1
Изобретение относится к заготовительному производству, в частности, к устройствам для получения заготовок из сортового проката под последующее выдавливание.
Известно устройство для разделения пруткового материала на заготовки, содержащее станину,установленные в ней приводной отрезной ползун со смонтированной в нем высадочно-отрезной втулкой, втулочный нож, механизм высадки, выполненный в виде приводного ползуна и пуанссУнодержателя с пуансоном, установленного в расточкеотрезного ползуна, зажима пруткового материала, механизм установки зазора между режущими кромками высадочно-Отрезной втулки и втулочного ножао привЬдной выталкиватель отрезанных Заготовок и съемник flj.
Однако такое устройство не обеспе чивает устойчивости процесса резки, так как в нем невозможно согласовать объем металла, подаваемого заданным шагом подачи, с объемом рабочей полости отрезной втулки. Из-за неустойчивости процесса отрезаегФае заготовки получаются нестабильными по весу и качеству, имеют большие заусенцы.
Цель изобретения - повышение качества получаемых заготовок за счет обеспечения точного дозирования объема отделяемой заготовки.
Поставленная цель достигается тем, что устройство снабжено механизмом редуцирования, выполненным Б виде размещенной в направляющих станины приводной каретки, втулочный нож смонoтирован в указанной приводной каретке и выполнен с конической редуцирующей поверхностью, а пуансонодержатель подпружинен относительно приводного отрезного ползуна.
5
При этом устройство снабжено установленным на станине, регулируемым упором, а приводной отрезной ползун выполнен составным из двух частей, взаимодействующих между собой посред0ством размещенной между ними проставки и подпружиненных тяг, при этом часть отрезного ползуна с высадочноотрезной втулкой и размещенного в ней подпружиненного пуансона установлена
5 с возможностью взаимодействия с регулируемЕлм упором.
Для повышения -производительности за счет обеспечения удобства переналадки механизма зажима последний выполнен в виде шарнирно .становленных
на одной оси приводных двуплечих рычагов и взаимодействующего с ними посредством скалок приводного упОра.
Для обеспечения раздельной регулировки величины высадки и длины отрезаемой заготовки привод ползуна меГХанйэма выбадки целесообразно выполнять в виде силового цилиндра/ шток K()ro выполнен в виде основного ходового винта, а поршень - в виде двух установленных на нем дисков, один из которых неподвижен, а другой снабжен приводом осевого перемещения, при зтом ползун механизма высадки связанСО штоком силового цилиндра посредством дополнительного ходового винта.
Привод выталкивателя целесообраз.но выполнять в виде шарнирно установленного на станине двуплечег.о рычага, одно плечо которого взаимодействует с приводным пуансонодержателем механизма высадки, а другое - с приводным отрезным ползуном.
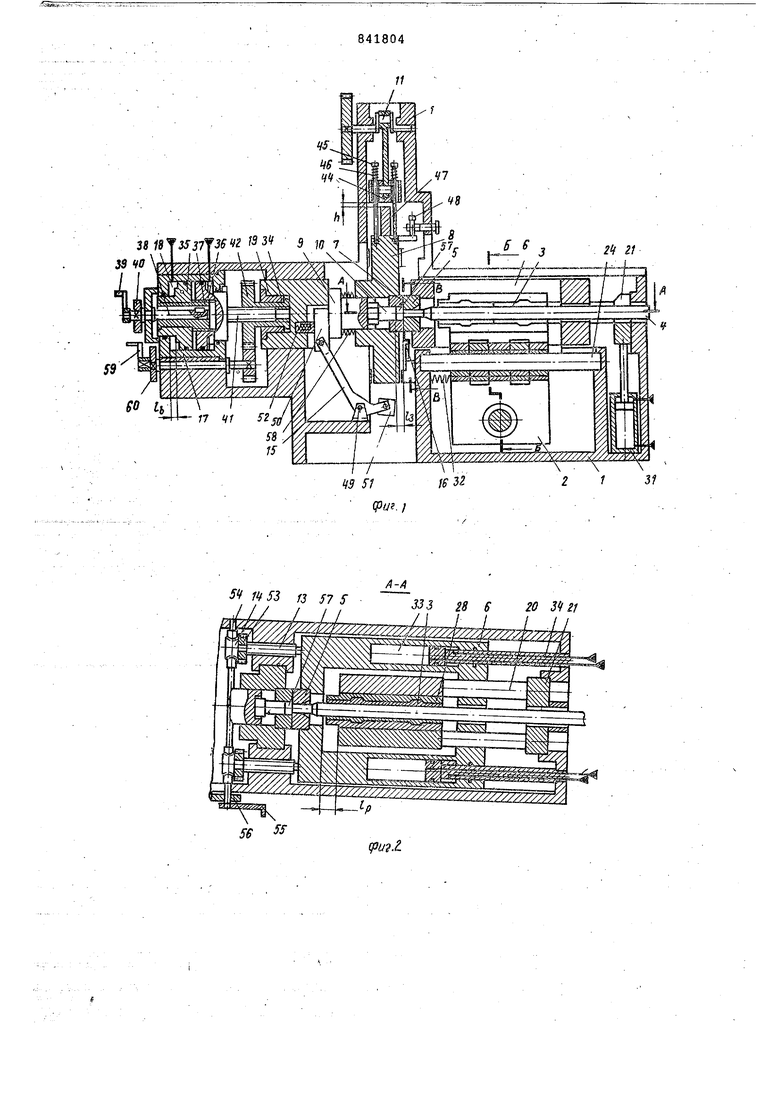
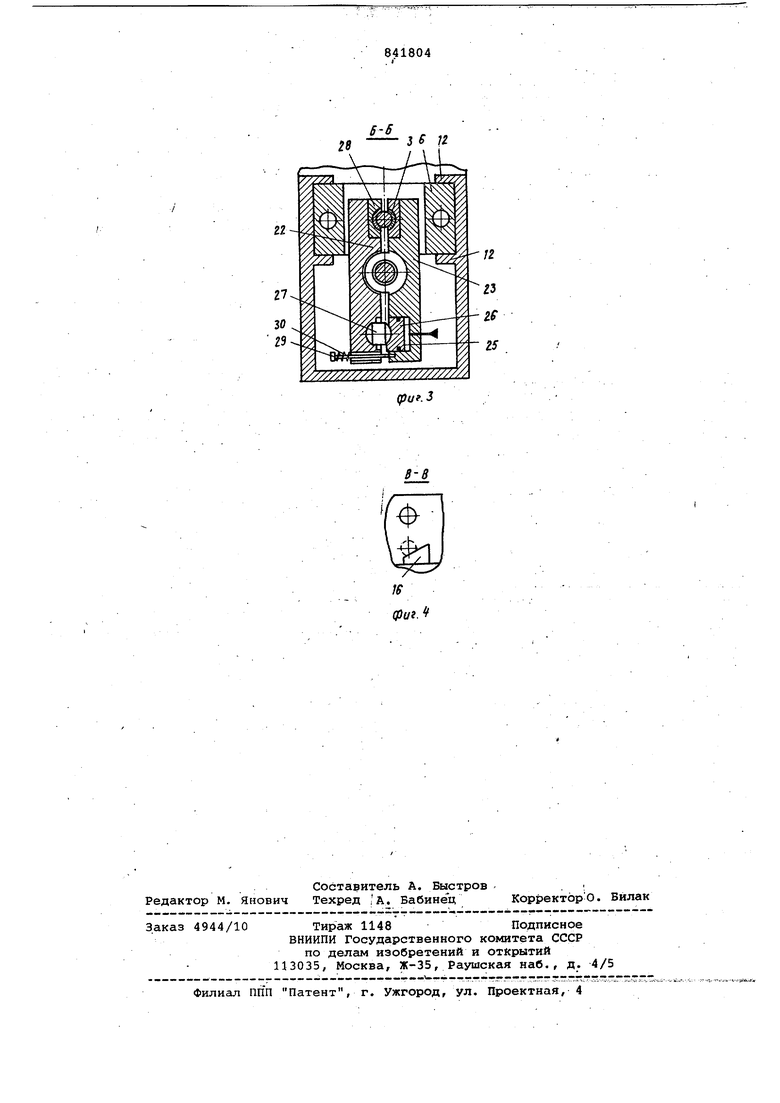
На фиг. 1 представлено предлагаемое устройство, вертикальный разрез по оси подачи проката; на фиг. 2 - разрез А-А на фиг., 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Устройство для разделения пруткового материала содержит станину 1, в которой размещены все узлы и механизмы. Механизм 2 зажима, вставки 3 которого для зажима проката 4 соосны с редуцирующе-отрез ной втулкой 5 каретки механизма б редуцирования, а тaкжe с высащочно-отрезной втулкой 7 отрезного ползуна 8, несущего пуансонодержатель 9 с высадочным пуансоном 10. Отрезной ползун 8 связан с
крйвЬшипно-шатунным механизмом 11. Каретка механизма 6 редуцирования
располагается ё направляющих: 12 станины 1 и в своем крайнем леврм положении упирается в винтовые упоры 13 механизма 14 регулировки за:зора, за счет которых создается или исключается технологический зазор резки Меж ДУ Рёдуцирующе-Ьтрезной и высадочнортрезной,втулками. Выталкиватель 15 Ьднйй концом рычага упирается в пуансонодержатель 9 отрезного ползуна 8, а второй конец рычага отстоит на некотором расстоянии от нижней плоскбсTjsf этхэгсз же ползуна. Съемник 16 находится под втулкой 7 на расстоянии околи 1 мм от ее режущей плоскости. Механизм 17 высадки расположен в левой части станины и гидроцилиндром 18 передает усилие высадки на высадбчный ползун 19f контактирующий своей торцовой частью с пуансонодержателем 9 отрезного ползуна 8. В момент приложения усилия высадки от пуансона 10 к торцу проката 4 последний от проскальзывания удерживается механизмом 2 зажима, который в свою очередЪ удерживается от осевого смещения скалками
20, проходящими свободно сквозь отверстия в каретке механизма 6 реду- . цирования и опертыми на проставку 21, а через нее и на станину, т.е. усилие высадки замыкается в станине.
Механизм 2 зажима выполнен в виде клещей и состоит из двух рычагов 22 и 23, сидящих на оси 24. Рычаг 23 имеет расточку, являющуюся силовым гидроцилиндром 25, с поршнем 26 и шаровой опорой 27, передающей движение на зажим от поршня рычагу 22. В верхней части рычагов размещены губки 28 с сменными вставками 3 под диаметр зажимаемого проката 4. В нижней части рычаги 22 и 23 соединены винтами 29 4eiSe3 30, которые держат рычаги, а следовательно, и вставки 3 вразжатом положении в том случае, когда в цилиндре 25 нет давления. Механизм 2 зажима при помощи оси 24 закреплен на станине 1 и опирается на нее сзади через скалки 20 и проставку 21, связанную со штоком Идроцилиндра 18, спереди - через пружину 32.
Механизм редуцирования выполнен в виде размещенной в направляющих 12 станины 1 подвижной каретки б, несущей редуцирующе-отрезную втулку 5. Каретка имеет расточки 33, являющиеся гидроцилиндрами, в которых размещены поршни со штоками 34, закрепленными неподвижно в станине. Внутри штоков 34 имеются сверЛеНия-каналы для подвода давления жидкости в переднюю и заднюю полости цилиндров 33.
Так как штоки неподвижны, то каретка б с цилиндрами 33 получает движение в зависимости от того, в какую полость подано давление жидкости.
Механизм 17 высадки размещен в станине 1 и состоит из гидроцилиндра 18 и высадочного ползуна 19. Поршень гидроцилиндра состоит из Двух дисков 35 и 36, которые расположены на ходовом винте 37, причем диск 36 неподвижен, а диск 35 - с возможностью осевого перемещения по резьбовой части ходового винта. В отверстии винта со шпоночным пазом размещен валик 38 со шпонкой, связанный рукояткой 39 и лимбом 40 настройки величины хода вь1садки. Перемещение диска 35 относительно диска 36 увеличивает или Уменьшает ход всего поршня гидроцилиндра 18 вы}садки, т.е. приводит к изменению величины хода высадки. Диск 35 ходовым витом 41 через гайку-шестерню 42 с помощью втулки 43 связан с высадочным ползуном 19, т.е. тем самым ползун связан с поршнем гидроцилиндра 18 и за счет этого получает перемещение. Высадочный ползун oпиpaefcя на пуансо.нодержатель 9 отрезного ползуна.
Отрезнрй ползун 8 выполнен из двух частей. В расточке нижней части закреплена отрезная втулка 7 и подвижно размещен пуансонодерцатель 9 с
пуансоном 10. Верхняя часть 44 шарнирно соединена с шатуном кривошйпно- , шатунного механизма 11, Ме.жду собой верхняя и нижняя части ползуна В соединены винтами 45 с пружинами 46 через проставку 47, закрепленную и пол- зуне 8. Верхняя плоскдсть ползуна 8 взаимодействует с регулируемым упором 48 и при этом располагается от верхней части 44 на расстоянии зазора h. Упор размещен в станине с возможностью смещения его в сторону от пол- О зуна.
Выталкиватель 15 выполнен в виде двуплечего рычага, посаженного на неподвижную ось 49, с шарнирно за- . крепленными на его концах,сухарями 15 50 и 51. Сухарь 50 размещен в пазу высадочного ползуна, сопряжен с опорной плоскостью пуансонодержателя 9 и постоянно прижат, к ней пружиной 52.
Съемник 16 размещен в станине 1 20 под высадочно-отрезной втулкой 7 и выполнен в виде планки с наклонной рабочей плоскостью, производящей съем заготовки. В случае перенастройки автомата на другой диаметр раз- резаемого проката положение съемника, а следовательно, и наклонной плоскости относительно крайнего нижнего положения отрезаемой заготовки может меняться регулировчным винтом (не показан), соединенным со съемником. 30
Механизм регулировки зазора 14 выполнен в виде размещенных в станйне и взаимодействующих с подвижной кареткой механизма б редуцирования 35 двух винтовых упоров 13, связанных через систему шестерен 53 и вал 54 с рукояткой 55 и лимбом 56.
Представленное на фиг. 1-4 положение механизмов устройства соответст-. жл вует моменту, когда происходит вы;садка отрезаемого конца, и в следующий момент включается движение механизма реза.
Устройство работает следующим образом.4S
Механизм реза расположен в исходном положении, т.е. ось ёысадочно- отрезной втулки 7 соосна с осью редуцирующе-отрезной втулки 5 ивтулка 5 упирается во втулку 7 или стоит 50 с некоторьвд технологическим зазором резки, порядка сотых долей миллиметра, регулируемыми упорами 13. Пруток прокати подан до упора в конусную часть редуцирующе-отрезной втулки 5. jj
Каретка механизма б редуцирования вместе с редуцирующе-отрезной втулкой 5 перемещается вправо при зажатом в механизме 2 зажима прокате 4., При этом конусная часть втулки 5 на- ё® вигается на конец зажатого прутка, производя его редуцирование. Ход редуцирования -р превышает аксимальную для даннэй машины длину трезаемой заготовки и не зависит от, 6S
настроенной длины для каждого конкретного случая.
I При окончании редуцирования отредуцированный к;онец прутка выходит за режущую rtлbcкocть редуцирующе-отрезной втулки 5, что соответствует крайнему правому положению каретки б. В это времй давление в цилиндре 25 механизма 2 зажима сбрасывается, и пружины 29 сводят нижние и разводят верхние концы рычагов 22 и 23 с губками 28 и зажимныгли вставками 3, освобождая прокат 4 от зажима. После разжатия подается команда на сброс давления в правых штоковых полостях ци. линдров 33 каретки.6 и давление жидкости подается в левые поршневые полости цилиндров 33. Механизм редуцирования начинает двигаться из крайнего правого положения в левое до;упОра втулки 5 во втулку 7 или, если есть технологический зазор резки, до упора каретки б в упоры 13. Так как при редуцировании прокат 4 оказывается запрессованным в редуцирующе-отрезной втулке 5, -то теперь, когда каретка 6 движется влево со втулкОй 5, движется влево и прокат 4, запрессованный во втулке 5. Происходит подача отредуцированного конца прутка в полость высадочно-отрезной втулки 7. Величина подачи определяется положением тор ца пуансона 10. Поскольку отредуцированный конец проката выступает всегда на большую величину за режущую плоскость редуцируниде-отрезной втулки 5, чем это необходимо для образования получаемой заготовки 57, то упершись в торец пуансона 10, прокат 4 останется на месте, а .редуцирующе-отрезная втулка 5 продолжает движение вместе с кареткой б до своего крайнего левого положения, т.е. проскальзывает по отредуцированной части неподвиж-ного проката. Конечное левое положени каретки б с редуцирующе-отрезной втулкой 5 фиксируется винтовыми упорами 13 или высадочно-отреэной втулкой 7. Таким образом исключается влияние колебания размеров поперечного сечения исходного проката и неточности шага
I подачи на объем подлежащего высадке и отрезке металла, а значит и на точность и качество отрезаемых заготовок
Далее включаете цилиндр 25 зажима и прокат 4 вновь Нажимается во вставках 3, после его подается дав-ление в левую полость цилиндра 18 высадки, поршень, состоящий из дисков 35 и 36, совераает движение вправо н величину высадки 8§:, передавая движение высадочному ползуну 19, а через него пуансонодержателю 9 и пуансону 10, Производится высадка конца дроката 4, при которой полость выса- . дочно-отрезной втулки 7 на длине пол- ностью заполняется. Устройство готова рля включения к зивошипно-шатунного иаханизма. Затем следует включение кривошипно шатудйого механизма. При движении вни верхняя часть 44 отреэнроО ползуна 8 йройдя путь зазора h, смыкается с простазкой 47, после чего отрезной ползун 8 перемещается вниз. При этом вниз перемещаются размещенные в расточке отрезного ползуна высадочно«отрезная втулка 7 с высаженной частью проката 57 и пуансон 10 с . пуансонодержателем 9, который своей . тыльной частью скользит по торцу высадочного ползуна 19 и находится под его давленией, ,. По окончании отрезки заготовки 57 от проката 4 давление жидкости с левой полости цилиндра 18, высадки снимается и подается в правую полость, Поршень, составленный из дисков 35 и 36, перемещается в крайнее,левое положение, совершая вместе с высгадоч ным ползуном 19 возвратный ход на ве личину высадки 0g . После того, как заготовка 57 сходит с торца редуцирующе-отрезной втулки 5, отрезной ползун 8, продолжая движение вниз, нажимает на сухарь 51, повора чивая вытавлкивателя 15 относительно 6с 49, при Этом сухарь 50 перемещает пуансонодержатель 9 вправо, отделяя его от торца высадочного ползуна 19 и сжимая пружины 58, а укреШтённы eta пуансонодержателе пуансон 10 вы алкивает заготовку 57 цЗ высадочноотрезной втулки 7. В самом конце ход вниз отрезного ползуна вытолкнутая з готовка 57 боковой поверхностью упирается в наклонную плоскость съемника 16 и тем самыгл отделяется от торца пуансона 10, Затем она по наклонному лотку (не показан) удаляется из зоны резки, Прн движении отрезного ползуна 8 вверх пружины 58 возвращают пуансоно держатель 9 с пуансоном ДО и выталкиватель 15 в исходное положёнйё Оп ределяемое положением торцовой повер ности высадочного ползуна 19, а сам ползун доходит до упора 48 и.ойтанав ливаётся,. . Упор 48.фиксирует нижнюю часть от резного ползуна 8о при его ходе вверх в IaKOM йоложёний, Ч4О ось высадочно отрезной втулки 7 строго совпадает о осью рёдуцирующе-отрезной втулки 5 а верхняя часть 44 отрезного ползуна связанная с кривошипно-шатуннЕЗМ механкэмом, продолжает двигаться вверх , к ос 4анавливается в верхней мертвой .точке с зазором h от проставки 47, закреплёвной на ползуне 8, Причем неточность остановки ее, обусловленаая тормозом привода крнвошнпно-шатукяб5:о механизма 11, компенсир5 ется сжатием пружин 46 .в пределах зазора h, всъяэя с чёмэ апе- очндстъ не влияет на соосность высадочно-отрёзной 7 и рёдуцирующе-отрезной 5 втулок. , с этого момента устройство вновь готово для включения механизма редуцирования и движения каретки 6 вправо, только теперь прокат уже находится в редуцирующей части втулки 5. Цикл,повторяется.. Настройка длины отрезаемой заготовки FJ производится рукояткой 59 с лимбом 60 через пару шестерен и ходовой винт 41 о Так как гайка-шестерня 45 закреплена в высадочном ползуне 19 в осевом направлении неподвижно, то вращение шестерни приводит к ее перемещению вместе с высадочным ползуном 19 относительно винта 41 влево -или вправо, в зависимости от направления вращения рукоятки. С изменением положения высадочного ползуна меняется и положение пуансонодержателя 9 и торца пуансона 10 от юсительн6 режущей плоскости высадочно-отреэнрй втулки 7, т,в, изменяется размер j . Величина длины настраивается по лимбу 60. Настройка величины высадки g , т.е. хода поршня, ростоящего из дисков.35 и 36, осуществляется рукояткой 39 с лимбом 40 через валик 38 со шпонкой, ходовой винт 37 со шпоночной канав-, кой и диск 36. Вращение ходового винта 37 заставляет перемещаться диск 36 по его резьбе влево или вправо. От проворачивани,я диск застопорен отдельной шпонкой. Сведение диска 36 к диску 35 увеличивает ход высадки, разведение - уменьшает. Диски могут быть разведены так, что величина вg будет равна О, т.е. поршень не .будет иметь движения.. Настройка технологического зазора резки между высадочно-отрезной 7 и рёдуцирующе-отрезной 5 втулками осуществляется рукояткой 55.с лимбом 56 через систему шестерен 14, 53 и 54 (полностью .не показаны) и винтовые упоры 13, в которые упирается каретка 6 с втулкой 5, Для исключения зазора упоры 13 ввинчиваются и тогда втулка 5 упирается во втулку 7. . Настройка .соосности втулок 5 и 7 производится за счет винтового упора 48, который определяет положение ползуна 8 с втулкой 7 относительно каретки 6 с втулкой 5. Для смены зажимных вставок 3 губки 28 вынимаются вверх из своих гнезд в рычагах 22 и 23 клещей. Для смены рёдуцирующе-отрезной втулки 5 проставка 21 с помощью гидроцилйндра 31 опускается вниз, каретка механизма-6 редуцирования с помощью гидроцилиндров 33 отводится на значительное расстояние вправо, перемещая BMjsCTe с собой по оси 24 Механизм 2 зажима со скалками 20. Для смены в|Лсадочно-отрезной втулки 7 и пуансона 10 упор 48 отводится вправо, проставка 47 вынимается, движенйем кривошипно-шатунн го механизма 11 верхняя часть 44 отрезного пол зунй 8 подводится к нижней его части обе части соединяются наладочными болтами (не показаны) и поднимаются кривошипно-шатунным механизмом 11 в верхнюю мертвую точку. В таком положении высадочно-отрезная втулка 7 и пуансон 10 без труда вынимаются из расточки отрезного ползуна 8. Введение в устройство для разделе .ния пруткового материала механизма редуцирования позволяет обеспечивать высокое качество отрезае1 шх заготовок с Отношением длины к диаметру от 0,1 до 0,8 за счет точного дозирования объема отделяемых заготовок, получаемых до настоящего времени или вырубкой из листового проката, значительно дорогостоящего,чем сортовой или резкой круглого проката на металлорежущих станках, где технологические отходы составляют 40-60% от веса получаемых при этом заготовок. Формула изобретения 1. Устройство для разделения прут кового материала на заготовки, содер жащее станину, установленные в не приводной отрезной ползун со смонтированной в нем высадочно-отрезной втулкой, втулочний нож, механизм высадки, выполненный в виде приводного ползуна и,пуансонодержателя с пуансоном, установленного в расточке отрезного ползуна, механизм зажима пруткового материала, механизм установки зазора между режущими кромками высадочно-отрезной втулки и втулочно го ножа, приводной выталкиватель отрезанных Заготовок и съемник, отличающееся тем, -JTO, с целью повышения качества получаемых заготовок за счет обеспечения точног дозирования объема отделяемой загото ки, оно снабжено ме анизмом редуциро вания, выполненным в виде размещенно в направляющих станины приводной каретки, втулочный нож смонтирован в указанной приводной каретке и выполнен с конической редуцирующей поверх ностью, а пуансонодержатель подпружи нен относительно приводного отрезного ползуна. -. 2.Устройство ,по п. 1, о т ли чающееся тем, .что, с целью обеспечения соосности высадочно-отрезной втулки и втулочного ножа и удобстве смены инструмента, оно снабжено установленным на станине регулируемым упором, а приводной отрезной ползун выполнен составным из двух частей, взаимодействующих между собой посредством размещенной между ними проставки и подпружиненных тяг, при этом часть отрезного ползуна с высадочно-отрезной втулкой установлена с возможностью взаимодействия с регулируемым упором. 3.Устройство по п. 1 о т л и чающееся тем, что, с целью повышения производительности за счет обеспечения удобства переналадки механизма зажима, последний выполнен в виде шарнирно установленных на одной оси приводных двуплечих рычагов, и взаимодействующего с ними посредством скалок приводного упора. 4.Устройство по п. 1,отличающееся тем, что, с целью обеспечения раздельной регулировки величины высадки и длины отрезаемой заготовки, привод ползуна механизма высадки выполнен в виде силового цилиндра, шток которого выполнен в виде ОСНОВНОГО ходового винта, а поршень - в виде двух установленных на нем дисков, один из которых неподвижен, а другой снабжен приводом осевого перемещения, при этом ползун механизма ; высадки связан со штоком силового цилиндра посредством дополнительного ходового винта. 5. Устройство по п. 1, отличающееся тем, что привод выталкивателя выполнен в виде шарнирно установленного на ста,нине. двуплечего рычага, одно плечо которого взаимодействует с приводным пуансонодержатёлем механизма высадки, а другое с приводным отрезным ползучом. , Источники информации, принятые йо внимание при экспертизе 1. Авторское свидетельство СССР 307856,кл. В 23 D ,. 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Одноударный холодновысадочный автомат | 1980 |
|
SU984602A1 |
| Устройство для разделения пруткового материала | 1980 |
|
SU933305A2 |
| Многопозиционный высадочный автомат | 1977 |
|
SU732063A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
yff; f / ... «
у
se
.
У////////////////////////// (puf.3
