Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к устройству для формования армированных волокнами композиционных элементов, используемому для формования армированного волокнами композиционного элемента из ламинированных листов препрега, изготовленного из тканого волокнистого полотна, пропитанного термореактивной или термопластической смолой, в качестве матрицы.
Уровень техники
[0002] Для формования термопластического элемента CFRP (армированного волокнами композиционного элемента) из ламинированных листов препрега, изготовленного из тканого волокнистого полотна, такого как тканое из углеродных волокон полотна, пропитанного термопластической смолой в качестве матрицы, уже разработан способ формования с использованием автоклава. Недавно, в качестве альтернативы способу формования с использованием автоклава, был разработан способ формования в горячей пресс-форме с использованием формовочного устройства.
[0003] Пример формовочного устройства для использования в способе формования в горячей пресс-форме с использованием формовочного устройства описан в патентном документе 1. Указанное формовочное устройство включает нижнюю форму (первую форму) и верхнюю форму (вторую форму), которая приближается к нижней форме или удаляется от нее. Верхняя форма имеет сердцевину, выступающую вниз, и нижняя форма имеет полость, открытую вверх.
[0004] Для формования с помощью указанного формовочного устройства в состоянии с открытой формой ламинированные листы препрега помещаются в полости в нижней форме. Затем верхняя форма движется вниз таким образом, что препрег прижимается между сердцевиной верхней формы и полостью в нижней форме. В таком состоянии осуществляется нагревание, и при этом к препрегу с расплавленной термопластической смолой прилагается давление верхней и нижней формами.
После приложения давления термопластическая смола отверждается посредством охлаждения через верхнюю и нижнюю формы. В результате этого получаются термопластические элементы CFRP, имеющие разнообразные формы.
Документ предшествующего уровня техники
Патентный документ
[0005] патентный документ 1: публикация японской нерассмотренной патентной заявки2002-086483
Сущность изобретения
Проблемы, решаемые изобретением
[0006] В описанном выше традиционном формовочном устройстве, в течение нагревания для формования, становится вероятным теплоотвод от соответствующей периферии полости нижней формы и сердцевины верхней формы, которые сочетаются друг с другом. Теплоотвод становится особенно вероятным из области нижней формы, где соединяются дно и стенка полости, и области верхней формы, где поднимается сердцевина.
[0007] Таким образом, описанное выше традиционный формовочное устройство имеет проблему, заключающуюся в том, что теплоотвод от соответствующей периферии полости нижней формы и сердцевины верхней формы в течение нагревания для формования может приводить к местным колебаниям температуры нагревания, что, в свою очередь, может приводить к дефектам, таким как складки, которые вызваны извилистыми углеродными волокнами в формованном изделии или термопластическом элементе CFRP. Требуются решения указанной проблемы.
[0008] Настоящее изобретение предназначено для решения вышеупомянутой проблемы традиционной технологии. Задача настоящего изобретения заключается в том, чтобы предложить устройство для формования армированных волокнами композиционных элементов, которое может предотвращать теплоотвод, по меньшей мере, от периферии полости в одной из форм, и, таким образом, может формовать армированный волокнами композиционный элемент почти без дефектов, таких как складки.
Средства решения проблем
[0009] Настоящее изобретение представляет собой устройство, включающее первую форму, имеющую полость, которая приводится в контакт с препрегом, изготовленным из тканого волокнистого полотна, пропитанного смолой (термореактивной или термопластической смолой), вторую форму, которая, в состоянии смыкания форм, прижимает ламинированные листы препрега к полости первой формы, и нагревательную систему для нагревания смолы в препреге через первую форму и вторую форму, и выполненное с возможностью формования армированного волокнами композиционного элемента из ламинированных листов препрега посредством приложения давления в процессе нагревания смолы в препреге между нижней формой и верхней формой нагревательной системой, где первая форма оборудована предотвращающей теплоотвод из полости частью, которая предотвращает теплоотвод к окружению полости в процессе нагревания смолы в препреге.
Полезные эффекты изобретения
[0010] Устройство для формования армированных волокнами композиционных элементов согласно настоящему изобретению может предотвращать теплоотвод, по меньшей мере, от периферии полости в одной из форм в течение нагревания для формования.
Это производит весьма предпочтительный эффект, заключающийся в том, что может быть получен армированный волокнами композиционный элемент почти без дефектов, таких как складки, потому что уменьшается вероятность возникновения локальных колебаний температуры нагревания.
Краткое описание чертежей
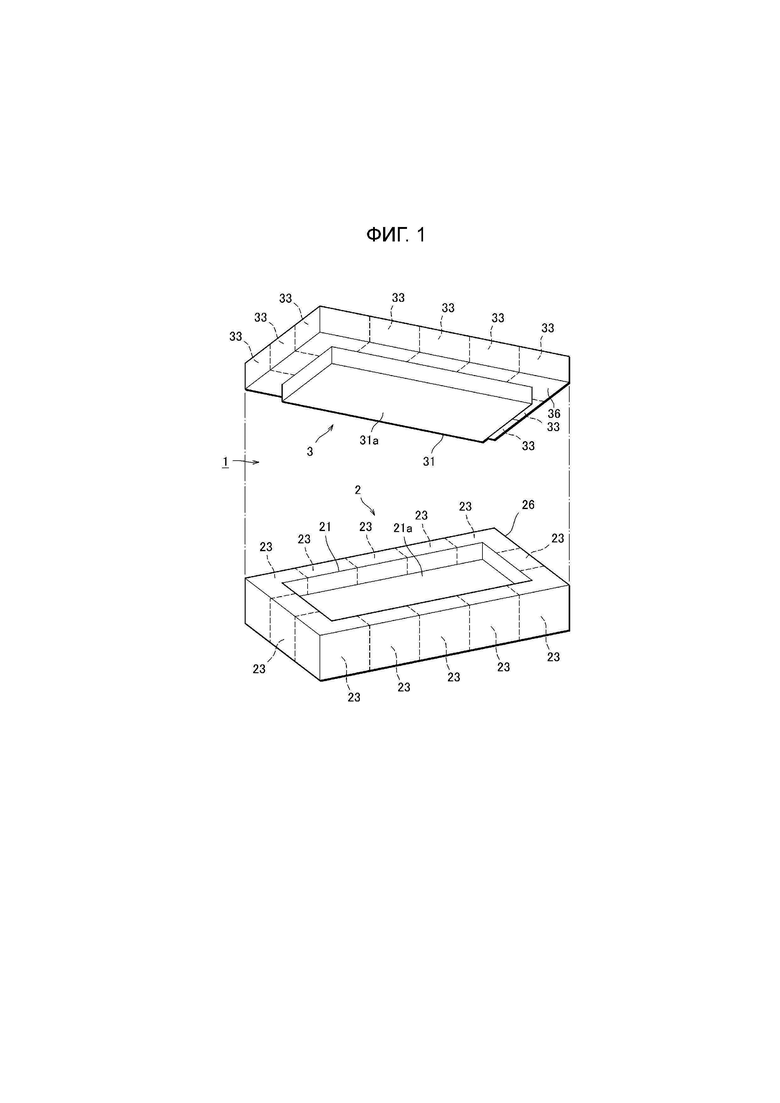
[0011] Фиг. 1 представляет пояснительное перспективное изображение, иллюстрирующее нижнюю форму и верхнюю форму в устройстве для формования армированных волокнами композиционных элементов согласно варианту осуществления настоящего изобретения.
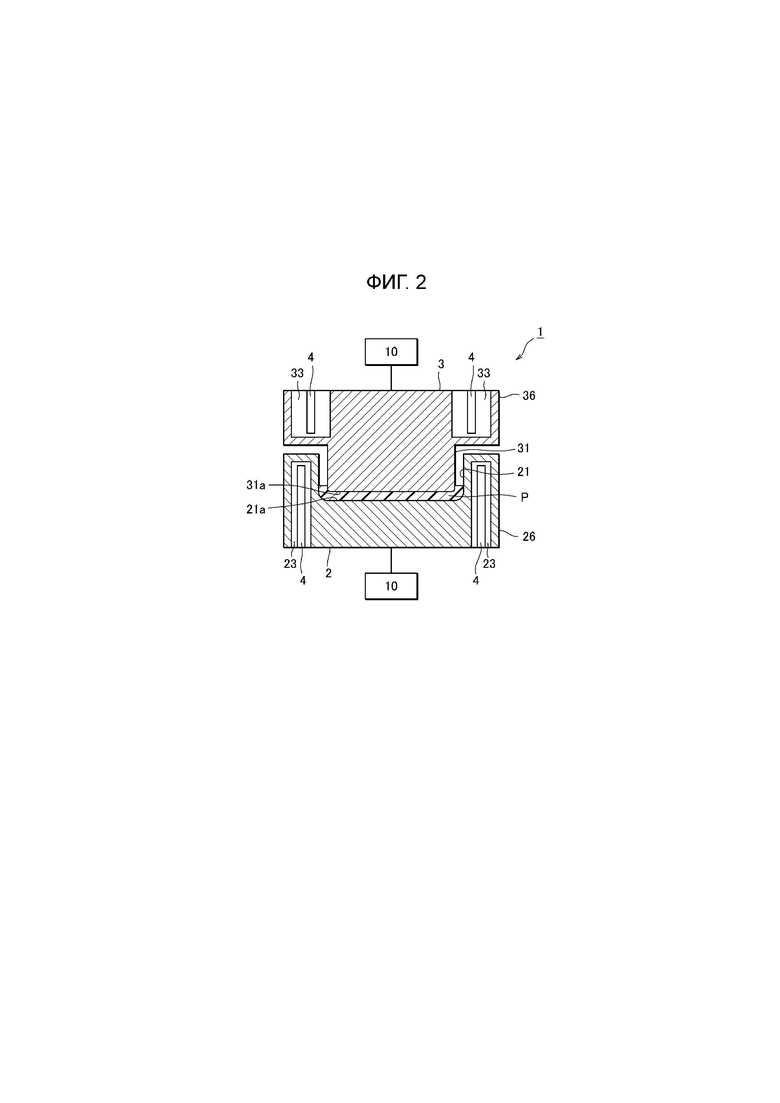
Фиг. 2 представляет пояснительное изображение поперечного сечения устройства для формования армированных волокнами композиционных элементов на фиг. 1.
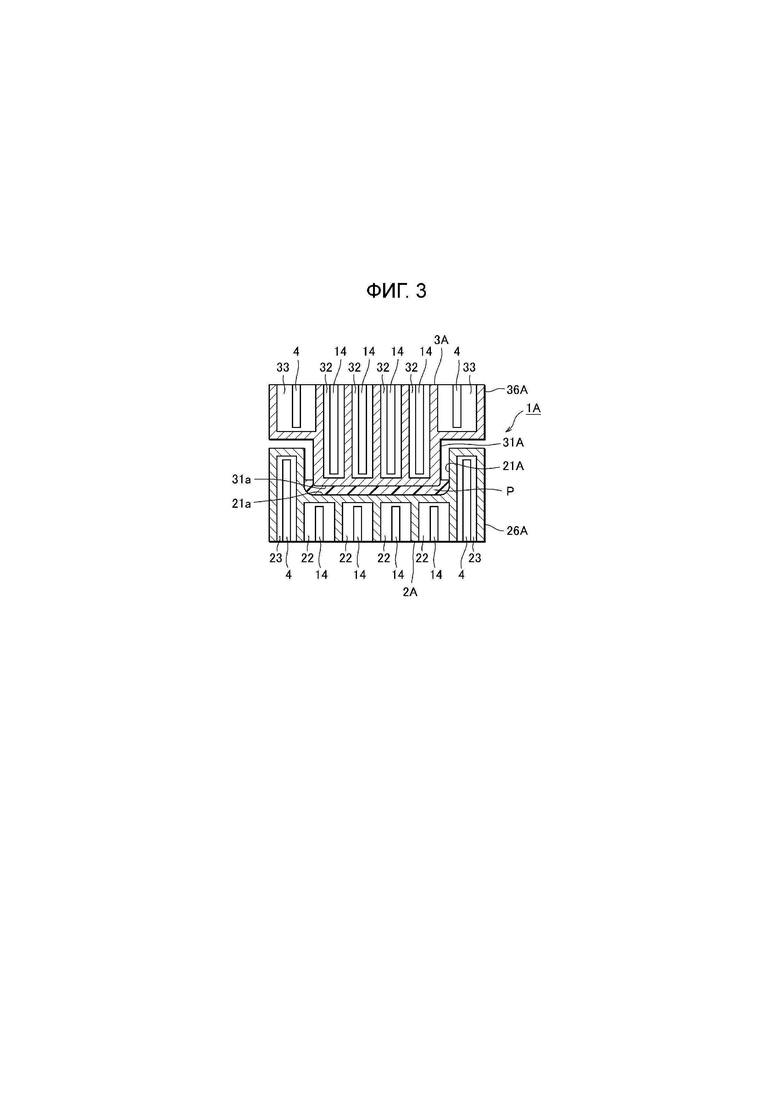
Фиг. 3 представляет пояснительное изображение поперечного сечения устройства для формования армированных волокнами композиционных элементов согласно еще одному варианту осуществления настоящего изобретения.
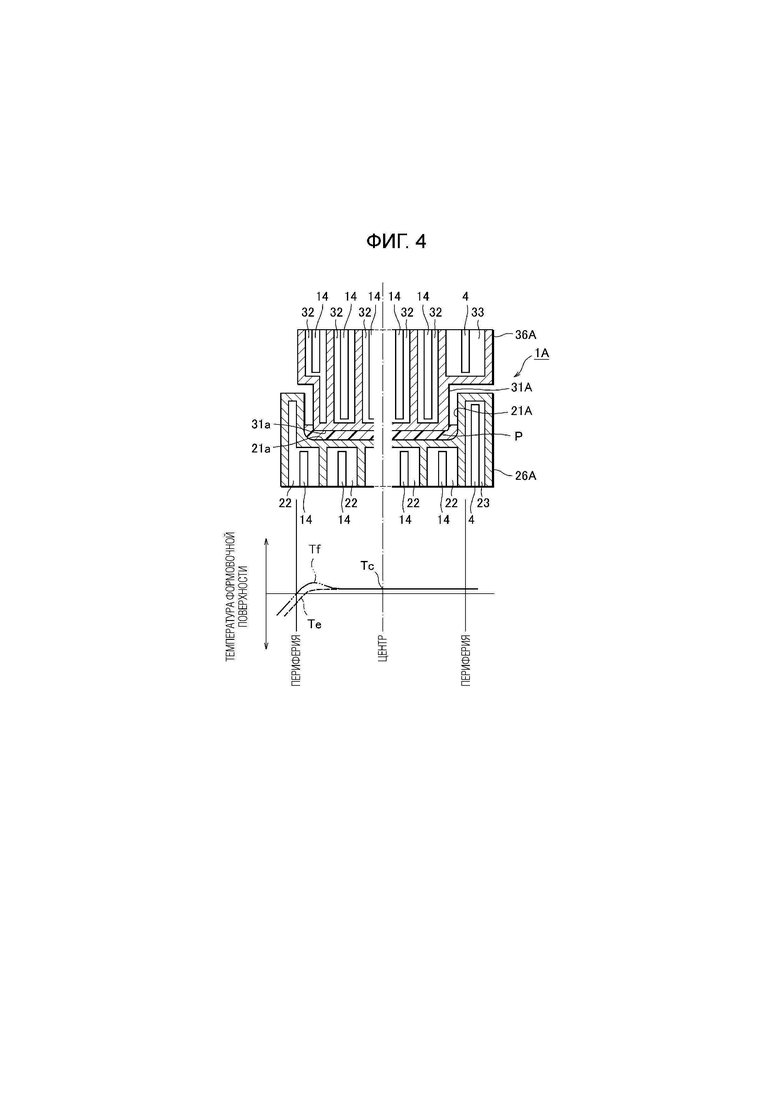
Фиг. 4 представляет диаграмму, иллюстрирующую эффект устройства для формования армированных волокнами композиционных элементов на фиг. 3.
Вариант осуществления изобретения
[0012] Устройство для формования армированных волокнами композиционных элементов согласно варианту осуществления настоящего изобретения будет описано ниже со ссылкой на сопровождающие чертежи.
Фиг. 1 и 2 представляют устройство для формования армированных волокнами композиционных элементов согласно варианту осуществления настоящего изобретения.
[0013] Как проиллюстрировано на фиг. 1, формовочное устройство 1 представляет собой устройство для формования армированного волокнами композиционного элемента (например, термопластического элемента CFRP) их ламинированных листов препрега, изготовленного из тканого волокнистого полотна, пропитанного термореактивной или термопластической смолой, и включает нижнюю форму (первую форму) 2 и верхнюю форму (вторую форму) 3. Здесь листы препрега, изготовленного из тканого волокнистого полотна, пропитанного термореактивной или термопластической смолой, ламинируются таким образом, что листы с различной ориентацией волокон образуют чередующиеся слои. Из указанных ламинированных листов препрега формуется армированный волокнами композиционный элемент пластинчатой формы.
[0014] Как представлено также на фиг. 2, нижняя форма 2 имеет полость 21, в то время как верхняя форма 3, которая перемещается вниз и вверх и, таким образом, приближается к нижней форме 2 и удаляется от нее, имеет сердцевину 31, которая, в состоянии смыкания форм, взаимодействует с полостью 21 в нижней форме 2 и прижимает к полости 21 ламинированные листы препрега, представляющего собой слоистый препрег P (материал, подлежащий формованию в армированный волокнами композиционный элемент).
[0015] Нижняя форма 2 оборудована источником тепла 10, который составляет нагревательную систему, для нагревания формовочной поверхности 21a полости 21, которая приводится в контакт со слоистым препрегом P. Кроме того, верхняя форма 3 оборудована источником тепла 10, который составляет нагревательную систему, для нагревания формовочной поверхности 31a сердцевины 31, которая приводится в контакт со слоистым препрегом P. Источники тепла 10, 10 передают тепло нижней форме 2 и верхней форме 3, каждый со стороны, противоположной формовочной поверхности 21a, 31a. В указанном формовочном устройстве 1, посредством нагревания термореактивной или термопластической смолы в слоистом препреге P между нижней формой 2 и верхней формой 3 источниками тепла 10, 10 и приложения давления, слоистый препрег P формуется в армированный волокнами композиционный элемент.
[0016] Формовочное устройство 1 дополнительно включает предотвращающую теплоотвод из полости часть 26, предназначенную для окружения полости 21 в нижней форме 2. Предотвращающая теплоотвод из полости часть 26 включает множество предотвращающих теплоотвод ячеек 23, расположенных вокруг полости 21 и открытых на стороне, противоположной формовочной поверхности 21a, и множество нагревателей 4, расположенных внутри предотвращающих теплоотвод ячеек 23, по одному на каждую ячейку.
[0017] В течение нагревания термореактивной или термопластической смолы в слоистом препреге P предотвращающая теплоотвод из полости часть 26 предотвращает теплоотвод к окружению полости 21 посредством нагревания внутреннего пространства предотвращающих теплоотвод ячеек 23 нагревателями 4.
[0018] Формовочное устройство 1 дополнительно включает предотвращающую теплоотвод из сердцевины часть 36, предназначенную для окружения сердцевины 31 верхней формы 3. Предотвращающая теплоотвод из сердцевины часть 36 включает множество предотвращающих теплоотвод ячеек 33, расположенных вокруг сердцевины 31 и открытых на стороне, противоположной формовочной поверхности 31a, и множество нагревателей 4, расположенных внутри предотвращающих теплоотвод ячеек 33, по одной на каждую ячейку.
[0019] В течение нагревания термореактивной или термопластической смолы в слоистом препреге P предотвращающая теплоотвод из сердцевины часть 36 предотвращает теплоотвод к окружению сердцевины 31 посредством нагревания внутреннего пространства предотвращающих теплоотвод ячеек 33 нагревателями 4.
[0020] Далее будет описана процедура формования армированного волокнами композиционного элемента с помощью формовочного устройства 1. Сначала, когда форма находится в открытом состоянии, слоистый препрег P или ламинированные листы препрега помещаются в полость 21 в нижней форме 2.
[0021] Затем верхняя форма 3 перемещается вниз, приводя две формы в состояние смыкания форм. Следовательно, слоистый препрег P прижимается между сердцевиной 31 верхней формы 3 и полостью 21 в нижней форме 2. В указанном состоянии тепло передается слоистому препрегу P верхним и нижним источниками тепла 10, 10, которые составляют нагревательную систему, и давление прилагается верхней формой 3 и нижней формой 2 к слоистому препрегу P с расплавленной термореактивной или термопластической смолой.
[0022] В нижней форме 2, в течение воздействия нагревания и давление, предотвращается отвод тепла, передаваемого источником тепла 10, к окружению полости 21, потому что внутреннее пространство предотвращающих теплоотвод ячеек 23 предотвращающей теплоотвод из полости части 26, предназначенной для окружения полости 21, нагревается нагревателями 4. Кроме того, в верхней форме 3, предотвращается отвод тепла, передаваемое источником тепла 10, к окружению сердцевины 31, потому что внутреннее пространство предотвращающих теплоотвод ячеек 33 предотвращающей теплоотвод из сердцевины части 36, предназначенной для окружения сердцевины 31, нагревается нагревателями 4.
[0023] Когда смола представляет собой термореактивную смолу, термореактивная смола отверждается за счет того, что источники тепла 10 продолжают операцию нагревания, а затем операция нагревания источниками тепла 10 прекращается. Следовательно, посредством формования из слоистого препрега P получается изделие (армированный волокнами композиционный элемент).
Когда смола представляет собой термопластическую смолу, после воздействия давления, операция нагревания источниками тепла 10 прекращается для охлаждения, и в результате этого термопластическая смола отверждается через верхнюю форму 3 и нижнюю форму 2. Следовательно, посредством формования из слоистого препрега P получается изделие (армированный волокнами композиционный элемент).
[0024] Таким образом, в формовочном устройстве 1, когда давление и нагревание воздействует на слоистый препрег P или ламинированные листы препрега, отсутствует теплоотвод не только от периферии полости 21 в нижней форме 2, но также от периферии сердцевины 31 верхней формы 3, которая взаимодействует с полостью 21 в нижней форме 2, таким образом, что слоистый препрег P нагревается без локальных изменений. Это позволяет из слоистого препрега P формовать изделие (армированный волокнами композиционный элемент) без дефектов, таких как складки, которые вызывают извилистые волокна.
[0025] Кроме того, в формовочном устройстве 1, предотвращающая теплоотвод из полости часть 26 для предотвращения теплоотвода к окружению полости 21 в нижней форме 2, а также предотвращающая теплоотвод из сердцевины часть 36 для предотвращения теплоотвода к окружению сердцевины 31 верхней формы 3 имеет упрощенную структуру, образованную посредством расположения нагревателей 4 внутри предотвращающих теплоотвод ячеек 23, 33, соответственно.
[0026] Фиг. 3 представляет устройство для формования армированных волокнами композиционных элементов согласно еще одному варианту осуществления настоящего изобретения.
Как представлено на фиг. 3, формовочное устройство 1A согласно настоящему варианту осуществления также включает нижнюю форму 2A, имеющую полость 21A, и верхнюю форму 3А, имеющую сердцевина 31A, которые приближаются друг к другу или удаляются друг от друга, причем между ними помещают слоистый препрег P или ламинированные листы препрега.
[0027] Нижняя форма 2A оборудована множеством нагревателей 14 для нагревания формовочная поверхность 21a полости 21A, которая приводится в контакт со слоистым препрегом P, где нагревание нагреватели 14 предусмотрены для множества областей, на которые разделяется формовочная поверхность 21a, по одной на каждую ячейку. Кроме того, верхняя форма 3А оборудована множеством нагревателей 14 для нагревания формовочной поверхности 31a сердцевины 31A, которая приводится в контакт со слоистым препрегом P, где нагреватели 14 предусмотрены для множества областей, на которые разделяется формовочная поверхность 31a, по одному на каждую ячейку.
[0028] Согласно данному варианту осуществления, нижняя форма 2A имеет множество нагревательных ячеек 22, образованных так, чтобы соответствовать множеству областей, причем, соответственно, нагревательные ячейки 22 являются открытыми на стороне, противоположной формовочной поверхности 21a. Кроме того, верхняя форма 3А имеет множество нагревательных ячеек 32, образованных так, чтобы соответствовать множеству областей, причем, соответственно, нагревательные ячейки 32 являются открытыми на стороне, противоположной формовочной поверхности 31a. Нагреватели 14 располагаются внутри нагревательных ячеек 22, 23, по одному на каждую ячейку. Нагреватели 14 составляют нагревательную систему.
[0029] Формовочное устройство 1A дополнительно включает предотвращающую теплоотвод из полости часть 26A, предназначенную для окружения множества нагревательных ячеек 22 в нижней форме 2A. Предотвращающая теплоотвод из полости часть 26A включает множество предотвращающих теплоотвод ячеек 23, расположенных вокруг множества нагревательных ячеек 22 и открытых на стороне, противоположной формовочной поверхности 21a, и множество нагревателей 4, расположенных внутри предотвращающих теплоотвод ячеек 23, по одному на каждую ячейку. (Хотя согласно настоящему варианту осуществления, нагреватели 4 относятся к тому же типу, как нагреватели 14, составляющие нагревательную систему, они не ограничиваются одинаковым типом.)
[0030] В течение нагревания термореактивной или термопластической смолы в слоистом препреге P предотвращающая теплоотвод из полости часть 26A предотвращает теплоотвод к окружению полости 21A посредством нагревания внутреннего пространства предотвращающих теплоотвод ячеек 23 нагревателями 4.
[0031] Формовочное устройство 1A дополнительно включает предотвращающую теплоотвод из сердцевины часть 36A, предназначенную для окружения множества нагревательных ячеек 32 в верхней форме 3А. Предотвращающая теплоотвод из сердцевины часть 36A включает множество предотвращающих теплоотвод ячеек 33, расположенных вокруг множества нагревательных ячеек 32 и открытых на стороне, противоположной формовочной поверхности 31a, и множество нагревателей 4, расположенных внутри предотвращающих теплоотвод ячеек 33, по одному на каждую ячейку. (Хотя согласно настоящему варианту осуществления, нагреватели 4 относятся к тому же типу, как нагреватели 14, составляющие нагревательную систему, они не ограничиваются одинаковым типом.)
[0032] В течение нагревания термореактивной или термопластической смолы в слоистом препреге P предотвращающая теплоотвод из сердцевины часть 36A также предотвращает теплоотвод к окружению сердцевины 31A посредством нагревания внутреннего пространства предотвращающих теплоотвод ячеек 33 нагревателями 4.
[0033] Далее будет описана процедура формования армированного волокнами композиционный элемент с помощью формовочного устройства 1A. Сначала, когда форма находится в открытом состоянии, слоистый препрег P или ламинированные листы препрега помещаются в полость 21A в нижней форме 2A.
[0034] Затем верхняя форма 3А перемещается вниз, чтобы привести две формы в состояние смыкания форм. Следовательно, слоистый препрег P прижимается между сердцевиной 31A верхней формы 3А и полостью 21A в нижней форме 2A. В указанном состоянии тепло передается слоистому препрегу P посредством нагревателей 14, составляющих нагревательную систему, и давление воздействует на слоистый препрег P с расплавленной термореактивной или термопластической смолой посредством верхней формы 3А и нижней формы 2A.
[0035] В нижней форме 2A, в течение воздействия нагревания и давления, предотвращается отвод тепла, которое передают нагреватели 14, составляющие нагревательную систему, к окружению полости 21A, потому что внутреннее пространство предотвращающих теплоотвод ячеек 23 предотвращающей теплоотвод из полости части 26, предназначенной для окружения множества нагревательных ячеек 22, нагревается нагревателями 4, расположенными отдельно от нагревателей 14. Кроме того, в верхней форме 3А, предотвращается отвод тепла, которое передают нагреватели 14, к окружению сердцевины 31A, потому что внутреннее пространство предотвращающих теплоотвод ячеек 33 предотвращающей теплоотвод из сердцевины части 36, предназначенной для окружения множества нагревательных ячеек 32, нагревается нагревателями 4, расположенными отдельно от нагревателей 14.
[0036] Кроме того, согласно настоящему варианту осуществления, когда смола представляет собой термореактивную смолу, термореактивная смола отверждается за счет того, что нагреватели 14, составляющие нагревательную систему, продолжают операцию нагревания, а затем электропитание нагревателей 14 прекращается. Таким образом, в результате формования из слоистого препрега P получается изделие (армированный волокнами композиционный элемент).
Когда смола представляет собой термопластическую смолу, после воздействия давления, электропитание нагревателей 14 прекращается, и в результате этого охлаждается термопластическая смола через верхнюю форму 3А и нижнюю форму 2A. Таким образом, в результате формования из слоистого препрега P получается изделие (армированный волокнами композиционный элемент).
[0037] Таким образом, в формовочном устройстве 1A, когда давление и нагревание воздействуют на слоистый препрег P или ламинированные листы препрега, отсутствует теплоотвод не только от периферии полости 21A в нижней форме 2A, но также от периферии сердцевины 31A верхней формы 3А, которая взаимодействует с полостью 21A в нижней форме 2A, таким образом, что слоистый препрег P нагревается без локальных изменений. Это позволяет формовать из слоистого препрега P изделие (армированный волокнами композиционный элемент) без дефектов, таких как складки, которые вызывают извилистые волокна.
[0038] Кроме того, в формовочном устройстве 1A, формовочная поверхность 21a полости 21A в нижней форме 2A, а также формовочная поверхность 31a сердцевины 31A верхней формы 3А разделяются на множество областей. Нижняя форма 2A, а также верхняя форма 3А имеют нагревательные ячейки 22 или 32, соответствующие множеству областей формовочной поверхности 21a или 31a и открытые на стороне, противоположной формовочной поверхности 21a или 31a. Нагреватели 14 располагаются внутри нагревательных ячеек 22, 32, соответственно.
Указанная структура обеспечивает повышенную равномерность нагревания слоистого препрега P в течение воздействия нагревания и давления на слоистый препрег P.
[0039] Здесь, как представлено в левой части фиг. 4, если нагревательные ячейки 22, 32 распределяются равномерно по ширине нижней формы 2A и верхней формы 3А при отсутствии предотвращающей теплоотвод из полости части 26A и предотвращающей теплоотвод из сердцевины части 26B, формовочные поверхности 21a, 31a, как правило, проявляет постепенное уменьшение температуры Те на периферии слоистого препрега P по сравнению с температурой Tc в центре слоистого препрега P.
Если для предотвращения указанного явления увеличивается интенсивность нагревания нагревателями 14 в нагревательных ячейках 22, 32, расположенных на периферии слоистого препрега P, то формовочные поверхности 21a, 31a достигают, на периферии слоистого препрега P, температуры (Tf), превышающей температуру Tc в центре слоистого препрега. Таким образом, формовочные поверхности 21a, 31a не проявляют равномерного распределения температуры.
[0040] С другой стороны, если, как в формовочном устройстве 1A согласно настоящему варианту осуществления, присутствуют предотвращающая теплоотвод из полости часть 26A и предотвращающая теплоотвод из сердцевины часть 36A посредством образования предотвращающих теплоотвод ячеек 23 вокруг множества нагревательных ячеек 22 и предотвращающих теплоотвод ячеек 33 вокруг множества нагревательных ячеек 32 и расположения нагревателей 4 в предотвращающих теплоотвод ячейках 23, 33, отдельно от нагревателей 14 в нагревательных ячейках, то формовочные поверхности 21a, 31a проявляют на периферии такой же уровень температуры, как в центре, как представлено в правой части фиг. 4. Соответственно, слоистый препрег P нагревается равномерно.
[0041] Варианты осуществления были описаны на основании примера, в котором верхняя форма 3, 3А имеет сердцевину 31, 31A, которая, в состоянии смыкания форм, взаимодействует с полостью 21, 21A в нижней форме 2, 2A. Однако настоящее изобретение не ограничивается этим. Например, верхняя форма 3, 3А может иметь плоскую сердцевину, образующую формовочную поверхность, которая неглубоко входит в полость 21, 21A нижней формы 2, 2A.
[0042] Кроме того, варианты осуществления были описаны на основании примера, в котором тканое волокнистое полотно, составляющее препрег, представляет собой тканое углеродное волокнистое полотно, или тканое полотно из углеродных волокон. Однако настоящее изобретение не ограничивается этим.
[0043] Устройство для формования армированных волокнами композиционных элементов согласно настоящему изобретению не ограничивается описанными вариантами осуществления.
[0044] Первый аспект настоящего изобретения представляет собой устройство для формования армированных волокнами композиционных элементов, включающее первую форму, имеющую полость, которая приводится в контакт с препрегом, изготовленным из тканого волокнистого полотна, пропитанного смолой (термореактивной или термопластической смолой), вторую форму, которая, в состоянии смыкания форм, прижимает ламинированные листы препрега к полости первой формы, и нагревательную систему для нагревания смолы в препреге через первую форму и вторую форму, и выполненное с возможностью формования армированного волокнами композиционного элемента из ламинированных листов препрега посредством приложения давления в процессе нагревания смолы в препреге между нижней формой и верхней формой нагревательной системой, где первая форма оборудована предотвращающей теплоотвод из полости частью, которая предотвращает теплоотвод к окружению полости в процессе нагревания смолы в препреге.
[0045] В устройстве для формования армированных волокнами композиционных элементов согласно первому аспекту настоящего изобретения, отсутствует теплоотвод от периферии полости в первой форме в течение воздействия нагревания и давления на ламинированные листы препрега, таким образом, что ламинированные листы препрега нагреваются без локальных изменений. Следовательно, может быть получен армированный волокнами композиционный элемент без дефектов, таких как складки, которые вызывают извилистые волокна.
[0046] Согласно второму аспекту настоящего изобретения, вторая форма имеет сердцевину, которая, в состоянии смыкания форм, взаимодействует с полостью в первой форме, и в результате этого ламинированные листы препрега прижимаются к полости, и оборудована предотвращающей теплоотвод из сердцевины частью, которая предотвращает теплоотвод к окружению сердцевины в процессе нагревания смолы в препреге.
[0047] В устройстве для формования армированных волокнами композиционных элементов согласно второму аспекту настоящего изобретения в течение воздействия нагревания и давления на ламинированные листы препрега, отсутствует теплоотвод не только от периферии полости в первой форме, но также от периферии сердцевины второй формы, которая взаимодействует с полостью в первой форме, таким образом, что ламинированные листы препрега нагреваются без локальных изменений. Следовательно, может быть получен армированный волокнами композиционный элемент без дефектов, таких как складки, которые вызывают извилистые волокна.
[0048] Согласно третьему и четвертому аспектам настоящего изобретения, предотвращающая теплоотвод из полости часть включает предотвращающие теплоотвод ячейки, образованные в первой форме и окружающие полость, и нагреватели, расположенные внутри предотвращающих теплоотвод ячеек, и, согласно пятому и шестому аспектам настоящего изобретения, предотвращающая теплоотвод из сердцевины часть включает предотвращающие теплоотвод ячейки, образованные во второй форме и окружающие сердцевину, и нагреватели, расположенные внутри предотвращающих теплоотвод ячеек.
[0049] В устройстве для формования армированных волокнами композиционных элементов согласно любому из третьего-шестого аспектов настоящего изобретения предотвращающая теплоотвод из полости часть для предотвращения теплоотвода к окружению полости в первой форме, а также предотвращающая теплоотвод из сердцевины часть для предотвращения теплоотвода к окружению сердцевины второй формы обеспечиваются посредством соответствующего расположения нагревателей в предотвращающих теплоотвод ячейках. Это позволяет упрощать структуру.
[0050] Согласно седьмому аспекту настоящего изобретения, полость в первой форме, а также сердцевина второй формы имеют формовочную поверхность, разделенную на множество областей, первая форма, а также вторая форма имеет множество нагревательных ячеек, соответствующих множеству областей и открытых на стороне, противоположной формовочной поверхности, внутри каждой нагревательной ячейки располагается нагреватель, предотвращающая теплоотвод из полости часть включает предотвращающие теплоотвод ячейки, образованные в первой форме и окружающие множество нагревательных ячеек и нагревателей, расположенных внутри предотвращающих теплоотвод ячеек, и предотвращающая теплоотвод из сердцевины часть включает предотвращающие теплоотвод ячейки, образованные во второй форме и окружающие множество нагревательных ячеек и нагревателей, расположенных внутри предотвращающих теплоотвод ячеек.
[0051] В устройстве для формования армированных волокнами композиционных элементов согласно седьмому аспекту, когда нагревание и давление воздействует на ламинированные листы препрега, формовочная поверхность полости в первой форме, а также формовочная поверхность сердцевины второй формы обеспечивают равномерное распределение температуры, таким образом, что ламинированные листы препрега нагреваются равномерно, без локальных изменений. Следовательно, может быть получен армированный волокнами композиционный элемент без дефектов, таких как складки, вызванных извилистыми волокнами.
[0052] В устройстве для формования армированных волокнами композиционных элементов согласно каждому из вышеупомянутых аспектов настоящего изобретения тканое волокнистое полотно, составляющее препрег, может представлять собой, например, тканое углеродное волокнистое полотно, или тканое полотно из углеродных волокон. Однако настоящее изобретение не ограничивается этим.
[0053] Здесь смолы, подходящие для использования в качестве матрицы, которой пропитывается тканое волокнистое полотно, включают термореактивные смолы, такие как эпоксидная смола, фенольная смола и полиимидная смола, а также термопластические смолы, такие как PEEK (простополиэфирэфиркетонная смола), PEI (простополиэфиримидная смола) и PIXA (термопластическая полиимидная смола).
Список условных обозначений
[0054]
1, 1A - Устройство для формования армированных волокнами композиционных элементов
2, 2A - Нижняя форма (первая форма)
3, 3А - Верхняя форма (вторая форма)
4 - Нагреватель (предотвращающая теплоотвод часть)
10 - Источник тепла (нагревательная система)
14 - Нагреватель (нагревательная система)
21, 21A - Полость
21a - Формовочная поверхность на стороне полости
22, 32 - Нагревательная ячейка (нагревательная система)
23 - Предотвращающая теплоотвод ячейка (предотвращающая теплоотвод из полости часть)
26, 26A - Предотвращающая теплоотвод из полости часть
31, 31A - Сердцевина
31a - Формовочная поверхность на стороне сердцевины
33 - Предотвращающая теплоотвод ячейка (предотвращающая теплоотвод из сердцевины часть)
36, 36A - Предотвращающая теплоотвод из сердцевины часть
P - Слоистый препрег (материал для формования армированного волокнами композиционного элемента)
Изобретение относится к устройству для формования армированных волокнами композиционных элементов. Описано устройство для формования армированных волокнами композиционных элементов, включающее: первую форму, имеющую полость, которая приводится в контакт с препрегом, выполненным из тканого волокнистого полотна, пропитанного смолой, вторую форму, которая, в состоянии смыкания форм, прижимает ламинированные листы препрега к полости первой формы, и нагревательную систему для нагревания смолы в препреге через первую форму и вторую форму, и выполненное с возможностью формования армированного волокнами композиционного элемента из ламинированных листов препрега посредством приложения давления в процессе нагревания смолы в препреге между первой формой и второй формой с помощью нагревательной системы, причем первая форма снабжена предотвращающей теплоотвод из полости частью, которая предотвращает теплоотвод к окружению полости в процессе нагревания смолы в препреге, вторая форма имеет сердцевину, которая в состоянии смыкания форм взаимодействует с полостью в первой форме, в результате чего ламинированные листы препрега прижимаются к полости, и снабжена предотвращающей теплоотвод из сердцевины частью, которая предотвращает теплоотвод к окружению сердцевины в процессе нагревания смолы в препреге, и полость в первой форме, а также сердцевина второй формы имеют формовочную поверхность, разделенную на множество областей, первая форма, а также вторая форма имеют множество нагревательных ячеек, соответствующих множеству областей и открытых на стороне, противоположной формовочной поверхности, внутри каждой нагревательной ячейки расположен нагреватель, предотвращающая теплоотвод из полости часть содержит предотвращающие теплоотвод ячейки, образованные в первой форме и окружающие множество нагревательных ячеек и нагревателей, расположенных внутри предотвращающих теплоотвод ячеек, и предотвращающая теплоотвод из сердцевины часть содержит предотвращающие теплоотвод ячейки, образованные во второй форме и окружающие множество нагревательных ячеек и нагревателей, расположенных внутри предотвращающих теплоотвод ячеек. Технический результат: уменьшение вероятности возникновения локальных колебаний температуры нагревания армированного волокнами композиционного материала. 2 з.п. ф-лы, 4 ил.
1. Устройство для формования армированных волокнами композиционных элементов, включающее:
первую форму, имеющую полость, которая приводится в контакт с препрегом, выполненным из тканого волокнистого полотна, пропитанного смолой,
вторую форму, которая в состоянии смыкания форм прижимает ламинированные листы препрега к полости первой формы, и
нагревательную систему для нагревания смолы в препреге через первую форму и вторую форму, и
выполненное с возможностью формования армированного волокнами композиционного элемента из ламинированных листов препрега посредством приложения давления в процессе нагревания смолы в препреге между первой формой и второй формой с помощью нагревательной системы, причем
первая форма снабжена предотвращающей теплоотвод из полости частью, которая предотвращает теплоотвод к окружению полости в процессе нагревания смолы в препреге,
вторая форма имеет сердцевину, которая в состоянии смыкания форм взаимодействует с полостью в первой форме, в результате чего ламинированные листы препрега прижимаются к полости, и снабжена предотвращающей теплоотвод из сердцевины частью, которая предотвращает теплоотвод к окружению сердцевины в процессе нагревания смолы в препреге, и
полость в первой форме, а также сердцевина второй формы имеют формовочную поверхность, разделенную на множество областей, первая форма, а также вторая форма имеют множество нагревательных ячеек, соответствующих множеству областей и открытых на стороне, противоположной формовочной поверхности, внутри каждой нагревательной ячейки расположен нагреватель, предотвращающая теплоотвод из полости часть содержит предотвращающие теплоотвод ячейки, образованные в первой форме и окружающие множество нагревательных ячеек и нагревателей, расположенных внутри предотвращающих теплоотвод ячеек, и предотвращающая теплоотвод из сердцевины часть содержит предотвращающие теплоотвод ячейки, образованные во второй форме и окружающие множество нагревательных ячеек и нагревателей, расположенных внутри предотвращающих теплоотвод ячеек.
2. Устройство по п. 1, в котором предотвращающая теплоотвод из полости часть содержит предотвращающие теплоотвод ячейки, образованные в первой форме и окружающие полость, и нагреватели, расположенные внутри предотвращающих теплоотвод ячеек.
3. Устройство по п. 1, в котором предотвращающая теплоотвод из сердцевины часть содержит предотвращающие теплоотвод ячейки, образованные во второй форме и окружающие сердцевину, и нагреватели, расположенные внутри предотвращающих теплоотвод ячеек.
| US 4990207 A, 05.02.1991 | |||
| US 4990207 A, 05.02.1991 | |||
| Застежка для обуви | 1930 |
|
SU27359A1 |
| АРМИРОВАННЫЕ СЛОИСТЫЕ ПЛАСТИКОВЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ПРОИЗВОДСТВЕ ПЕЧАТНЫХ ПЛАТ, СПОСОБ ПОЛУЧЕНИЯ ТАКИХ СЛОИСТЫХ МАТЕРИАЛОВ И ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ | 1987 |
|
RU2080750C1 |

