ОБЛАСТЬ ТЕХНИКИ
Варианты выполнения, описанные в настоящем документе, в целом относятся к формованию крупных изделий из целлюлозной массы, применяемым для этого формам и устройству для производства крупных изделий из формованной целлюлозной массы с использованием таких форм.
Более конкретно, различные варианты выполнения заявки относятся, среди прочего, к разным покрытиям формы и, в одном неограничивающем варианте выполнения, к формованию из целлюлозной массы крупных изделий, таких как гробы.
ПРЕДПОСЫЛКИ
Формование целлюлозной массы известно в данной области техники для производства небольших упаковок, таких как картонные коробки для яиц, одноразовые тарелки для пищевых продуктов, вставки в коробки и другие защитные упаковочные материалы и т.п.
УРОВЕНЬ ТЕХНИКИ
В патенте США №6245991 описан способ изготовления лотков из целлюлозной массы, где исходным материалом является суспензия, содержащая целлюлозные волокна. Охватываемую полуформу погружают в ванну с суспензией, а затем полуформы сдавливают вместе под действием тепла и давления.
В патенте Швеции №529897 С2 описано формование лотка из целлюлозной массы, где используется обезвоживающая емкость для формирования лотка из целлюлозной массы, который затем переносится в инструмент сжатия, где лоток подвергается воздействию давления и тепла. Этот процесс включает этап переноса и не может легко использоваться для больших контейнеров.
Однако ни одно из решений предшествующего уровня техники не раскрывает или не указывает, как достичь решений, представленных в соответствии с вариантами выполнения настоящего изобретения.
ЦЕЛЬ ИЗОБРЕТЕНИЯ
Варианты выполнения настоящего изобретения предназначены для решения комплекса трудно согласованных взаимосвязанных проблем, имеющихся в известных конструкциях:
До настоящего времени очень сложно использовать существующие способы формования целлюлозной массы для производства очень крупных изделий. Частично это связано с проблемой термического расширения и сжатия двух металлических полуформ, используемых при сжатии целлюлозной массы в форме. Если размеры полуформ меняются из-за того, что они неизбежно становятся более холодными и более горячими во время процесса сжатия, прочность контейнера будет ослаблена, а поверхность будет не ровной и гладкой. Это не является проблемой, если качество поверхности и прочность готового изделия не имеют большого значения, например, для упаковочных материалов или одноразовой посуды, но где прочность и окончательный вид поверхности готового формованного изделия имеет большое значение, то это становится проблемой.
Одно такое крупное изделие, где прочность и отделка имеют первостепенное значение, представляют собой контейнеры, хотя настоящее решение этим не ограничено.
Также было бы большим преимуществом, если бы производственные этапы могли быть значительно сокращены как по количеству, так и по сложности.
В целом, трудно добиться однородности прочности и поверхности в изделиях из целлюлозной массы, особенно в таких тонких продуктах.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Весь этот комплекс проблем, перечисленных выше, находит свое решение в вариантах выполнения настоящего изобретения, определенных в прилагаемых пунктах формулы изобретения.
Различные варианты выполнения изобретения содержат пару полуформ 3, 5, пригодных для формования целлюлозной массы путем сжатия и нагрева и включающих первую полуформу 5 для нанесения суспензии из целлюлозной массы и вторую соответствующую по форме полуформу 3, причем поверхность указанной первой полуформы 5 покрыта эластомерным материалом.
В других вариантах выполнения изобретения:
В паре полуформ указанная первая полуформа 5 представляет собой перфорированную 8 полуформу, подходящую для обезвоживания целлюлозной массы всасыванием.
В паре полуформ один или несколько слоев из проволочной сетки 7 покрыт эластомерным материалом 6, обеспечивая поверхность для обезвоживания целлюлозной массы всасыванием.
В паре полуформ указанный эластомерный материал 6 выполнен с возможностью компенсации теплового сжатия и расширения указанных полуформ 3, 5 во время сжатия формованного целлюлозного контейнера.
В паре полуформ корпуса указанных полуформ 3, 5 выполнены из металла.
В паре полуформ по одному из предшествующих пунктов первая полуформа 5 представляет собой охватываемую полуформу, а вторая полуформа 3 представляет собой охватывающую полуформу, соответствующую по форме охватываемой полуформе.
В паре полуформ охватываемая полуформа 5 имеет полую внутреннюю вакуумную полость 15 и несколько каналов 8, 10, обеспечивающих эффект всасывания между вакуумной полостью 15 и поверхностью охватываемой полуформой для обезвоживания целлюлозной массы всасыванием.
В паре полуформ охватываемая полуформа под указанным эластомерным материалом 6 имеет желоба 14, выполненные в указанном корпусе охватываемой полуформы, распределяя вакуумный эффект под эластомерным материалом 6.
В паре полуформ эластомерный материал 6 имеет толщину между 10 и 50 мм.
В паре полуформ эластомерный материал 6 имеет твердость приблизительно 60-80 единиц по Шору по шкале А.
В паре полуформ указанный эластомерный материал 6 имеет твердость по бокам формы, отличающуюся от твердости в ее нижней части.
В паре полуформ полуформы 3,5 представляют собой металлические полуформы и/или корпуса полуформ 3,5 выполнены из металла.
В паре полуформ поверхность первой полуформы 5 покрыта распылением или отлита с эластомерным материалом.
В паре полуформ полуформы представляют собой металлические полуформы 3, 5, подходящие для формования целлюлозной массы путем сжатия и нагрева и включающие первую полуформу (5) для нанесения суспензии из целлюлозной массы и вторую соответствующую по форме полуформу 3, причем металлическая поверхность указанной первой полуформы 5 покрыта распылением или отлита эластомерным материалом.
В паре полуформ охватываемая полуформа под эластомерным материалом 6 имеет желоба 14, выполненные в указанном корпусе охватываемой полуформы, сообщающиеся между небольшими обезвоживающими отверстиями 10 в слое эластомера, и отверстиями 8, ведущими в вакуумную полость 15, отстоящими друг от друга в нижних частях желобов 14 для распределения вакуумного эффекта под эластомерным материалом 6.
Варианты выполнения изобретения дополнительно содержат устройство для использования вместе с парой полуформ, как определено в вариантах выполнения изобретения, содержащее раму 1, в которой первая из указанных полуформ 5 установлена в средстве для поступательного перемещения в направлении второй полуформы 3, средство для сжатия и удержания пары 3, 5 полуформ, установленных друг напротив друга, и ванну 10 с суспензией из целлюлозной массы, отличающееся тем, что средство 4 для поступательного перемещения выполнено с возможностью погружения первой полуформы в указанную ванну 16 с суспензией и перемещения первой полуформы в прижимное сжатие с второй полуформой.
Другие варианты выполнения изобретения содержат:
Устройство, в котором вторая полуформа установлена с возможностью незначительного горизонтального перемещения, чтобы обеспечить правильное совмещение во время прижимного сжатия первой полуформы 5 во второй полуформе 3.
Устройство, в котором вторая полуформа установлена с возможностью незначительного горизонтального перемещения не более 25 мм, чтобы обеспечить правильное совмещение во время прижимного сжатия указанной первой полуформы 5 во второй полуформе 3.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты выполнения в настоящем документе описаны ниже более подробно со ссылкой на прилагаемые чертежи, на которых:
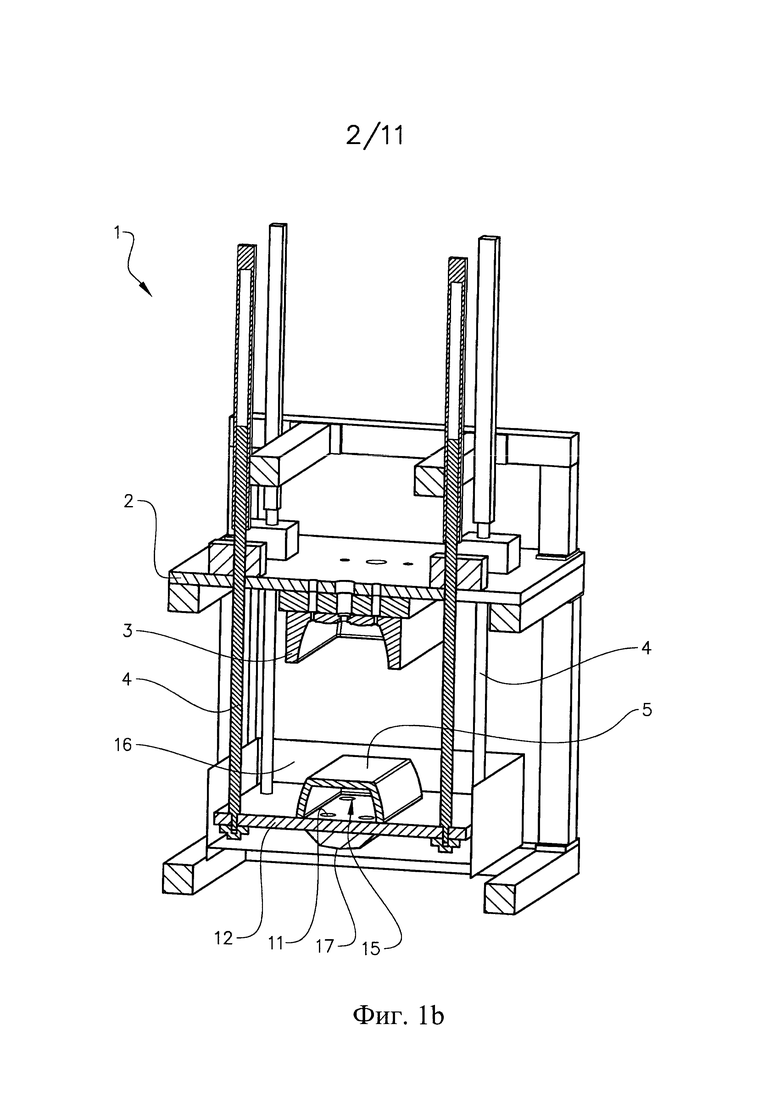
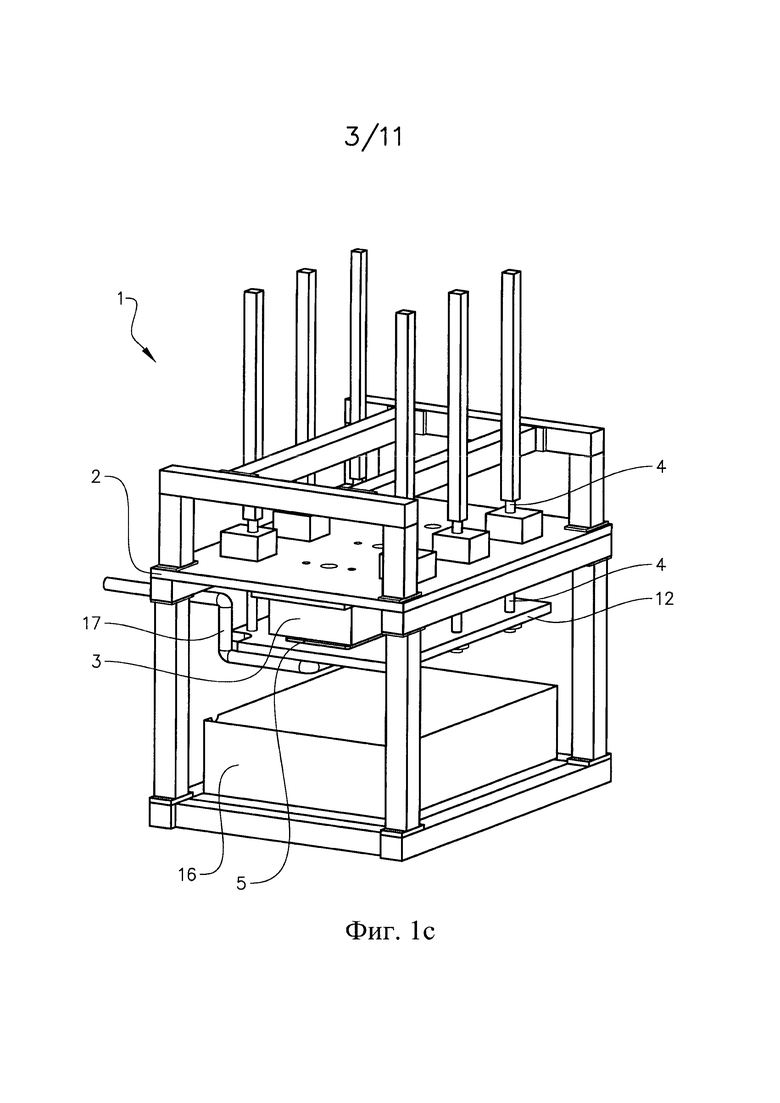
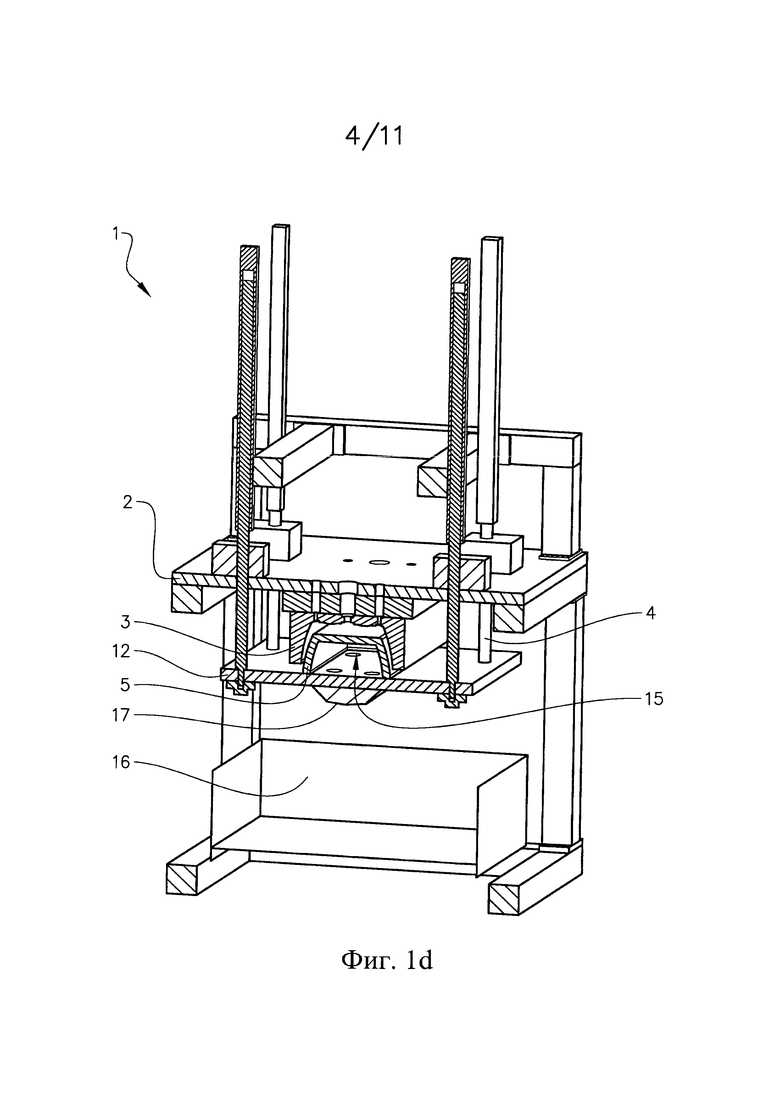
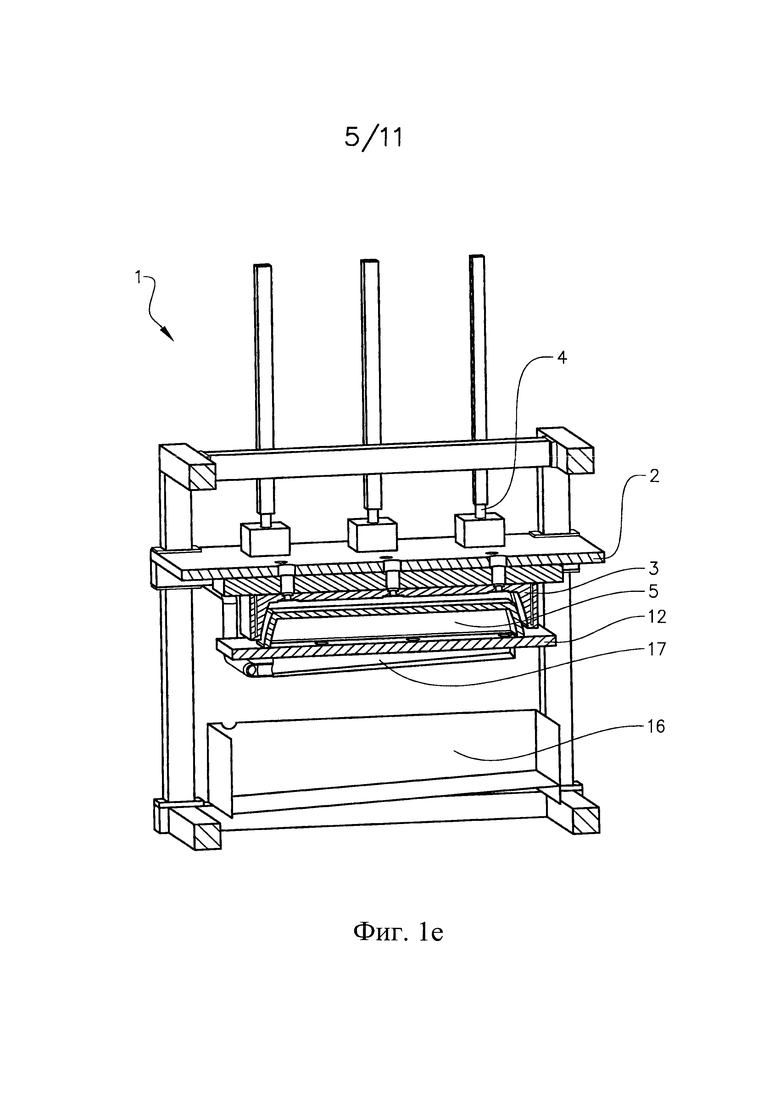
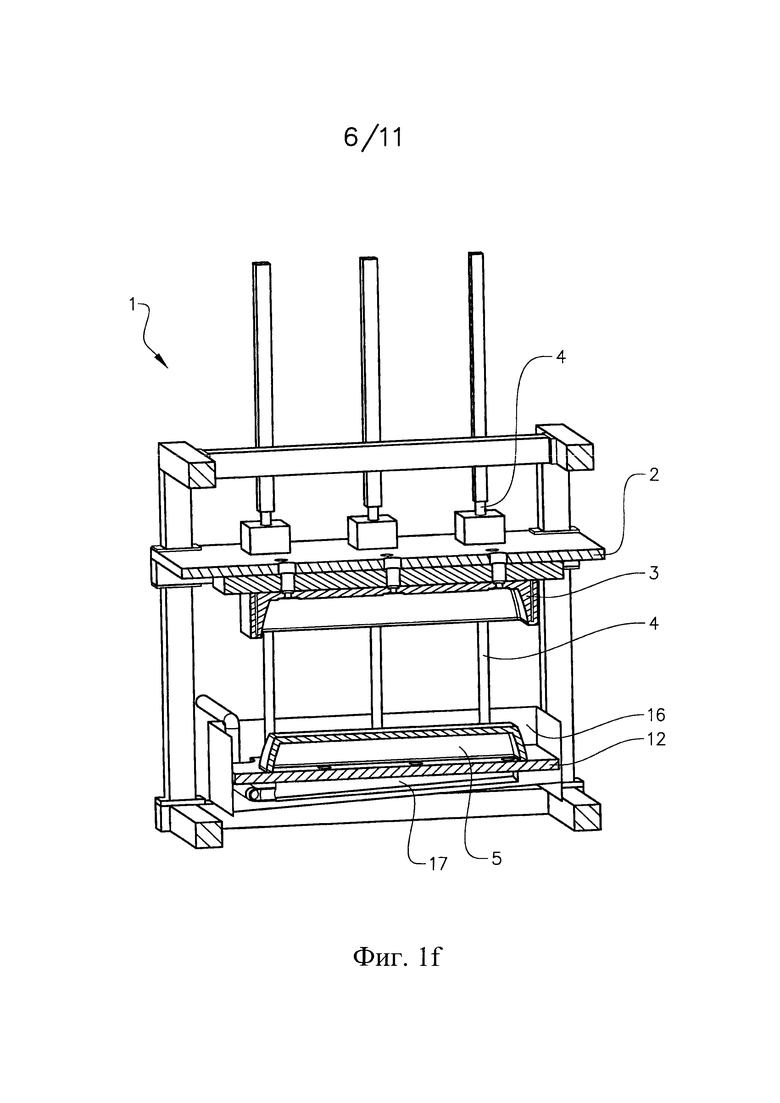
Фиг. 1(а)-1(f) изображают иллюстративную раму для использования с парой полуформ, в соответствии с вариантами выполнения изобретения, в различных положениях охватываемой полуформы и в различных сечениях, чтобы более четко показать, как взаимодействуют компоненты.
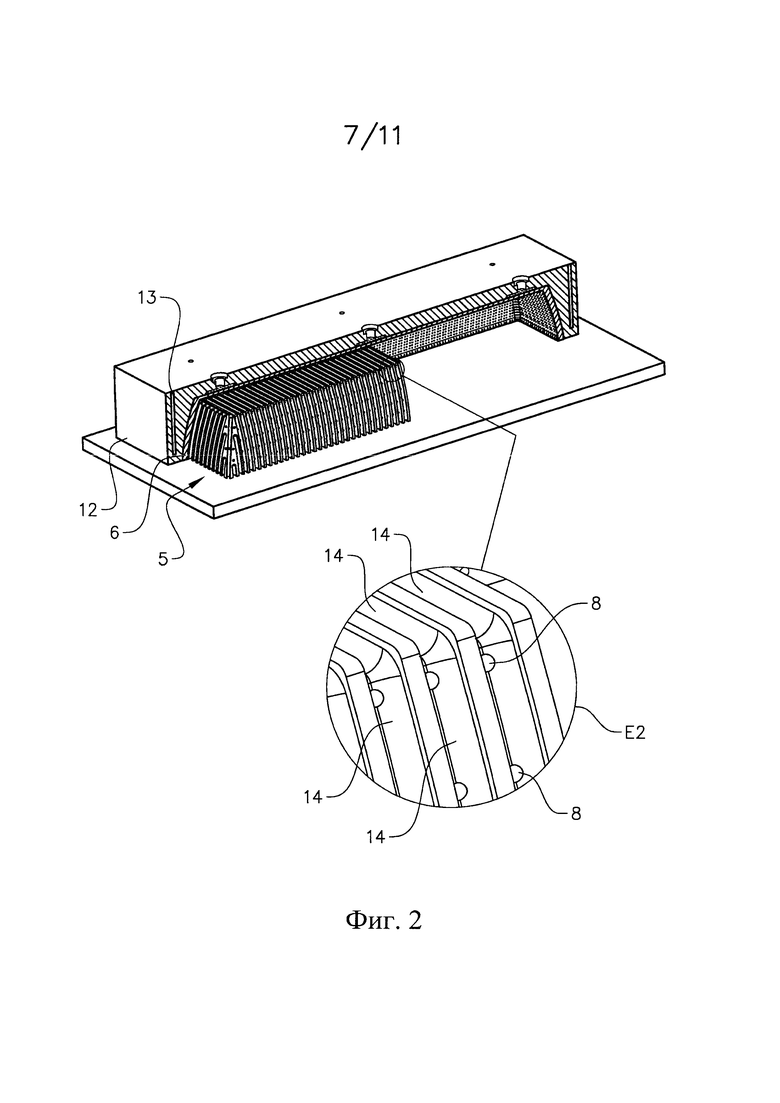
Фиг. 2 изображает вид в аксонометрии пары полуформ, взаимодействующих в иллюстративном варианте выполнения представленных здесь вариантов выполнения.
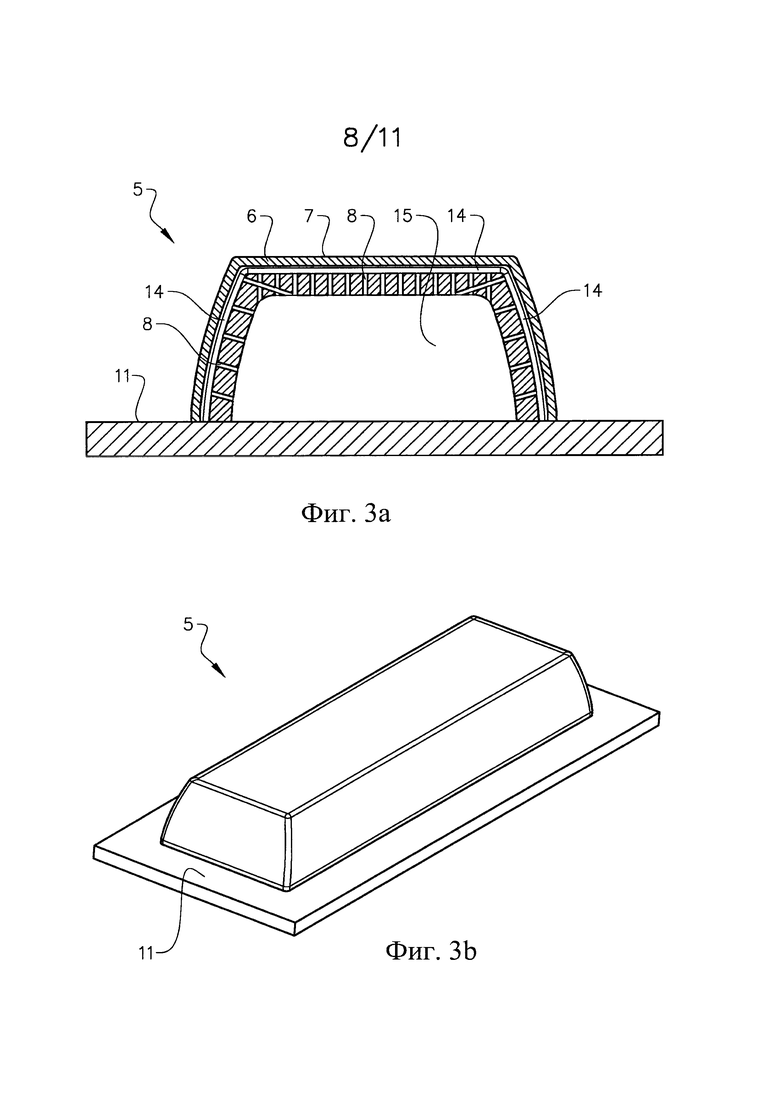
Фиг. 3(а) изображает вид в разрезе охватываемой полуформы, показанной на Фиг. 2.
Фиг. 3(b) изображает ту же самую охватываемую полуформу на виде в аксонометрии.
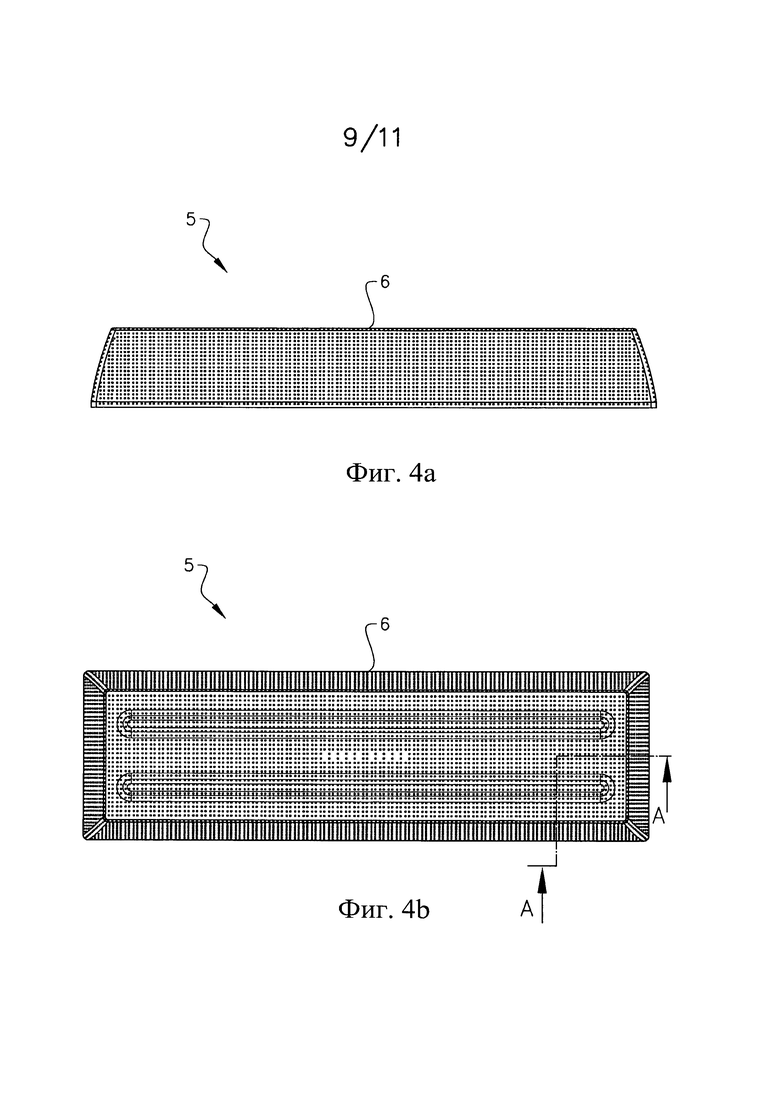
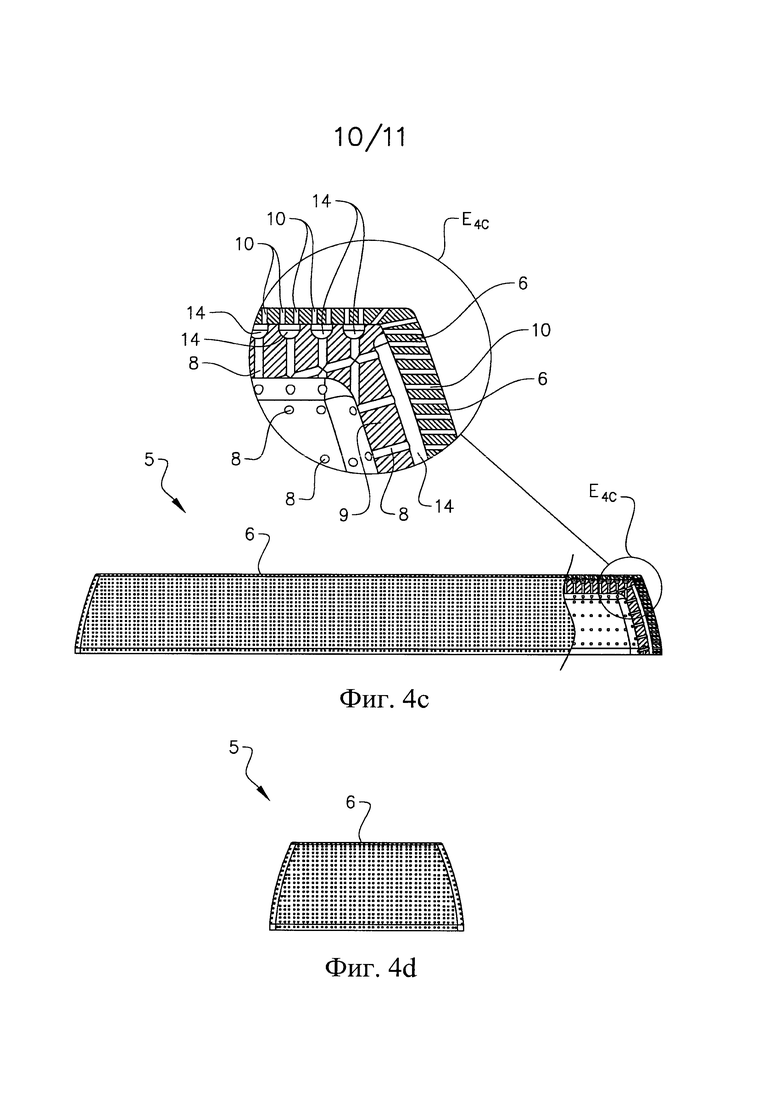
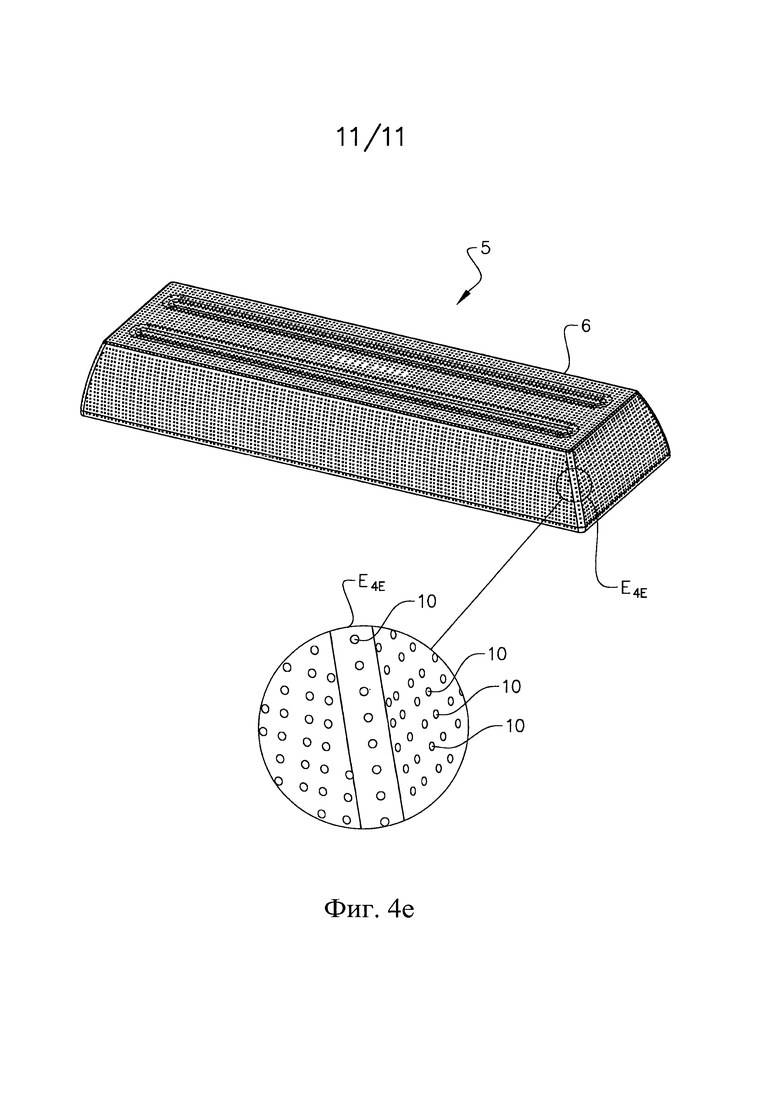
Фиг. 4(а)-(е) изображают охватываемую полуформу в различных видах без покрывающей ее проволочной сетки.
ПОДРОБНОЕ ОПИСАНИЕ
Устройство, в соответствии с вариантами выполнения настоящего изобретения, как показано в одном варианте выполнения, содержит раму 1, удерживающую неподвижную платформу 2, на которой установлена охватывающая полуформа, а под ней подвижная платформа 12, удерживающая охватываемую полуформу 5. Фиг. 1(а), 1(b) и 1(f) показывают устройство в положении отделенных полуформ, а Фиг. 1(c), 1(d) и 1(e) показывают устройство в сжатом положении формы для формирования оболочки из формованной целлюлозной массы. На всех чертежах для одних и тех же компонентов используются одинаковые номера позиции. Устройство в этом варианте выполнения показано на Фиг. 1(a) на виде в аксонометрии в положении, в котором полуформы разделены, при этом охватываемая полуформа 5 погружена в ванну 16 с суспензией. Сама жидкая суспензия на чертеже не показана. Такое же положение отделенных полуформ проиллюстрировано в вертикальном разрезе на Фиг. 1(b).
Охватываемую полуформу 5 погружают в ванну 16 с суспензией (99,5% воды и 0,5% волокон целлюлозной массы при 25-30°С), а всасывающую систему 17 соединяют с полой внутренней полостью 15 охватываемой формы, причем покрытие из суспензии из целлюлозной массы всасывается на поверхность охватываемой полуформы 5.
Шесть синхронно приводимых в действие электродвигателем гаек на шести длинных винтовых стержнях 4 перемещают охватываемую полуформу 5 из ванны 16 с суспензией во взаимодействие под давлением с охватывающей полуформой 3, которая нагревается в положении сжатия формы, проиллюстрированном на Фиг. 1(c), 1(d) и 1(e).
На Фиг. 2 показаны только две полуформы, соединенные друг с другом. В вариантах выполнения одна или обе полуформы или корпуса полуформ могут быть выполнены из металла. Охватывающая полуформа 3 из массивного алюминия показана в продольном разрезе, тогда как на чертеже показана только половина длины охватываемой полуформы 5. Эластомер 6, покрывающий всю поверхность охватываемой полуформы 5, показан в продольном разрезе только для того, чтобы выявить структуру охватываемой полуформы 5, которая покрыта желобами 14 для оптимального равномерного распределения вакуумного всасывания, когда оно обезвоживает целлюлозу. Подробное увеличение Е2 более четко показывает эти вакуумные распределительные желоба 14 и отверстия 8 в их нижних частях, ведущие к вакуумной полости 15 внутри охватываемой полуформы 5.
На Фиг. 3(а) показана охватываемая полуформа 5 в поперечном разрезе, а Фиг. 3(b) изображает ее в аксонометрии. На Фиг. 3(а) и 3(b) охватываемая полуформа 5 показана полностью, то есть покрытая эластомерным слоем 6 и проволочной сеткой 7. Поверхность указанной первой полуформы (5) может в вариантах выполнения быть покрыта распылением или отлита эластомерным материалом.
Варианты выполнения охватываемой полуформы 5 изготовлены из полого алюминия и покрыты эластомером 6 толщиной приблизительно 30 мм. В соответствии с предпочтительными вариантами выполнения, этот эластомер предпочтительно распыляют на алюминиевую полуформу. Также возможно отлить эластомер на алюминиевую полуформу. Типичный эластомер должен быть гидрофобным, но не подвергаться гидролизу. Предпочтительная твердость, особенно для распыленного эластомера, составляет 70 единиц по Шору по шкале А, чтобы обеспечить оптимальные эластичные свойства. Сквозные отверстия диаметром 5 мм, расположенные на расстоянии 15 мм друг от друга, покрывают слой эластомера и соединяются со сквозными отверстиями 8 в алюминиевом корпусе 9 охватываемой полуформы 5. Внутри охватываемой полуформы генерируется вакуум 0,5-0,9 бар. Сверху эластомерного слоя предусмотрена проволочная сетка 7. В этом случае это сетка 100 меш (то есть 100 нитей на дюйм) и имеет толщину приблизительно 1 мм. Проволочная сетка также может быть уложена в несколько слоев, что в дальнейшем будет способствовать равномерному распределению сил всасывания.
Охватывающая полуформа 3 изготовлена из алюминия, и она имеет в этом примере вес 700 кг. Ее нагревают до 200 градусов С, например, с помощью нагревательных стержней, вставленных в отверстия 13 в материале охватывающей полуформы 3. Это самый энергоэффективный способ нагрева охватывающей полуформы. Ее внутренняя поверхность За создает наружную поверхность изделия. Две полуформы 3 и 5 могут быть выполнены из пористого алюминия для увеличения прочности с использованием спеченного материала и для увеличения теплопроводности.
Фиг. 4(а)-(е) изображают охватываемую полуформу 5, соответственно, на виде сбоку, сверху, в продольном разрезе (с увеличенной детализацией), с торца и в аксонометрии (с увеличенной детализацией). На этих видах охватываемая полуформа 5 показана без покрывающей ее проволочной сетки, но с эластомерным слоем. Как видно на увеличении Е4е, вся эластомерная поверхность покрыта небольшими обезвоживающими сквозными отверстиями 10, распределенными по всей поверхности. Как можно видеть на увеличении Е4 с, каждое из этих отверстий 10 ведет к желобу 14 в алюминиевом корпусе охватываемой полуформы 5, а оттуда через отверстия 8 - во внутреннюю вакуумную полость 15 в охватываемой полуформе 5. Отверстия 8 имеют больший диаметр, чем более многочисленные отверстия 10 в эластомерном слое 6, усиливая, тем самым, вакуумный эффект, обезвоживающий целлюлозу. В вариантах выполнения охватываемая полуформа имеет желоба 14 в корпусе охватываемой полуформы под эластомерным материалом 6. Желоба 14 сообщаются с небольшими обезвоживающими отверстиями 10 в эластомерном слое и отверстиями 8, ведущими в вакуумную полость 15, отстоящими друг от друга в нижних частях желобов 14, для распределения вакуумного эффекта под эластомерным материалом 6.
Охватываемая полуформа 5, после ее погружения в ванну 16 с суспензией, обезвоживает суспензию посредством вакуума до приблизительно 20% сухости (80% воды), а затем охватываемую полуформу 5 вжимают в охватывающую полуформу 3 до получения зазора приблизительно 1 мм между двумя полуформами. Этот зазор может варьироваться в зависимости от конкретного продукта между приблизительно 0,8 и приблизительно 1,2 мм без вредных эффектов. Из-за поглощения тепла от охватывающей полуформы 3 (предварительно нагретой до приблизительно 200°С), алюминиевая охватываемая полуформа 5 (первоначальная температура приблизительно 25°С) расширяется по своей длине приблизительно на 7-8 мм с соответствующими расширениями по ширине (2,5 мм) и высоте (1,5 мм). Это компенсируется эластомерным слоем 6. Температура горячей охватываемой полуформы 3 во время процесса сжатия будет, в свою очередь, уменьшаться приблизительно на 13 градусов С.Температуры как в охватывающей, так и в охватываемой полуформе будут колебаться вверх и вниз во время процесса сжатия, неоднократно изменяя, тем самым, размеры форм. В обычных способах формования целлюлозной массы эти изменения размеров могут вызывать напряжения и неравномерность готового продукта, возможно даже трещины. В этом конкретном иллюстративном продукте без эластомерного слоя температура охватывающей полуформы должна быть довольно точной, то есть в этом примере между приблизительно 195°С и 204°С. Эту точность трудно достичь и поддерживать в промышленном процессе такого типа. С этими проблемами сталкивались даже при производстве относительно небольших изделий из целлюлозной массы, что требовало точной регулировки температуры, чтобы их избежать. Большинство формованных изделий из целлюлозной массы, таких как упаковки для яиц, имеют толщину в несколько миллиметров и, следовательно, более пористые, при этом не имеет значения, имеют ли такие изделия шероховатую поверхность. Изделие с шероховатой поверхностью не может использоваться во многих приложениях. Для изделия большого размера проблемы размерного теплового расширения / сжатия будут значительно увеличены. Эти проблемы до сих пор не позволяли производство формованных изделий из целлюлозной массы больших размеров с приемлемым процентом брака и с гладкой поверхностью
Варианты выполнения в настоящем документе разработаны для изготовления оболочек для больших контейнеров с очень небольшим процентом брака и с отсутствием необходимости в точном контроле и постоянной корректировке температур двух полуформ. Поскольку для компенсации значительной части изменения размеров охватываемой и охватывающей полуформ используется эластомер, их можно сделать намного легче и тоньше, чем в случае без эластомера, поскольку не потребуется большой массы для предотвращения изменений температуры. Например, в этом примере охватывающая полуформа весит приблизительно 750 кг. Если бы требовалось поддерживать более постоянную температуру, то она могла бы иметь массу в несколько тонн, требуя больше энергии для нагрева такой большой массы и поддержания тепла.
Контейнер имеет в целом криволинейные стороны, то, что дорого изготавливать из фанеры или из деревянных досок. В соответствии с вариантами выполнения настоящего изобретения, можно получить оболочки с толщиной приблизительно 1-2 мм, что обеспечивает максимальную жесткость. Толщина больше или меньше этой толщины (1-2 мм) обеспечивает меньшую жесткость. Также возможно совместить несколько готовых оболочек внутри друг друга для обеспечения многослойной прочности.
Эти проблемы решаются путем покрытия или нанесения на поверхность охватываемой полуформы эластомерного материала, на который затем наносят проволочную сетку или сетки. Этот эластомерный материал постоянно компенсирует изменяющиеся размеры двух полуформ во время процесса сжатия / нагрева.
В силу вариантов выполнения настоящего изобретения для этого процесса имеется большее рабочее окно. Конструкция, в соответствии с вариантами выполнения в настоящем документе, является гораздо более неприхотливой. Например, сжатие и высушивание влажной целлюлозной массы охлаждают полуформы с сопровождающими изменениями размеров.
В соответствии с одним из вариантов выполнения изобретения, эластомер распыляют на поверхность охватываемой полуформы, но также возможно выполнить более сложный процесс отливки, в результате которого эластомер отливают на охватываемую полуформу 5.
Также предпочтительно установить неподвижную полуформу (в данном случае охватывающую полуформу 3) слегка подвижной в горизонтальном направлении (+/- 25 мм), чтобы гарантировать, что любое тепловое расширение не будет препятствовать правильному горизонтальному совмещению между охватываемой 5 и охватывающей 3 полуформами во время операции сжатия. В вариантах выполнения устройства, для использования с парой полуформ, как описано в настоящем документе, вторую полуформу устанавливают с возможностью небольшого горизонтального перемещения, не более 25 мм, для достижения правильного совмещения прижимного сжатия первой полуформы 5 во вторую полуформу 3.
Также предпочтительно оборудовать устройство 1 для формования целлюлозной массы механическими домкратами для заключительной фазы этапа сжатия, имеющей меньшие приращения. Эта заключительная фаза также может быть выполнена с помощью гидравлических поршней.

Изобретение относится к паре металлических полуформ для формования целлюлозной массы путем сжатия и нагрева. Техническим результатом является повышение прочности и качества поверхности крупных изделий из целлюлозной массы. Технический результат достигается парой металлических полуформ, пригодных для формования целлюлозной массы путем сжатия и нагрева, которые содержат первую полуформу для нанесения суспензии из целлюлозной массы и вторую полуформу, соответствующую по форме первой полуформе. При этом металлическая поверхность первой полуформы покрыта эластомерным материалом путем распыления или отливки. 2 н. и 11 з.п. ф-лы, 14 ил.
1. Пара металлических полуформ (3, 5), пригодная для формования целлюлозной массы путем сжатия и нагрева, содержащая первую полуформу (5) для нанесения суспензии из целлюлозной массы и вторую полуформу (3), соответствующую по форме первой полуформе, отличающаяся тем, что металлическая поверхность первой полуформы (5) покрыта эластомерным материалом путем распыления или отливки.
2. Пара полуформ по п. 1, отличающаяся тем, что первая полуформа (5) представляет собой перфорированную (8) полуформу, подходящую для обезвоживания целлюлозной массы всасыванием.
3. Пара полуформ по п. 2, отличающаяся тем, что эластомерный материал (6) покрыт одним или несколькими слоями проволочной сетки (7), обеспечивая поверхность для обезвоживания целлюлозной массы всасыванием.
4. Пара полуформ по одному из пп. 1-3, отличающаяся тем, что корпуса указанных полуформ (3, 5) выполнены из металла.
5. Пара полуформ по одному из пп. 1-4, отличающаяся тем, что первая полуформа (5) представляет собой охватываемую полуформу, а вторая полуформа (3) представляет собой охватывающую полуформу, соответствующую по форме охватываемой полуформе.
6. Пара полуформ по п. 5, отличающаяся тем, что первая полуформа (5) имеет полую внутреннюю вакуумную полость (15) и несколько каналов (8, 10), обеспечивающих эффект всасывания между указанной вакуумной полостью (15) и поверхностью охватываемой полуформы для обезвоживания целлюлозной массы всасыванием.
7. Пара полуформ по п. 6, отличающаяся тем, что охватываемая полуформа под эластомерным материалом (6) имеет желоба (14), выполненные в корпусе охватываемой полуформы, сообщающиеся между небольшими обезвоживающими отверстиями (10) в эластомерном слое и отверстиями (8), ведущими в вакуумную полость (15), отстоящими друг от друга в нижних частях желобов (14), для распределения эффекта вакуума под эластомерным материалом (6).
8. Пара полуформ по одному из пп. 1-7, отличающаяся тем, что толщина эластомерного материала (6) составляет от 10 до 50 мм.
9. Пара полуформ по одному из пп. 1-8, отличающаяся тем, что твердость эластомерного материала (6) составляет приблизительно 60-80 единиц по Шору по шкале А.
10. Пара полуформ по одному из пп. 1-9, отличающаяся тем, что твердость эластомерного материала (6) по бокам формы отличается от его твердости в ее нижней части.
11. Устройство для использования вместе с парой полуформ по одному из пп. 1-10, содержащее раму (1), в которой первая из указанных полуформ (5) установлена в средстве для поступательного перемещения в направлении второй полуформы (3), средство для сжатия и удержания указанной пары (3, 5) полуформ, установленных друг напротив друга, и ванну (10) с суспензией из целлюлозной массы, отличающееся тем, что указанное средство (4) для поступательного перемещения выполнено с возможностью погружения первой полуформы в указанную ванну (16) с суспензией из целлюлозной массы и перемещения первой полуформы в прижимное сжатие со второй полуформой.
12. Устройство по п. 11, отличающееся тем, что вторая полуформа установлена с возможностью незначительного горизонтального перемещения не более 25 мм для обеспечения правильного совмещения при прижимном сжатии первой полуформы (5) во второй полуформе (3).
13. Пара полуформ по любому из пп. 1-10, отличающаяся тем, что указанные полуформы представляют собой металлические полуформы (3, 5), подходящие для формования целлюлозной массы путем сжатия и нагрева, и содержат первую полуформу (5) для нанесения суспензии из целлюлозной массы и вторую полуформу (3), соответствующую по форме первой полуформе, причем металлическая поверхность первой полуформы (5) покрыта эластомерным материалом путем распыления или отливки.
| Способ прививки плодовых культур черенком за кору | 1984 |
|
SU1197596A1 |
| WO 1998011194 A1, 19.03.1998 | |||
| Устройство для ввода неполярных органических примесей из растворов в масс-спектрометр | 1984 |
|
SU1274029A1 |
| US 4162935 A, 31.07.1979 | |||
| Устройство для литья многослойных изделий из бумажной массы | 1941 |
|
SU68831A1 |

