Изобретение относится к области получения путем экструзии эластичного пруткового материала и резки мерных заготовок в поперечном направлении из эластичного пруткового материала.
Известен способ получения мерных заготовок высокоскоростной резкой в поперечном направлении эластичного трубного и пруткового материала по патенту RU №2008202, МПК В26D 3/16, B29B 11/02, «Устройство для резки материала на мерные заготовки».
Способ заключается в следующем.
Эластичный трубчатый или прутковый материал предварительно нарезают на технологические отрезки, которые подают во входную трубку (трубопровод). При выходе из трубопровода пруток попадает в промежуток между приводным диском и прижимным роликом, которые силами сцепления продвигают его в зону резки.
Приводной диск имеет длину окружности, равную требуемой длине заготовки, и при совершении полного оборота продвигает материал на эту длину.
После этого происходит полное затормаживание прутка, и от прутка отрезают ножом мерную заготовку, которая поступает в приемную тару.
Недостатком данного способа является то, что отрезку заготовок можно проводить только от предварительно отпрессованных прутков и нарезанных на технологические отрезки. Это ведет к необходимости перед каждым резанием на мерные заготовки технологические отрезки разогревать, иначе при нашем материале на торцах заготовок будут сколы, а это недопустимо по техническим требованиям к заготовкам.
Низка производительность - поскольку перемещение материала и отрезание заготовки не совмещены во времени. Кроме того, высока себестоимость заготовок из-за большой доли ручного труда (операции разогрева, введение технологических отрезков в устройство).
Задачей изобретения является создание способа непрерывного изготовления путем экструзии эластичного пруткового материала и резки его за счет совмещения во времени процессов экструзии и резки. Задача решается за счет того, что в способе резки на мерные заготовки эластичного пруткового материала, полученного путем экструзии, включающем подачу материала в зону резки, отмеривание заготовки на нужную длину, отрезку заготовки и удаление ее из зоны резки, экструзию эластичного материала и резку мерных заготовок осуществляют одновременно, для этого эластичный материал для придания ему формы прутка под давлением пропускают через пресс-инструмент, соединенный с трубопроводом, по которому пруток непрерывно подают в зону резки, где блоком ножей, закрепленных на валу, при рабочем ходе отрезают заготовки мерной длины, при этом пруток в трубопроводе, упираясь в нож блока, затормаживается и искривляется в пределах упругой деформации, тем самым размещая в трубопроводе набегающую длину, появившуюся за время перекрытия ножами пути движения прутка, затем ножи поворотом вала выводят из зоны резки, заготовки под действием собственного веса падают в приемную тару, а пруток, принявший исходное положение под действием напряжений в материале, вновь направляют в зону резки.
Предлагаемый способ осуществляется на устройстве, изображенном на фиг.1, 2.
На гидравлическом вертикальном прессе 1 (фиг.1) установлен в обойме пресс-инструмент 2, в который из изложницы пресса под давлением подают разогретый эластичный материал, который, проходя через пресс-инструмент, приобретает форму прутка.
Пруток, выходя из пресс-инструмента по трубопроводу 3, поступает в зону резки.
Зона резки состоит из направляющего канала, образованного соосно расположенными втулками 4, между торцами которых имеются зазоры.
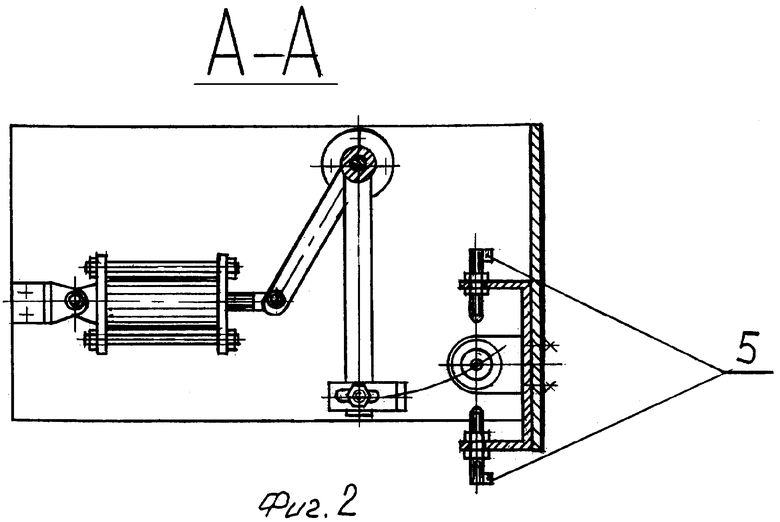
На выходе из направляющего канала зоны резки устанавливают оптический бесконтактный комплект 5 (фиг.2) (излучатель - приемник), который срабатывает при перерезании светового луча выходящим из канала прутком и дает команду на привод блока ножей 6.
Блок ножей совершает рабочий ход. Ножи, входя в зазоры между втулками, перерезают пруток на мерные заготовки. От срабатывания концевого датчика в конце рабочего хода ножи возвращаются в исходное положение и освобождают направляющий канал.
Заготовки под действием собственного веса из направляющего канала падают в приемную тару 7 (фиг.1).
Пруток, заторможенный в трубопроводе на время перекрытия направляющего канала ножами и изогнутый в пределах упругой деформации, под действием напряжений в материале принимает исходное положение и поступает в зону резки. Цикл повторяется.
Положительный эффект предлагаемого способа заключается в том, что за счет совмещения во времени процессов экструзии и резки отпадает необходимость резать пруток на технологические отрезки, отпадает необходимость разогрева, поскольку прутки, поступающие в зону резки, не успевают» охладиться, тем самым исключается ручной труд и, как следствие, снижается себестоимость заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для резки пруткового материала | 1987 |
|
SU1530309A1 |
| Устройство для мерной резки упругого пруткового материала | 1982 |
|
SU1079336A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| Штамп для резки пруткового материала | 1984 |
|
SU1294503A1 |
| Устройство для разделения пруткового материала | 1987 |
|
SU1466876A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Штамп для резки пруткового материала | 1986 |
|
SU1382602A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ | 2013 |
|
RU2532654C2 |
| Устройство для отмеривания длины заготовок к отрезному станку | 1981 |
|
SU1004022A1 |
Способ непрерывного изготовления и резки на мерные заготовки эластичного пруткового материала относится к области получения мерных заготовок высокоскоростной резкой в поперечном направлении эластичного пруткового материала, полученного путем экструзии, и включает осуществляемые одновременно экструзию и резку мерных заготовок. Эструдируемый материал, проходя через пресс-инструмент, приобретает форму прутка, который по трубопроводу поступает в зону резки, где при рабочем ходе блока ножей производят одновременно отрезку нескольких заготовок мерной длины. Обеспечивается повышение производительности труда и снижение себестоимости заготовок. 2 ил.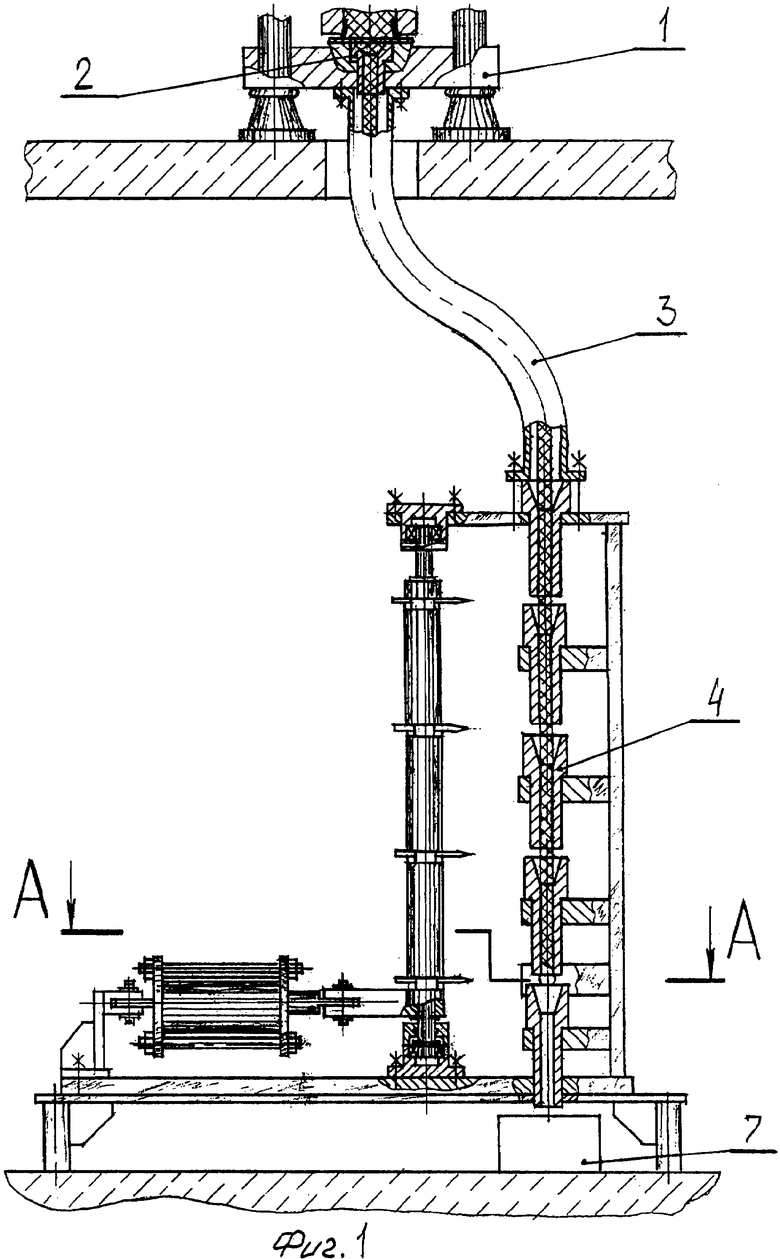
Способ непрерывного изготовления и резки на мерные заготовки эластичного пруткового материала, полученного путем экструзии, включающий подачу материала в зону резки, отмеривание заготовки на нужной длины, отрезку мерной заготовки и удаление ее из зоны резки, отличающийся тем, что экструзию эластичного материала и резку мерных заготовок осуществляют одновременно, причем эластичный материал для придания ему формы прутка под давлением пропускают через пресс-инструмент, соединенный с трубопроводом, для непрерывной подачи прутка в зону резки, в которой блоком ножей, закрепленных на валу, в процессе рабочего хода отрезают заготовки мерной длины, при этом пруток в трубопроводе упирают в нож блока, затормаживают и искривляют в пределах упругой деформации, с возможностью размещения в трубопроводе набегающей длины прутка, появившейся за время перекрытия ножами пути его движения, затем ножи поворотом вала удаляют из зоны резки, мерные заготовки под действием собственного веса падают в приемную тару, а пруток, принимающий исходное положение под действием напряжений в материале, вновь направляют в зону резки.
| УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛА НА МЕРНЫЕ ЗАГОТОВКИ | 1992 |
|
RU2008202C1 |
| DE 19845269 A1, 13.04.2000 | |||
| RU 20096004 C1, 20.11.1997. | |||

