Изобретение относится к способам послойной лазерной наплавки порошковых материалов на поверхность металлической заготовки, к способам аддитивных технологий для создания полых поверхностных покрытий.
Из уровня техники известен способ изготовления полых металлических объектов с внутренними полостями сложной формы, которые используются для уменьшения веса и/или для более эффективного охлаждения поверхности (РФ 2210478 опубликован 20.08.2003).
Недостатком данного способа является применение вставок, формирующих внутренние каналы, с более низкой температурой плавления, чем материал покрытия и основы и невозможность использования метода для лазерной технологии нанесения покрытий.
Из уровня техники известен способ нанесения упрочняющего покрытия на металлические или металлсодержащие поверхности с использованием лазерного излучения со сканированием при изготовлении и восстановлении деталей машин и механизмов, работающих в особо сложных условиях повышенных нагрузок, вибраций, высоких температур и т.д. (РФ 2105826 опубликован 27.02.1998).
Недостатком данного способа является невозможность получения полого наплавленного покрытия за один проход при обработке поверхности.
Задачей изобретения является создание способа получения полых покрытий при газопорошковой лазерной наплавке со сканированием излучения, позволяющего в процессе обработки формировать в переходной зоне от основного материала подложки к наплавленному слою полый объем вдоль всего наплавленного слоя.
Технический результат, на который направлено изобретение, заключается в получении полого наплавленного покрытия за счет предварительного нанесения формирующего наполнителя в виде жгута или ленты из углеродного волокна на наплавляемую поверхность подложки (детали) в направлении движения с последующей лазерной наплавкой присадочного материала со сканированием излучения по прямой траектории перпендикулярно направлению движения и механического удаления наполнителя по окончании процесса.
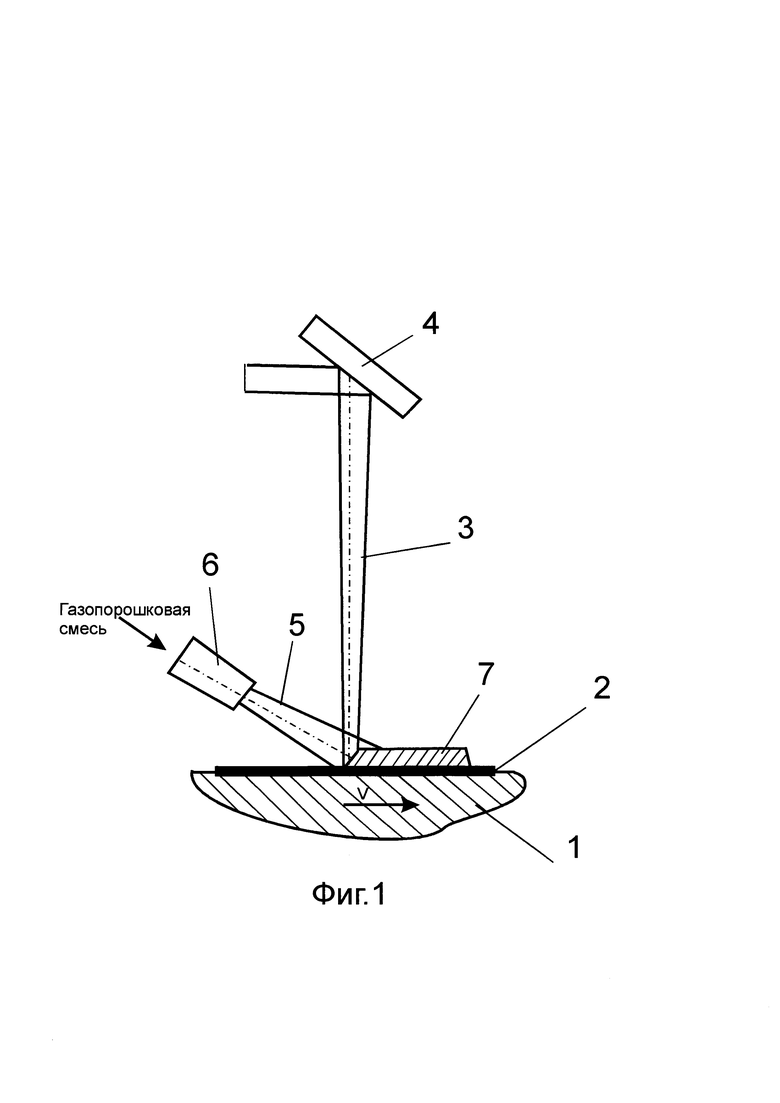
Сущность изобретения поясняется чертежом, где на фиг. 1 показана схема способа получения полых покрытий при газопорошковой лазерной наплавке со сканированием излучения, где наплавляемая поверхность подложки 1, формирующий наполнитель 2, сфокусированный лазерный луч 3, сканатор 4, газопорошковая смесь 5, коаксиальное сопло 6, наплавленный слой 7.
Способ получения полых покрытий при газопорошковой лазерной наплавке со сканированием излучения состоит в следующем: на наплавляемую поверхность подложки 1 с помощью клеевого или другого фиксирующего состава наносится формирующий наполнитель 2, в виде жгута из углеродного волокна. Сфокусированный лазерный луч 3 с помощью сканатора 4 сканируется перпендикулярно направлению перемещения наплавляемой поверхности подложки 1. Газопорошковая смесь 5, состоящая из присадочного материала и защитного газа подается через боковое сопло 6 или коаксиальное сопло в зону обработки. Таким образом, лазерный луч на наплавляемой поверхности 1 инициирует ванну расплава по обе стороны формирующего наполнителя 2, в которую вдувается порошковый присадочный материал. Порошковый материал плавится и после кристаллизации формирует наплавленный слой 7 в то время, пока зона обработки находится в области лазерного воздействия, луч многократно проходит, наращивая слой за слоем за каждый период. Таким образом, формирующий наполнитель 2, после образования покрытия занимает место в теле наплавленного слоя 7 в зоне перехода от основного материала подложки 1 к наплавленному слою 7. После окончания процесса формирования наплавленного слоя 7 формирующий наполнитель 2 удаляется из наплавленного слоя 7 механически, оставляя полый объем. В качестве формирующего наполнителя 2 выбирается материал с температурой плавления (испарения) выше температуры плавления подложки 1 и присадочного материала. Так для наплавки подложки из ст.45 сплавом Ni-Cr-B-Si в качестве формирующего наполнителя может быть использовано углеродное волокно.
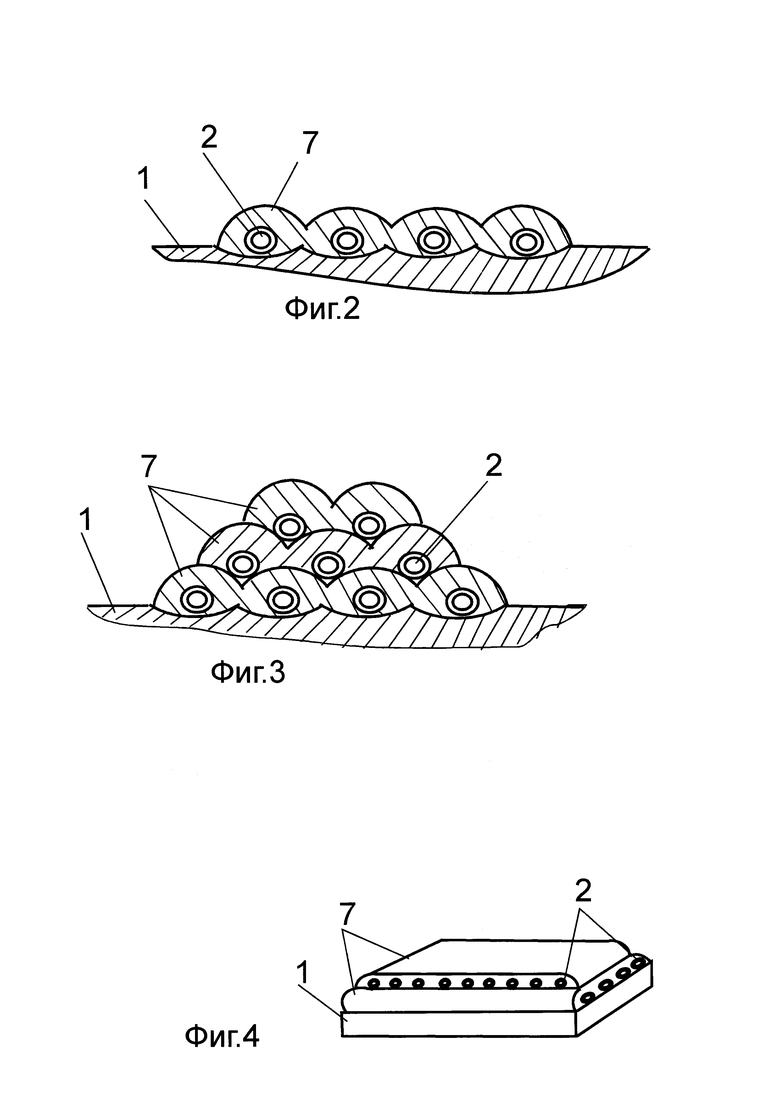
При обработке больших поверхностей наплавку производят нанесением параллельных слоев с перекрытием 5-20%, в зависимости от формы наплавленного слоя (Фиг. 2).
При многослойной наплавке для получения покрытий значительной толщины формирующий наполнитель 2 фиксируется в зоны углубления между наплавленными слоями с последующей лазерной обработкой (Фиг. 3).
В зависимости от конструктивных особенностей обрабатываемой поверхности и при послойном нанесении нескольких покрытий (по толщине) наплавка последующего слоя может проводиться перпендикулярно или под углом направлению предыдущего слоя, следовательно, и формирующий наполнитель 2 должен быть уложен по направлению движения основы. По завершению обработки полые объемы будут находиться в каждом слое (Фиг. 4).
Сканирование лазерного луча производится по прямой, эллипсной или круговой траектории. Траектория сканирования определяется в зависимости от требований к наплавленному покрытию (формы, чистоты поверхности и т.д.).
Использование способа получения полых покрытий при газопорошковой лазерной наплавке со сканированием излучения позволит в процессе обработки формировать в переходной зоне от основного материала подложки к наплавленному слою полый объем вдоль всего наплавленного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ армирования металлического покрытия при послойном лазерном синтезе | 2017 |
|
RU2672970C2 |
| СПОСОБ ЧЕТЫРЕХСОПЛОВОЙ ГАЗОПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ С РЕГУЛИРОВАНИЕМ РАСХОДА ПОРОШКА | 2016 |
|
RU2660499C2 |
| Способ роботизированной лазерной наплавки для изделий из штамповой стали | 2023 |
|
RU2820294C1 |
| Способ сверхзвуковой лазерной наплавки порошковых материалов и устройство его реализующее | 2018 |
|
RU2676064C1 |
| Способ лазерной газопорошковой наплавки защитных покрытий | 2020 |
|
RU2759102C1 |
| Способ лазерной наплавки покрытий на образец и устройство для его осуществления | 2017 |
|
RU2656906C1 |
| СПОСОБ НАПЛАВКИ ПОВЕРХНОСТИ ЛУЧОМ ЛАЗЕРА | 2007 |
|
RU2366553C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | 2016 |
|
RU2618013C1 |
| СПОСОБ ЛАЗЕРНО-ПОРОШКОВОЙ НАПЛАВКИ ЗАЩИТНОГО ПОКРЫТИЯ НА ВХОДНЫЕ КРОМКИ РАБОЧИХ ЛОПАТОК ПАРОВЫХ ТУРБИН | 2016 |
|
RU2617077C2 |
Изобретение относится к способу послойной лазерной наплавки порошковых материалов на поверхность металлической заготовки, к способам аддитивных технологий для создания поверхностных покрытий с полостями. Способ включает сканирование лазерного луча по подложке, подачу присадочного порошка в ванну расплава и плавление его с получением слоя наплавленного материала. Наплавку каждого последующего слоя проводят перпендикулярно направлению предыдущего слоя, при этом формирующий полости наполнитель укладывают параллельно направлению движения при наплавке. Технический результат изобретения заключается в получении наплавленного покрытия с полостями за счет предварительного нанесения формирующего наполнителя в виде жгута или ленты из углеродного волокна на наплавляемую поверхность подложки (детали) в направлении движения с последующей лазерной наплавкой присадочного материала со сканированием излучения по прямой траектории перпендикулярно направлению движения и механического удаления наполнителя по окончании процесса. 8 з.п. ф-лы, 4 ил.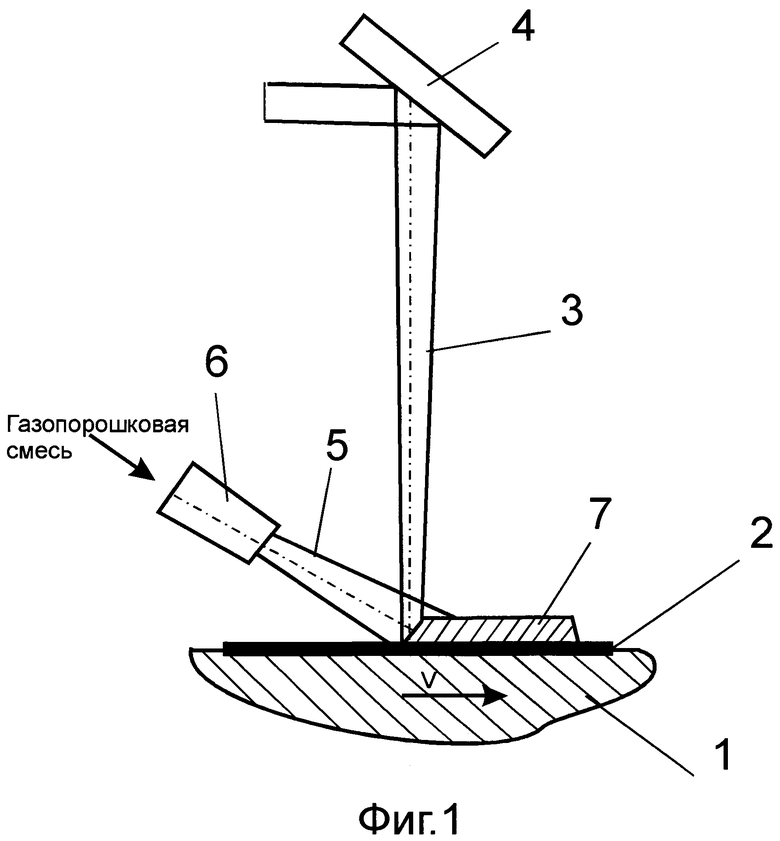
1. Способ газопорошковой лазерной наплавки многослойного покрытия, включающий сканирование лазерного луча по подложке, подачу присадочного порошка в ванну расплава и плавление его с получением слоя наплавленного материала, отличающийся тем, что получают наплавленное покрытие с полостями, при этом предварительно на наплавляемую поверхность подложки осуществляют нанесение формирующего полости наполнителя в виде жгута из углеродного волокна в направлении перемещения подложки, а последующую лазерную наплавку присадочного материала осуществляют со сканированием лазерного луча по прямой траектории перпендикулярно направлению перемещения, и по окончании наплавки наполнитель механически удаляют.
2. Способ по п. 1, отличающийся тем, что наплавку каждого последующего слоя проводят перпендикулярно направлению предыдущего слоя, при этом формирующий полости наполнитель укладывают параллельно направлению движения при наплавке.
3. Способ по п. 1, отличающийся тем, что наплавку последующего слоя осуществляют под углом к направлению предыдущего слоя.
4. Способ по п. 1, отличающийся тем, что при обработке больших поверхностей наплавку производят нанесением параллельных слоев с перекрытием 5-20%.
5. Способ по п. 1, отличающийся тем, что при многослойной наплавке для получения покрытий значительной толщины формирующий наполнитель фиксируют в зоны углубления между наплавленными слоями с последующей лазерной обработкой.
6. Способ по п. 1, отличающийся тем, что в качестве формирующего полости наполнителя выбирают материал с температурой плавления выше температуры плавления подложки и присадочного материала.
7. Способ по п. 1, отличающийся тем, что в качестве формирующего полости наполнителя используют ленту.
8. Способ по п. 1, отличающийся тем, что сканирование лазерного луча производят по эллипсной траектории.
9. Способ по п. 1, отличающийся тем, что сканирование лазерного луча производят по круговой траектории.
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЛИ МЕТАЛЛОСОДЕРЖАЩИЕ ПОВЕРХНОСТИ | 1995 |
|
RU2105826C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ОБЪЕКТОВ | 1997 |
|
RU2210478C2 |
| НАНЕСЕНИЕ СУПЕРСПЛАВА С ПРИМЕНЕНИЕМ ПОРОШКОВОГО ФЛЮСА И МЕТАЛЛА | 2014 |
|
RU2627824C2 |
| ПОКРЫТИЕ С ВЫСОКОЙ КОРОНОСТОЙКОСТЬЮ, А ТАКЖЕ СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2606447C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2388583C2 |
| US 20150298263 A1, 22.10.2015. | |||

