ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка испрашивает приоритет американской патентной заявки № 14/800784, поданной 16 июля 2015 г., раскрытие которой тем самым включается в настоящий документ посредством ссылки во всей его полноте.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к аддитивному производству и ремонту металлических компонентов, и в частности к флюсу, который образует газовую защиту от атмосферы, избегая при этом формирования шлака во время осаждения материала суперсплава.
УРОВЕНЬ ТЕХНИКИ
Аддитивное производство и ремонт обычно включают в себя:
1. Распределение слоя порошка металлического наполнителя по рабочей поверхности;
2. Прохождение энергетического луча по порошку для его плавления и создания новой рабочей поверхности; и
3. Повторение процесса, начиная с шага 1 до тех пор, пока компонент не будет построен или восстановлен.
Этот процесс часто проводится под защитной атмосферой инертного газа, такого как аргон, чтобы предохранить ванну расплава от окисления, а порошок от гидратации. Флюс может быть добавлен к металлическому порошку для очистки расплава от загрязняющих примесей, формируя тем самым шлак, который затвердевает поверх осажденного материала, продолжая тем самым обеспечивать защиту от окисления, если защитная атмосфера инертного газа рассеивается до того, как осажденный материал будет охлажден в достаточной степени. Однако шлак может мешать энергетическому лучу, и затвердевший шлак должен удаляться между шагами наслаивания, так что аддитивное производство и ремонт при образовании шлака становятся неудобными и замедляются.
Материалы суперсплава трудно изготавливать и ремонтировать из-за их высокой температуры плавления и склонности к растрескиванию при отверждении после сварки и к возрастному растрескиванию. Они могут иметь диапазон температуры плавления 1200-1400˚C и выше, и используются для компонентов, работающих в потоке горячего газа в газотурбинных двигателях. Суперсплав представляет собой чрезвычайно стойкий к коррозии и окислению сплав с превосходной механической прочностью и стойкостью к ползучести при высоких температурах. Суперсплав обычно включает в себя комбинации Ni, Co, Cr, и иногда Fe, плюс меньшие количества W, Mo, Ta, Nb, Ti и Al. Суперсплавы на основе никеля содержат больше никеля, чем любого другого компонента - обычно по меньшей мере 40 мас. % Ni - и могут содержать мало или вовсе не содержать Fe или Co. Примеры суперсплавов включают в себя сплавы, продаваемые под торговыми марками и фирменными знаками Hastelloy, сплавы Inconel (например IN 738, IN 792, IN 939), сплавы Rene (например Rene N5, Rene 41, Rene 80, Rene 108, Rene 142, Rene 220), сплавы Haynes (282), Mar M, СМ 247, СМ 247 LC, C263, 718, X-750, ECY 768, 282, X45, PWA 1480, PWA 1483, PWA 1484, монокристаллические сплавы CMSX (например, CMSX-4, CMSX-8, CMSX-10), GTD 111, GTD 222, MGA 1400, MGA 2400, PSM 116, IN 713C, Mar-M-200, IN 100, IN 700, Udimet 600, Udimet 500 и алюминид титана.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее настоящее изобретение объясняется с использованием чертежей, которые показывают:
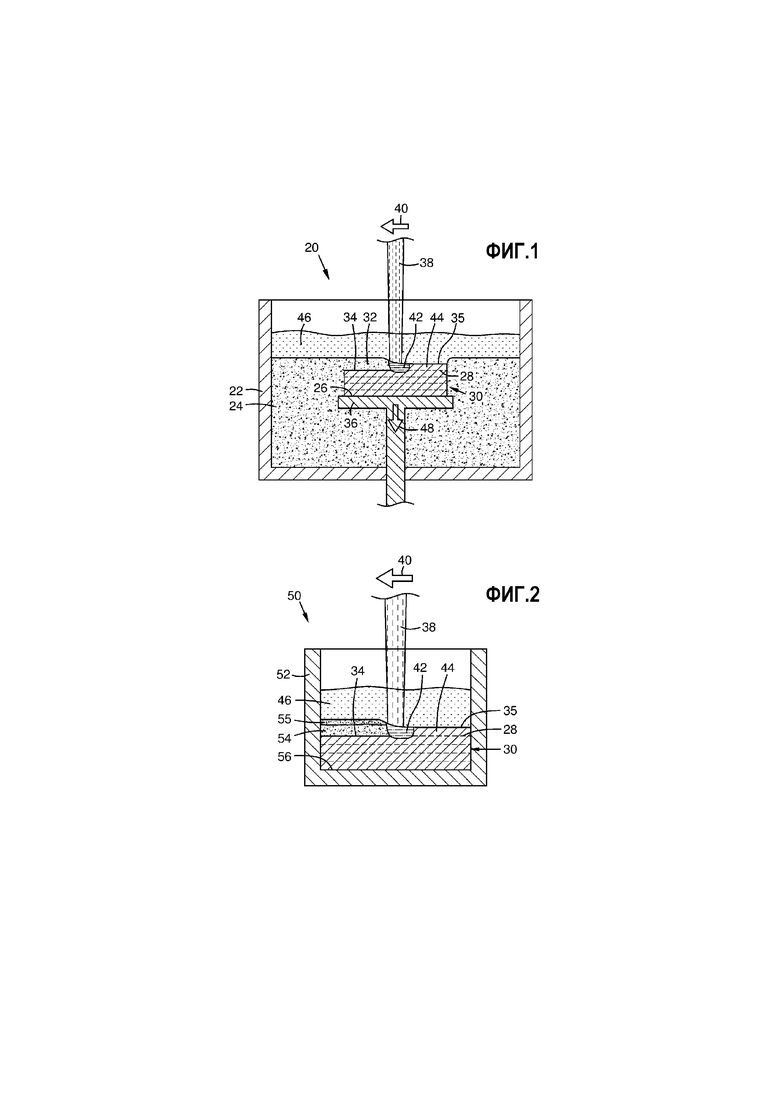
Фиг. 1 представляет собой схематический вид в разрезе устройства в процессе лазерного аддитивного производства, иллюстрирующий аспекты одного варианта осуществления и использования настоящего изобретения.
Фиг. 2 представляет собой схематический вид в разрезе альтернативного устройства в процессе лазерного аддитивного производства, иллюстрирующий аспекты одного варианта осуществления и использования настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Авторы настоящего изобретения сформулировали флюсы, которые образуют газовую защиту от атмосферы, избегая при этом образования шлака. Флюс может быть смешан с порошком металлического наполнителя или распылен поверх металлического порошка со смешиванием, происходящим в ванне расплава. Флюс имеет одну или более составных частей, которые при нагревании до температуры, близкой к температуре плавления металлического порошка образуют один или более газов, обычно более тяжелых, чем воздух, которые создают защитную атмосферу на осаждаемом металле. Не более чем 5 мас.% флюса становятся шлаком. Остаток либо становится газом, либо входит в сплав с осаждаемым металлом. Поскольку малая или вообще нулевая часть флюса становится шлаком, нет необходимости прерывать процесс осаждения для того, чтобы удалить шлак после нанесения каждого слоя материала. Для вариантов осуществления, в которых производится некоторое количество шлака, это количество шлака может быть в достаточной степени низким, и его толщина может быть в достаточной степени малой для того, чтобы не удалять его, а просто переплавлять при осаждении следующего слоя материала. В таких вариантах осуществления может потребоваться удалять накопленное количество флюса только после осаждения множества слоев материала, например, после осаждения каждого второго слоя, или после осаждения каждого третьего или пятого слоя.
Инертные газы, которые являются более тяжелыми, чем воздух, являются выгодными для создания защиты, поскольку они вытесняют воздух около рабочей поверхности и в камере обработки. В таблице А ниже приведены плотности различных газов при стандартных температуре и давлении, которые образуются при нагревании некоторых флюсовых материалов, в сравнении с плотностями воздуха и аргона.
Таблица А
Фиг. 1 показывает устройство 20 для лазерного аддитивного производства, иллюстрирующее аспекты одного варианта осуществления и использования настоящего изобретения. Камера 22 содержит порошок 24, который представляет собой комбинацию металла-наполнителя и флюса. Подвижная рабочая поверхность 26 поддерживает накопление металлических слоев 28, которые образуют компонент 30. Слой 32 порошка металла-наполнителя и флюса распределяется на рабочей поверхности 26 строительной платформы 36, а затем на последующих рабочих поверхностях 34, 35 последующих слоев. Лазерный луч 38 проходит 40 по порошку металла-наполнителя и флюса, создавая ванну 42 расплава, которая затвердевает 44, создавая следующий слой металла. В соответствии с настоящим изобретением флюс образует один или более защитных газов 46, которые формируют защитную атмосферу поверх ванны расплава и затвердевающего осажденного слоя 44 металла. Затем другой слой смешанного порошка металла-наполнителя и флюса (или отдельный слой порошка металла-наполнителя и другой отдельный слой порошка флюса) распределяются на новой рабочей поверхности 34. Строительная платформа 36 может опускаться 48 ниже уровня порошка в камере после добавления каждого слоя, так что порошок может быть легко распределен на новой рабочей поверхности 34 для повторения процесса.
Описанные в настоящем документе флюсы не содержат шлаков, или почти не содержат шлаков, производя не более чем 5 мас.% шлака по массе флюса и обеспечивая защитную газовую атмосферу. Флюс может быть скомбинирован с материалом наполнителя для обработки суперсплава либо путем смешивания частиц флюса и наполнителя, либо путем нанесения частиц, либо путем компаундирования, и может производиться в виде порошка, пасты, шпатлевки или другой полезной формы. Материал наполнителя может состоять из порошка суперсплава или смеси порошков, составляющих суперсплав, таких как, например, суперсплав на основе никеля, содержащий по меньшей мере 40 мас.% Ni, или других металлических или керамических материалов, которые могут быть использованы для создания покрытия суперсплава (например, связывающего покрытия или теплозащитного покрытия). Флюс может добавлять составляющие элементы в материал наполнителя из суперсплава, как описано ниже, завершая таким образом суперсплав или пополняя его одним или несколькими элементами для восстановления пропорций элементов на поверхности, разлагаемой при работе.
Фиг. 2 показывает другое устройство 50 для лазерного аддитивного производства, иллюстрирующее аспекты одного варианта осуществления и использования настоящего изобретения. Порошок 54 металлического наполнителя распределяется на рабочей поверхности, которая является первоначально поверхностью 56 на строительной платформе или камере 52, а затем на последовательных рабочих поверхностях 34, 35 последовательных слоев 28. Флюс 55 распределяется на порошке 54 наполнителя. Лазерный луч 38 проходит 40 по флюсу и порошку наполнителя, создавая ванну 42 расплава, которая затвердевает 44, создавая следующий слой металла. Флюс и материалы наполнителя смешиваются в ванне расплава. В соответствии с настоящим изобретением флюс образует один или более защитных газов 46, которые формируют защитную атмосферу поверх ванны расплава и затвердевающего осажденного слоя 44 металла. Альтернативно (не показано) начальная рабочая поверхность может быть поверхностью существующего компонента, подлежащего починке или восстановлению.
Как на Фиг. 1, так и на Фиг. 2 порошок наполнителя и/или флюс могут градуироваться по геометрии среза компонента и/или изменяться послойно во время процесса строительства для того, чтобы обеспечить градиент составных частей, например обеспечить твердую и/или коррозионностойкую наружную поверхность на более прочном внутреннем субстрате компонента.
В качестве флюса для обработки суперсплавов можно использовать оксиды металлов, включая AI2O3, SiO2, TiO2, MnO, MgO и Cr2O3. Когда эти оксиды металлов подвергаются воздействию высокой энергии лазерного луча и/или нагреваются до температуры плавления суперсплава, такой как 1200-1500˚C (2200-2700˚F), они разлагаются на кислород и металлические элементы. Огнеупорные оксиды металлов во флюсе могут разлагаться в плазме, формируемой лазерным лучом, при намного более высокой температуре, чем точка плавления суперсплава, например как в следующей реакции разложения:
2 AI2O3+3 C → 4 Al+3 CO₂
Такое разложение может катализироваться элементами в ванне расплава. Если этот металл является составной частью обрабатываемого сплава, это способствует осаждению металла, а не шлака. Если к флюсу добавляется углерод, высвобождаемый кислород объединяется с углеродом, образуя CO2 и/или CO, которые являются защитными газами. CO2 является выгодным, потому что он является более плотным, чем воздух. Он является более плотным, чем аргон, и поэтому более предпочтительным в этом отношении. В одном варианте осуществления углерод может быть включен во флюс в стехиометрической пропорции к кислороду в оксиде металла для создания CO2, и поэтому без чрезмерного добавления углерода к осаждаемому металлу. Например, три моля углерода (приблизительно 36 г) могут предусматриваться для каждых двух молей Al2O3 (приблизительно 204 г), таким образом производя в идеале только алюминий и CO2 при температуре ванны расплава. Это обеспечивает соотношение одного моля углерода на каждые два моля свободного кислорода после разложения Al2O3 при температуре жидкого суперсплава. Флюсы, которые обеспечивают газовую защиту плюс добавление элемента к осаждаемому металлу, таким образом обеспечивают двойную функцию защиты и улучшения сплава. Улучшение сплава является полезным, например, когда поверхность компонента газовой турбины при работе теряет алюминий или другой свой составной компонент. Альтернативно металл-наполнитель может иметь преднамеренный дефицит пропорции, который будет компенсироваться флюсом.
Другой группой производящих газ компонентов флюса являются карбонаты, включая H2CO3, LiCO3, Na2CO3, NaHCO3, Na3H(CO3)2, K2CO3, KHCO3, Rb2CO3, Cs2CO3, CsHCO3, BeCO3, MgCO3, Mg(HCO3)2, CaCO3, Ca(HCO3)2, SrCO3, BaCO3, La2(CO3)3, UO2CO3, MnCO3, FeCO3, CoCO3, NiCO3, CuCO3, Ag2CO3, ZnCO3, CdCO3, Al2(CO3)3, Tl2CO3, PbCO3, (NH4)2CO3, NH4HCO3 и (BiO)2CO3. Защита, обеспечиваемая этими карбонатами, получается в результате образования CO, CO2 и в некоторых случаях H2 и N2. Некоторые из этих карбонатов первоначально разлагаются на оксид металла плюс CO2. Затем этот оксид металла разлагается на металл и кислород, как было описано выше. Углерод может быть добавлен к флюсу, как описано выше, чтобы улучшить образование CO2. Если карбонат включает в себя составную часть наносимого сплава, он может способствовать формированию этого сплава, так что шлак не образуется. Для этого могут использоваться, например, Al2(CO3)3, MnCO3, MgCO3, Mg(HCO3)2. Альтернативно, если карбонат полностью разлагается на газы при температуре создаваемой лазером плазмы и/или ванны расплава, никакого шлака не производится. Fe, Cu, Zn и Pb могут ухудшать свойства суперсплавов на основе никеля, так что эти элементы могут быть исключены из флюса, используемого для таких сплавов, хотя они могут быть разрешены во флюсах для других материалов. В одном варианте осуществления флюс может содержать меньше чем 0,35 мас.% в общей сложности Fe, Cu, Zn и Pb. В другом варианте осуществления общая добавка металлов может содержать меньше чем 0,25 мас.% Fe, 0,10 мас.% Cu, 0,0005 мас.% Pb и 0,001 мас.% Zn, и может быть дополнительно ограничено максимумами 0,015 мас.% P и 0,010 мас.% S.
Компоненты флюса, которые образуют газ галоидного соединения, являются выгодными в некоторых вариантах осуществления. Газообразные хлор и фтор являются более тяжелыми, чем воздух, как показано в таблице А. Галогениды металлов, такие как AIF3, MnF2, CoF2, NiF2, TiCl4, CrCl6, MnCl4, CoCl4 и NiCl4, термически разлагаются с образованием более тяжелого, чем воздух, защитного покрытия, одновременно обеспечивая функцию легирования металла без образования шлака.
Неметаллические галоидные соединения могут обеспечить выгодные компоненты флюса в некоторых вариантах осуществления. Например, NH4Cl3 реагирует с оксидами металла на рабочей поверхности, очищая тем самым поверхность и формируя летучие хлориды металлов без образования шлака.
Компоненты флюса, которые производят водород и фтор, являются выгодными в некоторых вариантах осуществления, потому что эти газы взаимодействуют с серой и фосфором, содержащимися в ванне расплава, образуя новые газы, которые могут выходить из осаждаемого металла. Это очищает осаждаемый металл от серы и фосфора. Примеры таких очищающих газов включают в себя H2S, CH3SH, PH3 и PF3. H, C и F в этих газах появляются за счет разложения составных частей флюса, таких как HN4Cl3 и H2CO3, которые дают H, карбонаты, которые дают C, и галогениды металлов, которые могут давать F. Случайные сера и фосфор в расплаве реагируют с H, C и/или F с образованием очищающих газов, которые затем выходят из осаждаемого металла.
Варианты осуществления флюса могут быть сформулированы для достижения некоторой комбинации выгод, например один вариант осуществления флюса может содержать:
10-60 мас.% карбоната, выбираемого из одного или нескольких из H2CO3, LiCO3, Na2CO3, NaHCO3, Na3H(CO3)2, K2CO3, KHCO3, Rb2CO3, Cs2CO3, CsHCO3, BeCO3, MgCO3, Mg(HCO3)2, CaCO3, Ca(HCO3)2, SrCO3, BaCO3, La2(CO3)3, UO2CO3, MnCO3, FeCO3, CoCO3, NiCO3, CuCO3, Ag2CO3, ZnCO3, CdCO3, Al2(CO3)3, Tl2CO3, PbCO3, (NH4)2CO3, NH4HCO3 и (BiO)2CO3, используемого главным образом для создания защитной атмосферы и легирования металла,
10-60 мас.% галогенида металла, выбираемого из одного или нескольких из AIF3, MnF2, CoF2, NiF2, TiCl4, CrCl6, MnCl4, CoCl4 и NiCl4, используемого главным образом для очистки и испарения примесей из металла и легирования металла,
10-30 мас.% неметаллического галоидного соединения NH4Cl3 для очистки и испарения примесей из металла; и
один моль углерода на каждые два моля свободного кислорода, высвобождаемого при термическом разложении любых других компонентов флюса в плазме и/или при температуре ванны расплава, если такие имеются.
Варианты осуществления бесшлаковой обработки в соответствии с аспектами настоящего изобретения могут быть применены к суперсплавам, имеющим никель, кобальт или другой элемент в качестве главной составной части. Такие варианты осуществления могут также быть применены к связующему покрытию системы теплозащитного покрытия в форме MCrAlY, где M представляет собой Co или Ni. Кроме того, это может быть расширено за пределы аддитивного производства и за пределы обработки металлических сплавов. Например, покрытие деталей керамикой может быть достигнуто с помощью флюсов, предназначенных для обеспечения подходящей атмосферы для конкретного покрытия, но не оставляющих на поверхности шлаков или оставляющих небольшой остаток шлака. Термические барьерные покрытия, такие как диоксид циркония и диоксид гафния, спекались в присутствии небольших количеств традиционных флюсов, таких как кремнезем, глинозем, оксид железа, оксид кальция и оксид магния. Однако такие флюса образуют остаток шлака. Бесшлаковые флюсы для такой обработки могут быть получены с помощью галогенидов циркония, таких как ZrF4, ZrCl4, ZrBr4, ZrI4, или карбонатов циркония или иттрия Zr(OH)2CO3, ZrO2 и Y2(CO3)3.H2O. Такие флюсы могут включать в себя по меньшей мере 60 мас.% одного или нескольких компонентов, выбираемых из группы, состоящей из ZrF4, ZrCl4, ZrBr4, ZrI4, Zr(OH)2CO3, ZrO2 и Y2(CO3)3.H2O.
В то время как различные варианты осуществления настоящего изобретения были показаны и описаны в настоящем документе, следует понимать, что такие варианты осуществления приведены исключительно в качестве примера. Многочисленные вариации, изменения и подстановки могут быть сделаны без отступлений от изобретения, описанного в настоящем документе. Соответственно, настоящее изобретение ограничивается только духом и областью охвата прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОКАЛИЗОВАННЫЙ РЕМОНТ КОМПОНЕНТА ИЗ СУПЕРСПЛАВА | 2014 |
|
RU2624884C2 |
| НАНЕСЕНИЕ СУПЕРСПЛАВА С ПРИМЕНЕНИЕМ ПОРОШКОВОГО ФЛЮСА И МЕТАЛЛА | 2014 |
|
RU2627824C2 |
| ОБРАБОТКА МАТЕРИАЛОВ ЧЕРЕЗ ОПТИЧЕСКИ ПРОЗРАЧНЫЙ ШЛАК | 2014 |
|
RU2621095C2 |
| СВАРОЧНЫЙ ЭЛЕКТРОД | 2016 |
|
RU2686160C1 |
| СПОСОБ ОБРАБОТКИ ЖЕЛЕЗОУГЛЕРОДИСТОГО РАСПЛАВА И МАТЕРИАЛ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2487174C2 |
| СПОСОБ РЕМОНТА И ИЗГОТОВЛЕНИЯ КОМПОНЕНТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И КОМПОНЕНТЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОТРЕМОНТИРОВАННЫЕ ИЛИ ИЗГОТОВЛЕННЫЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2015 |
|
RU2635688C2 |
| СПОСОБ ПЛАВКИ И РАФИНИРОВАНИЯ СПЛАВОВ | 2016 |
|
RU2716967C2 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ (ВАРИАНТЫ) | 2008 |
|
RU2369642C1 |
| СПОСОБ ПЕРЕРАБОТКИ СПЛАВОВ, СОДЕРЖАЩИХ БЛАГОРОДНЫЕ И ЦВЕТНЫЕ МЕТАЛЛЫ | 1999 |
|
RU2164256C2 |
| СПОСОБ ОСАЖДЕНИЯ ЖЕЛАЕМОЙ КОМПОЗИЦИИ СУПЕРСПЛАВА | 2018 |
|
RU2738175C1 |
Изобретение может быть использовано для лазерного нанесения материала при аддитивном производстве и ремонте металлических компонентов из суперсплавов. Флюс имеет состав компонентов, который обеспечивает образование шлака при охлаждении после процесса лазерного нанесения в количестве не более 5 мас.% и содержит по меньшей мере один компонент, образующий при нагревании во время процесса лазерного нанесения по меньшей мере один газ, который является более тяжелым, чем воздух. Флюс может дополнительно включать элементы добавки к суперсплаву, элементы, обеспечивающие функции очистки поверхности, очистки расплава от примесей. Минимизация образования шлака при использовании флюса обеспечивает возможность осаждения последующего слоя материала без удаления шлака с предыдущего слоя. 3 н. и 17 з.п. ф-лы, 2 ил., 1 табл.
1. Флюс (55) для лазерного нанесения суперсплава, имеющий состав компонентов, который обеспечивает образование шлака при охлаждении после процесса лазерного нанесения в количестве не более 5 мас.% по массе флюса, и включает по меньшей мере один компонент, образующий при нагревании во время процесса лазерного нанесения по меньшей мере один газ (46), который является более тяжелым, чем воздух.
2. Флюс по п. 1, который включает металлический компонент из группы Fe, Cu, Zn и Pb, при суммарном содержании менее чем 0,35 мас.%.
3. Флюс по п. 1, который включает компонент добавки к суперсплаву, наносимому во время процесса лазерного нанесения.
4. Флюс по п. 3, в котором компонент добавки к суперсплаву обеспечен соединением во флюсе, выбранным из группы: Al2O3, SiO2, TiO2, MnO, MgO, Cr2O3, Al2(CO3)3, MnCO3, MgCO3, Mg(HCO3)2.
5. Флюс по п. 1, который в качестве компонента, образующего газ, включает:
соединение, которое разлагается в создаваемой лазером плазме или при температуре жидкого наносимого материала и образует свободный кислород; и
углерод, доступный для объединения по существу со всем свободным кислородом во время лазерного нанесения с образованием CO2.
6. Флюс по п. 1, который в качестве компонента, образующего газ, включает галогенид, выбранный из группы, состоящей из AlF3, MnF2, CoF2, NiF2, TiCl4, CrCl6, MnCl4, CoCl4, NiCl4 и NH4Cl3.
7. Флюс по п. 1, который в качестве компонента, образующего газ, включает
10-60 мас.% одного или более карбонатов;
10-60 мас.% одного или более галогенидов металла; и
10-30 мас.% NH4Cl3.
8. Флюс по п. 1, который в качестве компонента, образующего газ, включает
10-30 мас.% NH4Cl3; и
10-80 мас.% одного или более соединений, выбранных из карбонатов, оксидов металла и галогенидов металла.
9. Флюс по п. 1, который в качестве компонента, образующего газ, включает
10-60 мас.% одного или нескольких карбонатов, выбранных из H2CO3, LiCO3, Na2CO3, NaHCO3, Na3H(CO3)2, K2CO3, KHCO3, Rb2CO3, Cs2CO3, CsHCO3, BeCO3, MgCO3, Mg(HCO3)2, CaCO3, Ca(HCO3)2, SrCO3, BaCO3, La2(CO3)3, UO2CO3, MnCO3, FeCO3, CoCO3, NiCO3, CuCO3, Ag2CO3, ZnCO3, CdCO3, Al2(CO3)3, Tl2CO3, PbCO3, (NH4)2CO3, NH4HCO3 и (BiO)2CO3 для создания защитной атмосферы и легирования металла,
10-60 мас.% одного или нескольких галогенидов металла, выбранных из группы, состоящей из AlF3, MnF2, CoF2, NiF2, TiCl4, CrCl6, MnCl4, CoCl4 и NiCl4;
10-30 мас.% NH4Cl3; и
компоненты флюса выбраны из условия получения соотношения одного моля углерода на каждые два моля свободного кислорода, высвобождаемого при термическом разложении компонентов флюса.
10. Флюс по п. 1, содержащий по меньшей мере 60 мас.% компонента, выбранного из группы, состоящей из ZrF4, ZrCl4, ZrBr4, ZrI4, Zr(OH)2CO3, ZrO2 и Y2(CO3)3.H2O, предназначенный для использования при нанесении керамического термобарьерного материала.
11. Комбинированный материал (24) для лазерного нанесения суперсплавов, содержащий:
материал наполнителя из суперсплава и флюс, имеющий состав компонентов, который обеспечивает образование шлака при охлаждении после процесса лазерного нанесения в количестве не более 5 мас.% по массе флюса, и включает по меньшей мере один компонент, образующий при нагревании во время процесса лазерного нанесения по меньшей мере один газ (46), который является более тяжелым, чем воздух.
12. Комбинированный материал по п. 11, который включает металлический компонент из группы Fe, Cu, Zn и Pb, при суммарном содержании менее чем 0,35 мас.%.
13. Комбинированный материал по п. 12, в котором металлический компонент содержит до 0,015 мас.% P и до 0,010 мас.% S.
14. Комбинированный материал по п. 11, в котором по меньшей мере один компонент флюса представляет собой оксид металла, и по меньшей мере один компонент флюса представляет собой углерод в количестве, обеспечивающем объединение его по существу со всем свободным кислородом в продуктах разложения флюса при нагревании во время лазерного нанесения с образованием CO2.
15. Комбинированный материал по п. 14, в котором оксид металла выбран из группы, состоящей из Al2O3, SiO2, TiO2, MnO, MgO и Cr2O3.
16. Комбинированный материал по п. 11, в котором по меньшей мере один компонент флюса представляет собой карбонат, при этом флюс включает металлический компонент из группы Fe, Cu, Zn и Pb, при суммарном содержании менее чем 0,35 мас.%.
17. Комбинированный материал по п. 11, в котором по меньшей мере один компонент флюса представляет собой галогенид металла, содержащий хлор или фтор.
18. Комбинированный материал по п. 11, в котором по меньшей мере один компонент флюса выбран из группы, состоящей из AlF3, MnF2, CoF2, NiF2, TiCl4, CrCl6, MnCl4, CoCl4, NiCl4 и NH4Cl3.
19. Флюс (55) для лазерного нанесения керамического термобарьерного покрытия, имеющий состав компонентов, который обеспечивает образование шлака при охлаждении после процесса лазерного нанесения в количестве не более 5 мас.% по массе флюса, и включает по меньшей мере один компонент, образующий при нагревании во время процесса лазерного нанесения по меньшей мере один газ (46), который является более тяжелым, чем воздух.
20. Флюс по п. 19, который включает компонент, выбранный из группы, состоящей из ZrF4, ZrCl4, ZrBr4, ZrI4, Zr(OH)2CO3, ZrO2 и Y2(CO3)3⋅H2O в количестве по меньшей мере 60 мас.%.
| US 2015102016 А1, 16.04.2015 | |||
| BY 20121782 А, 30.08.2014 | |||
| Газоочиститель | 1989 |
|
SU1731258A1 |
| US 2015027994 А1, 29.01.2015 | |||
| ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ | 1989 |
|
RU1648001C |

