного металла, что достигают весьма малой длительностью периода горения дуги, выключают источник сварочного тока и дуга 8 гаснет.
Этим заверщают процесс сварки и получают сварную точку 11 (фиг. 4) без усиления (утолщения в виде щляп- ки) над поверхностью 4 детали 5 изделия 7.
После получения сварной точки 11 без усиления вылет электрода 1 приобрел несколько меньщую величину, равную L . Это связано с частичным испарением металла с торца 3 электрода 1 в связи с повьщ1енной плотностью тока в сжатой дуге 8.
Процесс дуговой точечной сварки по предлагаемому способу осуществляют с плотностью тока в электроде 1 свыше 250 А/мм . В качестве электрода 1 могут быть использованы как сплошные, так и порощковые проволоки в виде одиночных, составных или скрученных из нескольких проволок, одинаковый или разной конструкции электродов 1.
Пример 1. Требуется сварить под флюсом злектродуговой точечной сваркой соединение внахлестку тол- пушой 2 + 4 мм. Материал основного металла - горячекатанная низкоуглеродистая сталь без зачистки, материал проволоки (электрода) - низкоуглеродистая сталь. Соединен1ге собрано с зазором 0,3 мм.
Режим сварки:
Диаметр электродной проволоки, 3,0
мм
Вылет электрода, мм
30
Сварочный ток, А 2800
Время сварки, с 0,05
Сварочная дуга была выключена до начала переноса металла электрода в сварную точку. В результате получена сварная точка с наружным диаметро 12,0 мм и диаметром в зоне перехода от одного соединяемого листа к другому (в ядре) 9 мм. После сварки электрода сократился на 2 мм.
Полученная электрозаклепка не имее усиления и кац их-либо внутренних и внешних дефектов.
П р и м е р 2. Требуется сварить в углекислом газе точечное соединение внахлестку толщиной 1,2 + 3,0 мм Материал основного металла - горячек танная низкоуглеродистая сталь без зачистки от окислов, материал электродной проволоки - низколегированная сталь.
Режим сварки:
Диаметр электродной проволоки,
мм 2,0
Вылет электрода, мм
Сварочный ток, А
Время сварки, с
25,0 1300 0,05
В результате получена электрозаклепка с наружным диаметром 7 мм и диаметром в зоне перехода от одного соединяемого листа к другому (в ядре) 5,5 мм.
Полученная электрозаклепка также имеет усиления и каких-либо внутренних и внешних дефектов.
Способ может с успехом применяться как при последовательной сварке одиночными точками, так и при одно- ьпеменной параллельной сварке нес- кoJ fьк тми точками от одного или нескольких соединенных параллельно источников сварочного тока. При этом возможна сварка изделия, проплавляемая деталь которого может состоять из двух или более слоев,
Кроме того, возможно использование способа в случаях сварки и соединений других типов, например угловых, тавровых и др.
Возможность получения сварных точек без усиления сокращает длительность цикла сварки, обеспечивает резкое снижение расхода электродного металла, значительную экономию защитных газов и флюсов, а также электроэнергии. При этом значительно уменьшаются сварочные напряжения и деформации, от которых зависит качество сварного соединения и изделия в целом. Благодаря отсутствию усиления .у сварных точек, данный способ во многих случаях может заменить контактную точечную сварку, для осуществления которой требуется более дорогое и громоздкое оборудование и предъявляются более высокие требования к подготовке изделия под сварку.
В ряде случаев, благодаря весьма малому объему расплавленного металла Б сварной точке, данный способ может спешно применяться при сварке во всех пространственных положениях.
Способ применим при сварке всех металлов и сплавов, сваривающихся электродугоБОЙ сваркой плавящимг.я электродом.
Формула изобретения
Способ электродуговой точечной сварки плавящимся электродом, включающий воз5 ткдение сварочной дуги, подачу плавящегося электрода в зону сварки со скоростью, превьпяаюшсй скорость плавления электрода, и выключение источника сварочного тока, отличающийся тем, что, с целью расширения области применения, улучшения качества сварки, уменьшения расхода сварочных материалов и длительности цикла путем получения сварных точек без усиления, электрод подают до заглубления его торца ниже полерхности свариваемой дета-чи, обращенной к сварочной дуге, а источник г.парочног о тока выключают до момента начала переноса электродного металла.
sя -t
-TTlVT /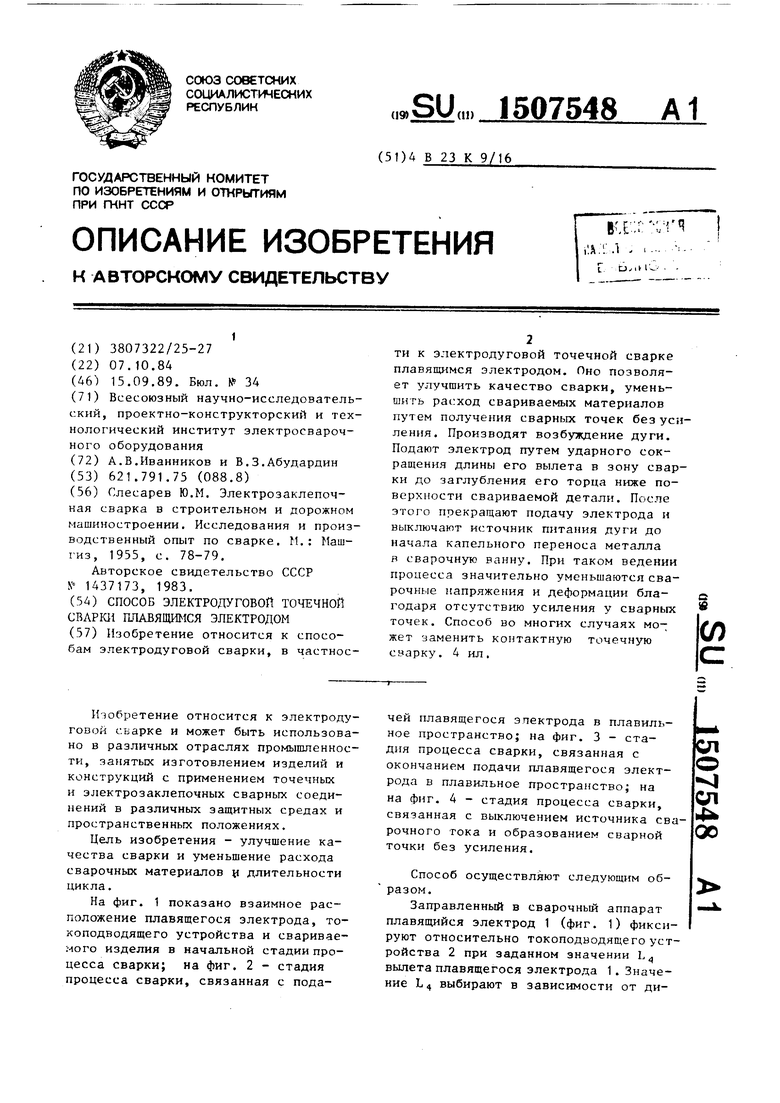
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой точечной сварки | 1983 |
|
SU1437173A1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| Способ дуговой точечной сварки | 1975 |
|
SU568516A1 |
| Способ сварки электрозаклепками | 1976 |
|
SU662294A1 |
| СПОСОБ ДУГОВОЙ ТОЧЕЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1988 |
|
RU2102205C1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
| Способ дуговой сварки электрозаклепками | 1981 |
|
SU979053A1 |
| Горелка для электродуговой сварки плавящимся электродом в защитных газах | 1975 |
|
SU549286A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
Изобретение относится к способам электродуговой сварки , в частности, к электродуговой точечной сварке плавящимся электродом. Оно позволяет улучшить качество сварки, уменьшить расход свариваемых материалов путем получения сварных точек без усиления. Производят возбуждение дуги. Подают электрод путем ударного сокращения длины его вылета в зону сварки до заглубления его торца ниже поверхности свариваемой детали. После этого прекращают подачу электрода и выключают источник питания дуги до начала капельного переноса металла в сварочную ванну. При таком ведении процесса значительно уменьшаются сварочные напряжения и деформации благодаря отсутствию усиления у сварных точек. Способ во многих случаях может заменить контактную точечную сварку. 4 ил.
/5
| Слесарев Ю.М | |||
| Электрозаклепочная сварка в строительном и дорожном машиностроении | |||
| Исследования и производственный опыт по сварке | |||
| М.: Маш- гиз, 1955, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
