ОБЛАСТЬ ТЕХНИКИ
В целом, варианты выполнения настоящего изобретения относятся к легким гробам большого размера и к способу изготовления таких формованных контейнеров.
ПРЕДПОСЫЛКИ
Формование целлюлозной массы известно в данной области техники для производства небольших упаковок, таких как картонные коробки для яиц, одноразовые тарелки для пищевых продуктов, вставки в коробки и другие защитные упаковочные материалы и т.п.
УРОВЕНЬ ТЕХНИКИ
В патенте США №6245199 описан способ изготовления лотков из целлюлозной массы, где исходным материалом являлась суспензия, содержащая целлюлозные волокна. Охватываемую полуформу погружали в ванну с суспензией, а затем полуформы сдавливали вместе под действием тепла и давления.
В патенте Швеции №529897 С2 описано формование лотка из целлюлозной массы, где использовали обезвоживающую емкость для формирования лотка из целлюлозной массы, который затем переносили в инструмент сжатия, где лоток подвергался воздействию давления и тепла. Этот процесс включал этап переноса и не мог легко использоваться для контейнеров больших размеров.
Контейнеры больших размеров с гладкими поверхностями и прочной легкой конструкцией оказалось очень трудно получить способом формования целлюлозной массы. При этом весь комплекс трудных для решения проблем явился препятствием для широкого использования формования целлюлозной массы для производства легких гробов.
Например, в европейском патенте №0466653 описан гроб, изготовленный из формованной целлюлозной массы без упрочняющего разделительного покрытия. Для упрочнения верхние и нижние половинки гроба отформованы из целлюлозной массы с выполненными как одно целое ребрами 44, 46. Это не позволяет сформировать гладкую поверхность и не позволяют сформировать классическую привлекательную форму гроба со слегка криволинейными гладкими стенками.
В патенте США №4162935 также описан гроб из обезвоженной бумажной массы. Для усиления форма также обеспечивает выполненные как единое целое ребра 20, которые не позволяют получить окончательную гладкую поверхность и классическую форму гроба.
В международной патентной публикации №06/016072 описаны плиты или панели, состоящие из сотового заполнителя с поверхностями из бумажного листа и, возможно, с полиуретановым покрытием. Одним из возможных упоминаний использования этой плиты с сотовым заполнителем является создание легкого и недорогого гроба.
В патенте Великобритании №2448592 описан гроб из сэндвич-панелей из картона с сотовым заполнителем, которые могут быть покрыты шпоном или другим материалом, чтобы обеспечить привлекательный внешний вид дерева.
Однако ни одно из решений предшествующего уровня техники не раскрывает или не указывает на то, как достичь решений, представленных в соответствии с вариантами выполнения настоящего изобретения.
ЦЕЛЬ ИЗОБРЕТЕНИЯ
Варианты выполнения настоящего изобретения предназначены для решения комплекса трудно согласуемых взаимосвязанных проблем, имеющихся в конструкциях предшествующего уровня техники:
До настоящего времени очень сложно использовать существующие способы формования целлюлозной массы для производства слишком крупных изделий. Частично это связано с проблемой теплового расширения и сжатия двух металлических полуформ, используемых при сжатии целлюлозной массы в форме. Если размеры полуформ изменяются, из-за того, что они неизбежно становятся более холодными и более горячими во время процесса сжатия, прочность контейнера будет ослаблена, а поверхность будет не ровной и гладкой. Это не является проблемой, если качество поверхности и прочность готового изделия не имеют большого значения, например, для упаковочных материалов или одноразовой посуды, но где прочность и окончательный вид поверхности готового формованного изделия имеет большое значение, то это становится проблемой. В целом трудно добиться однородности прочности и вида поверхности в изделиях, отформованных из целлюлозной массы, особенно в таких тонких изделиях.
Теперь стало возможным изготавливать легкую оболочку большого объема из формованной целлюлозной массы с повышенной прочностью и гладкостью с использованием полуформ и устройства, описанных и заявленных в нашей одновременно находящейся на рассмотрении заявке на патент №1550864-1, озаглавленной «Формовочное устройство для целлюлозной массы и формы для использования в нем», и с легким трехмерным (3D) изделием, описанным в нашей одновременно находящейся на рассмотрении заявке на патент №1550866-6, озаглавленной «Легкий формованный продукт большого размера и способ его изготовления».
Получение гроба, который является легким, очень прочным, с гладкой и ровной наружной поверхностью и, прежде всего, легким и недорогим в производстве, до сих пор оказывалось очень сложным.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Весь этот комплекс проблем, перечисленных выше, находит свое решение в вариантах выполнения настоящего изобретения, определенных в прилагаемых пунктах формулы изобретения.
В соответствии с вариантами выполнения предложен легкий формованный гроб большого размера, содержащий наружную оболочку из формованной целлюлозной массы, материал основы, используемый в качестве упрочняющего разделительного материала, который соответствует по форме внутренней поверхности оболочки и прикреплен к ней, и внутреннюю оболочку из формованной целлюлозной массы или гибкого бумажного материала, прикрепленную к разделительному материалу основы.
В вариантах выполнения разделительный материал может представлять собой бумажный лист с сотовым заполнителем с гексагональными ячейками.
В вариантах выполнения разделительный материал основы может быть выполнен из разделительной конструкции из формованной целлюлозной массы.
В вариантах выполнения упрочняющий разделительный материал может быть выполнен из материала Re-board®.
В вариантах выполнения разделительный материал Re-board®© может содержать только один внутренний покрывающий лист.
В вариантах выполнения упрочняющий разделительный материал может иметь полые ячейки, разделенные стенками, по существу перпендикулярными оболочке.
В вариантах выполнения наружная оболочка может быть отформована из целлюлозной массы с повышающей огнестойкость добавкой.
В вариантах выполнения покрытие гроба может также содержать наружную оболочку из формованной целлюлозной массы и упрочняющий разделительный материал.
В другом аспекте способ изготовления формованного гроба включает
а. сжатие суспензии из целлюлозной массы между первой охватываемой полуформой, покрытой эластомерным материалом напылением или отливкой, и второй охватывающей полуформой, и высушивание материала при повышенной температуре под давлением, с образованием формованной целлюлозной оболочки.
б. получение разделительной конструкции основы и приклеивание упрочняющей разделительной конструкции к внутренней части формованной целлюлозной оболочки.
в. получение внутренней оболочки, изготовленной из прессованной целлюлозной массы или другого гибкого бумажного материала и приклеивание ее к разделительной конструкции основы.
В вариантах выполнения способы могут включать примешивание отмеренного количества повышающей огнестойкость добавки к суспензии из целлюлозной массы и/или распыление повышающей огнестойкость добавки на поверхность оболочек.
В вариантах выполнения способы могут включать примешивание отмеренного количества добавки для повышения прочности в сухом и влажном состоянии к суспензии из целлюлозной массы.
В вариантах выполнения способы могут включать примешивание отмеренного количества гидрофобизирующей добавки к суспензии из целлюлозной массы.
В вариантах выполнения способы могут включать поверхностную обработку наружного слоя материала гроба распылением или нанесением гидрофобизирующего покрытия.
В вариантах выполнения способы могут включать распыление адгезивного средства на внутреннюю сторону оболочки для приклеивания разделительного материала к оболочке.
В другом аспекте предложен легкий гроб большого размера, содержащий криволинейную наружную оболочку из формованной целлюлозной массы и гибкий материал основы, используемый в качестве упрочняющего гибкого разделителя, соответствующего по форме и прикрепленный к внутренней части указанной оболочки, и внутреннюю оболочку из формованной целлюлозной массы или гибкого бумажного материала, прикрепленную к разделительному материалу основы.
В вариантах выполнения упрочняющий гибкий разделитель может представлять собой бумажный лист с сотовым заполнителем с гексагональными ячейками.
В вариантах выполнения упрочняющий гибкий разделитель может представлять собой конструкцию с гофрированным заполнителем.
В вариантах выполнения упрочняющий гибкий разделитель может быть выполнен из разделительной конструкции из формованной целлюлозной массы.
В вариантах выполнения упрочняющий гибкий разделитель может быть изготовлен из гофрированного картона Re-board®.
В вариантах выполнения разделитель Re-board® может иметь только один внутренний покрывающий лист.
В вариантах выполнения упрочняющий гибкий разделитель может содержать полые ячейки, разделенные стенками, по существу перпендикулярными оболочке.
В вариантах выполнения наружная оболочка может быть отформована из целлюлозной массы с повышающей огнестойкость добавкой.
В вариантах выполнения покрытие гроба может также содержать наружную оболочку из формованной целлюлозной массы и упрочняющий разделительный материал.
В другом аспекте предложен способ изготовления гроба, включающий
а. сжатие суспензии из целлюлозной массы между первой металлической охватываемой полуформой, покрытой эластомерным материалом напылением или отливкой, и второй охватывающей полуформой, и высушивание суспензии из целлюлозной массы при повышенной температуре под давлением для образования криволинейной формованной оболочки из целлюлозной массы,
б. получение гибкой разделительной конструкции и ее приклеивание в качестве упрочняющего гибкого разделителя к внутренней части криволинейной формованной целлюлозной оболочки,
в. получение внутренней оболочки из формованной целлюлозной массы или другого гибкого бумажного материала и приклеивание его к упрочняющему гибкому разделителю.
В вариантах выполнения способы могут включать примешивание отмеренного количества повышающей огнестойкость добавки к суспензии из целлюлозной массы и/или распыление повышающей огнестойкость добавки на поверхность оболочек.
В вариантах выполнения способы могут включать примешивание отмеренного количества добавки для повышения прочности в сухом и влажном состоянии к суспензии из целлюлозной массы.
В вариантах выполнения способы могут включать примешивание отмеренного количества гидрофобизирующей добавки к суспензии из целлюлозной массы.
В вариантах выполнения способы могут включать обработку наружного слоя материала гроба распылением или нанесением гидрофобизирующего покрытия.
В вариантах выполнения способы могут включать распыление адгезивного средства на внутреннюю сторону оболочки для приклеивания гибкого упрочняющего разделителя к оболочке.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты выполнения в настоящем документе будут теперь описаны более подробно со ссылкой на прилагаемые чертежи, на которых:
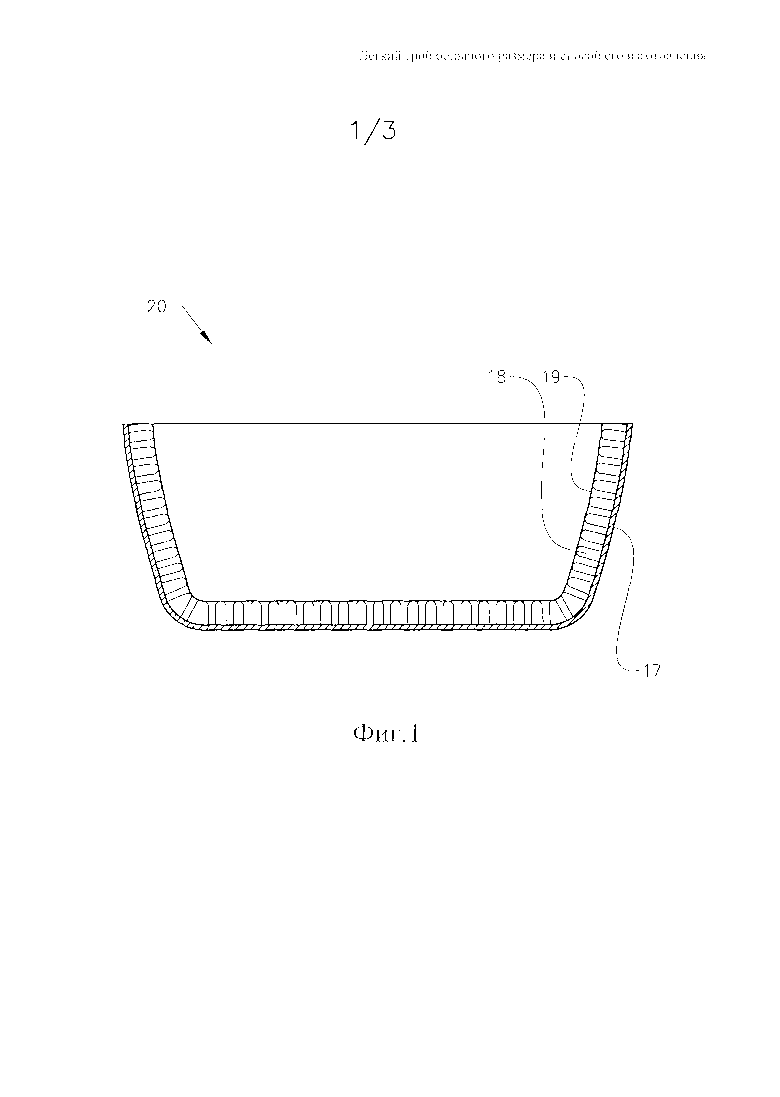
Фиг. 1 изображает вид в разрезе нижней части гроба, в соответствии с вариантами выполнения настоящего изобретения.
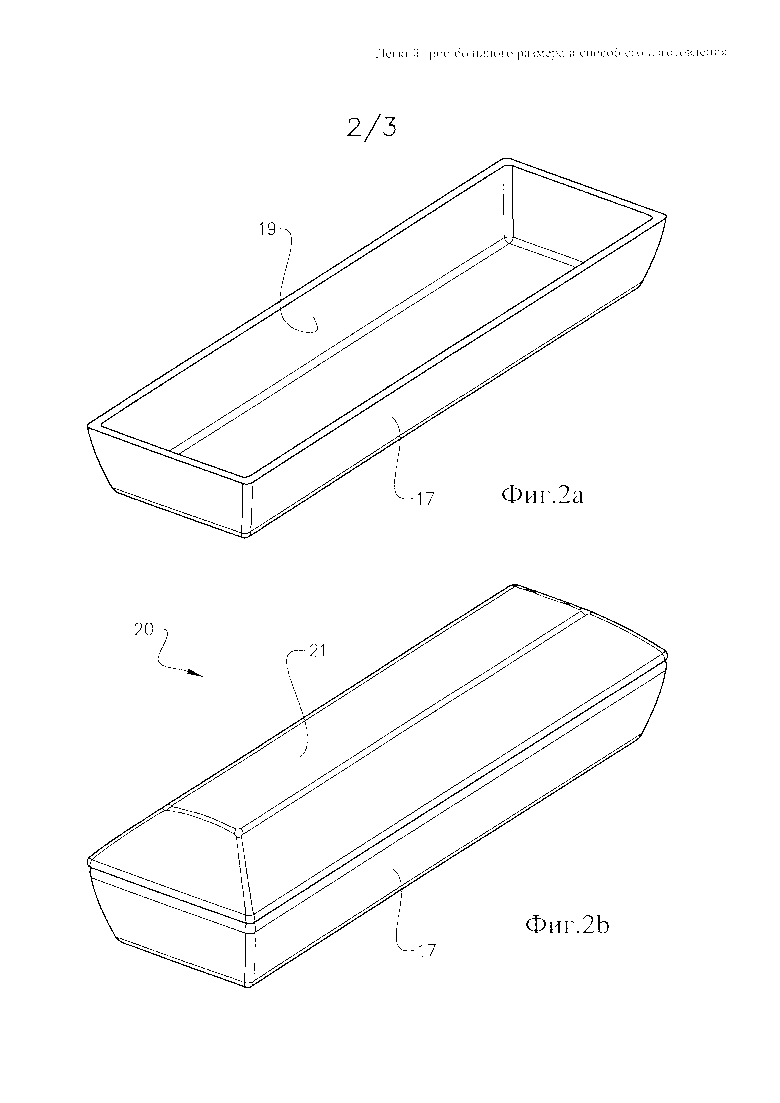
Фиг. 2а изображает вид в аксонометрии нижней части гроба, показанного на Фиг. 1, а Фиг. 2b изображает вид в аксонометрии гроба с крышкой.
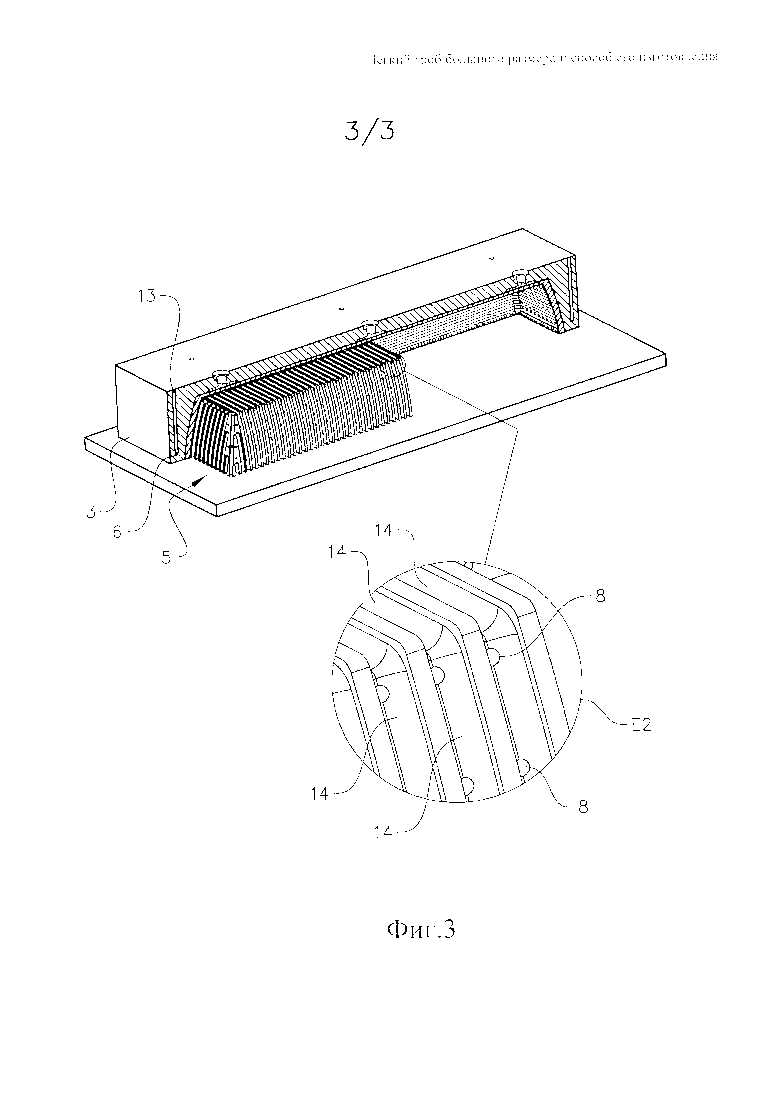
Фиг. 3 схематически изображает пару полуформ, используемых в способе, который может быть использован для изготовления оболочек для гроба, в соответствии с вариантами выполнения настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Нижняя емкость легкого отформованного гроба больших размеров, в соответствии с вариантами выполнения настоящего изобретения, показана в разрезе на Фиг. 1 и в аксонометрии на Фиг. 2(а). Весь гроб с крышкой целиком, выполненный аналогичным образом из формованной целлюлозной массы, показан на Фиг. 2b.
Легкое изделие, используемое в качестве гроба, выполнено в виде сэндвич-конструкции с тремя различными частями, содержащими:
i) наружную оболочку 17, выполненную из формованной целлюлозной массы трехмерной (3D) формы. Она представляет собой поверхность изделия, которая будет иметь гладкую и ровную поверхность и обеспечивать возможность получения сложных трехмерных (3D) конструкций, получаемых, например, с использованием нового способа изготовления формованных изделий из целлюлозной массы больших размеров, описанного в нашей одновременно находящейся на рассмотрении заявке на патент №1550864-1, озаглавленной «Формовочное устройство для целлюлозной массы и формы для использования в нем»,
ii) основу 18, состоящую из гибкой разделительной конструкции, которая может, но не ограничиваясь этим, иметь панель Re-Board™, бумажную конструкцию с сотовым заполнителем, формованную конструкцию (как описано, например, в международной патентной публикации №2010138066 А1), или гофрированную конструкцию, которая выполнена из гофрированного картона,
iii) внутреннюю оболочку 19, изготовленную из формованной целлюлозной массы или гибкого бумажного материала, такого как облицовочный картон или картон.
Путем использования конструкции сэндвича в изделии, как описано выше, могут быть изготовлены гробы сложной трехмерной (3D) формы, одновременно получая высокопрочное изделие.
В одном из вариантов выполнения в настоящем документе наружная оболочка 17 гроба выполнена из формованной целлюлозной массы и покрыта в показанном варианте выполнения панелью Re-Board® только с одним листом облицовочного картона на ее открытой внутренней поверхности 19. Таким образом, панель Re-Board® составляет как указанную (ii) выше конструкцию основы, так и указанную (iii) выше внутреннюю оболочку. Поскольку один слой облицовочного картона удален из обычного материала Re-Board, панель Re-Board® 18 может быть согнута без разламывания, чтобы соответствовать по форме внутренней части формованной оболочки 17 из целлюлозной массы, прежде чем она будет приклеена к оболочке, которая затем заменяет отсутствующий слой облицовочного картона упрочняющей разделительной конструкции Re-Board®.
Разумеется, для покрытия формованной целлюлозной оболочки также можно использовать другие материалы основы, используемые в качестве разделительных материалов, которые могут соответствовать по форме внутренней кривизне отформованной оболочки из целлюлозной массы. Сотовая конструкция, имеющая стенки, проходящие перпендикулярно поверхности оболочки, также является одним возможным разделительным материалом, также как и гофрированный материал основы, используемый в гофрированном картоне, или разделительный материал, отформованный из целлюлозной массы, как описано выше, после чего она покрывается другой внутренней оболочкой из формованной целлюлозной массы или бумажного материала, чтобы создать прочное легкое изделие.
Для гробов применяется ряд специальных функциональных характеристик, в частности, если они предназначены для кремации. Характеристики типичного гроба:
i) механическая прочность, достаточная для перевозки тела весом 120 кг.
ii) размерная устойчивость и прочность во влажном состоянии, что позволяет хранить его в морозильной камере.
iii) водоотталкивающие свойства для выдерживания дождливой погоды.
iv) при использовании в кремации, выдерживание жара в печи для кремации (около 900°С) в течение не менее 15 секунд, не загораясь.
Ожидается, что картонный / Re-Board гроб будет исключительно быстро сгорать. Для обеспечения безопасности рабочих крематория и для оптимальной кремации тела, в соответствии с одним вариантом выполнения настоящего изобретения, отмеренное количество повышающей огнестойкость добавки добавляют в суспензию для изготовления формованной целлюлозной оболочки и/или распыляют на поверхность отформованной оболочки(ек) и разделительного материала основы. Для того, чтобы сделать отформованные оболочки жесткими, к суспензии добавляют добавки для придания прочности в сухом состоянии, а для того, чтобы иметь достаточную прочность во влажном состоянии, позволяя хранить гроб в морозильной камере, в целлюлозную массу добавляют достаточное количество добавки для придания прочности во влажном состоянии. Для достижения достаточных водоотталкивающих свойств на наружной оболочке, к суспензии из целлюлозной массы добавляют гидрофобную добавку. Гидрофобизация может быть еще более увеличена путем нанесения гидрофобизирующего поверхностного покрытия с помощью распылителя или машины для нанесения покрытий. На внутренней поверхности(-ях) оболочки(ек) могут быть распылены адгезивные средства, которые обеспечивают разделительному материалу основы возможность прикрепления к оболочке (оболочкам), чтобы надежно к ней (ним) приклеиться.
Отформованное трехмерное (3D) изделие 17 имеет ровную и гладкую поверхность и хорошие механические свойства. Плотность формованных изделий должна составлять не менее 100 кг/м3, чтобы получить надлежащую жесткость, но может быть еще выше, в зависимости от давления, используемого во время процесса формования.
Формованное изделие может быть изготовлено из целлюлозной массы с различными волокнами, такими как цельные древесные волокна (например, химико-термомеханическая древесная масса, техническая целлюлоза или древесная механическая масса), переработанные древесные волокна, текстильные волокна, изготовленные из вискозы, хлопка, или другие целлюлозные волокна, но могут также быть изготовлены из целлюлозной массы, содержащей волокна, смешанные с термопластичными волокнами, такими как полимолочная кислота (как описано, например, в Европейском патенте №2171154 А1, чтобы создать композитные материалы. На Фиг. 2а изображена нижняя часть 17 емкости, в соответствии с вариантами выполнения настоящего изобретения, имеющая внутреннюю разделительную конструкцию и внутреннюю оболочку 19. На Фиг. 2b изображен закрытый гроб целиком, в соответствии с вариантами выполнения настоящего изобретения, с крышкой 21, расположенной на нижней части гроба 20.
Фиг. 3 показывает вид в продольном разрезе пары полуформ 3, 5, используемых для изготовления оболочек 17 для упрочненных гробов, выполненных в соответствии с вариантами выполнения изобретения. Охватываемая полуформа 5 изготовлена из полого алюминия и покрыта эластомером 6 толщиной приблизительно 30 мм. Этот эластомер предпочтительно распыляют на алюминиевую полуформу. Также возможно отлить эластомер на алюминиевую полуформу. Типичный эластомер должен быть гидрофобным, но не подвергаться гидролизу. Предпочтительная твердость, особенно для распыленного эластомера, составляет 70 единиц по Шору по шкале А, чтобы обеспечить оптимальные эластичные свойства. Сквозные отверстия диаметром 5 мм, расположенные на расстоянии 15 мм друг от друга, покрывают слой эластомера и соединяются со сквозными отверстиями 8 в алюминиевом корпусе охватываемой полуформы 5. Внутри охватываемой полуформы генерируется вакуум 0,5-0,9 бар. Сверху эластомерного слоя предусмотрена проволочная сетка. В этом случае это сетка 100 меш (то есть 100 нитей на дюйм) и имеет толщину приблизительно 1 мм. Проволочная сетка также может быть уложена в несколько слоев, что в дальнейшем будет способствовать равномерному распределению сил всасывания. Охватывающую полуформу 3 изготавливают из алюминия, и она имеет в этом примере вес 700 кг. Ее нагревают до 200 градусов С, например, с помощью нагревательных стержней, встроенных в материал охватывающей полуформы 3. Это самый энергоэффективный способ нагрева охватывающей полуформы. Ее внутренняя поверхность создает наружную поверхность изделия. Две полуформы или части полуформ, такие как вставка, могут быть выполнены из пористого алюминия для увеличения прочности спеченного материала и для увеличения теплопроводности.
В охватываемой полуформе 5, после ее погружения в ванну 6 с суспензией, обезвоживают суспензию посредством вакуума до приблизительно 20% сухости (80% воды), а затем охватываемую полуформу 5 вжимают в охватывающую полуформу 3 до получения зазора приблизительно 1 мм между двумя полуформами. Этот зазор может варьироваться в зависимости от конкретного изделия между приблизительно 0,8 и приблизительно 1,2 мм без вредных эффектов. Затем изделие высушивают под давлением при повышенной температуре (>1000 градусов, предпочтительно 150 градусов). Из-за поглощения холода из охватываемой полуформы 3 (температура приблизительно 25°С) температура горячей алюминиевой охватывающей полуформы 5 (первоначально приблизительно 200°С), в свою очередь, во время процесса сжатия падает приблизительно на 13 градусов С. Это изменение температуры приводит к тому, что охватывающая полуформа усаживается по длине приблизительно на 7-8 мм с соответствующей усадкой по ширине (2,5 мм) и высоте (1,5 мм). Это компенсируется слоем эластомера 6. Температуры как в охватывающей, так и в охватываемой полуформах во время процесса сжатия будут колебаться вверх и вниз, неоднократно изменяя, тем самым, размеры форм. При обычных способах формования целлюлозной массы эти изменения размеров могут вызывать напряжения и неравномерности в готовом изделии, возможно даже трещины. В этом конкретном иллюстративном изделии без эластомерного слоя температура охватывающей полуформы должна быть довольно точной, то есть в этом примере между приблизительно 195°С и 204°С. В промышленном процессе такого типа эту точность трудно достичь и поддерживать. С этими проблемами сталкивались даже при производстве относительно небольших изделий из целлюлозной массы, что, во избежание этих проблем, требовало точной регулировки температуры. Большинство формованных изделий из целлюлозной массы, такие как упаковки для яиц, имеют толщину несколько миллиметров и, следовательно, являются более пористыми, при этом не имеет значения, имеют ли такие изделия шероховатую поверхность. Изделие с шероховатой поверхностью не может использоваться во многих приложениях. Для изделия большого размера проблемы размерного теплового расширения / сжатия будут значительно увеличены. Эти проблемы до сих пор не позволяли производство формованных изделий из целлюлозной массы больших размеров с приемлемым процентом брака и с гладкой поверхностью.
Варианты выполнения в настоящем документе разработаны для изготовления оболочек для контейнеров больших размеров с очень небольшим процентом брака и отсутствием необходимости в точном контроле и постоянной корректировке температур двух полуформ. Поскольку для компенсации значительной части изменения размеров охватываемой и охватывающей полуформ используется эластомер, то их можно сделать намного легче и тоньше, чем в случае без эластомера, т.к. не требуется большой массы для предотвращения изменений температуры. Например, в этом примере охватывающая полуформа весит приблизительно 750 кг. Если требуется поддерживать более постоянную температуру, то она могла бы иметь массу в несколько тонн, требуя больше энергии для нагрева такой большой массы и поддержания тепла.
Гроб имеет в целом криволинейные стороны, то, что дорого изготавливать из фанеры или с помощью деревянных досок. В соответствии с вариантами выполнения настоящего изобретения, можно получить оболочки с толщиной приблизительно 1-2 мм, что обеспечивает максимальную жесткость. Толщина больше или меньше этой толщины (1-2 мм) обеспечивает меньшую жесткость.
Эти проблемы решаются путем покрытия поверхности охватываемой полуформы эластомерным материалом, на который затем наносят проволочную сетку или сетки. Этот эластомерный материал постоянно компенсирует изменяющиеся размеры двух полуформ во время процесса сжатия / нагрева.
Также предпочтительно формовать оболочку, чтобы установить неподвижную полуформу (в данном случае охватывающую полуформу) слегка подвижной в горизонтальном направлении (+/- 25 мм), чтобы гарантировать, что любое расширение от нагрева не будет препятствовать правильному горизонтальному совмещению между охватываемой и охватывающей полуформами во время операции сжатия.
Как можно видеть на Фиг. 3, охватываемая полуформа 5 имеет желоба 14 и большие отверстия 8, расположенные под слоем 6 эластомера, предотвращающие любое уменьшение вакуума, которое удерживает суспензию из целлюлозной массы и обезвоживает ее на поверхности проволочной сетки.
Другие варианты выполнения настоящего изобретения дополнительно описывают способ изготовления формованного легкого гроба, описанного выше. Этапы изготовления гроба включают:
i) получение формованного изделия трехмерной (3D) формы в соответствии с конструкцией конкретного гроба с помощью описанного выше устройства, с добавлением или без добавления функциональных добавок, причем указанное изделие используют в качестве наружной оболочки 17 гроба;
ii) получение разделительного материала 18, используемого в качестве основы 18 в материале гроба, и приклеивание указанного разделительного материала основы к наружной формованной оболочке трехмерной (3D) формы;
iii) получение внутренней оболочки 19, выполненной из формованного материала трехмерной (3D) формы или гибкого бумажного материала, который прикрепляют к разделительному материалу 18.
| название | год | авторы | номер документа |
|---|---|---|---|
| Легкий формованный продукт большого размера и способ его изготовления | 2016 |
|
RU2710175C2 |
| Устройство для формования целлюлозной массы и формы, используемые в этом устройстве | 2016 |
|
RU2712662C2 |
| ЦЕЛЛЮЛОЗНЫЙ ПРОДУКТ | 2007 |
|
RU2422573C2 |
| ЦЕЛЛЮЛОЗНЫЕ НАНОФИЛАМЕНТЫ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2570470C2 |
| СТРОИТЕЛЬНАЯ ПАНЕЛЬ, ОБЛАДАЮЩАЯ УЛУЧШЕННОЙ ПРОЧНОСТЬЮ КРЕПЛЕНИЯ | 2015 |
|
RU2698749C2 |
| СПОСОБ УВЕЛИЧЕНИЯ ПРЕИМУЩЕСТВ УПРОЧНЯЮЩИХ СРЕДСТВ ПРИ ИЗГОТОВЛЕНИИ БУМАГИ И КАРТОНА | 2012 |
|
RU2614272C2 |
| ГРУЗОВОЙ ПОДДОН И НАСТИЛ ГРУЗОВОГО ПОДДОНА | 2014 |
|
RU2553022C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТА И СВЯЗАННЫЙ КРАХМАЛОМ ЛИСТ (ВАРИАНТЫ) | 1997 |
|
RU2172749C2 |
| Композиция для создания защитного слоя на поверхности бумаги | 2021 |
|
RU2805748C2 |
| СПОСОБ ПОЛУЧЕНИЯ БУМАЖНОГО ПРОДУКТА | 2007 |
|
RU2428535C2 |
Легкий формованный гроб большого размера содержит большую наружную оболочку (17) из формованной целлюлозной массы, покрытую упрочняющим разделительным материалом (18), таким как однослойная панель Re-Board™, сотовую конструкцию или формованный разделительный материал, соответствующий по форме указанной оболочке и прикрепленный к ней, и внутреннюю оболочку (19), выполненную из формованной целлюлозной массы или бумажного материала. Способ изготовления такого легкого гроба включает сжатие суспензии из целлюлозной массы между первой охватываемой полуформой (5), покрытой эластомерным материалом (6), и второй охватывающей полуформой (3) для формирования формованной оболочки (17) из целлюлозной массы, и приклеивание упрочняющего разделительного материала (18) к внутренней поверхности наружной формованной оболочки (17) из целлюлозной массы и к внутренней оболочке. 2 н. и 13 з.п. ф-лы, 4 ил.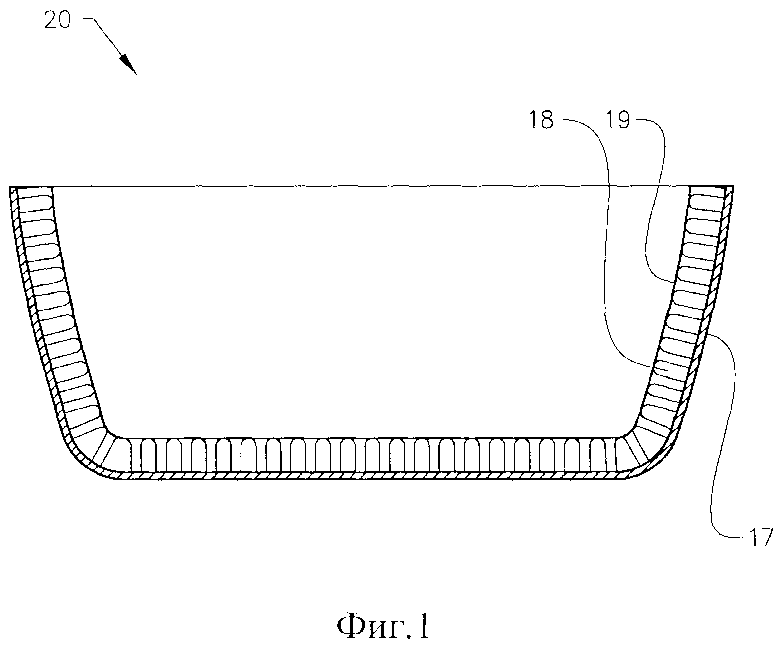
1. Легкий гроб большого размера, содержащий криволинейную наружную оболочку (17) из формованной целлюлозной массы, гибкий материал основы, используемый в качестве упрочняющего гибкого разделителя (18), соответствующего по форме внутренней поверхности указанной оболочки и прикрепленного к ней, и внутреннюю оболочку (19) из формованной целлюлозной массы или гибкого бумажного материала, прикрепленного к указанному разделительному материалу основы.
2. Гроб по п. 1, отличающийся тем, что упрочняющий гибкий разделитель представляет собой бумажный лист с сотовым заполнителем из гексагональных ячеек.
3. Гроб по п. 1, отличающийся тем, что упрочняющий гибкий разделитель представляет собой конструкцию с гофрированным заполнителем.
4. Гроб по п. 1, отличающийся тем, что упрочняющий гибкий разделитель выполнен из разделительной конструкции из формованной целлюлозной массы.
5. Гроб по п. 1, отличающийся тем, что упрочняющий гибкий разделитель (18) выполнен из гофрированного картона Rе-board®.
6. Гроб по п. 5, отличающийся тем, что разделитель Rе-board® имеет только один внутренний покрывающий лист (19).
7. Гроб по п. 1, отличающийся тем, что упрочняющий гибкий разделитель имеет полые ячейки, разделенные стенками, по существу перпендикулярными указанной оболочке.
8. Гроб по п. 1, отличающийся тем, что наружная оболочка отформована из целлюлозной массы с повышающей огнестойкость добавкой.
9. Гроб по п. 1, отличающийся тем, что крышка (12) гроба также содержит наружную оболочку из формованной целлюлозной массы и упрочняющий разделительный материал.
10. Способ изготовления гроба, включающий:
а) сжатие суспензии из целлюлозной массы между первой металлической охватываемой металлической полуформой (5), покрытой эластомерным материалом (6) напылением или отливкой, и второй охватывающей металлической полуформой (3) и высушивание суспензии из целлюлозной массы при повышенной температуре под давлением для образования указанной криволинейной формованной целлюлозной оболочки (17),
б) получение гибкой разделительной конструкции и ее приклеивание в качестве указанного упрочняющего гибкого разделителя (18) к внутренней поверхности криволинейной целлюлозной оболочки (17),
в) получение внутренней оболочки из формованной целлюлозной массы или другого гибкого бумажного материала и приклеивание его к указанному упрочняющему гибкому разделителю.
11. Способ по п. 10, отличающийся тем, что примешивают отмеренное количество повышающей огнестойкость добавки к суспензии из целлюлозной массы и/или распыляют повышающую огнестойкость добавку на поверхность оболочек.
12. Способ по п. 10 или 11, отличающийся тем, что примешивают отмеренное количество добавки для повышения прочности в сухом и влажном состоянии к суспензии из целлюлозной массы.
13. Способ по п. 10 или 11, отличающийся тем, что примешивают отмеренное количество гидрофобизирующей добавки к суспензии из целлюлозной массы.
14. Способ по одному из пп. 10-13, отличающийся тем, что обрабатывают наружный слой материала гроба распылением или нанесением гидрофобизирующего покрытия.
15. Способ по одному из пп. 10-14, отличающийся тем, что распыляют адгезивное средство на внутреннюю сторону оболочки для приклеивания гибкого упрочняющего разделителя к оболочке.
| JPH 09117480 A, 06.05.1997 | |||
| GB 189410669 A, 07.07.1894 | |||
| ШАРИКОВЫЙ БЕССЕПАРАТОРНЫЙ ПОДШИПНИК КАЧЕНИЯ | 2014 |
|
RU2563311C1 |

