Предлагаемое устройство относится к области получения мерных заготовок из погонажных полимерных материалов путем их резки в поперечном направлении и может быть использовано для получения мерных заготовок труб, прутков, плинтусов, коробов, шнуров.
Известно устройство для резки материала на мерные заготовки, содержащее двуплечий рычаг с установленным на нем прижимным роликом, расположенный напротив последнего приводной ролик и отрезной нож, снабженный проводкой в виде закрепленных на корпусе с разных сторон прижимного ролика двух частей трубки - входной и выходной, одноплечим рычагом, кулачком привода одноплечего рычага, регулируемым копиром и механизмом прижима материала, выполненным в виде размещенного на двуплечем рычаге противоположно прижимному ролику подпружиненного штока, приводной ролик выполнен в виде диска, отрезной нож установлен на конце одноплечего рычага у выхода второй части проводки, регулируемый копир и кулачок привода одноплечего рычага установлены на противоположных торцовых поверхностях диска с возможностью взаимодействия регулируемого копира с двуплечим рычагом, а кулачка - с одноплечим рычагом, при этом в первой части проводки выполнено окно для взаимодействия штока механизма прижима с материалом, на кронштейне второй части проводки размещена поддерживающая опора конца заготовки в момент резки материала, а одноплечий и двуплечий рычаги подпружинены (RU 2008202, МПК B26D 3/16, опубл. 28.02.1994 г. ).
К недостаткам устройства относятся невозможность получения мерных заготовок большой длины из-за ограничений, накладываемых длиной окружности приводного диска, а также невысокая производительность из-за ограничений, накладываемых временем срабатывания пружин и их невысокая долговечность при многоцикловом высокоскоростном нагружении.
Известен ленточный резательный станок, который состоит из двух маховиков, один из них - приводной, второй - натяжной. На маховике надета стальная лента с окнами, перемычки между которыми являются режущей частью. На корпусе станины установлены подающие валики, верхний из которых - прижимной, снабженные канавками-выточками. Для лучшего захвата нарезаемого материала на поверхности выточек-канавок сделана насечка. Перед подающими валиками установлены передняя личина с отверстиями для направления полимерного шнура в канавки-выточки между валиками. За подающими валиками установлена задняя личина с отверстиями, оси которых сосны отверстиям в передней личине. Стальная лента с окнами перемещается по плоскости задней личины, а кромки отверстий в задней личине являются режущими кромками. (Гиндич, В.И. Технология пироксилиновых порохов [Текст] том второй / В.И. Гиндич. - «Казань», 1998. - 389 с. С. 187-189 рис. 70 а., 70 б).
К недостаткам ленточного станка для мерной резки относится низкая долговечность гибкой стальной ленты с окнами из-за большого количества циклов перегиба и износа ленты за счет трения о поверхность задней личины, а также за счет быстрого затупления режущей кромки окон стальной ленты из-за невозможности использования термической обработки (закалки) режущей кромки. Кроме этого при изменении длины нарезаемых мерных заготовок полимерных трубок или прутков из эластичного материала требуется замена стальной ленты на ленту с окнами других размеров, что существенно увеличивает время переналадки станка и снижает производительность технологической линии.
Прототипом заявляемого изобретения является станок для многоканальной подачи и мерной резки полимерных трубок или прутков (станок Разумеева).
Станок содержит корпус, привод, соединенный с валом на котором закреплен маховик, и устройство подачи. Маховик выполнен в виде диска, на торцевой поверхности которого установлены по радиусу два или четыре ножа равномерно распределенные по окружности диска и отстоящие от торца диска на заданное расстояние. Ось вращения маховика параллельна направлению подачи эластичного трубчатого или пруткового материала. Устройство подачи состоит из передней и задней личины с направляющими отверстиями и двух подающих валиков, установленных параллельно друг другу между передней и задними личинами, при этом на валиках выполнены канавки, количество которых равно количеству направляющих отверстий в передней и задней личине. Подающие валики установлены на корпусе с возможностью параллельного перемещения друг относительного друга с помощью регулировочных винтов. Поверхность канавок на валиках выполнена с насечкой. Оси канавок и направляющих отверстий в передней и задней личине соосны. Подающие валики соединены друг с другом зубчатой передачей, при этом один из валиков соединен передаточным механизмом с приводом маховика. Кромка отверстий задней личины обращенных к торцу диска маховика, является режущей кромкой, и установлена с небольшим зазором к режущей кромке ножей маховика. (Гиндич, В.И. Технология пироксилиновых порохов [Текст] том второй / В.И. Гиндич. - «Казань», 1998. - 389 с. С. 184-186 рис. 70 а., 70 б).
Недостатком данного станка является низкая производительность, связанная с тем, что максимальное количество одновременно подаваемых на мерную резку трубчатых или прутковых полимерных материалов ограничено величиной хорды маховика, по длине которой могут располагаться отверстия задней личины. Их количество как правило, не превышает 8 штук. При этом условия резания для каждого подаваемого прутка или трубки различаются в зависимости от их расположения относительно оси вращения маховика, что существенно влияет на качество поверхности среза. Кроме этого длина мерных отрезков нарезаемого материала ограничена расстоянием от режущей кромки ножа до торца диска маховика.
Техническим результатом является увеличение производительности устройства для резки на мерные заготовки за счет увеличения количества одновременно подаваемых на резку трубчатых или прутковых полимерных материалов, и расширение технологических возможностей по длиновым размерам нарезаемых мерных отрезков эластичных трубчатых или прутковых материалов, а также повышение однородности и качества поверхности среза на мерных заготовках за счет одинаковых условий резания для всех подаваемых на резку трубчатых и прутковых полимерных материалов.
Технический результат достигается тем, что в устройстве для резки на мерные заготовки эластичного трубчатого или пруткового материала, содержащем корпус, привод, вал, с маховиком, выполненным в виде диска, на торце которого закреплен, по крайней мере, один нож, выполненный в виде сплошной полосы, режущая кромка которого перпендикулярна оси вращения маховика, устройство подачи, снабженное передней и задней личиной и расположенными между ними, двумя подающими валиками с канавками, поверхность которых выполнена гладкой или с насечкой, а в обеих личинах выполнено, по крайней мере, по одному соосному друг другу направляющему отверстию, при этом кромка отверстий задней личины, обращенная к ножу маховика выполнена как режущая кромка, по краю которой с небольшим зазором перемещается нож, а подающие валики кинематически связаны друг с другом и соединены с приводом, при этом маховик дополнительно содержит, по крайней мере, еще один диск, неподвижно закрепленный на валу, а, по крайней мере, один нож, закреплен, на ободах, по крайней мере, двух дисков маховика так, что его режущая кромка параллельна оси вращения маховика, при этом все направляющие отверстия задней личины расположены между двумя крайними дисками маховика вдоль оси его вращения; направляющие отверстия в личинах дополнительно снабжены сменными трубками, закрепленными в отверстиях, по крайней мере, одной личины; профиль направляющих отверстий и/или отверстия трубок соответствует профилю подаваемого трубчатого или пруткового материала; максимальное количество дисков на маховике на единицу больше количества отверстий в личинах, при этом диски, расположенные между двумя крайними дисками маховика, установлены напротив перемычки между соседними отверстиями личины, а их толщина меньше размеров перемычки вдоль оси вращения маховика; ножи, закрепленные на ободах дисков маховика, равномерно распределены по окружности ободов дисков; нож вдоль оси вращения маховика состоит, по крайней мере, из двух полос, которые крепятся на ободах, по крайней мере, двух дисков, образуя один ряд ножей вдоль оси вращения маховика; по крайней мере, два ножа в ряду ножей вдоль оси вращения маховика установлены друг относительно друга со смещением по окружности ободов дисков; величина смещения по окружности ободов дисков режущих кромок ножей друг относительно друга больше или равна толщине нарезаемого материала в поперечном сечении; подающие валики снабжены независимым приводом, связанным с приводом маховика через систему управления; между торцами соседних дисков маховика дополнительно установлена в радиальном направлении, по крайней мере, одна отбойная лопатка, конец которой, установлен в угловом промежутке между соседними ножами, закрепленными на ободах дисков и, по крайней мере, не выступает за обод диска; отбойные лопатки имеют прямолинейную и/или криволинейную форму; отбойные лопатки криволинейной формы выгнуты в сторону направления вращения маховика; количество отбойных лопаток равно количеству ножей, установленных по окружности ободов дисков; дополнительно снабжено кожухом, внутри которого установлен маховик с дисками, при этом кожух снабжен вентиляционными отверстиями; раструб снабжен поперечной пластиной, установленной с зазором к режущей кромке ножа, величина которого, меньше минимального размера нарезаемых мерных элементов.
Устройство поясняется чертежами где:
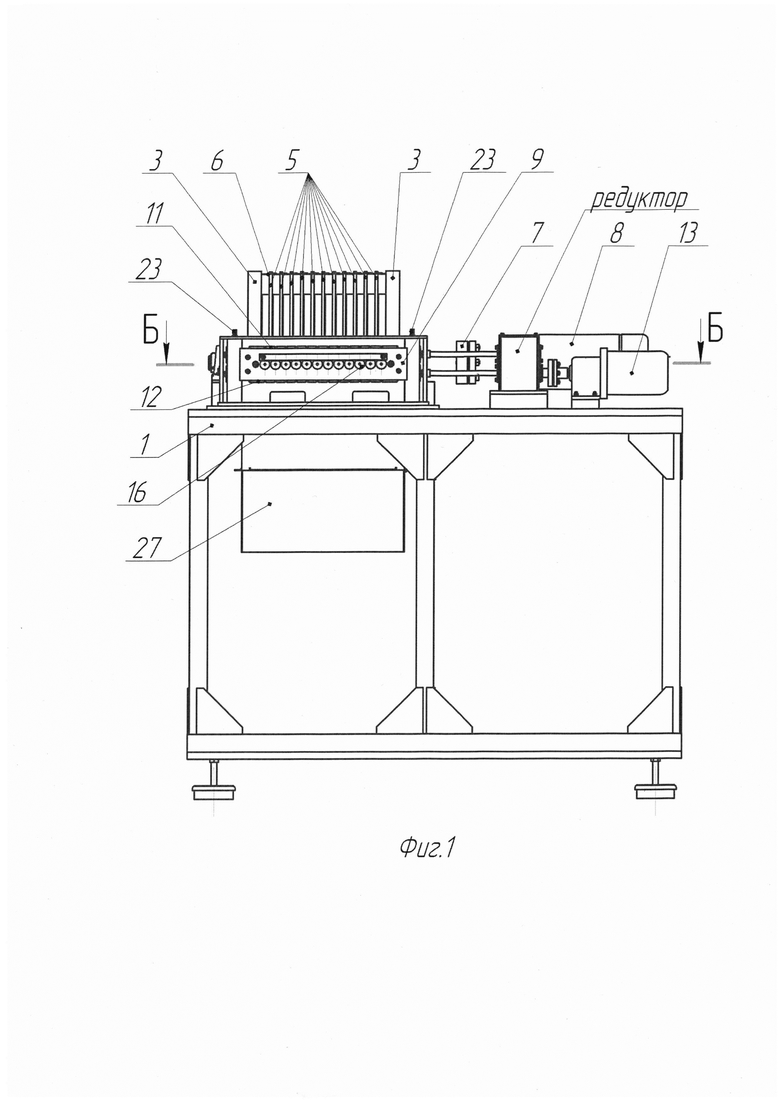
Фиг. 1 - Общий вид устройства для резки на мерные заготовки эластичного трубчатого или пруткового материала без верхней части кожуха;
Фиг. 2 - Сечение Б-Б на фиг.1 с разрезом по плоскости подачи полимерных погонажных изделий;
Фиг. 3 - Сечение В-В на фиг. 2;
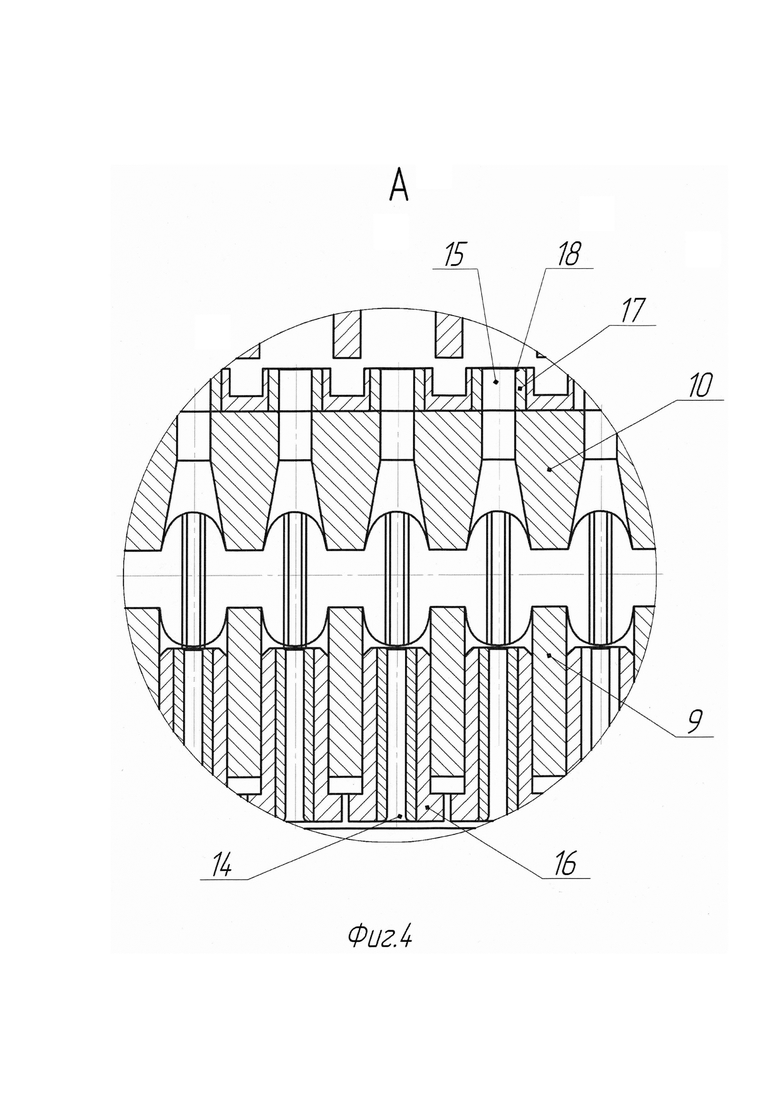
Фиг. 4. - Элемент А на фиг. 2;
Фиг. 5 - Линейная схема расположения ножей на маховике;
Фиг. 6 - Ступенчатая схема расположения ножей на маховике.
Устройство для резки на мерные заготовки эластичного трубчатого или пруткового материала состоит из корпуса 1, на котором установлен с возможностью вращения в подшипниках 2 (Фиг. 2) маховик 3. Маховик 3 содержит вал 4, на котором установлены, по крайней мере, два диска 5, на ободах которых, закреплен, по крайней мере, один нож 6 (Фиг. 1, Фиг. 2, Фиг. 3, Фиг. 5, Фиг. 6). Вал 4 маховика 3 с помощью муфты 7 соединен с приводом 8, установленным на корпусе 1. Кроме этого на корпусе 1 закреплено устройство подачи, снабженное передней личиной 9 и задней личиной 10. Между передней личиной 9 и задней личиной 10 в устройстве подачи установлены два подающих валика 11 и 12 (Фиг. 1, Фиг. 2, Фиг. 3). Подающие валики 11, 12 соединены между собой кинематически, например, с помощью передаточного механизма, выполненного, например, в виде зубчатой передачи или редуктора, который соединен с независимым приводом 13 (Фиг. 1, Фиг. 2) или кинематически связана с приводом 8 маховика 3, например, с помощью ременной или зубчатой передачи (на фигуре не показан). Передняя личина 9 и задняя личина 10 имеют, по крайней мере, по одному направляющему отверстию 14 и 15 (Фиг. 1, Фиг. 2, Фиг. 3, Фиг. 4) через которые проходит нарезаемый эластичный трубчатый или прутковый материал, при этом все направляющие отверстия 15 задней личины 10 расположены между двумя крайними (торцевыми) дисками 5 маховика 3 вдоль оси его вращения. Количество отверстий в личинах 9 и 10 соответствует количеству, одновременно подаваемых изделий из эластичного трубчатого или пруткового материала, а их размеры в поперечном сечении больше размеров поперечного сечения подаваемого материала. Кроме этого форма направляющих отверстий 14 и 15 в поперечном сечении может быть эквидистанта форме подаваемого эластичного трубчатого или пруткового материала.
Для нарезания подаваемого материала на мерные элементы направляющие отверстия 14, 15 в личинах 9 и 10 снабжены сменными трубками 16 и 17 (Фиг. 2, Фиг. 4), закрепленными в личинах 9 и 10. Торцевая поверхность отверстий 15 задней личины 10 или сменной трубки 17, обращенная к маховику 3 расположена относительно ножей 6 с небольшим зазором. На торцевой поверхности отверстий 15 задней личины 10 или на торцевой поверхности сменных трубок 17 сформирована кромка 18, являющаяся режущей кромкой. Профиль внутреннего отверстия сменных трубок 16 и 17 соответствует профилю подаваемого трубчатого или пруткового материала.
В приведенном примере маховик 3 содержит тринадцать дисков 5, образующих двенадцать промежутков между ними, соответствующих количеству отверстий 14 и 15 (Фиг. 2, Фиг. 3, Фиг. 4) в личинах 9 и 10. Диски 5 непосредственно установлены на вал 4 маховика 3 и соединены с валом 4, например, с помощью шпоночного или шлицевого соединения. Величина промежутков между дисками 5 в этом случае регулируется распорными втулками 19 (Фиг. 2). Кроме этого, диски 5 могут быть неподвижно соединены с распорными втулками 19, которые устанавливаются на вал 4 маховика 3 с помощью, например, шпоночного или шлицевого соединения. Диски 5 на маховике 3 устанавливаются напротив перемычек между отверстиями 15 задней личины 10, а их толщина должна быть меньше размеров перемычки вдоль оси вращения маховика 3. Количество дисков 5 маховика 3 зависит от размеров поперечного сечения нарезаемого материала, его механической прочности, а также требуемой жесткости ножа 6 в поперечном сечении. Максимальное количество дисков 5, установленных на маховике 3 на единицу больше количества направляющих отверстий 15 в задней личине 10. В соответствии с этим промежутки между дисками 5 могут охватывать одно или два или более отверстий 15 в задней личине 10. В крайнем случае, при нарезании малопрочного эластичного трубчатого или пруткового материала достаточно двух крайних (торцевых) дисков 5 маховика 3 с закрепленными на них ножами 6, охватывающих все отверстия в задней личине 10.
Между соседними дисками 5 маховика 3 дополнительно радиально установлена, по крайней мере, одна отбойная лопатка 20, наружный конец 21 которой, установлен в угловом промежутке между соседними ножами 6, закрепленными на ободах дисков 5 и, по крайней мере, не выступает за ободы дисков 5 (Фиг. 5, Фиг. 6). Отбойные лопатки 20 имеют прямолинейную и/или криволинейную форму и закреплены, например, на торцах соседних дисков 5 и/или на распорных втулках 19. Отбойные лопатки 20 криволинейной формы выгнуты в сторону направления вращения со маховика 3 (Фиг. 3). Количество отбойных лопаток 20 между соседними дисками 5 равно количеству ножей 6, установленных по окружности ободов этих соседних дисков 5.
Ножи 6, закрепленные на ободах дисков 5 маховика 3 равномерно распределены по окружности ободов дисков 5. В приведенном примере (Фиг. 3) равномерно по окружности ободов дисков 5 с центральным углом 120° установлено три ножа 6, выполненных в виде сплошной полосы с режущей кромкой 22 (Фиг. 5, Фиг. 6). Кроме этого нож 6 может состоять, по крайней мере, из двух полос, которые крепятся на ободах, по крайней мере, двух дисков 5, образуя один ряд ножей 6 (линейная схема расположения на фиг. 5) вдоль оси вращения маховика. Если длина полосы ножа 6 перекрывает по длине более одного промежутка между дисками 5, то для повышения жесткости нож 6 в виде сплошной полосы дополнительно закрепляют на ободах промежуточных дисков 5, перекрываемых ножом 6 (Фиг. 5, Фиг. 6). Кроме этого концы ножей 6 в виде сплошной полосы могут быть соединены с натяжным устройством (на фигурах не показано), установленным, по крайней мере, на одном диске 5 маховика 3 к которому крепится конец полосы ножа 6. Нож 6 закреплен, по крайней мере, на ободах двух дисков 5 маховика 3 так, что его режущая кромка 22 (Фиг. 5) параллельна оси вращения маховика, при этом все направляющие отверстия 15 задней личины 10 расположены между двумя крайними дисками 5 маховика 3 вдоль оси его вращения.
С целью уменьшения усилия резания по крайней мере, два ножа 6 в ряду ножей вдоль оси вращения маховика 3 установлены друг относительно друга со смещением по окружности ободов дисков 5 (Фиг. 6). Величина углового смещения соседних ножей 6 друг относительно друга должна обеспечивать расстояние между режущими кромками 22 ножей 6 по окружности обода диска 5, по крайней мере, равное или большее, чем толщина нарезаемого материала в поперечном сечении.
Подающие валики 11 и 12 соединены между собой при помощи механизма 23 (Фиг. 1, Фиг. 2), обеспечивающего изменение расстояния между осями подающих валиков 11 и 12. Например, оси подающих валиков 11 и 12 могут быть соединены передачей винт-гайка и установлены в направляющих, закрепленных на корпусе 1. Подающие валики 11 и 12 соединены через редуктор с независимым приводом 13, связанным с приводом маховика через систему управления. Подающие валики 11, 12 снабжены канавками 24 (Фиг. 2), количество которых соответствует количеству отверстий 14 и 15 в передней 9 и задней 10 личине, при этом оси канавок 24 и направляющих отверстий 14 и 15 в передней личине 9 и задней личине 10 соосны. Поверхность канавок 24 выполняется гладкой или с насечкой, а их форма зависит от формы подаваемого материала в поперечном сечении.
Устройство также дополнительно снабжено кожухом 25, закрепленным на корпусе 1 (Фиг. 2, Фиг. 3). Внутри кожуха 25 установлен маховик 3 с дисками 5. Кожух 25 снабжен в верхней части вентиляционными отверстиями 26 и окном в зоне расположения задней личины 10 для подачи нарезаемого материала. В нижней части кожух 25 снабжен раструбом 27 (Фиг. 3) для выгрузки нарезанного материала, при этом раструб 27 снабжен поперечной пластиной 28 (Фиг. 3), установленной с зазором к режущей кромке ножа, величина которого, меньше минимального размера нарезаемых мерных элементов. Пластина 28 предназначена для исключения попадания нарезанных мерных элементов внутрь кожуха 25. Кожух 25 может быть выполнен разборным и состоять из верхней и нижней половины. По форме часть кожуха, исключая зону подвода нарезаемого материала и раструба 27 может быть выполнена цилиндрической, охватывающей маховик 3 с дисками 5.
Устройство для резки на мерные заготовки эластичного трубчатого или пруткового материала работает следующим образом.
Перед началом подачи материала включают привод 8 вращения маховика 3. Нарезаемый материал в виде эластичных трубок или прутков заправляется в отверстия 14 передней личины 9 и вводится в канавки 24 пары подающих валиков 11, 12. Зазор между подающими валиками 11, 12 предварительно регулируется в соответствии с размером нарезаемого материала в поперечном сечении с помощью механизма 23, регулирующего расстояние между осями подающих валиков 11 и 12 и выполнен, например, в виде передачи винт-гайка с направляющими. Величина зазора между подающими валиками 11, 12 устанавливается такой, чтобы обеспечить захват нарезаемого материала и его перемещение в продольном направлении за счет сил трения. Насечка в канавках 24 подающих валиков 11, 12 осуществляется с целью увеличения коэффициента трения между материалом трубок или прутков и канавками 24 подающих валиков 11, 12 с целью уменьшения величины деформации нарезаемого материала между подающими валиками 11, 12. Максимальное количество одновременно подаваемых для резки на мерные заготовки эластичного трубчатого или пруткового материала равно количеству направляющих отверстий 14 и 15 в передней 9 и задней 10 личинах. После или до заправки нарезаемого материала включают независимый привод 13 устройства подачи. Подающие валики 11, 12, синхронно вращаясь в противоположных друг другу направлениях перемещают нарезаемый материал со скоростью, задаваемой независимым приводом 13. Величина скорости подачи на мерную резку нарезаемого материала зависит от требуемой длины мерных отрезков, угловой скорости ω вращения маховика 3 и расстояния от оси вращения до режущей кромки 22 ножа 6, предварительно рассчитывается или определяется экспериментально. Нарезаемый материал с помощью подающих валиков 11, 12 подается в отверстие 15 задней личины 10 на требуемую величину за время углового поворота двух ножей 6, последовательно закрепленных на ободе дисков 5 по окружности. В приведенном примере для трех ножей 6, расположенных по окружности дисков 5, угол поворота составляет 120°. Зазор между режущей кромкой 22 ножа 6 и режущей кромкой 18 отверстия 15 задней личины 10 для резки эластичных материалов обычно не превышает 0,5 мм. При вращении маховика 3 ножи 6, закрепленные на дисках 5 по линейной или ступенчатой схеме врезаются в тело нарезаемого материала (трубки или прутка), при этом движение конца нарезаемого материала останавливается на время выполнения реза. Величина времени реза зависит от ширины полосы ножа 6 и угловой скорости ω вращения маховика 3. На время реза подача нарезаемого материала подающими валиками 11, 12 не прекращается, а величина подачи во время реза компенсируется эластичностью подаваемого материала и наличию зазора между отверстиями 15 в задней личине 10 и нарезаемым материалом. Возможна также дискретная подача нарезаемого материала с помощью независимого привода 13, например, с помощью сервопривода. После завершения реза мерный отрезок трубки или прутка под действием собственного веса, а также частично за счет ускорения приданного ножом 6 через раструб 27 падает в приемный бункер (на фигуре не показан). Если мерные отрезки имеют небольшие габаритные размеры, а плотность нарезаемого материала не высока, то для ускорения вывода мерных отрезков нарезаемого материала из зоны траектории движения ножей 6 используется воздушный поток, создаваемый отбойными лопатками 20, или поверхность отбойных лопаток 20, расположенных между соседними по окружности ножами 6. Установка отбойных лопаток 20 между дисками 5 позволяет существенно увеличить скорость вывода нарезанных мерных отрезков из зоны резания и исключить их деформацию и разрушение ножами 6 маховика 3. Нарезанные мерные отрезки материала скапливаются в приемном бункере и периодически или постепенно удаляются из него, например, с помощью ленточных транспортеров (на фиг. не показано).
Таким образом, устройство для резки на мерные заготовки эластичного трубчатого или пруткового материала позволяет увеличить производительность за счет увеличения количества одновременно подаваемых на резку трубчатых или прутковых полимерных материалов, а также повысить однородность качества поверхности среза на мерных заготовках за счет одинаковых условий резания для всех подаваемых на резку эластичных трубчатых и прутковых полимерных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ И ИЗМЕЛЬЧЕНИЯ | 2016 |
|
RU2624286C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО СМЕШИВАНИЯ И ИЗМЕЛЬЧЕНИЯ СМЕСЕЙ ИЗ СЫПУЧИХ МАТЕРИАЛОВ | 2014 |
|
RU2576465C1 |
| УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ И ИЗМЕЛЬЧЕНИЯ НЕПРЕРЫВНОГО ДЕЙСТВИЯ С ЭЛАСТИЧНОЙ ОБЕЧАЙКОЙ | 2017 |
|
RU2654872C1 |
| УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2016 |
|
RU2639163C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ И РЕЗКИ НА МЕРНЫЕ ЗАГОТОВКИ ЭЛАСТИЧНОГО ПРУТКОВОГО МАТЕРИАЛА | 2006 |
|
RU2330754C2 |
| УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ И ИЗМЕЛЬЧЕНИЯ | 2012 |
|
RU2582165C2 |
| ИЗМЕЛЬЧИТЕЛЬ БАРАБАННЫЙ | 2005 |
|
RU2312707C2 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛА НА МЕРНЫЕ ЗАГОТОВКИ | 1992 |
|
RU2008202C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |




Изобретение относится к области получения мерных заготовок из погонажных полимерных материалов путем их резки в поперечном направлении и может быть использовано для получения мерных заготовок труб, прутков, плинтусов, коробов, шнуров. Устройство для резки на мерные заготовки эластичного трубчатого или пруткового материала содержит корпус, привод, вал с маховиком, выполненным в виде диска, на торце которого закреплен по меньшей мере один нож, выполненный в виде сплошной полосы, режущая кромка которого перпендикулярна оси вращения маховика, устройство подачи, снабженное передней и задней личинами и расположенными между ними двумя подающими валиками с канавками, поверхность которых выполнена гладкой или с насечкой. В обеих личинах выполнено по меньшей мере по одному соосному друг другу направляющему отверстию, при этом кромка отверстий задней личины, обращенная к ножу маховика, выполнена как режущая кромка, по краю которой с небольшим зазором перемещается нож, а подающие валики кинематически связаны друг с другом и соединены с приводом. Маховик дополнительно содержит по меньшей мере еще один диск, неподвижно закрепленный на валу. По меньшей мере один нож закреплен на ободах по меньшей мер двух дисков маховика так, что его режущая кромка параллельна оси вращения маховика. Все направляющие отверстия задней личины расположены между двумя крайними дисками маховика вдоль оси его вращения. В результате обеспечивается увеличение количества одновременно подаваемых на резку трубчатых или прутковых полимерных материалов и расширение технологических возможностей по длиновым размерам нарезаемых мерных отрезков эластичных трубчатых или прутковых материалов, повышение однородности и качества поверхности среза на мерных заготовках за счет одинаковых условий резания для всех подаваемых на резку трубчатых и прутковых полимерных материалов. 14 з.п. ф-лы, 6 ил.
1. Устройство для резки на мерные заготовки эластичного трубчатого или пруткового материала, содержащее корпус, привод, вал с маховиком, выполненным в виде диска, на торце которого закреплен по меньшей мере один нож, выполненный в виде сплошной полосы, режущая кромка которого перпендикулярна оси вращения маховика, устройство подачи, снабженное передней и задней личиной и расположенными между ними двумя подающими валиками с канавками, поверхность которых выполнена гладкой или с насечкой, а в обеих личинах выполнено по меньшей мере по одному соосному друг другу направляющему отверстию, при этом кромка отверстий задней личины, обращенная к ножу маховика, выполнена как режущая кромка, по краю которой с небольшим зазором перемещается нож, а подающие валики кинематически связаны друг с другом и соединены с приводом, отличающееся тем, что маховик дополнительно содержит по меньшей мере еще один диск, неподвижно закрепленный на валу, а по меньшей мере один нож закреплен на ободах по крайней мере двух дисков маховика так, что его режущая кромка параллельна оси вращения маховика, при этом все направляющие отверстия задней личины расположены между двумя крайними дисками маховика вдоль оси его вращения.
2. Устройство по п. 1, отличающееся тем, что направляющие отверстия в личинах выполнены со сменными трубками, закрепленными в отверстиях по меньшей мере одной личины.
3. Устройство по п. 1 или 2, отличающееся тем, что профиль направляющих отверстий и/или отверстия сменных трубок соответствует профилю подаваемого трубчатого или пруткового материала.
4. Устройство по п. 1, отличающееся тем, что максимальное количество дисков на маховике на единицу больше количества отверстий в личинах, при этом диски, расположенные между двумя крайними дисками маховика, установлены напротив перемычки между соседними отверстиями личины, а их толщина меньше размеров перемычки вдоль оси вращения маховика.
5. Устройство по п. 1, отличающееся тем, что ножи, закрепленные на ободах дисков маховика, равномерно распределены по окружности ободов дисков.
6. Устройство по п. 1, отличающееся тем, что нож вдоль оси вращения маховика состоит по меньшей мере из двух полос, которые крепятся на ободах по крайней мере двух дисков с образованием одого ряда ножей вдоль оси вращения маховика.
7. Устройство по п. 6, отличающееся тем, что по меньшей мере два ножа в ряду ножей вдоль оси вращения маховика установлены друг относительно друга со смещением по окружности ободов дисков.
8. Устройство по п. 7, отличающееся тем, что величина смещения по окружности ободов дисков режущих кромок ножей друг относительно друга больше или равна толщине нарезаемого материала в поперечном сечении.
9. Устройство по п. 1, отличающееся тем, что подающие валики снабжены независимым приводом, связанным с приводом маховика через систему управления.
10. Устройство по п. 1, отличающееся тем, что между торцами соседних дисков маховика установлена в радиальном направлении по меньшей мере одна отбойная лопатка, конец которой установлен в угловом промежутке между соседними ножами, закрепленными на ободах дисков, и по меньшей мере не выступает за обод диска.
11. Устройство по п. 10, отличающееся тем, что отбойные лопатки имеют прямолинейную и/или криволинейную форму.
12. Устройство по п. 11, отличающееся тем, что отбойные лопатки криволинейной формы выгнуты в сторону направления вращения маховика.
13. Устройство по п. 12, отличающееся тем, что количество отбойных лопаток равно количеству ножей, установленных по окружности ободов дисков.
14. Устройство по п. 1, отличающееся тем, что дополнительно снабжено кожухом, внутри которого установлен маховик с дисками, при этом кожух выполнен с вентиляционными отверстиями.
15. Устройство по п. 14, отличающееся тем, что кожух снабжен раструбом, выполненным с поперечной пластиной, установленной с зазором к режущей кромке ножа, величина которого меньше минимального размера нарезаемых мерных элементов.
| Устройство для резки прутков на мерные заготовки | 1985 |
|
SU1269924A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛА НА МЕРНЫЕ ЗАГОТОВКИ | 1992 |
|
RU2008202C1 |
| Устройство для поперечной резки эластичной трубки | 1975 |
|
SU551181A1 |
| Устройство для резки проволоки на мерные заготовки | 1978 |
|
SU716683A1 |
| DE 4439605 C1, 18.01.1996 | |||
| DE 4405223 A1, 21.09.1995. | |||

