Изобретение относится к способу и устройству для соединения конца первой металлической полосы с началом второй металлической полосы согласно ограничительной части пп.1 и 10.
В установках для обработки полос, называемых также технологическими линиями, смотанные, как правило, в рулоны полосы во входной части разматываются, проходят затем через одну или несколько секций обработки и в выходной части, при необходимости, снова наматываются, или в качестве альтернативы нарезаются на листы. Чтобы не приходилось постоянно снова заправлять полосы, начало нового рулона соединяется с концом последнего рулона. В этой связи из практики известно соединение металлических полос между собой посредством сварных соединений.
В случае различных типов металлических полос и, в частности, металлических полос из алюминиевых сплавов сварные соединения часто создают на практике трудности. Так, например, точечная контактная сварка алюминиевых сплавов создает проблему образования брызг. Далее возникает опасность прилипания электрода к полосе, а из-за шунтирования требуются минимальные расстояния между двумя соседними сварными точками. Некоторые сплавы вообще не свариваются посредством точечной контактной сварки. То же относится к шовной контактной сварке, при которой в случае алюминиевых сплавов также возникает проблема образования брызг, а шов имеет низкое качество. Также при трубной сварке возникает низкое качество шва, в частности в случае небольших толщин полос.
По этой причине для сварки в качестве альтернативы приходилось прибегать также к штампованным соединениям, которые называются также ститч-соединения и используются, как правило, вплоть до толщины полосы около 6 мм. При этом проблему часто представляет тот факт, что в процессе штамповки возникает обусловленный зазорами в штампах между матрицей и пуансоном грат или еще свободные или еще легко соединенные с полосами чешуйки. Пока полосы проходят через технологическую линию и огибают ее ролики, грат или чешуйки могут отломиться и пристать к роликам, в частности тогда, когда речь идет о роликах с полимерным покрытием. Во избежание этого, в принципе, известно заклеивание штампованных соединений липкой лентой (DE 102005037182A1). В остальном на практике используются также клеевые соединения, однако, как правило, лишь вплоть до толщины полос максимум 1 мм. При больших толщинах полос возникает опасность того, что клеевой шов в линии по обработке полос при прохождении роликов ослабнет из-за изгибной жесткости полос.
Наконец из DE 69714104 T2 известна головка для точечной сварки для обвязочной машины, причем в такой машине, например, рулон стальной полосы, рулон проволоки, группа труб, или прутков, или стержней, или пачка пластин обвязывается стальной полосой. Накладывающиеся друг на друга участки такой стальной полосы могут быть соединены между собой точечной сваркой.
В основе изобретения лежит задача создания способа соединения металлических полос, в частности во входной зоне установки для обработки полос описанного выше рода, посредством сварного соединения, который имел бы универсальное применение для различных металлических сплавов, в частности алюминия или алюминиевых сплавов, и который можно было бы реализовать, в частности, без мешающего гратообразования.
Способ согласно изобретению представлен в п.1 формулы изобретения. При точечной сварке трением точечное сварное соединение выполняется без припуска материала. Пластификация материала создается за счет теплоты трения вращающегося сварочного инструмента, который с определенным давлением давит на металлические полосы и проникает в них, в результате чего происходит смешивание их материала или материалов. Может применяться традиционный способ точечной сварки трением, при котором вращающийся инструмент, например вращающийся стержень, давит на полосы. Особенно предпочтительно сварные точки посредством точечной сварки трением ставятся с помощью сварочной головки, которая содержит вращающийся стержень или стержнеобразный выступ и окружающую вращающийся стержень или стержнеобразный выступ, вращающуюся втулку, причем стержень и/или втулка за счет вращения и созданной, тем самым, теплоты трения пластифицируют в отдельных местах конец и начало полос, причем во время сварки стержень и втулка, по меньшей мере, временно аксиально перемещаются по отношению друг к другу в противоположных направлениях. Эта технология точечной сварки трением принципиально известна (DE 19955737B4). В предпочтительно применяемом здесь варианте точечной сварки трением с вращающимся стержнем и/или вращающейся втулкой, перемещающимися навстречу друг другу в осевом направлении и проникающими в металлические полосы, предотвращаются неконтролируемое вытекание вытесненного металла в окружающее пространство и, тем самым, его потеря для выполнения соединения. Например, предусмотрено, что вращающийся стержень проникает в металлические полосы и одновременно отводится окружающая его втулка, в результате чего вытесненный материал удерживается в непосредственном окружении стержня. Когда желаемая осевая глубина проникновения достигнута, стержнеобразный выступ отводится в исходное положение, а втулка одновременно движется в противоположном направлении, так что материал полностью оттесняется. Наоборот, существует также возможность того, чтобы втулка проникала в детали или полосы, а стержень извлекался. Всегда сначала на первом этапе создается достаточно места для вытесненного материала, а затем на втором этапе с обратным направлением движения стержня и втулки материал оттесняется в зону соединения с образованием сварного соединения. Особое значение имеет тот факт, что благодаря этому способу создаются надежные сварные соединения самых разных металлических сплавов и, в частности, также алюминиевых сплавов. Не происходит никакого или не происходит никакого заметного гратообразования, в результате чего возникают отличные поверхности, которые при прохождении через установку для обработки полос не вызывают никаких сбоев. Следовательно, применению известной точечной сварки трением в процессе соединения концов металлических полос в рамках изобретения придается особое значение. Неожиданным образом создаются соединения полос высокого качества и высокой прочности, которые выдерживают также высокие нагрузки в установках для обработки полос.
Предпочтительные варианты осуществления изобретения поясняются ниже.
Предпочтительно одновременно и/или последовательно на расстоянии друг от друга поперек направления движения полос ставятся несколько сварных точек с образованием проходящего по ширине полос ряда сварных точек. Ширина полос составляет, как правило, более 500 мм, преимущественно более 1000 мм, например, более 1500 мм. Расстояние между двумя соседними сварными точками одного ряда может составлять, например, от 20 до 100 мм, преимущественно от 30 до 70 мм. В целом, отличное соединение получается, почти, по всей ширине полос. При этом целесообразно, если расстояние между двумя соседними сварными точками одного ряда возрастает от середины полос к краю или краям полос. Это позволяет оптимизировать прочность соединения при данном времени сварки. Однако изобретение включает в себя также варианты, согласно которым расстояние между двумя соседними сварными точками является постоянным по ширине полос.
Соединение полос может быть еще оптимизировано за счет того, что ставятся несколько смещенных друг за другом в направлении движения полос сварных точек или, в частности, несколько рядов соответственно с несколькими сварными точками.
В принципе, существует возможность изготовления соединения полос одной сварочной головкой. Тогда целесообразно перемещение сварочной головки поперек и/или вдоль направления движения полос, чтобы последовательно поставить несколько сварных точек. Однако предпочтительно несколько сварных точек ставятся одновременно несколькими, распределенными поперек направления движения полос сварочными головками, благодаря чему общее время сварки сокращается. Однако и в таком варианте целесообразно, если эти сварочные головки установлены с возможностью перемещения поперек и/или вдоль направления движения полос, чтобы можно было изготовить соединение полос с большим количеством сварных точек, чем сварочных головок. Если исходить из ширины полос, например, 2000 мм и принять расстояние между сварными точками, например, 50 мм, то ставятся 40 сварных точек. При времени постановки каждой сварной точки, например 5 секунд, общее время сварки составляет 200 секунд, если работать только одной сварочной головкой. Если же вместо этого работать с пятью сварочными головками, то общее время сварки сокращается до 40 секунд.
Предпочтительно в изобретении предусмотрено использование, по меньшей мере, двух зажимных устройств, а именно одного на входной и одного на выходной сторонах. При этом зажимное устройство на входной стороне расположено преимущественно на заданном расстоянии перед сварочными головками. Оно фиксирует преимущественно только начало второй металлической полосы. Зажимное устройство на выходной стороне может располагаться приблизительно в зоне сварочных головок и фиксировать как конец первой, так и начало второй металлических полос.
В остальном может быть целесообразным адгезивное соединение между собой конца и начала полос перед сваркой, например склеивание. За счет этого можно выполнить, например, особенно плотный шов, что препятствует проникновению влаги внутрь линии обработки полос. Кроме того, за счет склеивания можно уменьшить число сварных точек без снижения прочности соединения.
В рамках изобретения существует, в принципе, возможность наложения в зоне нахлеста начала второй металлической полосы на конец первой металлической полосы или, наоборот, конца первой металлической полосы на начало второй металлической полосы. Если первая и вторая металлические полосы имеют одинаковую толщину и состоят из одинакового материала, обе эти возможности существуют параллельно. Если между собой соединяются, в частности, разной толщины полосы, то существует, в принципе, возможность наложения металлической полосы меньшей толщины на верхнюю сторону металлической полосы большей толщины. Однако особенно предпочтительно располагать металлическую полосу большей толщины на обращенной к сварочной головке стороне, т.е. накладывать на верхнюю сторону металлической полосы меньшей толщины. Испытания неожиданным образом показали, что предел прочности на срез при растяжении лежит заметно выше, если конец толстой полосы лежит сверху. Этому варианту в рамках изобретения придается, следовательно, особое значение.
В одном предпочтительном варианте осуществления изобретения предложено, что сварные точки после сварки выглаживают посредством шлифовальной обработки. Предложенный способ сварки отличается, правда, очень низким гратообразованием, и, в принципе, уже в процессе сварки образуются относительно гладкие поверхности. Однако качество поверхностей может быть дополнительно улучшено за счет шлифовальной обработки. Для этого целесообразно сошлифованные частицы (сварочный грат) удалять в процессе шлифовальной обработки, например за счет подходящего отсоса. В целом, достигается особенно прочное соединение полос с особенно высоким качеством поверхностей, отвечающим высоким требованиям. Опционально или дополнительно существует возможность заклеивания зоны соединения полос и, следовательно, сварных точек липкой лентой, как это описано, например, в DE 102005037182 A1. Верхняя и/или нижняя стороны соединения полос могут быть заклеены преимущественно посредством соответственно отрезка липкой ленты. Такие действия напрашиваются, в частности, тогда, когда абразивная обработка не проводится. Однако, в принципе, можно заклеить также соединение полос, которое предварительно было подвергнуто абразивной обработке.
Устройство согласно изобретению представлено в п.10. Сварочная головка содержит, по меньшей мере, один приводимый во вращение стержень или стержнеобразный выступ и, по меньшей мере, одну приводимую во вращение втулку, причем стержень и втулка установлены с возможностью перемещения по отношению друг к другу в противоположных направлениях, причем сварочная головка содержит, по меньшей мере, один сервопривод для ее подвода к полосам и, при необходимости, для осевого перемещения стержня и/или втулки. В этом отношении можно воспользоваться известного рода сварочной головкой для точечной сварки трением (DE 19955737B4).
Для обеспечения уже описанной выше фиксации полос, предложенное устройство содержит преимущественно, по меньшей мере, один зажим на выходной стороне для фиксации, по меньшей мере, конца первой металлической полосы и, по меньшей мере, один зажим на входной стороне для фиксации, по меньшей мере, начала второй металлической полосы. Такие зажимы, выполняемые известным образом в виде зажимного бруса или содержащие зажимной брус, соединены с одним или несколькими исполнительными элементами или исполнительными приводами. В этом отношении речь может идти, например, о гидравлических и/или пневматических цилиндропоршневых устройствах или об электроприводах.
Сварочное устройство содержит преимущественно, по меньшей мере, одно устройство регулирования по высоте для подъема и опускания траверсы с закрепленными на ней сварочными головками и/или для подъема и опускания (отдельных) сварочных головок на траверсе. Эти устройства регулирования по высоте содержат соответствующие приводы или выполнены в виде приводов, например в виде цилиндропоршневых устройств, например гидравлических или пневматических цилиндропоршневых устройств. Следовательно, в рамках изобретения все сварочные головки поднимаются и опускаются сообща, например с траверсой. Однако предпочтительно сварочные головки закреплены на траверсе также с возможностью подъема и опускания по отдельности. Подъем и опускание сварочных головок служат, в первую очередь, для их перемещения из основного положения в предварительное положение для сварки. В основном положении сварочные головки расположены на достаточном расстоянии от прохода для полос, например, по меньшей мере, на 100 мм над ним. В этом основном положении полосы проходят через сварочное устройство в нормальном режиме (под натяжением). Если затем выполняется сварное соединение, то сварочные головки с помощью устройства регулирования по высоте опускаются, а именно в предварительное положение для сварки, которое может находиться, например, на 20 мм выше концов полос. Это позиционирование происходит с регулированием положения или пути либо с поднимаемой и опускаемой траверсой, либо с отдельными поднимаемыми и опускаемыми сварочными головками. Для сварки сварочные головки или их компоненты (стержень/втулка) с регулированием усилия перемещаются известным образом, при необходимости, с помощью дополнительных приводов. Пройденные в процессе этой настройки пути составляют порядка менее 30 мм, например от 0 до 25 мм.
Согласно другому предложению изобретения, устройство содержит несколько сварочных головок, распределенных на траверсе поперек направления движения полос. Как уже сказано, это позволяет сократить требуемое время для выполнения всего соединения по всей ширине полос, поскольку одновременно могут ставиться несколько сварных точек. В принципе, существует возможность распределения большого числа сварочных головок по всей ширине полос, так что все соединение можно выполнить в течение одного сварочного процесса. Для этого требуется, как правило, относительно много сварочных головок. По этой причине в одном предпочтительном варианте осуществления изобретения предложено, что на траверсе расположены несколько сварочных головок, которые, однако, могут перемещаться либо сообща на ней, либо сообща относительно нее. Для этого также предусмотрен подходящий привод, который может быть выполнен, например, в виде электропривода.
Чтобы полосы в зоне соединения можно было простым образом накладывать друг на друга, в одном предпочтительном варианте осуществления изобретения предложено, по меньшей мере, одно подъемное устройство для начала второй металлической полосы и/или для конца первой металлической полосы. Целесообразно перед сварочными головками предусмотреть подъемное устройство для начала второй металлической полосы, так что начало второй металлической полосы можно наложить на конец (предшествующей) первой металлической полосы. Опционально или дополнительно может быть предусмотрено (второе) подъемное устройство, которое расположено за сварочными головками и с помощью которого может быть поднят конец первой металлической полосы, так что его можно наложить на начало (последующей) второй металлической полосы. Эти подъемные устройства могут быть выполнены в виде подъемных или поворотных передающих столов, которые могут быть интегрированы в основную платформу или в основной стол. Таким образом, существует очень гибкая возможность на выбор установить, в каком расположении металлические полосы должны быть позиционированы друг над другом или друг под другом. Это может быть целесообразным, в частности, тогда, когда между собой соединяются полосы разной толщины. Стол или столы могут удерживаться в основном положении одним или несколькими пружинящими элементами и приводиться в действие одним или несколькими приводами, например цилиндропоршневыми устройствами.
Далее, согласно изобретению, устройство содержит, по меньшей мере, одно шлифовальное устройство, по меньшей мере, с одной шлифовальной головкой для шлифовальной обработки сварной точки. Это шлифовальное устройство может содержать также отсасывающее устройство. При этом целесообразно снабдить каждую сварочную головку шлифовальной головкой, причем шлифовальные головки расположены со смещением относительно соответствующих сварочных головок на заданный размер поперек направления движения полос. Смещение шлифовальной головки относительно соответствующей сварочной головки можно регулировать, и оно может преимущественно приблизительно соответствовать расстоянию между выполняемыми сварными точками. Следовательно, предпочтительно используются шлифовальные головки, воздействующие на соединение полос вертикально, т.е. ось вращения шлифовальных головок перпендикулярна полосам. Отсасывающее устройство может быть образовано тогда, например, концентрично окружающей соответствующую шлифовальную головку трубой с отсосом, причем на конце трубы может быть предусмотрено приставляемое к полосе резиновое уплотнение или резиновая манжета. Следовательно, в этом варианте шлифовальная обработка осуществляется преимущественно только там, где расположены сварные точки и где может возникнуть гратообразование. В качестве альтернативы могут использоваться также другие шлифовальные устройства, например шлифовальная щетка, перемещаемая поперек направления движения полос по зоне их соединения.
Кроме того, предложенное устройство оборудовано необходимыми приводами и подходящим управляющим устройством, например управляющей электроникой. Далее целесообразно предусмотреть позиционирующие устройства или устройства для измерения положения, которые регистрируют, в частности, начало и конец полос, чтобы останавливать полосы в нужных положениях. Положение конца и начала полос регистрируется, например, посредством оптических измерительных устройств. При этом может регистрироваться не только положение в направлении движения полос, но и положение поперек этого направления, чтобы, в частности, позиционировать начало полосы относительно конца полосы, например центрировать, посредством описанного зажима.
Поскольку не только несколько сварных точек должны быть расположены со смещением поперек направлении движения полос, но и несколько сварных точек или рядов сварных точек должны быть расположены со смещением друг за другом, может быть целесообразным, если сварочное устройство или станина (в целом) установлено/установлена с возможностью перемещения в направлении движения полос. Для этого станина может перемещаться, например, с помощью направляющих роликов или сопоставимых направляющих средств в направляющих рельсах или по направляющим рельсам. Кроме того, предусмотрен подходящий привод для перемещения, например цилиндропоршневой гидропривод.
Ниже изобретение более подробно поясняется с помощью изображающего только один пример его осуществления чертежа, на котором представляют:
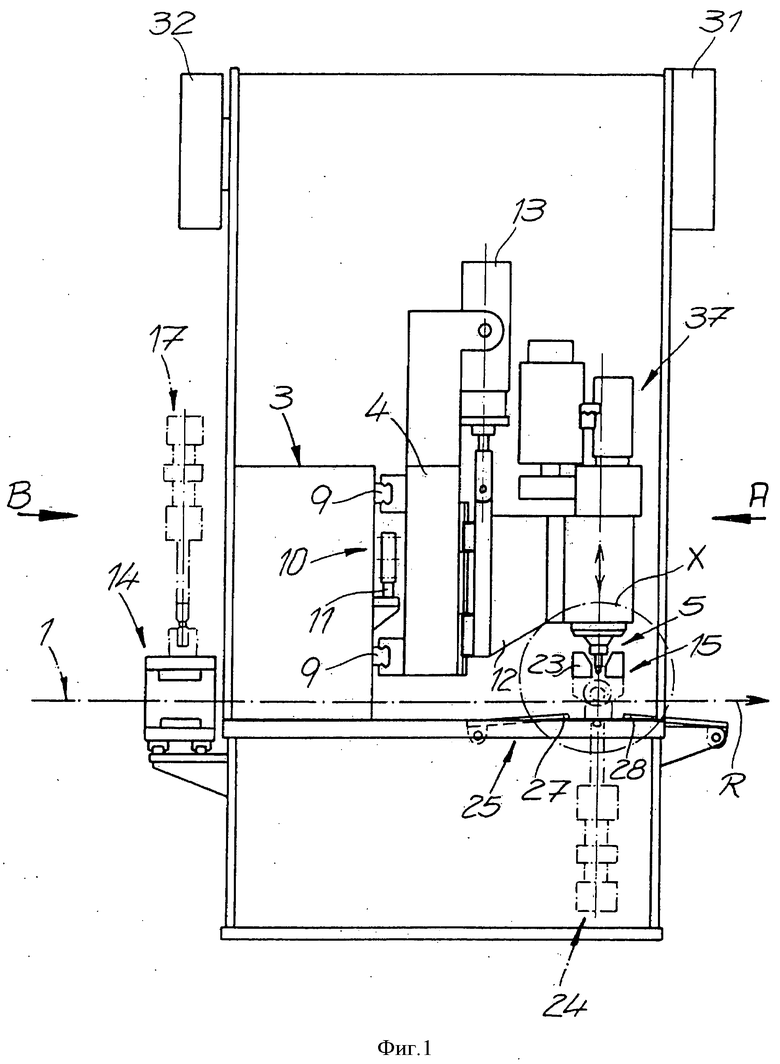
фиг.1 - предложенное устройство для соединения металлических полос в упрощенном виде сбоку;
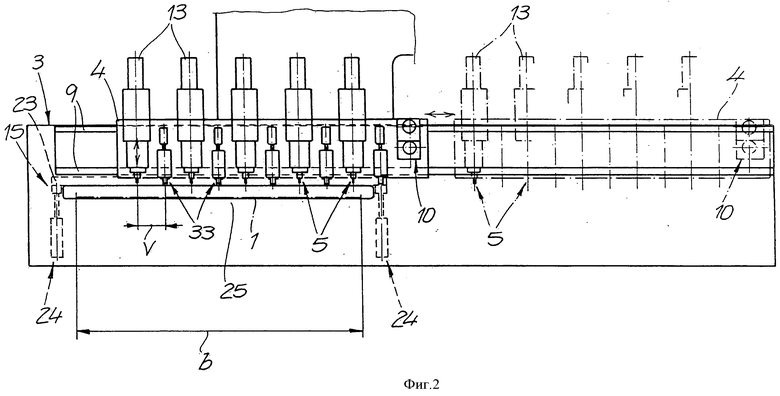
фиг.2 - объект из фиг.1 при виде А;
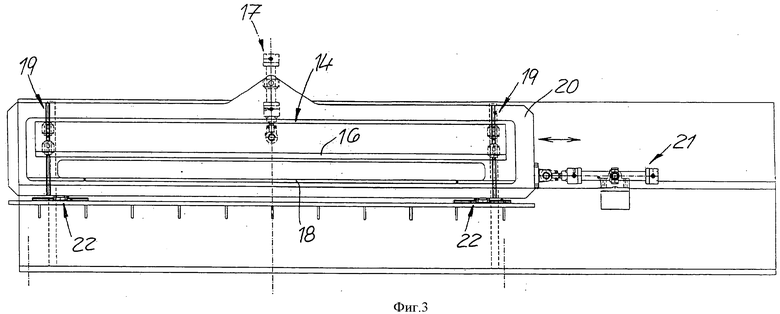
фиг.3 - фрагмент объекта из фиг.1 при виде В;
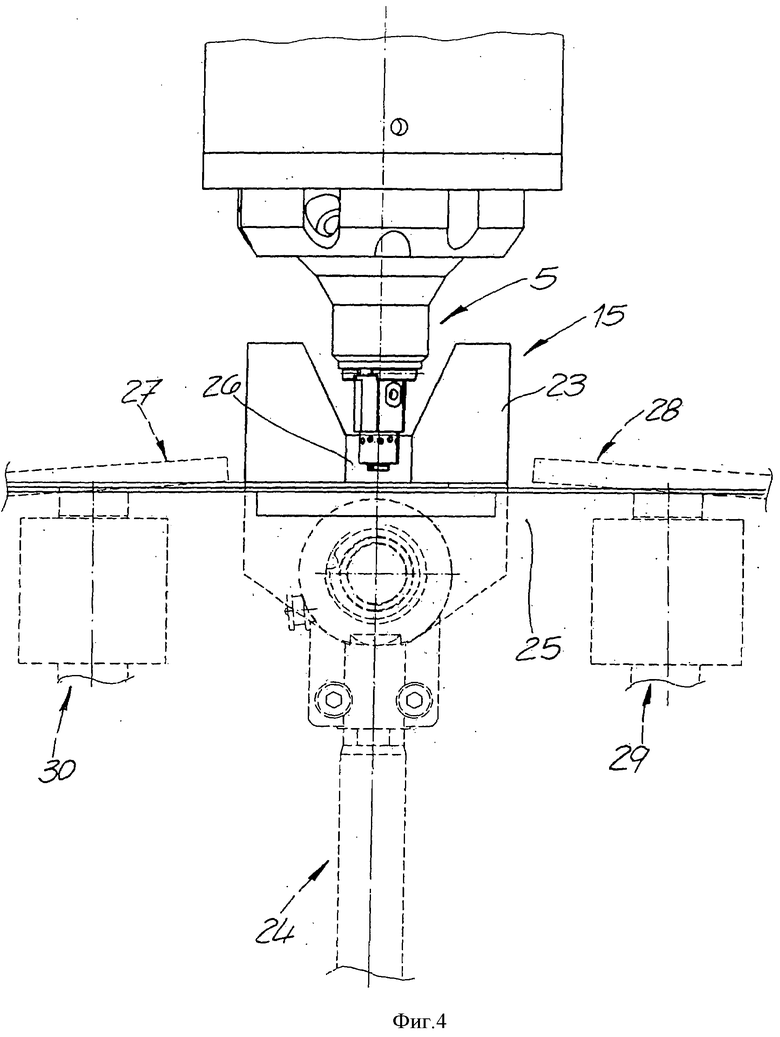
фиг.4 - фрагмент X объекта из фиг.1;
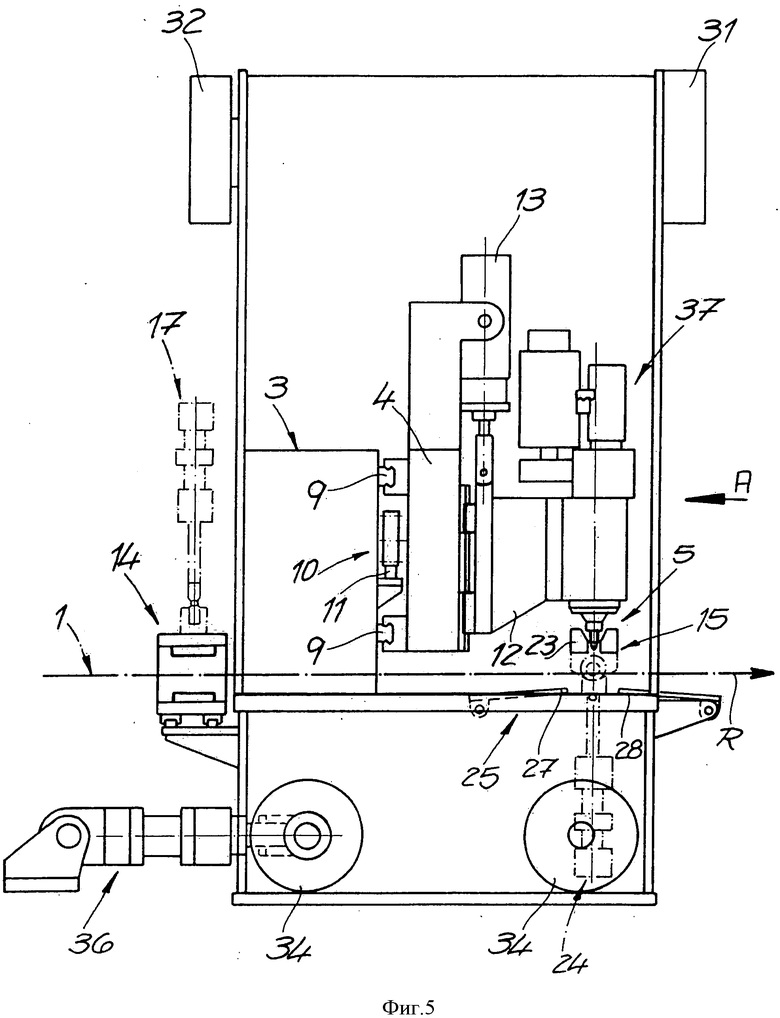
фиг.5 - видоизмененный вариант выполнения объекта из фиг.1;
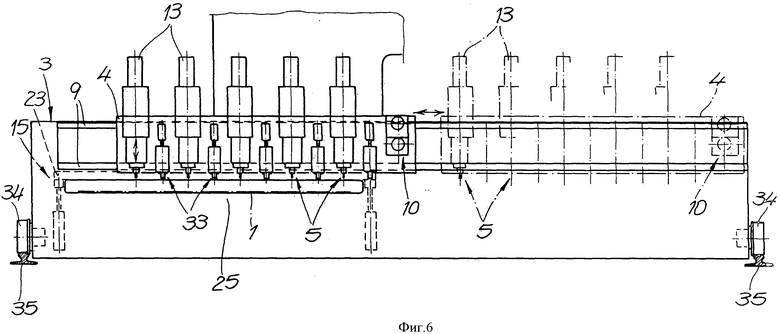
фиг.6 - объект из фиг.5 при виде А;
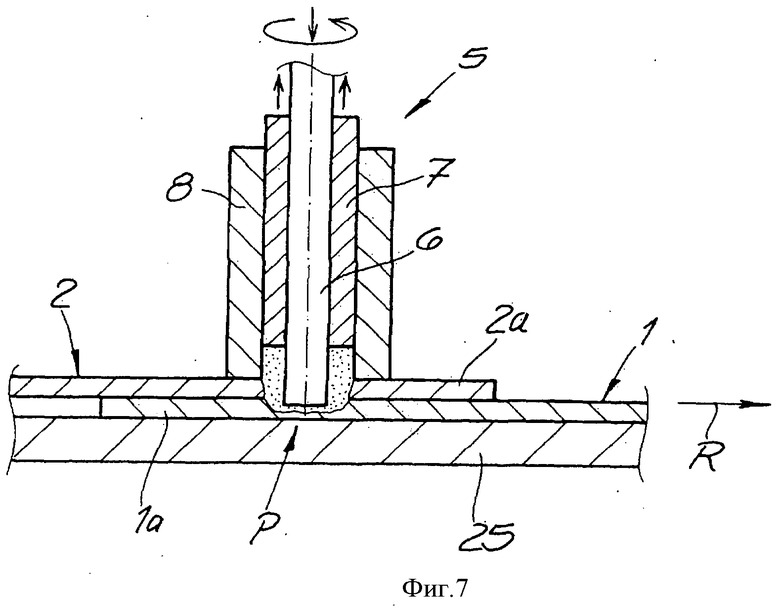
фиг.7 - в схематично упрощенном виде сварочную головку для точечной сварки трением.
На фигурах изображено устройство для соединения конца 1а первой металлической полосы 1 с началом 2а второй металлической полосы 2. Такое устройство интегрируется обычно во входную зону установки для обработки полос. В такой установке, называемой также технологическая линия, смотанные в рулоны металлические полосы во входной части разматываются, проходят затем через различные секции обработки и в выходной части снова сматываются или продолжают обрабатываться иным образом, например нарезаются на листы. Чтобы не приходилось постоянно снова заправлять металлические полосы, начало 2а нового рулона соединяется с концом 1а последнего рулона. В рамках изобретения это осуществляется посредством сварных соединений, когда конец 1а и начало 2а позиционируются друг на друге внахлест и в зоне нахлеста свариваются между собой в нескольких сварных точках. В процессе сварки полосы находятся в положении покоя, т.е. транспортировка полос прекращается. Согласно изобретению, эти сварные точки ставятся посредством точечной сварки трением. Для этого устройство содержит станину 3, содержащую перекрывающую металлические полосы поперек направления R их движения траверсу 4, на которой расположены несколько сварочных головок 5 для точечной сварки трением. Принцип работы такой сварочной головки известен. Он представлен на фиг.7 в схематичном виде. Каждая сварочная головка 5 содержит приводимый во вращение стержень 6 или стержнеобразный выступ и приводимую во вращение втулку 7, причем эта вращающаяся втулка 7 окружена дополнительной, не вращающейся втулкой 8. Стержень 6 и втулка 7 установлены с возможностью перемещения по отношению друг к другу аксиально в противоположных направлениях. Точечная сварка трением принципиально известна и описана, например, в DE 19955737 B4.
Траверса 4 закреплена на станине 3 с возможностью перемещения поперек направления R движения полос, а именно посредством направляющих рельсов или (горизонтальных) линейных направляющих 9 и подходящего привода 10, выполненного в данном примере в виде электропривода, воздействующего через шестерню на зубчатую рейку 11. Этот привод позволяет перемещать траверсу 4 с расположенными на ней сварочными головками 5 для их подходящего позиционирования поперек направления R движения полос. На фиг.2 видно, что станина выполнена так, что траверса 4 в сборе со сварочными головками 5 может быть выдвинута из линии для осуществления, например, смены инструментов.
Для приведения сварочных головок 5 из основного положения в предварительное положение или положение сварки они расположены на траверсе 4 с возможностью регулирования по высоте. Для этого сварочные головки 5 закреплены на кронштейнах 12, установленных с возможностью регулирования по высоте по подходящим направляющим посредством соответствующих приводов 13. Эти приводы 13 выполнены в данном примере в виде цилиндропоршневых устройств, например пневмоцилиндров. В показанном на фиг.1 (верхнем) основном положении металлическая полоса, находящаяся во время работы установки под натяжением, может свободно двигаться через нее. Если должно быть выполнено сварное соединение, то после позиционирования не находящихся больше под натяжением полос сварочные головки опускаются приводами 13 в предварительное положение для сварки. В процессе сварки, как показано на фиг.7, головка самого сварочного устройства или его элементы (втулка, стержень) перемещаются посредством сервопривода 37 с регулированием усилия. Следовательно, предусмотрены другие подходящие приводы, в частности также для вращения втулки и/или стержня, которые, однако, могут являться составной частью известного сварочного устройства и поэтому более подробно не описаны. Полосы (т.е. конец и начало) в процессе сварки находятся в положении покоя и не под натяжением, т.е. они прилегают к проходному столу 25 сварочного устройства, который в процессе сварки может образовать также опору для сварочных головок.
Особое значение в рамках изобретения имеют также подходящие фиксация и позиционирование полосы 1, 2 в зоне нахлеста. Для этого предусмотрены зажимное устройство 14 на входной и зажимное устройство 15 на выходной сторонах. Зажимное устройство 14 на входной стороне расположено в направлении R движения полос перед сварочными головками 5. Оно обозначено на фиг.1 и более подробно изображено на фиг.3. Зажимное устройство 14 содержит верхний зажимной брус 16, который посредством зажимного привода 17 движется к неподвижному зажимному брусу 18. Для этого проходящий поперек направления R движения полос брус 16 перемещается по вертикальным линейным направляющим 19. К брусу 16 присоединен привод 17 в виде цилиндропоршневого устройства, например гидроцилиндра. Этот зажим 14 на входной стороне позволяет фиксировать последующую вторую полосу 2. Чтобы можно было позиционировать, например центрировать, начало 2а этой второй полосы 2 относительно конца 1а первой полосы, зажимное устройство 14 в примере на фиг.3 установлено с возможностью перемещения поперек направления R движения полос. Для этого описанные зажимные брусья интегрированы в раму 20, которая с помощью привода 21 в виде гидроцилиндра установлена с возможностью перемещения поперек направления R движения полос (в горизонтальном направлении). Рама 20 перемещается для этого по линейным направляющим 22 (фиг.3).
Конструкция зажима 15 на выходной стороне отличается в данном примере от конструкции зажима 15 на входной стороне. Для этого, в частности, следует сослаться на сравнительное рассмотрение фиг.1-4, причем зажимное устройство 14 на фиг.2 лишь обозначено штриховой линией. На фигурах видно, что зажимное устройство 15 расположено непосредственно в зоне сварочных головок 5 и, следовательно, в направлении R движения полос на высоте сварочных головок 5. Зажимное устройство 15 фиксирует не только конец 1а первой полосы 1, но и начало 2а второй полосы 2. Зажимное устройство 15 содержит зажимной брус 23, который перекрывает зону нахлеста поперек направления R движения полос и приводится в действие посредством двух, расположенных с обеих сторон полос цилиндропоршневых устройств 24. Для этого цилиндропоршневые устройства 24 тянут зажимной брус 23 вниз, так что полосы фиксируются на проходном столе 25 устройства. За счет того, что накладывающиеся друг на друга полосы 1, 2 зажимаются сообща, предотвращается их взаимное смещение в процессе сварки. Зажимной брус 23 выполнен так, что сварочные головки 5 могут проходить через его выемку 26 для обеспечения, таким образом, контакта с поверхностью вышележащей полосы и, следовательно, постановки сварной точки. Благодаря этому зажим 15 не препятствует самому процессу сварки, но тем не менее обеспечивает безупречную фиксацию полос 1, 2 точно в зоне сварки. В качестве опции зажим 15 может быть выполнен так же, как и зажим 14, и тогда может быть расположен на заданный размер за сварочным устройством. Он зажимает тогда только первую полосу, так что, при необходимости, возникает возможность позиционирования, например центрирования, конца первой полосы относительно начала второй полосы. Эта возможность на фигурах не показана.
Наложение друг на друга полос 1, 2 или их конца и начала осуществляется в рамках изобретения за счет того, что на входной стороне расположено подъемное устройство 27 в виде подъемного или передающего стола. Дополнительно на выходной стороне предусмотрено подъемное устройство, например подъемный стол 28, также выполненный в виде передающего стола. Эти столы интегрированы в соответствующие выемки проходного стола 25. Например, посредством усилия пружин они оттягиваются в основное положение, в котором они находятся заподлицо с поверхностью стола. Против усилия пружин эти подъемные столы 27, 28 могут выдвигаться (вверх) из плоскости стола для подъема соответствующей части полосы. Для этого к подъемным столам присоединены соответствующие приводы, например пневмоцилиндры 29, 30. Для позиционирования конца и начала полос предусмотрены устройства 31, 32 для измерения положения. Это позволяет, например, конец 1а предыдущей первой полосы продвинуть и позиционировать в сварочной машине. Точное позиционирование осуществляется с помощью измерительного устройства 31, которое может иметь, например, оптический принцип действия, например в виде фотоэлемента и т.п. Затем может быть приподнят передающий стол 27. Начало 2а второй полосы продвигается по передающему столу и, следовательно, приподнимается над концом 1а первой полосы. Позиционирование может осуществляться также посредством измерительных устройств. Если вместо этого начало 2а должно быть уложено под концом 1а, то это может быть реализовано посредством стола 28 на выходной стороне.
Далее, в частности, на фиг.2 видно, что предусмотрены несколько шлифовальных устройств 33, с помощью которых выглаживаются сварные точки P. Для этого шлифовальные устройства 33 оборудованы отсасывающими устройствами (не показаны). При этом каждой сварочной головке 5 соответствует одна шлифовальная головка 23, причем каждая шлифовальная головка 33 расположена со смещением относительно сварочной головки 5 на заданный размер V поперек направления движения полос. Преимущественно смещение V шлифовальной головки 33 относительно сварочной головки 5 приблизительно соответствует расстоянию между поставляемыми сварными точками. На фиг.2 хорошо видно, что после постановки пяти сварных точек P в определенном положении траверса 4 перемещается на определенный путь поперек направления движения полос, который приблизительно соответствует смещению V, так что затем могут быть поставлены следующие сварные точки P и одновременно или со смещением по времени могут быть подвергнуты шлифовальной обработке предварительно поставленные сварные точки Р.
Фиг.1-4 касаются первого варианта осуществления изобретения, в котором преимущественно несколько сварных точек P ставятся со смещением поперек направления R движения полос, однако только в один ряд. В качестве опции на фиг.5 и 6 изображен видоизмененный вариант осуществления изобретения, в котором сварочные головки 5 могут перемещаться также в направлении R движения полос. На фиг.5 и 6 видно, что станина перемещается посредством направляющих роликов 34 по направляющим рельсам 35 и присоединена к приводу 36. Этот привод 36 выполнен также в виде гидроцилиндра. При этой многорядной сварке после выполнения первого ряда сварных точек зажимы для полос раскрываются, все сварочное устройство перемещается на расстояние между двумя рядами сварных точек.
В остальном предложенное устройство оборудовано подходящим управляющим устройством, которое содержит в своей памяти, в частности, также базу данных параметров сварки и предварительно выбираемый рисунок точек. Подробности не показаны.
Группа изобретений может быть использована при соединении концов металлических полос точечной сваркой трением, например, во входной зоне установки для обработки полос, в частности из алюминиевого сплава. В соответствии со способом соединения конец и начало полос позиционируют друг на друге с образованием нахлеста. Сначала фиксируют конец первой полосы (1) посредством зажимного устройства (15) на выходной стороне. Начало второй полосы (2) позиционируют поперек направления движения относительно конца первой полосы, например центрируют, и также фиксируют посредством зажимного устройства (14) на входной стороне. Или наоборот, сначала фиксируют начало второй полосы (2), а затем конец первой полосы (1) позиционируют поперек направления движения относительно начала второй полосы и фиксируют. Производят их сварку трением между собой в зоне нахлеста сварочной головкой (5) в нескольких сварных точках. Устройство содержит, по меньшей мере, один зажим (15) на выходной стороне для фиксации конца первой металлической полосы (1) и один зажим (14) на входной стороне для фиксации начала второй металлической полосы (2). Зажимное устройство (14) на входной стороне и/или зажимное устройство (15) на выходной стороне установлено с возможностью перемещения поперек направления движения полос. Способ и устройство имеют универсальное применение для соединения различных металлических сплавов без образования грата. 2 н. и 16 з.п. ф-лы, 7 ил.
1. Способ соединения конца (1a) первой металлической полосы (1) с началом (2а) второй металлической полосы (2), в частности во входной зоне установки для обработки полос, причем конец (1а) и начало (2а) полос позиционируют друг на друге с образованием нахлеста и сваривают друг с другом в зоне нахлеста в нескольких сварных точках (P), причем сварные точки (P) ставят посредством точечной сварки трением, отличающийся тем, что конец (1а) полос посредством, по меньшей мере, одного зажимного устройства (15) на выходной стороне и начало (2а) полос посредством, по меньшей мере, одного зажимного устройства (14) на входной стороне фиксируют во время сварки, причем сначала фиксируют конец (1а) первой полосы (1), а затем начало (2а) второй полосы (2) позиционируют поперек направления движения относительно конца первой полосы, например центрируют, и также фиксируют или, наоборот, сначала фиксируют начало (2а) второй полосы (2), а затем конец (1а) первой полосы (1) позиционируют поперек направления движения относительно начала второй полосы, например центрируют, и также фиксируют.
2. Способ по п.1, отличающийся тем, что сварные точки (Р) ставят посредством точечной сварки трением с помощью сварочной головки (5), содержащей вращающийся стержень (6), или стержнеобразный выступ и окружающую вращающийся стержень (6), или стержнеобразный выступ вращающуюся втулку (7), причем стержень (6) и/или втулка (7) за счет вращения и создаваемой, тем самым, теплоты трения пластифицируют в отдельных местах конец и начало полос, причем во время сварки стержень (6) и втулку (7), по меньшей мере, временно аксиально перемещают по отношению друг к другу в противоположных направлениях.
3. Способ по п.1 или 2, отличающийся тем, что одновременно и/или последовательно на расстоянии друг от друга поперек направления (R) движения полос ставят несколько сварных точек (P) с образованием проходящего по ширине (b) полос ряда сварных точек, причем расстояние между двумя соседними сварными точками (P) одного ряда составляет преимущественно от 20 до 100 мм, например от 30 до 70 мм.
4. Способ по п.3, отличающийся тем, что расстояние между двумя соседними сварными точками (P) одного ряда возрастает от середины полос к краю или краям полос.
5. Способ по п.3, отличающийся тем, что ставят несколько смещенных друг за другом в направлении (R) движения полос сварных точек (P) или несколько рядов соответственно с несколькими сварными точками (P).
6. Способ по п.3, отличающийся тем, что с помощью нескольких, распределенных, например, поперек направления (R) движения полос сварочных головок (5) одновременно ставят несколько сварных точек.
7. Способ по п.1 или 2, отличающийся тем, что конец (1а) и начало (2а) полос перед сваркой адгезивно соединяют, например склеивают, между собой.
8. Способ по п.1 или 2, отличающийся тем, что при разной толщине первой металлической полосы (1) и второй металлической полосы (2) металлическую полосу большей толщины располагают на обращенной к сварочной головке стороне, например на верхней стороне металлической полосы, имеющей меньшую толщину.
9. Способ по п.1 или 2, отличающийся тем, что после сварки сварные точки (P) выглаживают с помощью шлифовальной обработки, причем сошлифованные частицы во время шлифовальной обработки преимущественно удаляют, например отсасывают.
10. Устройство для соединения конца (1а) первой металлической полосы (1) с началом (2а) второй металлической полосы (2), например, во входной зоне установки для обработки полос, содержащее, по меньшей мере, одну станину (3) с, по меньшей мере, одной перекрывающей металлические полосы поперек направления (R) их движения траверсой (4), на которой расположена, по меньшей мере, одна сварочная головка (5) для точечной сварки трением, отличающееся тем, что оно предназначено для соединения полос способом по любому из пп.1-9, при этом оно содержит, по меньшей мере, один зажим (15) на выходной стороне для фиксации, по меньшей мере, конца (1а) первой металлической полосы (1) и один зажим (14) на входной стороне для фиксации, по меньшей мере, начала (2а) второй металлической полосы (2), причем зажимное устройство (14) на входной стороне и/или зажимное устройство (15) на выходной стороне установлено с возможностью перемещения поперек к направлению движения.
11. Устройство по п.10, отличающееся тем, что сварочная головка (5) для точечной сварки трением содержит, по меньшей мере, один приводимый во вращение стержень (6) или стержнеобразный выступ и, по меньшей мере, одну приводимую во вращение втулку (7), причем стержень (6) и втулка (7) установлены с возможностью перемещения по отношению друг к другу в противоположных направлениях, а сварочная головка (5) содержит, по меньшей мере, один сервопривод (37) для ее подвода к полосам и, при необходимости, для осевого перемещения стержня (6) и/или втулки (7).
12. Устройство по п.10, отличающееся тем, что оно содержит, по меньшей мере, одно устройство регулирования по высоте для подъема и опускания траверсы (4) с закрепленными на ней сварочными головками (5) и/или для подъема и опускания сварочных головок (5) на траверсе (4).
13. Устройство по любому из пп.10-12, отличающееся тем, что оно содержит несколько сварочных головок (5), распределенных на траверсе (4) поперек направления (R) движения полос.
14. Устройство по п.10, отличающееся тем, что сварочная головка (5) или группа из нескольких сварочных головок (5) установлена с возможностью перемещения на траверсе (4) поперек направления (R) движения полос и/или траверса (4) с одной или несколькими расположенными на ней сварочными головками (5) установлена с возможностью перемещения поперек направления (R) движения полос.
15. Устройство по п.10, отличающееся тем, что оно содержит, по меньшей мере, одно подъемное устройство (27) начала (2а) второй металлической полосы (2) для укладки ее начала (2а) на конце (1а) первой металлической полосы (1) и/или, по меньшей мере, одно подъемное устройство (28) для конца (1а) первой металлической полосы (1) для укладки начала (2а) второй металлической полосы (2) под концом (1а) первой металлической полосы (1).
16. Устройство по п.10, отличающееся тем, что зажимное устройство (14, 15), например зажимное устройство (15) на выходной стороне, расположено в зоне сварочных головок (5) и содержит, например, зажимной брус (23) с выемкой (26), через которую сварочные головки (5) воздействуют на полосы (1, 2).
17. Устройство по п.10, отличающееся тем, что оно содержит, по меньшей мере, одно шлифовальное устройство, по меньшей мере, с одной шлифовальной головкой (33) для шлифовальной обработки сварной точки (P), причем шлифовальное устройство преимущественно содержит отсасывающее устройство.
18. Устройство по п.17, отличающееся тем, что каждая сварочная головка (5) снабжена одной шлифовальной головкой (33), расположенной со смещением относительно соответствующей сварочной головки (5) на заданный размер (V) поперек направления (R) движения полос, причем смещение (V) шлифовальной головки (33) относительно соответствующей сварочной головки (5) можно преимущественно регулировать и/или смещение (V) шлифовальной головки (33) относительно соответствующей сварочной головки (5) приблизительно соответствует расстоянию между поставляемыми сварными точками (P).
| JP 2006000901 A, 05.01.2006; | |||
| JP 2004276056 А, 07.10.2004; | |||
| DE 19955737 А1, 13.06.2001 | |||
| US 2006138197 А1, 29.06.2006 | |||
| Способ сварки трением деталей изРАзНОРОдНыХ МЕТАллОВ | 1979 |
|
SU814626A1 |

