Область техники
[0001]
Настоящее изобретение относится к способу сварки внахлестку стального листа и узлу, полученному сваркой внахлестку стального листа.
Настоящая заявка испрашивает приоритет первой заявки на японский патент № 2015-182846, поданной в Японии 16 сентября 2015, содержание которой включено в настоящее описание посредством отсылки.
Уровень техники
[0002]
В настоящее время в автомобильной промышленности существует потребность в уменьшении веса кузовов автомобилей для снижения удельного расхода бензина и выбросов СО2, а также потребность в увеличении прочности элементов кузова автомобиля для повышения безопасности при столкновении. Кроме того, чтобы удовлетворить такие потребности, для элементов кузова автомобиля, и множества различных компонентов и т.п. используются высокопрочные стальные листы.
[0003] На этапах изготовления элементов кузова автомобиля из высокопрочных стальных листов и этапах скрепления компонентов, полученных из высокопрочных стальных листов, широко используется в основном точечная контактная сварка (далее также называемая просто "точечной сваркой"). Например, в качестве основных конструктивных элементов кузовов автомобилей используются полученные путем сварки внахлестку стальных листов узлы из стального листа, и эти узлы получают путем наложения друг на друга двух стальных листов, имеющих форму шляпы, и точечной сварки наложенных друг на друга частей. На Фиг.16А приведен горизонтальный разрез, на котором показан сварное узел 60, полученный путем сварки внахлестку стального листа согласно известному уровню техники, этот вид служит для описания способа сварки внахлестку стального листа, соответствующего известному уровню техники. Кроме того, на Фиг.16В в увеличенном масштабе показана часть изображения на Фиг.16А. При этом на Фиг.16В один из двух сварочных электродов 90 не показан.
[0004] Как показано на Фиг.16А, в способе сварки внахлестку, соответствующем известному уровню техники, друг на друга накладывают два элемента 70 из стального листа, каждый из которых имеет два фланцевого участка 72 и две поднимающихся стенки 74, которые поднимаются от этих фланцевых участков, а также поперечное сечение в форме шляпы, после этого фланцевые участки 72 этих элементов 70 располагают между двумя сварочными электродами 90 и сваривают при помощи точечной сварки, что приводит к возникновению кристаллизовавшихся областей 80 (далее называемых "ядра сварных точек") между этими фланцевого участками.
[0005]
Как показано на Фиг.16А и Фиг.16В, сварочный электрод 90, используемый для точечной сварки, имеет цилиндрическое основное тело 92 и коническую часть 94, которая сужается в направлении вершины. При этом диаметр Ø основного тела 92 составляет, например, 16 мм, и диаметр Ø' поверхности 94а на вершине конической части составляет, например, 6 мм. Кроме того, ширина w фланцевого участка 72 элемента 70 из стального листа составляет, например, 15-20 мм. Помимо этого, чтобы создать путь электрического тока, проходящий через фланцевый участок 72, и получить ядро 80 сварной точки, поверхность 94а конической части 94 приводят в контакт с фланцем 72 элемента 70 из стального листа. То есть, диаметр Ø' поверхности 94а на вершине сварочного электрода 90 определяет диаметр зоны, через которую протекает электрический ток, и почти совпадает с максимальным получаемым диаметром ядра сварной точки.
[0006]
В случае, если два элемента 70 из стального листа свариваются при помощи точечной сварки с использованием сварочных электродов 90 в условиях, когда поднимающаяся стенка 74 элемента 70 из стального листа и сварочный электрод 90 контактируют друг с другом, между этими поднимающейся стенкой и сварочным электродом начинает протекать электрический ток, и существует опасность того, что не удастся сварить фланцевые участки 72 элементов 70 из стального листа. Поэтому во время точечной сварки элементов 70 из стального листа необходимо обеспечить зазор, чтобы избежать взаимодействия между поднимающейся стенкой 74 и сварочным электродом 90. Помимо этого, как описано выше, сварочный электрод 90 имеет коническую часть 94, которая сужается в направлении его вершины. Поэтому ядро 80 сварной точки создают в месте, находящемся на заранее определенном расстоянии от поднимающейся стенки 74.
[0007]
В узле 60, полученном при помощи способа сварки внахлестку, соответствующего известному уровню техники, ядра 80 сварных точек создают на удалении от поднимающейся стенки 74, как описано выше, поэтому в случае действия на фланцевые участки 72 двух элементов 70 из стального листа растягивающих механических напряжений эти фланцевые участки легко деформируются в направлении на удаление друг от друга (то есть, возникает деформация раскрытия), вследствие чего происходит концентрация механических напряжений на краю ядра 80 сварной точки, и прочность соединения уменьшается. Кроме того, деформация раскрытия в узле60, полученном путем сварки внахлестку, легко возникает даже в случае возникновения в нем момента кручения относительно его оси CL, и жесткость при кручении уменьшается.
[0008]
В Патентном документе 1 описана технология, согласно которой в области шириной 2-5 мм вокруг края по периферии ядра сварной точки выполняют закалку, чтобы увеличить прочность на срез при растяжении для узла, полученного при помощи точечной сварки. Кроме того, в Патентном документе 2 описана технология, согласно которой формировании сварного валика при лазерной сварке двух фланцевых участков элементов из стального листа в месте, где предполагается создать этот валик, выполняют прихватку при помощи точечной сварки или тому подобного.
Документы по известному уровню техники
Патентные документы
[0009]
Патентный документ 1: Непроверенная заявка на японский патент, первая публикация № 2013-223872
Патентный документ 2: Непроверенная заявка на японский патент, первая публикация № 2008-178905
Сущность изобретения
Проблемы, устраняемые изобретением
[0010]
Однако, согласно Патентному документу 1, при выполнении закалки в области шириной 2-5 мм вокруг края по периферии сварной точки твердость у края ядра сварной точки увеличивается, поэтому трудно предотвратить деформацию раскрытия в узле, полученном в результате точечной сварки внахлестку наложенных друг на друга областей фланцевого участка элемента из стального листа, имеющего поперечное сечение в форме шляпы, и другого элемента из стального листа. Поэтому при использовании технологии по Патентному документу 1 трудно повысить прочность соединения и жесткость при кручении для узла, полученного путем сварки внахлестку.
Кроме того, согласно Патентному документу 2, сварной валик при помощи лазерной сварки создают проходящим через множество расположенных в продольном направлении фланцевого участка областей, в которых выполнена прихватка. Поэтому, при использовании технологии по Патентному документу 2, как и в случае технологии по Патентному документу 1, трудно предотвратить деформацию раскрытия.
[0011]
Настоящее изобретение создано с учетом описанных выше обстоятельств, и его задачей является предложить способ сварки внахлестку стального листа и узел, полученный путем сварки внахлестку стального листа, которые позволяют повысить прочность соединения и жесткость при кручении в узлах, полученных путем сварки внахлестку стального листа, имеющего фланцевые участки и поднимающиеся стенки, и другого элемента из стального листа.
Средства устранения проблем
[0012]
Чтобы выполнить указанную выше задачу, в настоящем изобретении применяется следующее.
(1) Согласно одному аспекту настоящего изобретения, предлагается способ сварки внахлестку стального листа, при выполнении которого накладывают друг на друга и сваривают первый элемент из стального листа и второй элемент из стального листа, имеющий фланцевый участок, на который накладывают упомянутый первый элемент, и поднимающуюся стенку, которая поднимается от фланцевого участка, и этот способ включает следующие этапы: выполняют точечную сварку в состоянии, когда на упомянутый фланцевый участок наложен первый элемент из стального листа, что позволяет создать ядро сварной точки между этими первым элементом и фланцем; и после точечной сварки выполняют лазерную сварку в зоне между границей скругленной области поднимающейся стенки и ядром сварочной точки, что позволяет создать сварной валик, причем протяженность сварного валика в продольном направлении фланцевого участка больше или равна диаметру сварной точки, а ширина составляет 0,5-3,0 мм.
(2) В способе по пункту (1), если кратчайшее расстояние между границей скругленной области поднимающейся стенки и ядром сварной точки составляет D1 (мм), а кратчайшее расстояние между границей скругленной области поднимающейся стенки и сварным валиком составляет D2 (мм), то отношение D2 к D1 (D2/D1) может быть равно 1/2 или менее.
(3) В способе по пункту (1) или пункту (2) при выполнении лазерной сварки сварной валик можно создавать таким образом, чтобы его край в направлении по ширине находился на границе скругленной области поднимающейся стенки.
(4) В способе по любому из пунктов с (1) по (3) сварной валик может иметь прямолинейную форму, U-образную форму или волнообразную форму.
[0013]
(5) Согласно другому аспекту настоящего изобретения, предлагается узел, полученный путем сварки внахлестку стального листа, который включает: первый элемент из стального листа; второй элемент из стального листа, имеющий фланцевый участок, на который наложен упомянутый первый элемент, и поднимающуюся стенку, которая поднимается от фланцевого участка; ядро сварной точки, которая соединяет первый элемент из стального листа и фланцевый участок; и сварной валик, который соединяет первый элемент из стального листа и фланцевый участок и который образован в зоне между границей скругленной области поднимающейся стенки и ядром сварной точки, причем протяженность сварного валика в продольном направлении фланцевого участка больше или равна диаметру сварной точки, а ширина сварного валика составляет 0,5-3,0 мм.
(6) В узле по пункту (5), если кратчайшее расстояние между границей скругленной области поднимающейся стенки и ядром сварной точкой составляет D1 (мм), а кратчайшее расстояние между границей скругленной области поднимающейся стенки и сварным валиком составляет D2 (мм), то отношение D2 к D1 (D2/D1) может быть равно 1/2 или менее.
(7) В узле по пункту (5) или пункту (6) сварной валик может быть создан таким образом, что его край в направлении по ширине находится на границе скругленной области поднимающейся стенки.
(8) В узле по любому из пунктов с (5) по (7) сварной валик может иметь прямолинейную форму, U-образную форму или волнообразную форму.
Эффект изобретения
[0014]
Согласно соответствующим аспектам настоящего изобретения, можно повысить прочность соединения и жесткость при кручении в узлах, полученных путем сварки внахлестку элемента из стального листа, имеющего фланцевые участки и поднимающиеся стенки, и другого элемента из стального листа.
Краткое описание чертежей
[0015]
На Фиг.1 в перспективе показан элемент из стального листа с поперечным сечением в форме шляпы.
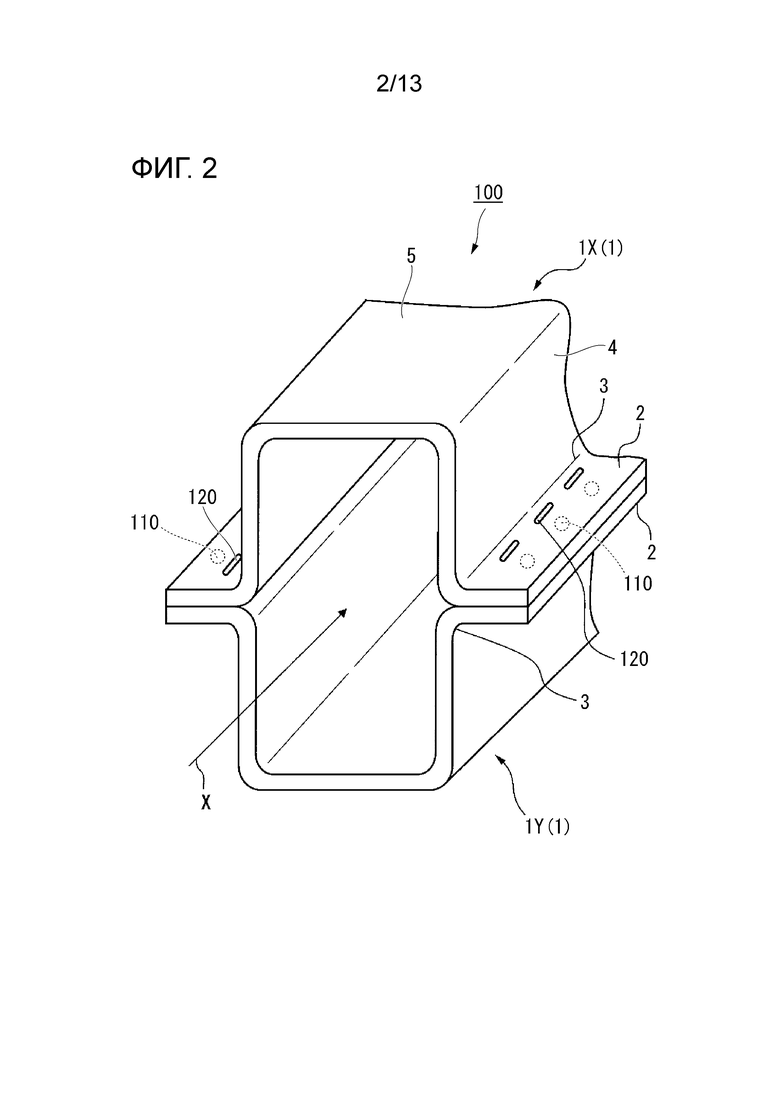
На Фиг.2 в перспективе показан узел, полученный путем сварки внахлестку элементов из стального листа, который соответствует первому варианту реализации настоящего изобретения.
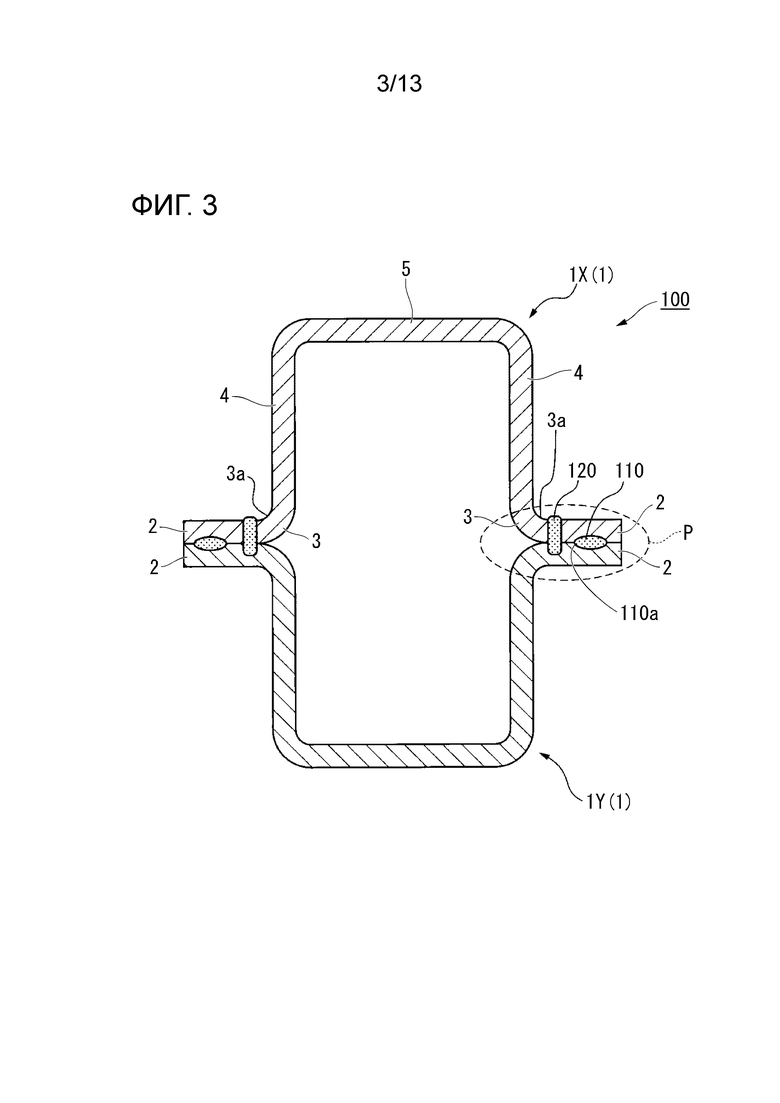
На Фиг.3 приведено сечение указанного узла, полученного путем сварки внахлестку, плоскостью, перпендикулярной направлению по длине, и показан край 110а сварной точки 110.
На Фиг.4А в увеличенном масштабе показана область, указанная ссылочным обозначением Р на Фиг.3.
На Фиг.4В в увеличенном масштабе показана область, указанная ссылочным обозначением Q на Фиг.4А.
На Фиг.5 приведен вид сверху показанной в увеличенном масштабе части указанного узла, полученного путем сварки внахлестку.
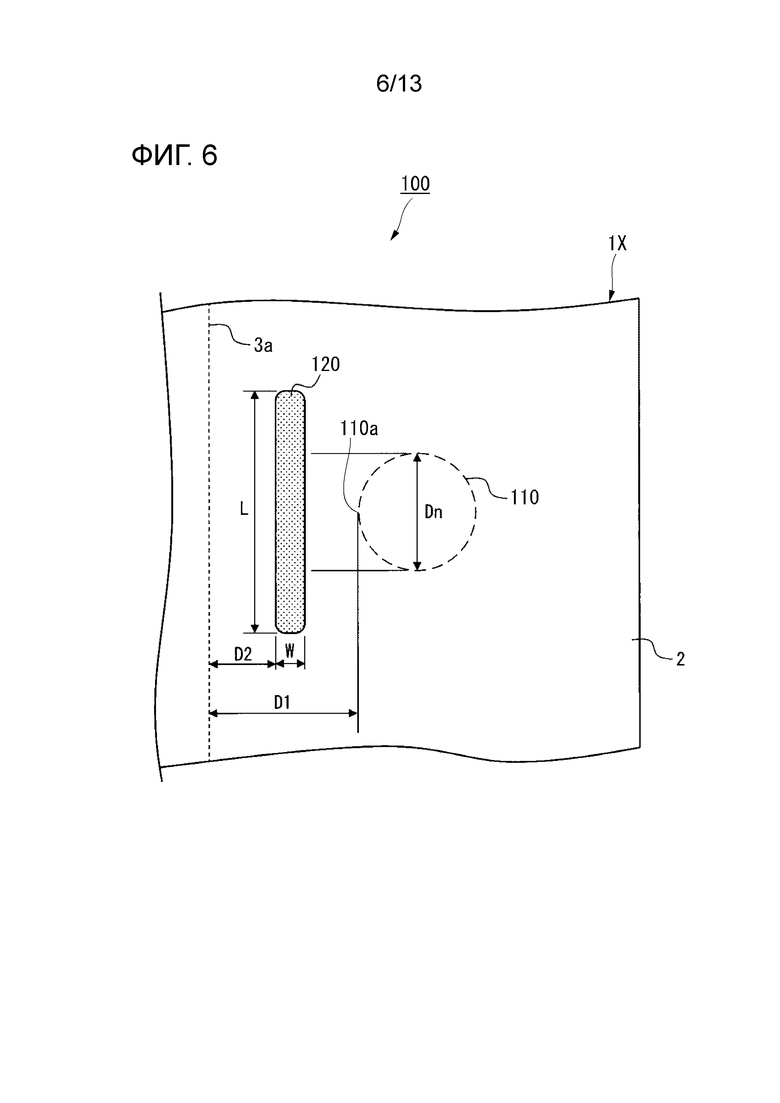
На Фиг.6 в увеличенном масштабе показана область, указанная ссылочным обозначением S на Фиг.5.
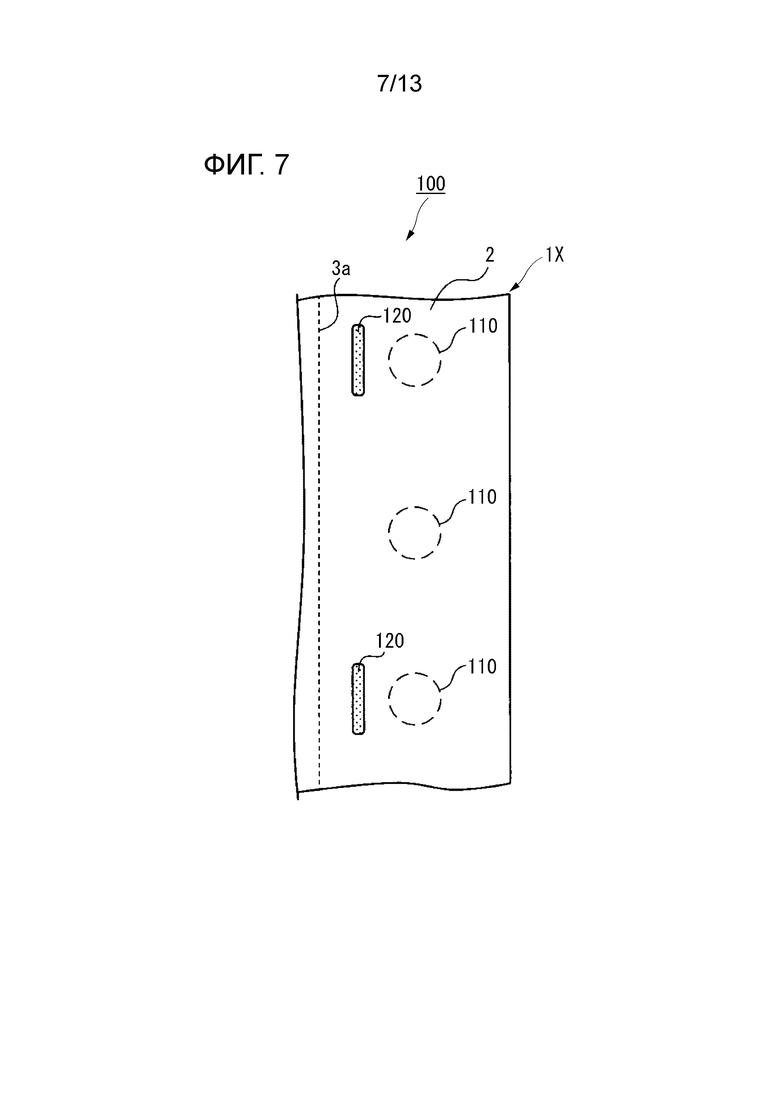
На Фиг.7 приведен вид сверху показанной в увеличенном масштабе части указанного узла, полученного путем сварки внахлестку, согласно первой примерной модификации.
На Фиг.8 приведен вид сверху показанной в увеличенном масштабе части указанного узла, полученного путем сварки внахлестку, согласно второй примерной модификации.
На Фиг.9 в увеличенном масштабе показана область, указанная ссылочным обозначением S на Фиг.5, на этом виде показана третья примерная модификация указанного узла, полученного путем сварки внахлестку.
На Фиг.10 в увеличенном масштабе показана область, указанная ссылочным обозначением S на Фиг.5, на этом виде показана четвертая примерная модификация указанного узла, полученного путем сварки внахлестку.
На Фиг.11 в увеличенном масштабе показана область, указанная ссылочным обозначением S на Фиг.5, на этом виде показана пятая примерная модификация указанного узла, полученного путем сварки внахлестку.
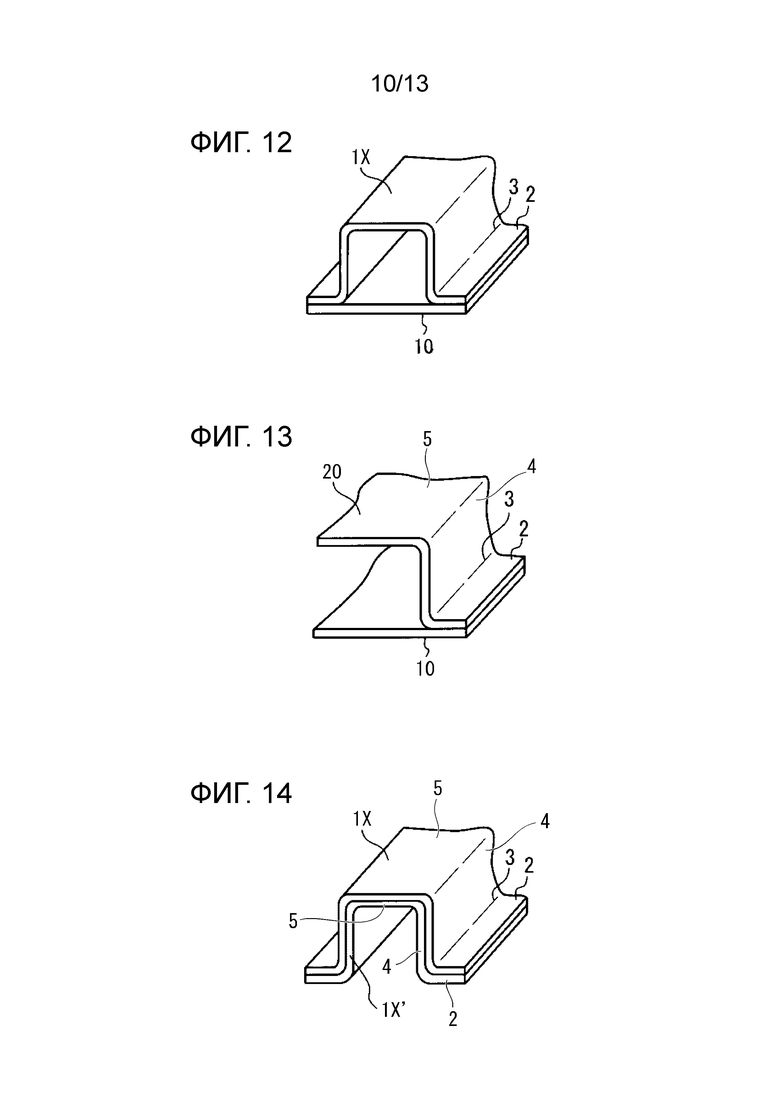
На Фиг.12 в изометрии показана шестая примерная модификация указанного узла, полученного путем сварки внахлестку.
На Фиг.13 в изометрии показана седьмая примерная модификация указанного узла, полученного путем сварки внахлестку.
На Фиг.14 в изометрии показана восьмая примерная модификация указанного узла, полученного путем сварки внахлестку.
На Фиг.15 в поперечном сечении показана часть узла, полученного путем сварки внахлестку стального листа, который соответствует второму варианту реализации настоящего изобретения.
На Фиг.16А приведен горизонтальный разрез, на котором показан узел, полученный путем сварки внахлестку элементов из стального листа согласно известному уровню техники, этот вид служит для описания способа сварки внахлестку узлов из стального листа, соответствующего известному уровню техники.
На Фиг.16В в увеличенном масштабе показана часть изображенного на Фиг.16А.
Подробное описание вариантов реализации
[0016]
Далее со ссылкой на чертежи будут подробно описаны отдельные варианты реализации настоящего изобретения. При этом в данной спецификации и на чертежах, составные части, характеристики которых, по существу, совпадают, будут обозначены одинаковыми ссылочными обозначениями и не будут описываться повторно.
[0017]
Первый вариант
На Фиг.2 в изометрии узел 100, полученный путем сварки внахлестку стального листа, который соответствует первому варианту реализации настоящего изобретения (далее также называемый просто "узел 100, полученный путем сварки внахлестку"). Узел100 получают путем точечной сварки и лазерной сварки двух элементов 1 из стального листа. В приведенном далее описании сначала будет описан элемент 1 из стального листа.
[0018]
На Фиг.1 в изометрии показан элемент 1 из стального листа, входящий в состав узла 100, полученного путем сварки внахлестку. Как показано на Фиг.1, элемент 1 из стального листа вытянут в длину, имеет в сечении, перпендикулярном направлению по его длине, форму шляпы и включает два проходящих параллельно фланцевого участка 2, две поднимающихся стенки 4, которые, по существу, перпендикулярно поднимаются от двух фланцевых участков 2, и поперечную часть стенки 5, соединяющую две поднимающихся стенки 4 и проходящую параллельно фланцевым участкам 2. Элемент 1 из стального листа изготавливают, например, путем изгибания стального листа в ходе штамповки. То есть, в элементе 1 из стального листа фланец 2 переходит в поднимающуюся стенку 4, и поднимающаяся стенка 4 переходит в поперечную пластину 5, и, в частности, на поверхностях фланцевых участков 2 нет отверстий и т.п., поэтому можно не допустить уменьшения прочности.
Кроме того, на Фиг.1 ссылочным обозначением Х указана ось элемента 1 из стального листа. При этом направление прохождения оси Х совпадает с направлением по длине этого элемента 1.
[0019]
Поднимающаяся стенка 4 элемента 1 из стального листа имеет скругленную область 3, которая соединена с фланцем 2 этого элемента и имеет заранее определенный радиус кривизны. Радиус кривизны скругленной области 3 составляет, например, 3-6 мм.
[0020]
Толщина элемента 1 из стального листа составляет, например, 0,5-3,2 мм. Кроме того, ширина фланцевого участка 2 элемента 1 из стального листа (протяженность этого фланцевого участка в направлении, перпендикулярном направлению по толщине и направлению по длине/продольному направлению) составляет, например, 10-20 мм.
Химический состав элемента 1 из стального листа конкретным образом не ограничивается и может быть задан таким образом, чтобы получить механические характеристики, подходящие для области использования. При этом в случае, если элемент 1 из стального листа содержит по массе 0,10% или больше углерода, значительно повышается прочность на растяжение. Поэтому содержание углерода в элементе 1 из стального листа предпочтительно составляет по массе 0,10% или больше.
Кроме того, элемент 1 из стального листа может иметь пленку (пленки), созданные на одной или обеих его поверхностях в результате их обработки. Пленку на поверхности создают, например, путем нанесения слоя плакирующего металла, покрытия и т.п. Примеры пленки, полученной в результате плакирования, включают пленку из цинка, алюминия, цинка/никеля, цинка/железа, цинка/алюминия/магния и т.п., и примеры способа плакирования включают нанесение слоя металла при погружении в расплав, нанесение слоя металла электролитическим методом и т.п.
[0021]
Далее будет описан узел 100, полученное путем сварки внахлестку, который соответствует представленному варианту. На Фиг.2 в изометрии показан узел100, полученный путем сварки внахлестку, а на Фиг.3 приведено сечение этого узла плоскостью, перпендикулярной направлению по его длине, и показан край 110а ядра 110 сварной точки. Как показано на Фиг.2 и Фиг.3, узел 100, полученное путем сварки внахлестку, вытянут вдоль оси Х и является полым, если смотреть в сечении, перпендикулярном оси Х (направлению по длине). Кроме того, узел 100, полученный путем сварки внахлестку, включает два элемента 1 из стального листа, которые расположены друг против друга, множество ядер 110 сварных точек, которые созданы на фланцевого участках 2 этих двух элементов 1 при помощи точечной сварки, и множество сварных валиков 120, которые созданы на этих фланцевых участках 2 при помощи лазерной сварки. При этом на Фиг.2 и Фиг.3 ссылочным обозначением 1Х указан элемент 1 из стального листа, расположенный с верхней стороны, и ссылочным обозначением 1Y указан элемент 1 из стального листа, расположенный с нижней стороны.
[0022]
На Фиг.4А в увеличенном масштабе показана область, указанная ссылочным обозначением Р на Фиг.3. Как показано на Фиг.3 и Фиг.4А, между фланцем 2 элемента 1Х из стального листа и фланцем 2 элемента 1Y из стального листа при помощи точечной сварки создано ядро 110 сварной точки, которое соединяет эти два фланцевых участка. Другими словами, ядро 110 сварной точки создано на наложенных поверхностях фланцевого участка 2 элемента 1Х из стального листа и фланцевого участка 2 элемента 1Y из стального листа.
Между фланцем 2 элемента 1Х из стального листа и фланцем 2 элемента 1Y из стального листа в результате сварки за счет облучения лазерным лучом с верхней стороны фланцевого участка 2 элемента 1Х из стального листа создан сварной валик 120, который соединяет эти два фланцевых участка друг с другом. Другими словами, сварной валик 120 создан проходящим от внешней поверхности (если смотреть в направлении по толщине, это та из двух поверхностей, которая обращена наружу) фланцевого участка 2 элемента 1Х из стального листа внутрь фланцевого участка 2 элемента 1Y из стального листа. В то же время, сварной валик 120 может и не выходить на внешнюю поверхность фланцевого участка 2 элемента 1Х из стального листа и внешнюю поверхность фланцевого участка 2 элемента 1Y из стального листа.
[0023]
Кроме того, как показано на Фиг.4А, сварной валик 120 создан в зоне между границей 3а скругленной области 3 элемента 1Х из стального листа и ядром 110 сварной точки. А именно, если смотреть в направлении по ширине фланцевого участка 2, край 120а сварного валика 120, находящийся с внутренней стороны этого фланцевого участка (край сварного валика 120, который находится ближе к границе 3а скругленной области), находится с внешней стороны относительно границы 3а скругленной области. Кроме того, если смотреть в направлении по ширине фланцевого участка 2, край 120b сварного валика 120, находящийся с внешней стороны этого фланцевого участка (край сварного валика 120, который находится дальше от границы 3а скругленной области), находится с внутренней стороны относительно края 110а ядра 110 сварной точки, находящегося с внутренней стороны этого фланцевого участка (края ядра 110 сварной точки, который находится ближе к границе 3а скругленной области). В то же время, если смотреть в направлении по ширине фланцевого участка 2, край 120а сварного валика 120 может находиться с внутренней стороны относительно края 110а ядра 110 сварной точки, а край 120b этого сварного валика может находиться с внешней стороны относительно этого края 110а. То есть, сварной валик 120 может быть создан таким образом, что его часть находится на ядре 110 сварной точки.
[0024]
Теперь с использованием Фиг.4А и Фиг.4В будет описана граница 3а скругленной области. При этом на Фиг.4В в увеличенном масштабе показана область, указанная ссылочным обозначением Q на Фиг.4А. Как показано на Фиг.4А и Фиг.4В, граница 3а скругленной области представляет собой место перехода от скругленной области 3 к фланцу 2. Если говорить конкретно, по поверхности фланцевого участка 2 от его края в направлении по ширине внутрь элемента 1Х из стального листа проводится прямая линия Y1, помимо этого, из произвольной точки А на поверхности скругленной области 3 этого элемента проводится перпендикулярная линия, пересекающая прямую линию Y1. И границей 3а скругленной области считается та точка А на поверхности этой области, расстояние d от которой до точки В пересечения прямой линии Y1 и перпендикулярной линии достигло величины 0,1 мм.
[0025]
Как описано выше, сварной валик 120 создан между границей 3а скругленной области и ядром 110 сварной точки, поэтому расстояние D1 (мм) между границей 3а скругленной области и ядром 110 сварной точки больше расстояния D2 (мм) между этой границей и сварным валиком 120. При этом расстояние D1 представляет собой расстояние от точки пересечения перпендикулярной линии, проведенной от края 110а ядра 110 сварной точки, с прямой линией Y2 до границы 3а скругленной области. То есть, расстояние D1 представляет собой кратчайшее расстояние между границей 3а скругленной области и ядром 110 сварной точки.
Кроме того, расстояние D2 представляет собой расстояние от точки пересечения перпендикулярной линии, проведенной от края 120а сварного валика 120, с прямой линией Y2 до границы 3а скругленной области. То есть, расстояние D2 представляет собой кратчайшее расстояние между границей 3а скругленной области и сварным валиком 120.
[0026]
Кроме того, как описано выше, если смотреть в направлении по ширине фланцевого участка 2, в узле 100, полученном путем сварки внахлестку, край 120а сварного валика 120 находится с внешней стороны относительно границы 3а скругленной области, и край 120b этого валика находится с внутренней стороны относительно края 110а ядра 110 сварной точки, поэтому расстояние D1 больше расстояния D2 (D1 > D2) и больше суммы расстояния D2 и ширины W (мм) сварного валика 120 (D1 > D2+W). В то же время, в случае, когда, если смотреть в направлении по ширине фланцевого участка 2, край 120а сварного валика 120 находится с внешней стороны относительно границы 3а скругленной области, а край 120b этого валика находится с внешней стороны относительно края 110а ядра 110 сварной точки, расстояние D1 больше расстояния D2 (D1 > D2) и меньше суммы расстояния D2 и ширины W сварного валика 120 (D1 < D2+W).
[0027]
На Фиг.5 приведен вид сверху показанной в увеличенном масштабе части узла 100, полученного путем сварки внахлестку, на котором показана часть фланцевого участка 2 элемента 1Х из стального листа. Кроме того, на Фиг.6 в увеличенном масштабе показана область, указанная ссылочным обозначением S на Фиг.5. Как показано на Фиг.5 (то есть, если смотреть на фланцевый участок 2 элемента 1Х из стального листа сверху), в направлении по длине фланцевого участка 2 элемента 1Х из стального листа последовательно создано множество ядер 110 сварных точек и множество сварных валиков 120, соответственно. Кроме того, если смотреть в направлении по ширине фланцевого участка 2, сварные валики 120 из упомянутого множества сварных валиков находятся с внутренней стороны относительно ядер 110 сварных точек из упомянутого множества ядер сварных точек и напротив этих сварных точек.
[0028]
Как показано на Фиг.6, если смотреть сверху, ядро 110 сварной точки имеет, например, круглую форму, эллиптическую форму, овальную форму и т.п., и ее диаметр Dn составляет, например, от 3√t до 5√t (мм). В то же время, диаметр Dn ядра 110 сварной точки представляет собой протяженность этого ядра в направлении по длине фланцевого участка 2. Кроме того, t (мм) - это наименьшая величина из толщины фланцевого участка 2 элемента 1Х из стального листа и толщины фланцевого участка 2 элемента 1Y из стального листа.
[0029]
Сварной валик 120 имеет прямолинейную форму и проходит в направлении по длине фланцевого участка 2 элемента 1Х из стального листа, и длина L (мм) (протяженность в направлении по длине фланцевого участка 2) больше или равна диаметру Dn ядра 110 сварной точки. То есть, если смотреть в продольном направлении фланцевого участка 2, сварной валик 120 создан проходящим дальше обоих краев ядра 110 сварной точки. В то же время, длина L сварного валика 120 представляет собой итоговую длину этого валика. Кроме того, ширина W сварного валика 120 (протяженность в направлении по ширине фланцевого участка 2) составляет 0,5-3,0 мм.
Верхний предел длины L сварного валика 120 конкретным образом не ограничивается. Но с учетом прочности соединения и жесткости при кручении предпочтительно, чтобы верхний предел L имел большую величину.
Кроме того, ширина W сварного валика 120 предпочтительно составляет 0,8-1,5 мм по соображениям производительности операции по созданию сварных валиков.
[0030]
В описанном выше узле 100, полученном путем сварки внахлестку, который соответствует представленному варианту, в зоне между ядром 110 сварной точки и границей 3а скругленной области 3 поднимающейся стенки 4 создан сварной валик 120, имеющий длину L, которая больше или равна диаметру Dn ядра 110 сварной точки, поэтому можно не допустить деформации раскрытия по периферии этой точки, возникающей из-за момента кручения, действующего относительно оси Х, и растягивающих механических напряжений. Кроме того, ширина W сварного валика 120 задана равной 0,5-3,0 мм, поэтому можно обеспечить прочность этого валика, достаточную для предотвращения деформации раскрытия во фланце 2. Таким образом, можно повысить жесткость при кручении и прочность соединения.
[0031]
При этом, что касается расстояния D1 и расстояния D2, показанных на Фиг.4А и Фиг.6, отношение расстояния D2 к расстоянию D1 (D2/D1) предпочтительно составляет 1/2 или менее. В этом случае сварной валик 120 располагается ближе к границе 3а скругленной области, что дополнительно способствует предотвращению возникновения деформации раскрытия по периферии ядра 110 сварной точки, и можно дополнительно повысить жесткость при кручении и прочность соединения. Кроме того, по указанным выше соображениям, более предпочтительно создавать сварной валик 120 таким образом, чтобы, если смотреть в направлении по ширине, его внутренний край находился на границе 3а скругленной области (то есть, D2=0 мм). В этом случае можно дополнительно повысить жесткость при кручении и прочность соединения.
[0032]
Далее будет описан способ сварки внахлестку стального листа, соответствующий настоящему изобретению. Способ сварки внахлестку стального листа, соответствующий настоящему изобретению, представляет собой способ получения узла 100 путем сварки внахлестку элементов 1Х и 1Y из стального листа. Сначала, как показано на Фиг.2 и Фиг.3, накладывают друг на друга фланцевый участок 2 элемента 1Х из стального листа и фланцевый участок 2 элемента 1Y из стального листа таким образом, чтобы эти элементы находились друг против друга.
[0033]
Затем в состоянии, когда фланцевый участок 2 элемента 1Х из стального листа и фланцевый участок 2 элемента 1Y из стального листа наложены друг на друга, сваривают эти фланцевые участки при помощи точечной сварки с созданием множества ядер 110 сварной точки в пролольном направлении этих фланцевых участков. При этом условия точечной сварки и т.п. конкретным образом не ограничиваются, и, например, можно использовать электрод со сферической контактной поверхностью (DR - Dome Radius), имеющий диаметр приблизительно 16 мм, и задать давление при сварке 300-500 кгс (2942-4903 Н), время пропускания электрического тока от 0,2 до 0,4 с и электрический ток от 5 до 10 кА. Кроме того, электрический ток может быть постоянным или переменным, и по форме сигнала электрический ток может быть однофазным или многофазным.
[0034]
Кроме того, что касается диаметра Dn ядра 110 сварной точки, за счет предварительного определения взаимосвязи между условиями сварки и получаемым диаметром Dn сварной точки с использованием контрольных образцов (образцов для испытаний) в элементах 1Х и 1Y из стального листа можно получить ядра 110 сварной точки, имеющие требуемый диаметр. При этом диаметр Dn сварной точки можно определить, изучая срез, сделанный в направлении по толщине листа, который проходит через эту точку.
[0035]
После соединения вместе фланцевого участка 2 элемента 1Х из стального листа и фланцевого участка 2 элемента 1Y из стального листа при помощи точечной сварки, эти фланцевые участки сваривают при помощи лазерной сварки с созданием в направлении по длине фланцевого участка 2 в зоне между границей 3а скругленной области 3 элемента 1Х из стального листа и ядрами 110 сварной точки множества сварных валиков 120, имеющих длину L, которая больше или равна диаметру Dn сварной точки 110, и ширину W, которая составляет 0,5-3,0 мм.
[0036]
При этом условия лазерной сварки и т.п. конкретным образом не ограничиваются, но в предпочтительном случае используется устройство для дистанционной лазерной сварки. Это объясняется тем, что устройство для дистанционной лазерной сварки позволяет перемещать лазерный луч с высокой скоростью между местами сварки, используя зеркало с гальваническим покрытием, прикрепленное к концу манипулятора робота, поэтому можно значительно сократить время операции сварки. Кроме того, в качестве генератора лазерного излучения можно использовать лазер на СО2, лазер на алюмоиттриевом гранате, волоконный лазер, дисковый лазер или полупроводниковый лазер. Кроме того, лазерную сварку можно выполнять в следующих условиях: выходная мощность лазера 2-10 кВт, диаметр луча на поверхности фокусирования излучения 0,3-3,0 мм и скорость сварки 0,1-20 м/мин.
[0037]
В случае, когда элементы 1Х и 1Y из стального листа сваривают при помощи точечной сварки, как описано выше, из-за ограничений при точечной сварке (таких как необходимость не допустить контакт между сварочными электродами и поднимающимися стенками 4 этих элементов) необходимо создавать ядра 110 сварной точки в местах, находящихся на заранее определенном расстоянии от границы 3а скругленной области. В отличие от этого, при лазерной сварке не существует указанных выше ограничений, и можно сваривать фланцевый участок 2 элемента 1Х из стального листа и фланцевый участок 2 элемента 1Y из стального листа в местах поблизости от границы 3а скругленной области. То есть, так как фланцевый участок 2 элемента 1Х из стального листа и фланцевый участок 2 элемента 1Y из стального листа сваривают вместе при помощи лазерной сварки, можно создавать сварные валики 120 между границей 3а скругленной области 3 поднимающейся стенки 4 и ядрами 110 сварной точки .
[0038]
Кроме того, как описано выше, когда элементы 1Х и 1Y из стального листа сваривают вместе, сначала выполняют точечную сварку. В дополнение к этому, как показано на Фиг.4А, в состоянии после точечной сварки и перед лазерной сваркой происходит подъем вверх, обусловленный пластическим течением материала элементов 1Х и 1Y из стального листа (далее это явление называется "разделением листов"), на периферии области, где сваривают фланцевый участок 2 элемента 1Х из стального листа и фланцевый участок 2 элемента 1Y из стального листа, и из-за этого разделения листов между этими фланцевого участками возникает зазор G, например, составляющий 0,05-0,4 мм. Этот зазор G возникает относительно равномерным образом и, таким образом, способствует стабилизации условий сварки во время лазерной сварки.
[0039]
А именно, в случае, когда при помощи лазерной сварки сваривают вместе элементы 1Х и 1Y из стального листа, на которые электролитическим методом нанесено покрытие, иногда пары цинка, возникающие при нагреве лазерным лучом, вызывают разбрызгивание (выплеск) расплавленной стали. Однако даже в случае использования элементов 1Х и 1Y из стального листа, на которые электролитическим методом нанесено покрытие, во время лазерной сварки имеется зазор G, составляющий приблизительно 0,05-0,4 мм, возникший в результате разделения листов, поэтому пары цинка выбрасываются через этот зазор, и можно не допустить разбрызгивания (выплеска) расплавленной стали.
[0040]
При том, что поблизости от ядер 110 сварной точки обеспечивается зазор G из-за разделения листов, в местах, находящихся на удалении от этих точек, иногда фланцевые участки 2 элементов 1Х и 1Y из стального листа приходят в контакт друг с другом, или зазор G становится небольшим. Поэтому, если расстояние между сварным валиком 120 и ядром 110 сварной точкой выбирают приблизительно равным 4-5 мм, можно не допустить разбрызгивания, что является предпочтительным. Другими словами, если обратиться к Фиг.4, расстояние D1 в предпочтительном случае приблизительно на 4-5 мм больше суммы расстояния D2 и ширины W.
[0041]
Как описано выше, согласно способу сварки внахлестку элементов из стального листа, соответствующему настоящему изобретению, элементы 1Х и 1Y из стального листа сваривают вместе при помощи точечной сварки и затем при помощи лазерной сварки, в результате чего можно создавать сварные валики 120 между ядрами 110 сварной точки и границей 3а скругленной области. Кроме того, элементы 1Х и 1Y из стального листа сначала сваривают вместе при помощи точечной сварки и затем при помощи лазерной сварки, поэтому даже в случае, когда вместе сваривают такие элементы 1Х и 1Y, на которые электролитическим методом нанесено покрытие, можно не допустить разбрызгивания (выплеска) расплавленной стали благодаря разделению листов.
[0042]
Примерная модификация первого варианта
Для представленного варианта описан случай, когда множество сварных валиков 120 создают таким образом, чтобы они располагались напротив множества ядер 110 сварных точек, как показано на Фиг.5. Однако, как показано на Фиг.7, сварные валики 120 можно создавать таким образом, чтобы они были расположены напротив каждого второго ядра 110 сварной точки. Другими словами, если смотреть на фланцевый участок 2 сверху, в направлении по длине этого фланцевого участка чередуются ядра 110 сварных точек, напротив которых расположен сварной валик 120, и ядра 110 сварных точке, напротив которых нет сварного валика 120. В этом случае можно уменьшить количество сварных валиков 120, и поэтому можно повысить производительность операции лазерной сварки. В то же время, в зависимости от количества ядер 110 сварных точек, сварные валики 120 можно создавать таким образом, чтобы они располагались напротив двух из трех ядер 110 сварных точек.
[0043]
Кроме того, как показано на Фиг.8, можно создать один сварной валик 120, располагающийся напротив всех ядер 110 сварных точек. Однако если сравнивать с примерной модификацией, показанной на Фиг.8, представленный вариант (см. Фиг.5) позволяет дополнительно уменьшить тепловую деформацию элементов 1Х и 1Y из стального листа из-за сварки, так как общий объем сварных валиков 120 уменьшается. Кроме того, в представленном варианте (см. Фиг.5), если смотреть в направлении по длине фланцевого участка 2, множество сварных валиков 120 создано с интервалами, и имеется чередование областей, имеющих высокую прочность, и областей, имеющих низкую прочность, поэтому можно повысить безопасность при ударе, если узел 100, полученный путем сварки внахлестку, применяется в кузовах автомобилей. Таким образом, по указанным выше соображениям, в предпочтительном случае напротив множества ядер 110 сварных точек располагают множество сварных валиков 120, как в представленном варианте (см. Фиг.5). Помимо этого, по мере увеличения количества сварных валиков, после определенного уровня жесткость узла прекращает увеличиваться, поэтому даже при создании множества сварных валиков 120 на интервалах, как в представленном варианте (см. Фиг.5), можно обеспечить как повышение прочности соединения, так и повышение жесткости узла, пока сварные валики имеют длину, которая больше или равна определенной величине.
[0044]
Кроме того, для представленного варианта описан случай создания прямолинейных сварных валиков 120, как показано на Фиг.5. Однако, как показано на Фиг.9, может быть создан сварной валик 121, имеющий U-образную форму, если смотреть сверху. В этом случае можно дополнительно снизить концентрацию механических напряжений на концах, там, где начинают и заканчивают сварку.
Кроме того, как показано на Фиг.10, может быть создан сварной валик 122, имеющий волнообразную форму, если смотреть сверху. В этом случае можно дополнительно увеличить площадь соединения, и поэтому можно дополнительно повысить его прочность.
Кроме того, как показано на Фиг.11, может быть создан сварной валик 123, имеющий эллиптическую форму, если смотреть сверху. В этом случае, аналогично примерной модификации, показанной на Фиг.9, можно дополнительно снизить концентрацию механических напряжений на концах, там, где начинают и заканчивают сварку.
[0045]
Кроме того, для представленного варианта описан случай сваривания вместе элемента 1Х из стального листа и элемента 1Y из стального листа, имеющих поперечное сечение в форме шляпы, как показано на Фиг.2 и Фиг.3. Однако, как показано на Фиг.12, можно сваривать вместе элемент 1Х из стального листа и плоский стальной лист 10.
Кроме того, как показано на Фиг.13, к стальному листу 10 можно приваривать элемент 20 из стального листа, имеющий один фланцевый участок 2, одну поднимающуюся стенку 4 и одну поперечную пластину, параллельную фланцу 2.
Кроме того, как показано на Фиг.14, можно сваривать вместе элемент 1Х из стального листа и элемент 1Х' из стального листа, имеющий размеры, отличающиеся от размеров элемента 1Х, таким образом, чтобы их фланцевые участки 2, поднимающиеся стенки 4 и поперечные пластины 5 были наложены друг на друга.
[0046]
Второй вариант
Далее будет описан узел 200, полученный путем сварки внахлестку, который соответствует второму варианту реализации настоящего изобретения.
[0047]
На Фиг.15 приведено горизонтальное сечение (сечение плоскостью, перпендикулярной направлению по длине) узла 200, полученного путем сварки внахлестку, который соответствует данному варианту. Для первого варианта был описан случай, когда узел 100, полученный путем сварки внахлестку, образован двумя элементами 1Х, 1Y из стального листа. В отличие от этого, как показано на Фиг.15, в данном варианте узел 200, полученный путем сварки внахлестку, образован двумя элементами 1Х, 1Y из стального листа и, кроме того, элементом 30 из стального листа, имеющим поперечное сечение в форме шляпы и меньшую толщину, чем элементы 1Х, 1Y.
[0048]
Что касается компонентов из стального листа, входящих в состав кузовов автомобилей, иногда в таких компонентах, состоящих из трех или более элементов из стального листа, толщина элемента, который расположен с внешней стороны, бывает меньше толщины других элементов (случай большого отношения толщины листов). В этом случае, если смотреть в направлении по толщине, центр возникающих при точечной сварке ядер сварных точек будет находиться в середине комплекта наложенных листов, поэтому трудно создавать сварные точки таким образом, чтобы они проходили за поверхность контакта при наложении, по которой соприкасаются элемент из тонкого стального листа, расположенный с внешней стороны, и другой элемент из стального листа, расположенный с внутренней стороны указанного элемента.
[0049]
Как показано на Фиг.15, узел 200, полученный путем сварки внахлестку, может быть изготовлен путем точечной сварки и лазерной сварки трех элементов 1Х, 1Y, 30 из стального листа таким же образом, что и в способе сварки внахлестку элементов из стального листа, соответствующем первому варианту. Кроме того, как показано на Фиг.15, в узле 200, полученном путем сварки внахлестку, друг на друга наложены фланцевый участок 2 элемента 1Х из стального листа, фланцевый участок 2 элемента 1Y из стального листа и фланцевый участок 32 элемента 30 из стального листа, при помощи точечной сварки создано ядро 110 сварной точки, и при помощи лазерной сварки создан сварной валик 120, расположенный между границей 33а скругленной области 33 и ядром 110 сварной точки и находящийся на стороне этой границы 33а.
[0050]
В случае сваривания вместе элементов из стального листа, имеющих большое отношение толщины листов, как показано на Фиг.15, иногда, если смотреть в направлении по толщине, центр ядер сварных точек, возникающих при точечной сварке, находится в середине комплекта наложенных листов, и сварные точки не проходят за поверхность контакта при наложении, по которой соприкасаются фланцевый участок 32 элемента 30 из стального листа, имеющего небольшую толщину, который расположен с внешней стороны, и фланцевый участок 2 элемента 1Х из стального листа, имеющего толщину больше, чем у элемента 30, либо эти точки просто выходят на указанную поверхность.
Однако в случае узла 200, полученного путем сварки внахлестку, аналогично способу сварки внахлестку стального листа, соответствующего первому варианту, последовательно выполняют точечную сварку и лазерную сварку, в результате чего сварные валики 120, созданные при помощи лазерной сварки, находятся во всех элементах 1Х, 1Y, 30 из стального листа. Поэтому в узле 200, полученном путем сварки внахлестку, можно обеспечить достаточную прочность соединения, даже если имеются области, где ядра 110 сварных точек в недостаточной степени проходят за поверхности контакта при наложении, по которым соприкасаются элементы 1Х, 1Y, 30 из стального листа.
[0051]
Кроме того, в случае узла 200, полученного путем сварки внахлестку, по аналогии с первым вариантом сначала выполняют точечную сварку, поэтому на периферии областей, где сваривают фланцевый участок 2 элемента 1Х из стального листа, фланцевый участок 2 элемента 1Y из стального листа и фланцевый участок 32 элемента 30 из стального листа, происходит разделение листов, обусловленное пластическим течением материала этих элементов. И из-за разделения листов между этими фланцевого участками возникает зазор G. Таким образом, даже в случае узла 200, полученного путем сварки внахлестку, когда при помощи лазерной сварки сваривают вместе элементы 1Х, 1Y, 30 из стального листа, на которые электролитическим методом нанесено покрытие, из-за разделения листов возникают зазоры G, составляющие, по существу, 0,05-0,4 мм, поэтому пары цинка выбрасываются через эти зазоры G, и можно не допустить разбрызгивания (выплеска) расплавленной стали.
Примеры
[0052]
Далее будут рассмотрены примеры, реализованные на практике, чтобы подтвердить эффект от применения настоящего изобретения.
[0053]
Элементы из стального листа были изготовлены путем формования стальных листов, имеющих толщину 1,2 мм и прочность на растяжение 612 МПа, с получением L-образной формы или формы шляпы. Для использования в качестве образцов для испытания на растяжение, фланцевые участки двух элементов из стального листа, имеющих L-образную форму, были наложены друг на друга и сварены вместе точечной сваркой. Кроме того, для использования в качестве образцов для испытания на жесткость при кручении, как показано на Фиг.2, фланцевые участки двух элементов из стального листа, имеющих форму шляпы, были наложены друг на друга и сварены вместе точечной сваркой. При точечной сварке фланцевые участки двух элементов из стального листа располагали между электродами со сферической контактной поверхностью, имеющими диаметр 16 мм, и прижимали с давлением 4 кН, чтобы получить ядра сварных точке с диаметром 5,5 мм, и точечная сварка выполнялась при пропускании электрического тока 7,5 кА в течение времени пропускания, составляющего 14 циклов. Кроме того, точечная сварка выполнялась с шагом 40 мм.
[0054]
Затем фланцевые участки были сварены вместе с использованием волоконного лазера, входящего в состав устройства для дистанционной лазерной сварки, имеющего зеркало с гальваническим покрытием. Кроме того, что касается формы и расположения сварных валиков при лазерной сварке, были созданы сварные валики, показанные на Фиг.5. Кроме того, ширина сварного валика регулировалась путем изменения скорости сварки при фиксированной выходной мощности лазера в месте выполнения процесса, которая составляла 3 кВт. В Таблице 1 приведены расстояние D1 от границы скругленной области до сварной точки (см. Фиг.4А), расстояние D2 от границы скругленной области до сварного валика, длина L сварного валика, шаг Р при точечной сварке и ширина W сварного валика. Кроме того, в каждом из Испытаний №№ 1-11 были получены образец для испытания на растяжение и образец для испытания на жесткость при кручении.
[0055]
Таблица 1
[0056]
В Таблице Испытание № 1 представляет собой сравнительный пример, в котором была выполнена только точечная сварка (то есть, в котором лазерная сварка не была выполнена). Испытание № 2 представляет собой пример изобретения, в котором D2 был равен нулю, то есть, сварной валик был создан таким образом, что его край, расположенный ближе к границе 3а скругленной области, находился на этой границе. Испытания №№ 3, 4, 8, 9 и 11 представляют собой примеры изобретения, в которых D1 был больше суммы D2 и W (D1 > D2+W), и сварной валик 120 был создан таким образом, что, как показано на Фиг.4, если смотреть в направлении по ширине, его край 120b находился с внутренней стороны относительно края 110а ядра 110 сварной точки. Испытание № 5 представляет собой пример изобретения, в котором D1 был больше D2 (D1 > D2) и меньше суммы D2 и W (D1 < D2+W), и сварной валик был создан таким образом, что его часть находилась на сварной точке.
[0057]
С другой стороны, Испытание № 6 представляет собой сравнительный пример, в котором D1 был меньше D2 (D1 < D2), то есть, в зоне между сварными точками и границей скругленной области сварные валики не создавались. Кроме того, Испытание № 7 представляет собой случай, когда диаметр Dn (см. Фиг.6) ядра сварной точки составлял 5,5 мм, длина L сварного валика составляла 5 мм, и, таким образом, длина L была меньше диаметра Dn, то есть представляет собой сравнительный пример. Кроме того, Испытание № 10 представляет собой сравнительный пример, в котором ширина W сварного валика составляла 0,4 мм и не вошла в диапазон (W=0,5-3,0 мм), соответствующий настоящему изобретению.
[0058]
Кроме того, были измерены прочность соединения в полученных образцах для испытаний и жесткость этих образцов при кручении. Прочность соединения (максимальная нагрузка) была получена в результате растягивания образца для испытания на растяжение, закрепленного на обоих концах, в машине для испытания на растяжение до его разрушения. В то же время, жесткость при кручении была определена после неподвижного закрепления одного конца образца для испытания на жесткость при кручении путем получения взаимосвязи между моментом кручения, приложенным к его другому концу, и углом кручения, измеренным на этом другом конце.
[0059]
В Таблице 2 приведены прочность соединения, относительная прочность соединения, жесткость при кручении и относительная жесткость при кручении. Относительная прочность соединения и относительная жесткость при кручении определены, соответственно, относительно прочности соединения и жесткости при кручении для Испытания № 1 (то есть, для случая только точечной сварки). Кроме того, значения относительной прочности соединения и значения относительной жесткости при кручении, составляющие 1,10 или более, считались приемлемыми.
[0060]
Таблица 2
[0061]
В Испытаниях №№ 2-5, 8, 9 и 11 полностью соблюдались принципы настоящего изобретения, поэтому значения относительной прочности соединения и значения относительной жесткости при кручении были 1,10 или выше. То есть, можно подтвердить, что по сравнению с Испытанием № 1, в котором была выполнена только точечная сварка, можно было повысить прочность соединения и жесткость при кручении. Помимо этого, в Испытаниях №№ 2-4, 8, 9 и 11 можно было убедиться, что D2/D1 составляло 0,5 или меньше, и значения относительной прочности соединения и значения относительной жесткости при кручении повысились.
[0062]
С другой стороны, в Испытании № 6 между границей скругленной области и ядрами сварной точки сварные валики не создавались, поэтому относительная прочность соединения и относительная жесткость при кручении были ниже 1,10. Кроме того, в Испытании № 7 длина L сварного валика была меньше диаметра Dn ядра сварной точки, поэтому относительная жесткость при кручении была ниже 1,10. Кроме того, в Испытании № 10 ширина W сварного валика была меньше 0,5 мм, поэтому относительная прочность соединения была ниже 1,10.
[0063]
Здесь были описаны варианты реализации настоящего изобретения, но описанные выше варианты предложены в качестве примеров, и объем этого изобретения не ограничивается только этими описанными выше вариантами. Описанные выше варианты можно воплотить во множестве различных форм, и их можно исключить, заменить и модифицировать различным путем без выхода за пределы сущности изобретения. Описанные выше варианты или их модификации включены в объем изобретения, определяемый пунктами Формулы изобретения и их эквивалентами, как если бы они явным образом были включены в пределы его диапазона или сущности.
[0064]
Например, в элементах 100, 200, полученных путем сварки внахлестку элементов из стального листа, химический состав и толщина листа в этих элементах из стального листа могут полностью или частично совпадать, либо могут различаться.
[0065]
Кроме того, например, в элементе 100, полученном путем сварки внахлестку, расположение сварных точек и сварных валиков может быть разным на разных фланцевого участках, либо фланцевый участок может быть разделен на множество зон сварки, и расположение сварных точек и сварных валиков может быть разным в разных зонах.
[0066]
Кроме того, например, в качестве примерной модификации первого варианта был описан случай, когда один сварной валик 120 создан проходящим рядом с множеством ядер 110 сварной точки 0 (см. Фиг.8). Но может быть создано множество сварных валиков 120, каждый из которых проходит рядом с множеством ядер 110 сварной точки.
[0067]
Кроме того, например, в качестве примерной модификации первого варианта был описан случай, когда сварной валик 123 имеет эллиптическую форму, если смотреть сверху (см. Фиг.11). Но сварной валик 123 может иметь круглую форму.
[0068]
Кроме того, например, в качестве примерной модификации первого варианта был описан случай, когда вместе сваривают элементы 1Х и 1Х' из стального листа, имеющие поперечное сечение в форме шляпы (см. Фиг.14). Но путем наложения стального листа 10 (см. Фиг.13) на эти элементы 1Х и 1Х' с нижней стороны элемента 1Х' может быть изготовлен элемент, полученный путем сварки внахлестку, который состоит из трех элементов из стального листа.
Промышленная применимость
[0069]
Настоящее изобретение позволяет предложить способ сварки внахлестку стального листа и узел, полученный путем сварки внахлестку, которые обеспечивают повышение прочности соединения и жесткости при кручении в узлах, полученных путем сварки внахлестку, которые изготовлены путем сварки элемента из стального листа, имеющего фланцевые участки и поднимающиеся стенки, с другим элементом из стального листа.
Ссылочные обозначения
[0070]
1 - Элемент из стального листа
1Х - Элемент из стального листа
1Y - Элемент из стального листа
3 - Скругленная область
3а - Граница скругленной области
4 - Поднимающаяся стенка
5 - Поперечная пластина
100 - Узел, полученный путем сварки внахлестку стального листа
110 - ядро сварной точки
120 - Сварной валик
Dn - Диаметр ядра сварной точки
G - Зазор
L - Длина сварного валика
W - Ширина сварного валика
Х - Ось








Изобретение относится к способу сварки внахлестку стального листа. Способ включает выполнение точечной сварки в состоянии, когда первый элемент из стального листа наложен на фланец второго элемента из стального листа, имеющего фланцевый участок и поднимающуюся стенку. Создают сварную точку между этими первым элементом и фланцем. После точечной сварки выполняют лазерную сварку в зоне между границей скругленной области поднимающейся стенки и сварочной точкой, что позволяет создать сварной валик, длина которого больше или равна диаметру сварной точки, и ширина которого составляет 0,5-3,0 мм. 2 н. и 6 з.п. ф-лы, 16 ил., 2 табл., 11 пр.
1. Способ получения сварного узла посредством сварки внахлестку первого элемента из стального листа и второго элемента из стального листа, причем второй элемент из стального листа имеет фланцевый участок, на который накладывают упомянутый первый элемент из стального листа, и поднимающуюся стенку, которая поднимается от фланцевого участка, причем способ содержит следующие этапы, на которых:
- выполняют точечную сварку в состоянии, когда на упомянутый фланцевый участок наложен первый элемент из стального листа, что позволяет создать множество ядер сварной точки между этими первым элементом из стального листа и фланцевым участком вдоль продольного направления упомянутого фланцевого участка; и
- после точечной сварки выполняют лазерную сварку в зоне между границей скругленной области поднимающейся стенки и ядром сварочной точки, что позволяет создать множество сварных валиков вдоль продольного направления упомянутого фланцевого участка,
при этом множество сварных валиков сформированы с интервалами в продольном направлении упомянутого фланцевого участка,
причем у сварного валика протяженность в продольном направлении фланцевого участка больше или равна диаметру ядра сварной точки, а ширина составляет 0,5-3,0 мм, и
сварной валик располагается с внутренней стороны ядра сварной точки в направлении ширины фланцевого участка, при рассмотрении в сечении, перпендикулярном упомянутому продольному направлению фланцевого участка, и заключает в себя край ядра сварной точки.
2. Способ по п.1, в котором если кратчайшее расстояние между границей скругленной области поднимающейся стенки и ядром сварной точки составляет D1 (мм), и кратчайшее расстояние между границей скругленной области поднимающейся стенки и сварным валиком составляет D2 (мм), то отношение D2 к D1 (D2/D1) равно 1/2 или менее.
3. Способ по п.1 или 2, в котором при выполнении лазерной сварки сварной валик создают так, что его край в направлении по ширине находится на границе скругленной области поднимающейся стенки.
4. Способ по любому из пп. 1-3, в котором сварной валик имеет прямолинейную форму, U-образную форму или волнообразную форму.
5. Сварной узел, полученный посредством сварки внахлестку первого элемента из стального листа и второго элемента из стального листа, причем второй элемент из стального листа имеет фланцевый участок, на который накладывают упомянутый первый элемент из стального листа, и участок поднимающейся стенки, поднимающийся от фланцевого участка, содержащий:
- ядро сварной точки, которое соединяет первый элемент из стального листа и упомянутый фланцевый участок; и
- сварной валик, который соединяет первый элемент из стального листа и фланцевый участок и который образован в зоне между границей скругленной области поднимающейся стенки и ядром сварочной точки,
причем у сварного валика протяженность в продольном направлении фланцевого участка больше или равна диаметру ядра сварной точки, а ширина составляет 0,5-3,0 мм.
6. Узел по п.5, в котором если кратчайшее расстояние между границей скругленной области поднимающейся стенки и ядром сварной точкой составляет D1 (мм), а кратчайшее расстояние между границей скругленной области поднимающейся стенки и сварным валиком составляет D2 (мм), то отношение D2 к D1 (D2/D1) равно 1/2 или менее.
7. Узел по п.5 или 6, в котором сварной валик создан так, что его край в направлении по ширине находится на границе скругленной области поднимающейся стенки.
8. Узел по любому из пп. 5-7, в котором сварной валик имеет прямолинейную форму, U-образную форму или волнообразную форму.
| DE 10048233 A1, 11.04.2002 | |||
| JP 2007167916 A, 05.07.2007 | |||
| WO 2015119159 A1, 13.08.2015 | |||
| JP 2014015206 A, 30.01.2014 | |||
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ПОСРЕДСТВОМ ЛОКАЛЬНОГО ХОЛОДНОГО СТЫКОВОГО СОЕДИНЕНИЯ, В ТОМ ЧИСЛЕ КЛЕПКОЙ, БОЛТАМИ И ЛАЗЕРНОЙ СВАРКОЙ | 2005 |
|
RU2389591C2 |
| Способ сварки концентрированным источником нагрева | 1987 |
|
SU1579682A1 |
| Фрикционная планетарная передача | 1980 |
|
SU937841A1 |
| WO 2006051022 A1, 18.05.2006 | |||
| Зевообразующее устройство ткацкого станка | 1981 |
|
SU988917A1 |

