Изобретение относится к способу соединения конца первой металлической полосы с началом второй металлической полосы, в частности, в установках для обработки полос, причем конец полосы и начало полосы, с образованием перекрытия внахлестку, устанавливаются друг на друга, и в зоне перекрытия нахлестку во многих точках соединения посредством пронизывающего соединения без разделения и, следовательно, без обрезной части, соединяются друг с другом.
В установках для обработки полос, которые обозначаются также как производственные линии для обработки полос, как правило, свитые в рулоны (Coils) полосы в приемной зоне разматываются, затем проходят одну или несколько станций обработки и в выпускной зоне, в случае необходимости, опять же сматываются в рулон или, в альтернативном варианте, разрезаются на листы. Чтобы металлические полосы не приходилось постоянно заправлять заново, начало новой полосы соединяется с концом последней полосы. Соединению полос придается особое значение, так как неудовлетворительные соединения полос могут оказывать негативные воздействия на последующую обработку.
Из практики известны, поэтому, различные способы соединения полос, к примеру, посредством сварки, штамповки и/или склеивания (сравнить, к примеру, ЕР 2202025 A1 и ЕР 1749590 A2).
На практике выявило себя то обстоятельство, что соединения полос, альтернативно традиционным способам, могут выполняться также посредством пронизывающего соединения, обозначаемого также как зажим. Пронизывающее соединение - это способ соединения металлических полос или листов без использования дополнительного материала. Инструмент для пронизывающего соединения (зажимной инструмент) состоит, как правило, из штампа (штампов) и матрицы (матриц). Соединяемые полосы посредством штампа, аналогично тому, что происходит при глубокой вытяжке, за счет пластической деформации вжимаются в матрицу или прижимаются к ней. Полосы соединяются при этом друг с другом с геометрическим замыканием (и с силовым замыканием), без использования заклепок. За счет соответствующего варианта осуществления матрицы и штампа на матрице или в матрице происходит растекание материала по ширине, так что - аналогично заклепочному соединению - реализуется соединение с геометрическим замыканием, однако, без использования отдельных заклепок. Под пронизывающим соединением или зажимом в рамках изобретения понимается пронизывающее соединение без отделения и, следовательно, без обрезной части.
Такой способ ранее описанного типа известен, к примеру, из WO 2014/033037 A1. При этом точки соединения формируются в ходе соединения полос посредством пронизывающего соединения, причем перпендикулярно направлению прохождения полос, на расстоянии друг от друга, формируется большое количество точек соединения, с образованием одного или нескольких рядов точек соединении. При этом предпочтительным является, если инструмент или инструменты устанавливаются с позиционным регулированием.
Известный способ соединения металлических полос посредством пронизывающего соединения без отделения на практике доказал, что может иметь дальнейшее развитие. В данном случае за счет использования изобретения.
Задача изобретения состоит в создании способа, посредством которого металлические полосы могут быть универсальным образом и с высоким качеством соединены друг с другом простым способом.
Для решения данной задачи изобретение в способе в соответствии с родовой версией предлагает, чтобы толщина конца первой металлической полосы и/или толщина начала второй металлической полосы перед соединением измерялись и, чтобы процесс пронизывающего соединения управлялся или регулировался в зависимости от измеренной толщины или от измеренных толщин. Пронизывающее соединение осуществляется посредством инструмента для пронизывающего соединения, имеющего штамп и матрицу. В соответствии с изобретением глубина погружения штампа или штампов в материал управляется или регулируется, к примеру, позиционно регулируется, в зависимости от измеренной толщины полосы или от измеренных толщин полос. Изобретение исходит при этом из идеи о том, что для качественного соединения металлических полос особенно важно, чтобы соединение осуществлялось без отделения и, следовательно, без обрезных кромок. Это предполагает, что штамп не входит в материал чрезмерно глубоко. С другой стороны, для получения безупречного и прочного соединения существенным является, чтобы штамп входил в материал на достаточную глубину, в результате чего глубина вхождения штампа в полосы соответствовала определенному значению. На основании этого, в принципе, возможно осуществлять процесс соединения с позиционным регулированием. В соответствии с изобретением, однако, в дополнение к позиционному регулированию или альтернативно к позиционному регулированию, управление или регулировка процесса соединения осуществляется в зависимости от фактических толщин металлических полос. Так как на практике выявило себя то обстоятельство, что соединяемые металлические полосы по своим толщинам отличаются от заданных/принятых значений или от номинальных значений. Так как в данном случае в соответствии с изобретением производится определение фактической толщины металлических полос, то в ходе процесса соединения можно гарантировать, что процесс соединения производится всегда с оптимальной глубиной погружения. В особо предпочтительном варианте при этом измеряются как толщина конца первой полосы, так и толщина начала второй полосы. Измерение толщины или измерения толщин могут осуществляться, к примеру, посредством лазерного измерения.
Так как в соответствии с изобретением производится измерение толщины, то теперь также нет необходимости в том, чтобы заранее обрезать концы полос или начальные участки полос с возможно большими отклонениями от толщины, к примеру, с утолщениями, а соединение полос может быть осуществлено в тех зонах, которые позднее, в случае необходимости, и так обрезаются как непригодные к использованию.
Измерение толщины полосы или толщин полос осуществляется перед соединением, и притом предпочтительно отдельно для каждой из обеих полос. В альтернативном варианте также в рамках изобретения предполагается измерение общей толщины установленных друг на друга полос (перед процессом соединения). Возможно измерить толщину или толщины вблизи или в/на соединительном устройстве. В альтернативном варианте измерение может быть выполнено, однако, в другом месте, к примеру, непосредственно за размотчиком рулона металла.
Другие предпочтительные варианты осуществления поясняются далее.
Предпочтительно начало полосы, и конец полосы, и/или инструмент для пронизывающего соединения располагаются таким образом, что штамп соединительного инструмента не попадает ни на одну из кромок полосы и/или, что перед или после соединения полос в зоне одной или обеих кромок полос формируются одно или несколько боковых высеканий.
При этом изобретение исходит из идеи о том, что для предотвращения проблем в ходе прохождения полос через другие компоненты установки должны быть сформированы безупречные точки зажима и предотвращено формирование или наличие точек зажима в зоне кромки полосы. Когда, к примеру, точка зажима формируется в зоне существующей кромки полосы, при такой неидеальной точке зажима, в зависимости от степени покрытия кромки полосы штампом, может происходить разлахмачивание кромки полосы. В этой зоне далее при прохождении через производственную линию для обработки полосы могут отламываться частицы, которые, к примеру, могут прилипать к роликам и приводить к тиснениям на полосе. В соответствии с изобретением далее принимаются меры предосторожности для предотвращения возникновения или сохранения точки зажима в зоне кромки полосы.
Поэтому, в соответствии с изобретением имеется возможность уже в ходе установки начала полосы и/или конца полосы, и/или инструмента гарантировать, что штамп соединительного инструмента не попадет ни на одну из кромок полосы.
В альтернативном варианте или в дополнение изобретение предлагает формировать в зоне одной или обеих кромок полосы одно или несколько боковых высеканий или пробивок. Метод пробивки металлических полос на практике, в принципе, известен. Так, к примеру, целесообразным является формирование боковых высеканий при соединении полос неравной ширины, к примеру, тогда, когда новая полоса шире, чем старая, так как более широкие углы новой полосы могли бы остаться висеть на производственной линии, к примеру, на отжимных роликах. Для предотвращения этого в данном случае углы штампуются с наклоном и, притом посредством трапецеидального или полукруглого штамповочного инструмента. В соответствии с изобретением в этом случае имеется возможность сформировать боковые высекания после соединения полос и, притом с условием, что ни одна точка соединения не будет обрезана посредством пробивки.
В альтернативном варианте имеется возможность уже перед соединением полос сформировать одно или несколько боковых высеканий. Это целесообразно, к примеру, тогда, когда имеется опасность, что зажимной штамп попадет на кромку полосы. В этом случае боковое высекание может быть сформировано перед соединением полос с условием, что в зависимости от геометрии инструмента и ширины полосы предотвращается попадание штампа инструмента на кромку полосы.
Несмотря на уже упомянутую выше возможность центрирования конца полосы и начала полосы по центру установки, имеется возможность центрирования лишь одной из полос по центру относительно другой. Тогда оба конца полос или обе полосы могут располагаться вне центра установки. Зажимной инструмент в этом случае смещается в направлении по ширине таким образом, что его центральная ось совпадает с осью концов полос. Тогда опять имеются упомянутые выше возможности для предотвращения расположения точки захвата в зоне кромки полосы.
В дополнение имеется возможность того, чтобы зажимной инструмент оставался зафиксированным в центре установки. Положение обеих полос измеряется относительно центра установки. Таким образом, становится известно, где располагаются точки захвата на обоих соединенных концах полос. Боковое высекание осуществляется в этом случае на каждой стороне таким образом, что не вырубается ни одна точка зажима. В случае, когда на производственной линии также снимается кромка, глубина штампования на каждой стороне измеряется, соответственно, с запасом, однако, опять же таким образом, что не вырубается ни одна точка зажима.
В соответствии со следующим аспектом изобретения в качестве опции предлагается, чтобы полосы перед и/или во время соединения промасливались. Процесс промасливания соединяемых элементов в ходе зажима, в принципе, известен и предназначен для того, чтобы минимизировать износ инструмента при зажиме и увеличить срок его службы. На практике, однако, выявило себя то обстоятельство, что промасливание, используемое в процессе глубокой вытяжки, при зажиме неблагоприятно. Это связано с тем, что промасливание уменьшает трение соединяемых элементов или полос, и это может негативным образом отразиться на качестве соединения или на прочности соединения.
Исходя из этого, изобретение предлагает в предпочтительном варианте, чтобы промасливались лишь верхняя поверхность расположенной сверху металлической полосы и нижняя поверхность расположенной снижу металлической полосы. В соответствии с этим, промасливание осуществляется, следовательно, исключительно снизу на расположенную снизу полосу и сверху на расположенную сверху полосу, так что между обеими поверхностями концов полос промасливания не происходит. Тем самым, простым и надежным способом могут быть предотвращены наблюдаемые на практике проблемы. Тем не менее, износ инструмента может быть минимизирован, а срок его службы увеличен.
Способ в соответствии с изобретением подходит для различных металлических полос, к примеру, для полос из алюминия или из алюминиевого сплава, или для полос из меди или из медного сплава. При этом сюда включаются, в принципе, обычные металлические полосы, к примеру, закаленные металлические полосы. Однако, также в рамках изобретения предусмотрено соединение друг с другом не закаленных металлических полос.
Для зажима необходимо или целесообразно, когда соединяемые элементы имеют хорошую пластичность и хорошую деформируемость при сжимающей и растягивающей нагрузках. Поэтому, на практике до сих пор исходили из того, что пригодны лишь металлические листы или полосы с высоким коэффициентом относительного удлинения при разрыве. На основании этого, для зажима при соединении алюминиевых полос до настоящего времени использовались закаленные алюминиевые полосы, и изобретение включает в себя, разумеется, соединение закаленных металлических полос. Опыты, однако, неожиданным образом выявили тот факт, что и холоднокатаные, не закаленные металлические полосы, к примеру, алюминиевые полосы, достаточно качественно могут быть соединены посредством зажима. Опыты показали, что зажим с хорошим качеством может быть реализован даже тогда, когда относительное удлинение при разрыве A80 составляет лишь 6% или менее. Под относительным удлинением при разрыве в процессе испытания на разрыв понимается разность между измеренной длиной после разрыва и первоначально измеренной длиной относительно первоначально измеренной длины, причем относительное удлинение при разрыве представлено в процентах. Так как значение относительного удлинения при разрыве определяется посредством соотношения измеренной длины к поперечному сечению образца, то относительное удлинение при разрыве более детально обозначается посредством соответствующего индекса, причем в предложенном на рассмотрение случае относительное удлинение при разрыве A80 соотнесено с испытанием на разрыв при измеренной длине 80 мм образца. Так, могут использоваться металлические полосы, относительное удлинение при разрыве A80 которых составляет от 2% до 5%, к примеру, приблизительно от 3% до 4%. В соответствии с изобретением, следовательно, возможно безупречное соединение не только закаленных металлических полос, но и холоднокатаных, не закаленных металлических полос. Под металлическими полосами могут пониматься, к примеру, полосы из алюминия или из алюминиевого сплава, или полосы из меди или из медного сплава. Особое значение имеет при этом тот факт, что соединение полос реализуется посредством большого количества точек соединения. В предпочтительном варианте для соответствующего соединения полос реализуется, по меньшей мере, 30 точек соединения на метр ширины полосы, к примеру, по меньшей мере, 40 точек соединения, особо предпочтительно, по меньшей мере, 50 точек соединении на метр ширины полосы. Ввиду наличия большого количества точек соединения, которые обеспечивают соединение полос, можно смириться с тем, что отдельные точки зажима разрываются. Изобретение исходит при этом из идеи о том, что, к примеру, при соединении не закаленных, холоднокатаных металлических полос можно работать в предельном диапазоне, в котором, в случае необходимости, отдельные точки зажима разрываются. Ввиду большого количества точек зажима, на прочность соединения полос не оказывается, однако, соответствующего негативного воздействия, так что способ в соответствии с изобретением на практике можно реализовать и на не закаленных, холоднокатаных металлических полосах. При этом большое количество точек соединения может быть сформировано в одном ряду точек соединения, с большим количеством распределенных по ширине ряда точек соединения, или в особо предпочтительном варианте также в нескольких, расположенных в направлении движения полосы друг за другом, рядах точек соединения. При этом один или несколько рядов точек соединения могут быть сформированы одновременно посредством лишь одного хода пресса.
В этом отношении можно прибегнуть к информации из WO 2014/033037 А1.
В дополнительном варианте осуществления изобретения полосы соединяются друг с другом посредством темперированного зажима. В этом случае предусмотрено, что соединяемые металлические полосы перед и/или во время соединения нагреваются. К тому же, имеется возможность предварительно нагревать полосы посредством соответствующих темперирующих устройств и затем соединять их посредством зажима. В альтернативном варианте или в дополнение нагревание может производиться также посредством самого зажимного инструмента. К тому же, имеется возможность нагревать верхний инструмент и/или нижний инструмент, так что полоса в этом случае нагревается под контактным давлением и затем деформируется. Для этого целесообразно работать с не профилированной матрицей или с не профилированным ответным инструментом, причем ответный инструмент и/или штамп выполнены с возможностью нагрева. При нагревании полос посредством одного или обоих инструментов целесообразным может являться прижатие полос друг к другу перед зажимом или прессованием посредством соответствующих средств, к примеру, зажимного устройства или аналогичного ему устройства. Так, имеется возможность прижимать полосы посредством прижима к (нагретым) сопряженным поверхностям, так что происходит нагревание зоны соединения. Затем осуществляется зажим с помощью штампа. Контактное давление во время нагревания может обеспечиваться, однако, самими инструментами или штампами. В (первой) фазе нагревания в этом случае осуществляется лишь фиксация полос и при этом нагревание, а во (второй) фазе зажима происходит соединение.
При темперированном зажиме целесообразным является, если подвижный инструмент, к примеру, верхний инструмент выполнен с возможностью позиционной регулировки и, причем, в частности, тогда, когда штамп в фазе нагрева для контактного предварительного нагревания должен быть позиционирован на полосе. В случае контактного предварительного нагревания при помощи инструмента, кроме того, целесообразным является, если контактное давление (во время нагревания) может регулироваться в зависимости от полосы.
За счет темперирования (нагревания) металлических полос повышается их деформируемость или их способность к деформации, так что процесс соединения может быть оптимизирован. Это является предпочтительным, в частности, при соединении твердых материалов, так как деформируемость твердых материалов может быть улучшена за счет темперирования. В целом, темперирование является предпочтительным для определенных материалов или комбинаций материалов. Трещинообразование может быть предотвращено.
Предметом изобретения является также устройство для соединения металлических полос посредством способа описанного типа. Это устройство имеет соединительный пресс со станиной пресса, верхней частью пресса и нижней частью пресса, причем на верхней части пресса закреплен верхний инструмент, по меньшей мере, с одним штампом (или одной матрицей) для пронизывающего соединения, а на нижней части пресса нижний инструмент, по меньшей мере, с одной матрицей (или одним прессом) для пронизывающего соединения, причем верхняя часть пресса и/или нижняя часть пресса для приложения усилия прессования выполнены с возможностью перемещения (друг к другу) посредством одного или нескольких приводных механизмов. Таким образом, имеется возможность перемещать верхнюю часть пресса с верхним инструментом при помощи приводных механизмов к стационарному нижнему инструменту, и наоборот. Под приводными механизмами можно понимать, к примеру, гидравлические цилиндры пресса. При этом можно обратиться, к примеру, к существующим конструкциям штамповочных соединительных прессов. Могут прилагаться большие усилия прессования, так что могут быть сформированы не только отдельные точки соединения, но и одновременно большое количество точек соединения, в частности, один или несколько полных рядов точек соединения. Так предусмотрено, что верхний инструмент выполнен в виде составного инструмента с несколькими распределенными по ширине полосы штампами (или матрицами), а нижний инструмент выполнен в виде составного инструмента с несколькими распределенными по ширине полосы матрицами (или штампами). В соответствии с изобретением предусмотрено одно или несколько устройств для измерения толщины, посредством которых можно измерить толщину конца первой металлической полосы и/или толщину начала второй металлической полосы. К тому же, может быть предусмотрено устройство управления или регулировки, посредством которого процесс пронизывающего соединения может управляться или регулироваться в зависимости от измеренных толщин. Дополнительно может быть предусмотрено штамповочное устройство, посредством которого может быть получено одно или несколько боковых высеканий перед и/или после соединения полос. В качестве опции или дополнительно может быть предусмотрено, кроме того, одно или несколько промасливающих устройств для полос и/или для инструментов.
С учетом того факта, что устройство в дополнение должно быть приведено в соответствие с различными полосами и, в частности, с полосами различной ширины, в предпочтительном варианте предусмотрено устройство для замены инструментов с несколькими верхними инструментами и несколькими нижними инструментами (и, следовательно, с несколькими комплектами инструментов), которое по выбору может переводиться из рабочего положения внутри пресса в положение ожидания вне пресса, и наоборот. При наличии устройства для замены инструментов имеется возможность предоставить в распоряжение несколько зажимных инструментов или комплектов инструментов, так что может быть осуществлено простое согласование машины с определенными условиями, в частности, с полосами различной толщины. Дополнительно имеется возможность оснащения устройства для замены инструментов дополнительным (традиционными) штамповочным инструментом, так что машина может быть переоборудована, в случае необходимости, также и в штамповочное устройство.
Как уже упоминалось, инструменты для зажима, как правило, имеют штамп, с одной стороны, и матрицу, с другой стороны. Под матрицей можно понимать, к примеру, контурную или профилированную матрицу, которая может быть согласована с формой штампа. Под матрицей в рамках изобретения понимают, однако, также и не профилированную, плоскую матрицу и, следовательно, плоский сопряженный инструмент, так что изобретение охватывает как бы и «безматричные» способы захвата.
Далее изобретение поясняется более детально на основании чертежей, которые представляют лишь примеры осуществления, и на которых изображены:
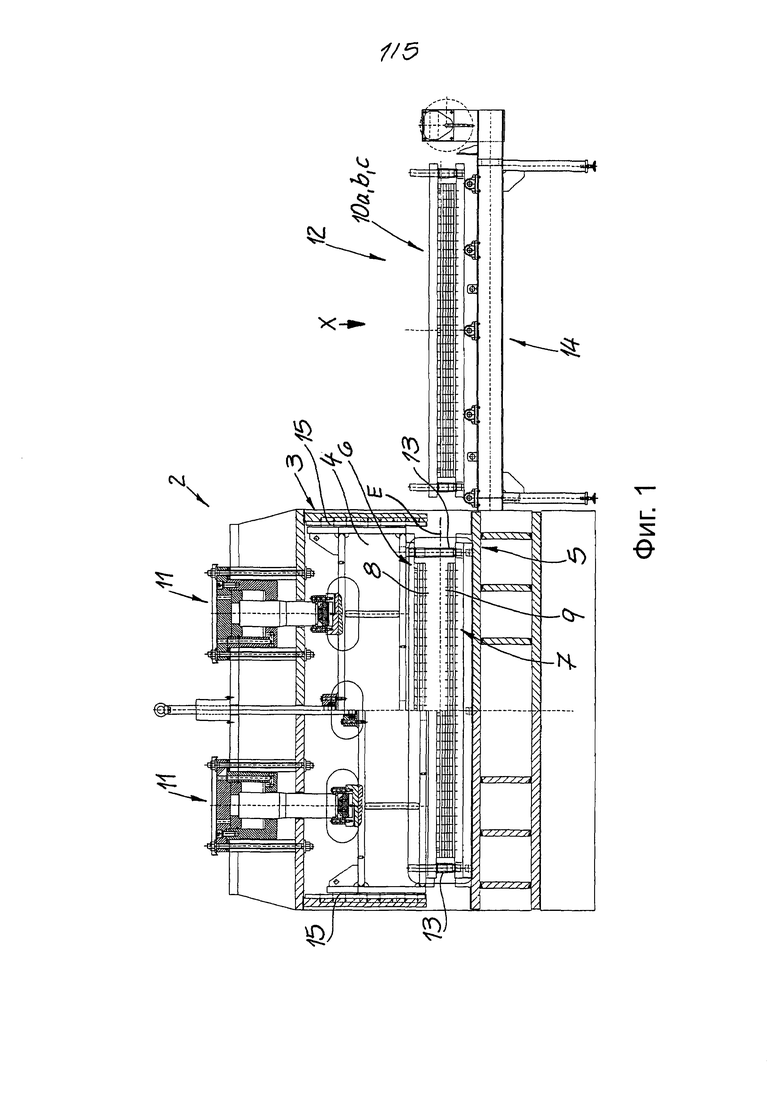
фиг. 1 первый вариант осуществления изобретения в вертикальном разрезе,
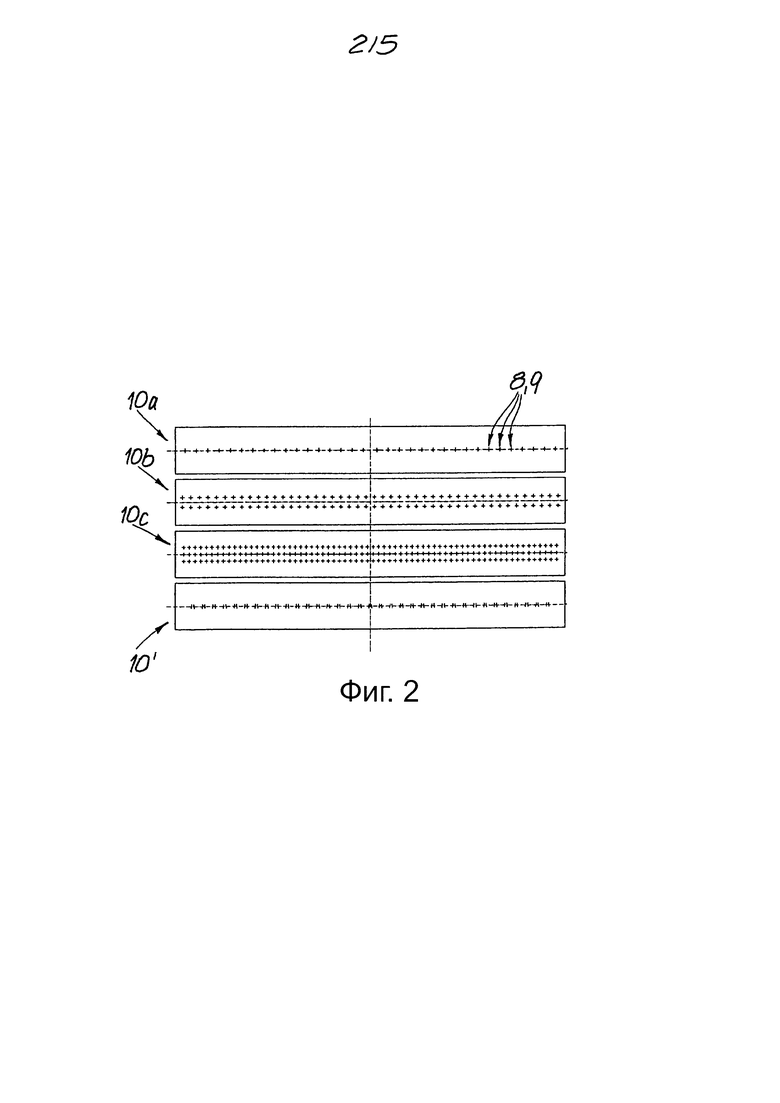
фиг. 2 упрощенный вид на предмет изобретения в соответствии с фиг. 1 в направлении X,
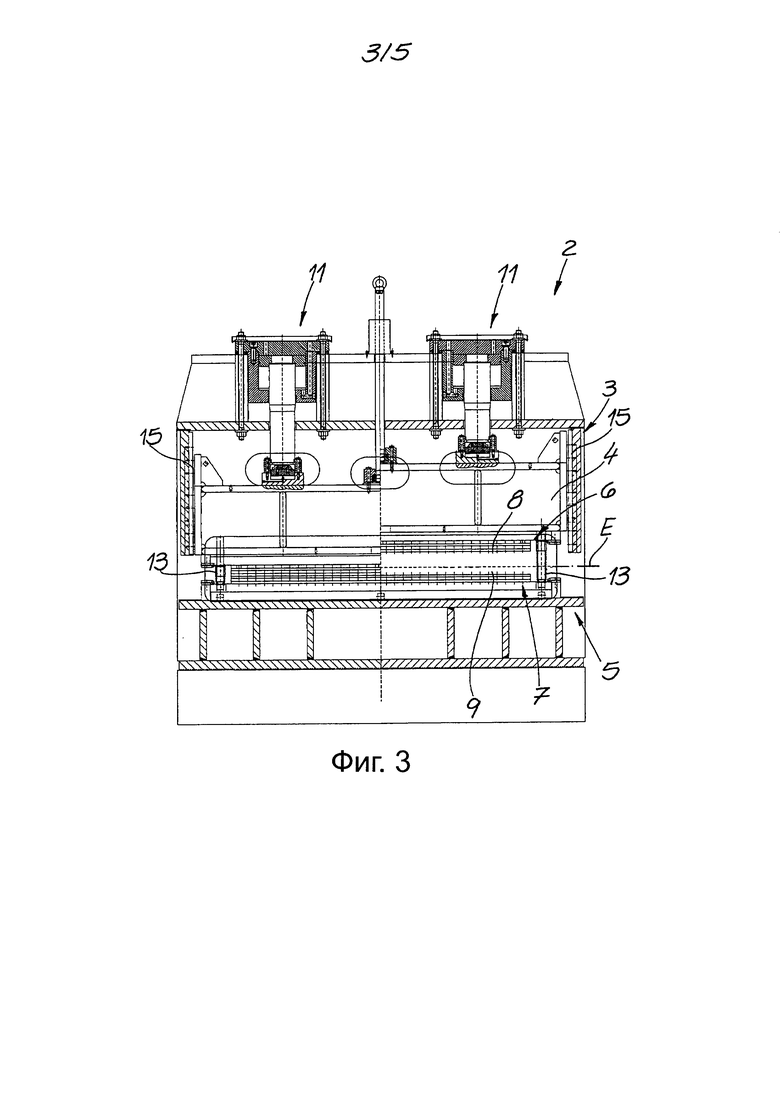
фиг. 3 второй вариант осуществления изобретения в вертикальном разрезе,
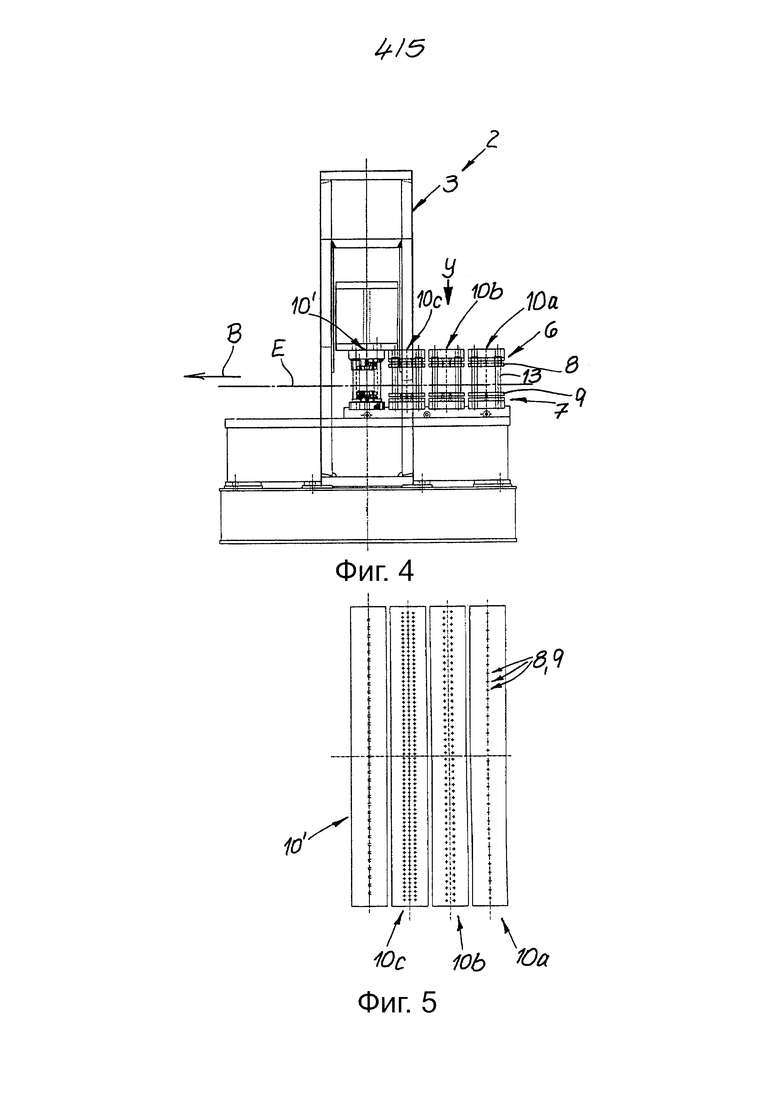
фиг. 4 предмет изобретения в соответствии с фиг. 3 на виде сбоку,
фиг. 5 упрощенный вид на предмет изобретения в соответствии с фиг. 4 в направлении Y,
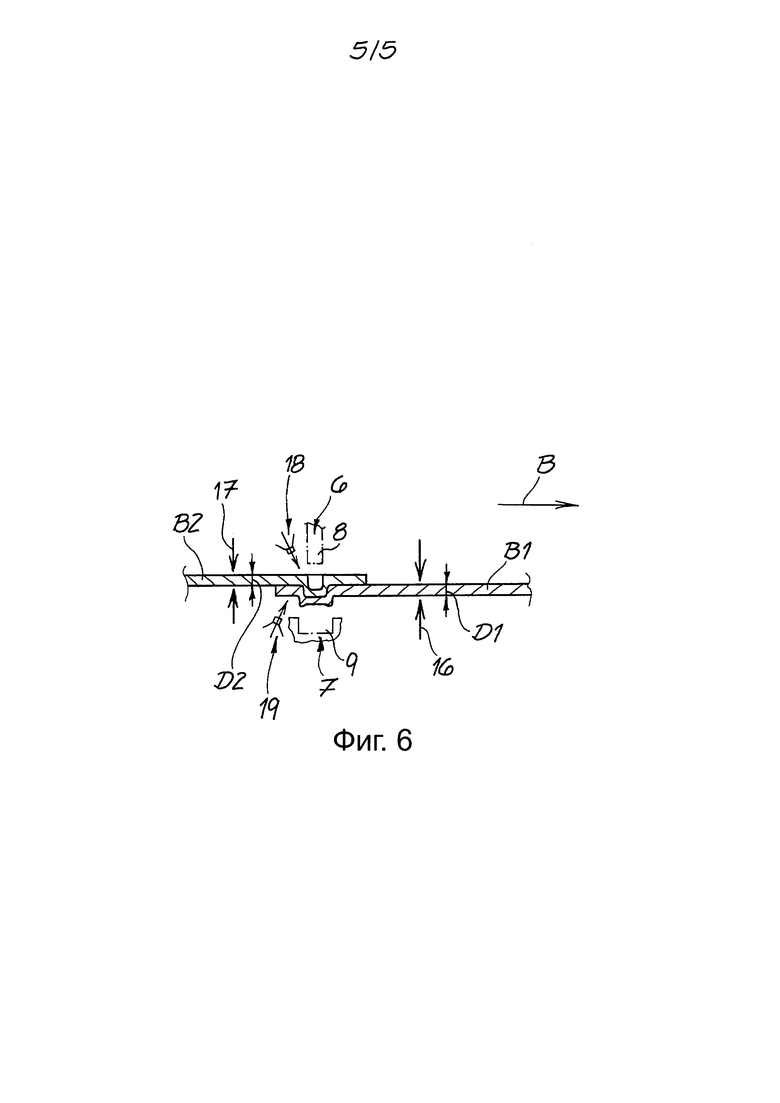
фиг. 6 упрощенное изображение зажимного соединения с измерением толщины полосы.
Фигуры демонстрируют устройство для соединения металлических полос, а именно, для соединения конца первой металлической полосы с началом второй металлической полосы. Такое устройство в предпочтительном варианте интегрируется в установку для обработки полосы (производственную линию для обработки полосы), к примеру, в приемную зону такой производственной линии для обработки полосы. Там, в приемной зоне, свитые в рулон металлические полосы разматываются, затем проходят различные станции обработки и в выпускной зоне опять же сматываются в рулон или подвергаются другому способу обработки. Чтобы металлические полосы не приходилось постоянно заправлять заново, начало новой полосы соединяется с концом последней полосы. Для этого начало полосы и конец полосы, с образованием перекрытия внахлестку, устанавливаются друг на друга и в зоне перекрытия соединяются друг с другом в нескольких точках соединения. Такие способы соединения, в принципе, известны. На фиг. 1-5 металлические полосы не изображены, а показана лишь плоскость Е полосы.
В соответствии с изобретением точки соединения формируются посредством пронизывающего соединения без образования обрезной части (посредством зажима). Для этого устройство имеет соединительный пресс 2 со станиной 3 пресса, верхней частью 4 пресса и нижней частью 5 пресса. Направление В движения полосы представлено на фиг. 4, на фиг. 1 и 3 оно перпендикулярно плоскости чертежа. На верхней части 4 пресса закреплен верхний инструмент 6 с несколькими штампами 8 для зажима. На нижней части 5 пресса закреплен нижний инструмент 7 с несколькими матрицами для зажима. Верхний инструмент 6 со штампами 8 и нижний инструмент 7 с матрицами 9 образуют комплект 10a, b, с инструментов. Верхний инструмент 6 и нижний инструмент 7 выполнены, соответственно, как составные инструменты, соответственно, с несколькими распределенными по ширине полосы штампами 8 и матрицами 9. В представленных примерах осуществления верхняя часть 4 пресса для приложения усилия прессования выполнена с возможностью перемещения посредством приводных механизмов 11 к стационарной нижней части 5 пресса. В примерах осуществления изобретения приводные механизмы 11 выполнены в виде гидравлических цилиндров 11 пресса, которые своими поршнями подсоединены к выполненной с возможностью перемещения верхней части 4 пресса и опираются на стационарную верхнюю балку станины 3 пресса. Фиг. 1 и 3 демонстрируют пресс 2 в детальном изображении, соответственно, на одной половине в закрытом положении, а на другой половине в открытом положении. Верхняя часть 4 пресса проведена по направляющим на станине 11 пресса.
Представленные варианты осуществления оснащены, соответственно, устройством 12 для замены инструментов, которые предоставляют в распоряжение несколько комплектов 10a, b, с инструментов, состоящих, соответственно, из верхнего инструмента 6 и нижнего инструмента 7. При помощи этого устройства 12 для замены инструментов отдельные комплекты 10a, b, с инструментов могут быть на выбор переведены из рабочего положения внутри пресса в положение ожидания вне пресса, и наоборот. Таким образом, имеется возможность замены инструментов и приведение устройства в соответствие с заданными условиями, к примеру, с соответствующей шириной полосы. Тогда предпочтительно для соединения полос определенной ширины используются различные инструменты.
Фиг. 1 и 2, с одной стороны, и фиг. 3-5, с другой стороны, демонстрируют два варианта осуществления с различными устройствами 12 для замены инструментов.
На фиг. 1 и 2 представлен первый вариант осуществления, при котором инструменты 6, 7 посредством устройства 12 для замены инструментов перпендикулярно направлению В движения полосы переводятся из рабочего положения в положение ожидания. Для этого устройство 12 для замены инструментов в данном варианте осуществления расположено сбоку рядом с прессом 2. Оно имеет стол 14 для замены с несколькими расположенными друг за другом вдоль направления В движения полосы комплектами 10a, b, с инструментов. Если находящийся в соединительном прессе 2 инструмент должен быть заменен, то он перпендикулярно направлению В движения полосы вынимается или выдвигается из пресса на стол 14 для замены. Стол 14 для замены перемещается в этом случае параллельно направлению движения полосы, к примеру, вокруг какого-то положения, так что в этом случае другой инструмент перпендикулярно направлению В движения полосы может быть помещен (введен) в пресс 2. На упрощенном виде сверху на фиг. 2 можно видеть, что в представленном варианте осуществления в устройстве 12 для замены инструментов расположено четыре различных инструмента или комплекта 10a, b, с инструментов. Для зажима предусмотрено три комплекта 10a, b, с инструментов, посредством которых могут быть сформированы один, два или три ряда точек соединения. Первый комплект 10а инструментов имеет, следовательно, один ряд штампов и матриц, в то время как второй комплект 10b инструментов имеет два, расположенных в направлении В движения полосы друг за другом, ряда штампов и матриц, а третий комплект 10с инструментов имеет три, расположенных в направлении движения полосы друг за другом, ряда штампов и матриц, так что по выбору посредством одного единственного хода пресса можно сформировать один, два или три ряда точек соединения, в зависимости от того, какой инструмент 10a, b, с расположен в прессе 2. Дополнительно предусмотрен добавочный комплект 10' инструментов, выполненный в виде штамповочного инструмента 10', так что пресс можно также легко переоборудовать для штамповочного соединения. Становится ясно, что, к примеру, для различных толщин полос или диапазонов толщин полос могут применяться различные комплекты инструментов, причем отдельные комплекты 10a, b, с инструментов, как правило, имеют различные диаметры сварных точек или диаметры штампов. Для тонких полос, как правило, используются небольшие диаметры сварных точек, причем в этом случае наносится сравнительно большое количество точек соединения. Для толстых полос используются большие диаметры сварных точек, причем в этом случае, как правило, наносится меньше точек соединения.
При этом можно видеть, что верхний инструмент 6 и нижний инструмент 7 при образовании комплекта 10a, b, с инструментов соединены друг с другом посредством направляющих 13. В примере осуществления речь идет о направляющих стойках 13, которые обеспечивают совместное перемещение верхнего инструмента 6 и нижнего инструмента 7 со штампами и матрицами именно в заданном положении. При этом каждый комплект инструментов имеет, в целом, четыре расположенные по углам направляющие стойки 13. Это в равной степени относится и к варианту осуществления в соответствии с фиг. 1 и 2, а также к варианту осуществления в соответствии с фиг. 3 и 4.
В то время как комплекты 10a, b, с или 10' инструментов в варианте осуществления в соответствии с фиг. 1 и 2 заменяются перпендикулярно направлению В движения полосы, фиг. 3-5 демонстрируют второй вариант осуществления, при котором комплекты 10a, b, с или 10' инструментов для замены перемещаются вдоль направления В движения полосы. Отдельные комплекты инструментов опять же располагаются в направлении В движения полосы друг за другом, в данном случае, однако, не со смещением в сторону к соединительному прессу 2, а со смещением вдоль направления движения полосы к соединительному прессу 2. Тем не менее, прохождению металлической полосы ничего не мешает, так как верхние инструменты 6 всегда располагаются выше металлической полосы или плоскости Е полосы, а нижние инструменты 7 всегда располагаются ниже металлической полосы, и так как направляющие стойки 13 всегда расположены вне зоны полосы. В этом варианте осуществления комплект инструментов можно заменить и тогда, когда полоса находится в машине. Фиг. 4 демонстрирует вид, при котором, к примеру, штамповочный инструмент 10' расположен в машине.
Для возможности замены комплектов 10a, b, с, 10' инструментов, как правило, предусмотрены, переменные приводные механизмы, к примеру, гидравлические приводные механизмы, которые на фигурах не представлены детально.
Обозначенные на фиг. 2 и 5 инструменты демонстрируют, что посредством устройства в соответствии с изобретением одновременно можно получить большое количество расположенных на расстоянии друг от друга перпендикулярно направлению В движении полосы точек соединения, с образованием, по меньшей мере, одного, проходящего по ширине полосы или вблизи ширины полосы, ряда точек соединения. В зависимости от того, какой из инструментов используется, одновременно может быть образовано также несколько, расположенных в направлении движения полосы друг за другом, рядов точек соединения. Тем самым, имеется возможность осуществить полное соединение полос и при наличии нескольких рядов точек соединения в процессе одного единственного хода пресса. Соединительный пресс посредством гидравлических цилиндров 11 обеспечивает достаточное усилие прессования.
Принцип зажимного соединения в соответствии с изобретением в качестве примера упрощенно представлен на фиг. 6. При этом показаны конец первой металлической полосы В1 и начало второй металлической полосы В2, а также перекрытие внахлестку, в зоне которого посредством зажимного инструмента 6, 7, вследствие зажима, формируются точки соединения. При этом зажимное соединение показано без обрезной части. На фиг. 6 можно видеть, что посредством первого устройства 16 для измерения толщины измеряется толщина D1 конца первой металлической полосы В1, а посредством второго устройства 17 для измерения толщины измеряется толщина D2 начала второй металлической полосы В2 перед соединением полос. Эти устройства 16, 17 для измерения толщины могут быть осуществлены, к примеру, в виде оптических устройств для измерения толщины, к примеру, посредством лазерного излучения. В случае использования этих устройств 16, 17 для измерения толщины имеется возможность управлять процессом соединения, в зависимости от измеренной толщины или измеренных толщин D1, D2, или регулировать его посредством не изображенного устройства управления и/или регулировки. В представленном примере осуществления устройства для измерения толщины расположены в непосредственной близости от соединительных инструментов, они могут быть встроены в устройство соединения. Изобретение относится, однако, также к вариантам осуществления, при которых устройства для измерения толщины расположены в другой позиции, внутри установки для обработки полосы, так, к примеру, устройство для измерения толщины может располагаться непосредственно за размотчиком рулона металла, чтобы там измерять толщину начала полосы, причем соответствующий сигнал или соответствующее значение может быть обработано в этом случае в ходе соединения полос.
Кроме того, имеется возможность промасливания полос посредством устройств 18, 19 для промасливания. При этом в представленном примере осуществления предусмотрено, что в зоне перекрытия внахлестку промасливаются лишь верхняя поверхность расположенной сверху металлической полосы В2 и нижняя поверхность расположенной снизу металлической полосы В1. В качестве опции или в дополнение имеется возможность промасливания соответствующих поверхностей инструментов.
Представленные на фиг. 6 опции могут использоваться по отдельности или в комбинации друг с другом, к примеру, в устройстве в соответствии с фиг. 1-5, в качестве альтернативы, однако, и в устройствах, осуществленных иным образом.
Изобретение относится к соединению конца первой металлической полосы с началом второй металлической полосы в установках для обработки полос. Конец полосы и начало полосы с образованием перекрытия внахлёстку располагают друг над другом и в зоне перекрытия внахлёстку во многих точках соединения посредством пронизывающего соединения без разделения соединяют друг с другом. Перед соединением измеряют толщину конца первой металлической полосы и толщину начала второй металлической полосы внутри установки для обработки полос. В зависимости от измеренных перед соединением толщин регулируют процесс пронизывающего соединения. Глубину погружения штампа или штампов инструмента для пронизывающего соединения регулируют в зависимости от измеренных перед соединением толщин. В результате повышается качество соединения полос. 2 н. и 8 з.п. ф-лы, 6 ил.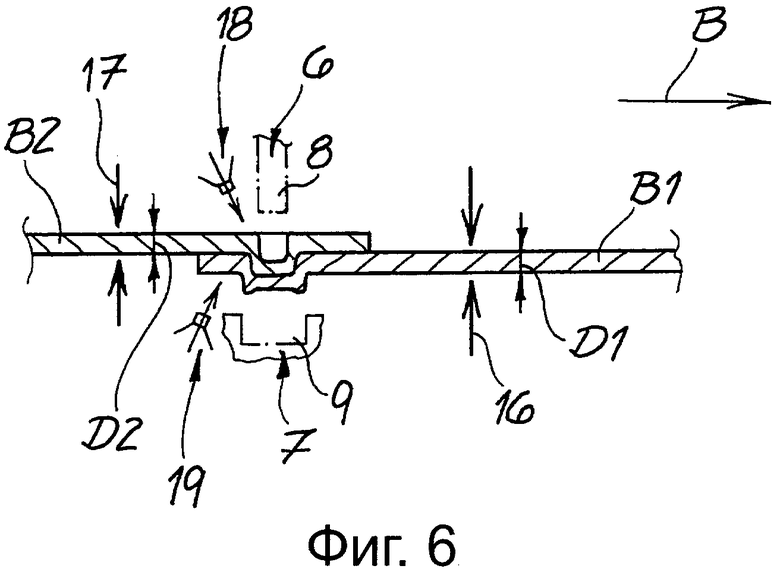
1. Способ соединения конца первой металлической полосы с началом второй металлической полосы в установках для обработки полос, причём конец полосы и начало полосы с образованием перекрытия внахлёстку располагают друг над другом и в зоне перекрытия внахлёстку во многих точках соединения посредством пронизывающего соединения без разделения соединяют друг с другом, отличающийся тем, что перед соединением измеряют толщину конца первой металлической полосы и толщину начала второй металлической полосы внутри установки для обработки полос и в зависимости от измеренных перед соединением толщин регулируют процесс пронизывающего соединения, причем глубину погружения штампа или штампов инструмента для пронизывающего соединения регулируют в зависимости от измеренных перед соединением толщин.
2. Способ по п.1, отличающийся тем, что начало полосы и конец полосы и/или инструмент для пронизывающего соединения располагают таким образом, что штамп соединительного инструмента не попадает ни на одну из кромок полосы, а перед или после соединения полос в зоне одной или обеих кромок полос формируют одно или несколько боковых высеканий.
3. Способ по п.2, отличающийся тем, что боковые высекания перед соединением полос формируют в соответствии с тем, чтобы в зависимости от геометрии инструмента и ширины полосы, а также положения полосы предотвращалось попадание штампа инструмента на кромку полосы.
4. Способ по п.2, отличающийся тем, что боковые высекания после соединения полос формируют в соответствии с тем, чтобы ни одна из стыкуемых точек соединения не вырезалась посредством боковых высеканий.
5. Способ по любому из пп.1-4, отличающийся тем, что в зоне перекрытия внахлёстку промасливают лишь верхнюю поверхность расположенной сверху металлической полосы и нижнюю поверхность расположенной снизу металлической полосы.
6. Способ по любому из пп.1-4, отличающийся тем, что для соединения полос посредством пронизывающего соединения формируют по меньшей мере 30 точек соединения на метр ширины полосы.
7. Способ по п.6, отличающийся тем, что для соединения полос посредством пронизывающего соединения формируют по меньшей мере 50 точек соединения на метр ширины полосы.
8. Устройство для соединения конца первой металлической полосы (В1) с началом второй металлической полосы (В2) в установках для обработки полос в соответствии со способом по любому из пп.1-7, содержащее
соединительный пресс (2) для пронизывающего соединения и по меньшей мере одно устройство (16, 17) для измерения толщины, выполненных с возможностью измерения толщины (D1) конца первой металлической полосы (В1) и толщины (D2) начала второй металлической полосы (В2), и устройство управления и/или регулировки, выполненное с возможностью управления и/или регулирования процесса пронизывающего соединения, в зависимости от измеренных перед соединением толщин (D1, D2).
9. Устройство по п.8, содержащее по меньшей мере одно штамповочное устройство, выполненное с возможностью формирования одного или нескольких боковых высеканий перед и/или после соединения полос.
10. Устройство по п.8 или 9, содержащее по меньшей мере одно устройство (18, 19) для промасливания, выполненное с возможностью промасливания металлической полосы, или металлических полос, и/или инструментов для пронизывающего соединения.
| WO 2014033037 A1, 03.09.2012 | |||
| US 2007084045 A1, 19.04.2007 | |||
| DE 10208304 C1, 20.11.2003 | |||
| DE 3916014 A1, 22.11.1990 | |||
| СПОСОБ СКРЕПЛЕНИЯ КОНЦОВ РУЛОННОЙ | 0 |
|
SU210817A1 |

