ПРЕДПОСЫЛКИ ТЕХНОЛОГИИ
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к многоэтапным способам плавки и рафинирования суперсплавов и других сплавов. Настоящее изобретение также относится к сплавам, полученным и рафинированным с применением описанных в данном документе многоэтапных способов плавки и рафинирования, а также к полупродуктам и готовым изделиям, включающим в себя такие сплавы.
ОПИСАНИЕ ПРЕДПОСЫЛОК ТЕХНОЛОГИИ
[0002] Известны различные методы плавки и рафинирования суперсплавов, применение которых позволяет получать сплавы без проблематичных включений, сегрегации и других дефектов. Для осуществления различных инновационных технологий потребуются более крупные и массивные формы сплавов, что означает большие требования к существующим методам плавки и рафинирования. Например, современные методы плавки и рафинирования, применяемые для получения суперсплавов для компонентов турбинных дисков, позволяют проводить ультразвуковые испытания на промежуточных стадиях во время обработки сплавов, что не оказывает существенного влияния на конечную стоимость обработки детали. С появлением существенно более крупных турбомашин, таких как, например, турбинные двигатели GE90 и GEnx, требуются существенно более крупные заготовки из суперсплавов с размерами, достаточными для очень крупных компонентов диска. Эти заготовки из суперсплавов могут иметь массу более 1000 фунтов (453,6 кг), а для находящихся в процессе разработки турбинных двигателей могут потребоваться заготовки из суперсплавов массой до 3000 фунтов (1360,8 кг). Существующие технологии плавки и рафинирования могут оказаться неподходящими для получения заготовок из суперсплавов такого размера по экономическим соображениям, например, в силу существенных потерь на выходе, так как материал, не прошедший ультразвуковые испытания и другие неразрушающие испытания, отбраковывается.
[0003] Соответственно, существует потребность в разработке улучшенного процесса плавки и рафинирования для получения суперсплавов и других сплавов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] В соответствии с одним неограничивающим аспектом настоящего изобретения, способ плавки и рафинирования сплава включает этап вакуумной индукционной плавки (ВИП), этап электрошлакового переплава (ЭШП) и первый и второй этапы вакуумного дугового переплава (ВДП). Исходные материалы подвергают вакуумной индукционной плавке для получения прошедшего вакуумную индукционную плавку сплава, содержащего основной составляющий элемент (по массовой процентной доле), представляющий собой любой металл из: ванадия, хрома, марганца, железа, кобальта, никеля, меди, ниобия, молибдена, технеция, рутения, родия, палладия, серебра, тантала, вольфрама, рения, осмия, иридия, платины и золота. Другими словами, в прошедшем вакуумную индукционную плавку сплаве присутствует больше «основного» составляющего элемента по массовой процентной доле, чем любого другого составляющего элемента прошедшего вакуумную индукционную плавку сплава. По меньшей мере часть прошедшего вакуумную индукционную плавку сплава подвергают электрошлаковому переплаву для получения прошедшего электрошлаковый переплав слитка. По меньшей мере часть прошедшего электрошлаковый переплав слитка подвергают вакуумному дуговому переплаву в первой операции вакуумного дугового переплава для получения прошедшего вакуумный дуговой переплав слитка. По меньшей мере часть прошедшего вакуумный дуговой переплав слитка подвергают вакуумному дуговому переплаву во второй операции вакуумного дугового переплава для получения прошедшего двойной вакуумный дуговой переплав слитка.
[0005] В соответствии с другим неограничивающим аспектом настоящего изобретения способ плавки и рафинирования сплава включает: вакуумную индукционную плавку исходных материалов для получения прошедшего вакуумную индукционную плавку сплава; электрошлаковый переплав по меньшей мере части прошедшего вакуумную индукционную плавку сплава для получения прошедшего электрошлаковый переплав сплава; вакуумный дуговой переплав по меньшей мере части прошедшего электрошлаковый переплав сплава для получения прошедшего однократный вакуумный дуговой переплав сплава; и вакуумный дуговой переплав по меньшей мере части прошедшего однократный вакуумный дуговой переплав сплава для получения прошедшего двойной вакуумный дуговой переплав сплава. В различных вариантах реализации способа прошедший вакуумную индукционную плавку сплав содержит в основном один из ванадия, хрома, марганца, железа, кобальта, никеля, меди, ниобия, молибдена, технеция, рутения, родия, палладия, серебра, тантала, вольфрама, рения, осмия, иридия, платины и золота.
[0006] В соответствии с другим неограничивающим аспектом настоящего изобретения способ плавки и рафинирования сплава включает: вакуумную индукционную плавку исходных материалов для получения сплава; электрошлаковый переплав по меньшей мере части сплава для получения первого слитка; вакуумный дуговой переплав по меньшей мере части первого слитка для получения второго слитка; и вакуумный дуговой переплав по меньшей мере части второго слитка. В различных вариантах реализации способа сплав содержит в основном один из ванадия, хрома, марганца, железа, кобальта, никеля, меди, ниобия, молибдена, технеция, рутения, родия, палладия, серебра, тантала, вольфрама, рения, осмия, иридия, платины и золота.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0007] Признаки и преимущества описанных в данном документе способов, систем и изделий из сплавов будут более понятны с отсылкой на прилагаемые графические материалы, в которых:
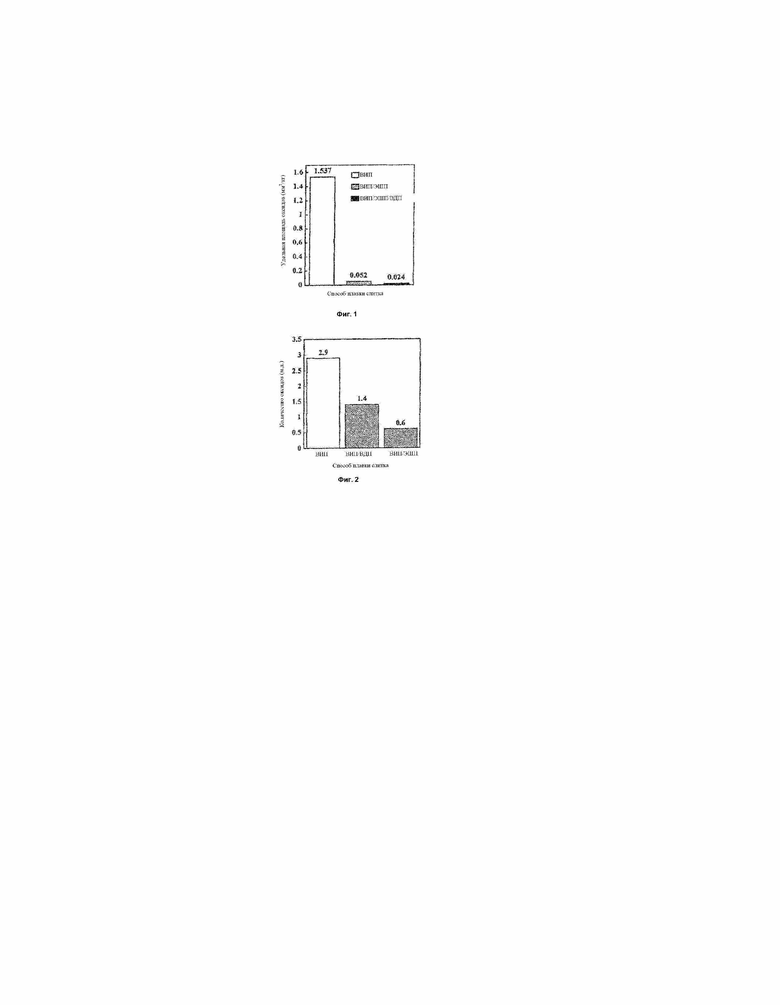
[0008] Фиг. 1 представляет собой график, изображающий площадь оксида на единицу массы для испытаний луночной плавки электронным пучком для сплава 718 с применением только ВИП и последовательностей ВИП-ЭШП и ВИП-ЭШП-ВДП (тройная плавка);
[0009] Фиг. 2 представляет собой график, изображающий количество оксида (м.д.) для испытаний луночной плавки для сплава 718 для технологических маршрутов только ВИП, ВИП-ЭШП и ВИП-ВДП; и
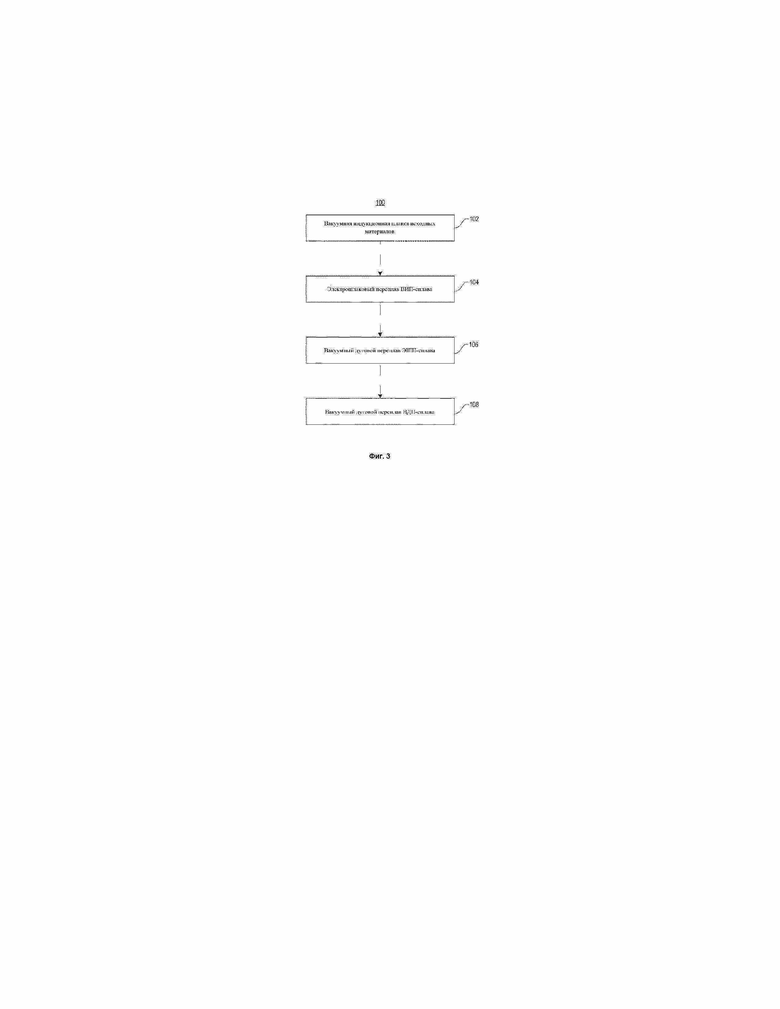
[0010] Фиг. 3 представляет собой блок-схему неограничивающего варианта реализации способа плавки и рафинирования сплава в соответствии с настоящим изобретением.
[0011] Читателю станут понятны вышеприведенные, а также другие детали после рассмотрения нижеприведенного подробного описания некоторых неограничивающих вариантов реализации способов и систем в соответствии с настоящим изобретением. Также некоторые из этих дополнительных деталей могут стать понятны читателю после применения описанных в данном документе способов и систем.
ПОДРОБНОЕ ОПИСАНИЕ НЕКОТОРЫХ НЕОГРАНИЧИВАЮЩИХ ВАРИАНТОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0012] В настоящем описании неограничивающих вариантов реализации и в пунктах формулы изобретения, за исключением рабочих примеров, или если указано иное, все числа, выражающие количества или характеристики ингредиентов и продуктов, условия обработки и тому подобное, следует понимать, как модифицируемые во всех случаях термином «примерно». Соответственно, если не указано противоположное, любые числовые параметры, приведенные в описании и прилагаемой формуле изобретения, являются приближениями, которые могут варьироваться в зависимости от желаемых свойств, которые необходимо получить в способах, системах и изделиях в соответствии с настоящим изобретением. Как минимум, и не пытаясь ограничить применение доктрины эквивалентов к объему формулы изобретения, каждый числовой параметр следует воспринимать по меньшей мере в свете количества приведенных значимых цифр, применяя стандартные методы округления.
[0013] Любые патенты, публикации или другие раскрываемые материалы, в полном объеме или частично, про которые говорится, что они включены в данный документ посредством ссылки, включены в данный документ только в той степени, в которой включенный материал не противоречит существующим определениям, утверждениям или другому раскрываемому материалу, приведенному в этом описании. Следовательно, и в той степени, в которой это необходимо, приведенное в данном документе описание не учитывает любой противоречивый материал, включенный в данный документ посредством ссылки. Любой материал или его часть, про который говорится, что он включен в данный документ посредством ссылки, но который противоречит существующим определениям, утверждениям или другому раскрываемому материалу, приведенному в этом описании, включен только в той степени, в которой не возникает противоречий между этим включенным материалом и существующим раскрытым материалом.
[0014] Существующие на сегодняшний день традиционные способы плавки и рафинирования суперсплавов на основе никеля, применяемых в турбинных компонентах и других высокопроизводительных деталях, включают операцию вакуумной индукционной плавки (ВИП), за которой следует операция вакуумного дугового переплава (ВДП) или операция электрошлакового переплава (ЭШП). Альтернативный способ плавки и рафинирования, применяемый для получения суперсплава на основе никеля для турбинных компонентов, состоит из этапов вакуумной индукционной плавки (ВИП), за которыми следует электрошлаковый переплав (ЭШП), а затем - вакуумный дуговой переплав (ВДП). Этот технологический маршрут ВИП+ЭШП+ВДП обычно называется в промышленности способом тройной плавки. В способе тройной плавки скомбинированы операция ВИП для базовой плавки и рафинирования шихтовых материалов, операция ЭШП, которая снижает количество оксидных включений, и конечная операция ВДП для минимизации сегрегации легирующих элементов. Относительную эффективность последовательностей ВИП-ЭШП, ВИП-ВДП и ВИП-ЭШП-ВДП (тройная плавка) в процессе рафинирования суперсплава на основе никеля, а именно сплава 718 (UNS N07718), можно увидеть на Фиг. 1 и 2, которые приведены в Moyer et al., ʺAdvances in Triple Melting Superalloysʺ (1994). На Фиг. 1 приведен график площади оксида на единицу массы для испытаний луночной плавки электронным пучком для сплава 718 с применением только ВИП и последовательностей ВИП-ЭШП и ВИП-ЭШП-ВДП (тройная плавка). На Фиг. 1 показано снижение содержания оксида более чем на 50% для последовательности тройной плавки по сравнению с последовательностью ВИП-ЭШП. На Фиг. 2 приведен график количества оксида (м.д.) для испытаний луночной плавки сплава 718 для технологических маршрутов только ВИП, ВИП-ЭШП и ВИП-ВДП, и показано, что операция ЭШП является существенно более эффективной, чем ВДП, в отношении снижения частоты появления оксидных включений в сплаве 718.
[0015] Во время конечной операции ВДП выделенные оксиды, которые были захвачены в капли сплава во время ЭШП-плавки или которые собираются на внутренних поверхностях плавильного тигля во время ВДП-плавки и входят в состав сплава, могут быть захвачены во время затвердевания. Эти оксидные сегрегаты могут сделать сплав неподходящим для изготовления из него компонентов турбинного диска и других высокопроизводительных деталей. В некоторых случаях сегрегаты образуют в сплаве поверхность раздела, которую можно обнаружить во время ультразвукового испытания после преобразования заготовки. В других случаях сегрегаты могут попадать в конечную деталь и стать причиной отбраковки компонента во время испытаний конечной детали. Дефицитную заготовку или конечную детать затем отбраковывают, что снижает выход и увеличивает затраты на производство.
[0016] При производстве некоторых стальных сплавов, требующих очень высокой степени чистоты, применяется способ плавки и рафинирования с последовательностью ВИП+ВДП+ВДП. При переплаве стальных сплавов высокая точка плавления сплавов приводит к образованию относительно глубокой ванны расплава на верхней части формирующегося при ВДП слитка. Это дает материалу дополнительное время пребывания в расплавленном состоянии, позволяя оксидным включениям всплывать к поверхности в результате разницы в плотности с основным сплавом. Последовательность ВИП+ВДП+ВДП не была адаптирована для применения с суперсплавами на основе никеля. Суперсплавы на основе никеля в общем случае имеют более мелкую ванну расплава во время ВДП-плавки по сравнению со стальными сплавами. Так как ванна расплава на поверхности формирующегося при ВДП слитка суперсплава на основе никеля является относительно мелкой, времени пребывания и сил Лоренца может быть недостаточно для того, чтобы оксидные включения могли всплывать и двигаться к внешней поверхности плавильной ванны во время процедуры переплава. Промежуточная операция ЭШП обеспечивает эффективное средство обеспечения глубокой ванны для всплывания и реактивного шлака для снижения относительно больших количеств остаточных оксидов металлов в разных комбинациях. Следовательно, последовательность ВИП+ВДП+ВДП превосходит последовательность ВИП+ЭШП+ВДП в случае суперсплавов на основе никеля.
[0017] Но даже в этом случае было отмечено, что оксиды могут оставаться после операции ЭШП, проводимой для суперсплава на основе никеля, и оксидные включения могут переноситься на конечную операцию переплава в последовательности тройной плавки (ВИП+ЭШП+ВДП). Задачей настоящего изобретения является снижение частоты появления остаточных оксидов, а также карбидных и карбонитридных агломератов, связанных, например, с загрязняющими веществами, попадающими из плавильного тигля в суперсплавы на основе никеля.
[0018] При производстве некоторых титановых сплавов применяется несколько операций ВДП, чтобы устранить вредное воздействие высокоплотных включений, включая нитриды из титановых сплавов, во время операций первичной плавки или переплава. Однако считается, что последовательность из нескольких операций ВДП не может быть применима в отношении рафинирования суперсплавов на основе никеля. Практика первичной плавки в случае титановых сплавов дает некоторое представление о том, почему несколько этапов ВДП применяли к титановым сплавам, но никогда ранее - к сплавам никеля. На первичном этапе традиционного процесса плавки титана используется сваренный электрод из губчатого материала и скрапа. Этот первичный электрод может содержать нитриды, которые легко образуются с титаном, или загрязняющие расплав вещества, такие как обломки TiN инструментов, применяемых в обработке резанием. Так как первичный этап плавки при производстве титана, как правило, представляет собой операцию ВДП этого композитного электрода, такие включения могут быть захвачены в затвердевающую ванну. Несколько этапов плавки применяют для постепенного растворения любого остающегося материала во время поточного производства. И наоборот, титан легко принимает оксиды в раствор, что во многих случаях можно использовать для упрочнения сплава. При производстве сплавов на основе никеля исходный расплав представляет собой расплав для вакуумной индукционной плавки, в котором нитриды будут переведены в раствор во время операции первичной плавки. Оксиды, как правило, образуют шлак или могут уноситься потоком расплава во время разливки. Следовательно, операции переплава при производстве сплавов на основе никеля направлены на физическое устранение оксидов, а не на переведение их в раствор.
[0019] В соответствии с одним аспектом настоящего изобретения сплав на основе никеля обеспечивают посредством улучшенной последовательности плавки и рафинирования, включающей операцию ВИП, за которой следует операция ЭШП и две последовательные операции ВДП. Фиг. 3 представляет собой блок-схему, изображающую эту последовательность. В контексте данного документа указанная последовательность может сокращенно называться ВИП+ЭШП+ВДП+ВДП и может относиться к процессу «четверной плавки», что принципиально отличает ее от последовательности тройной плавки, а также от последовательностям двойной плавки. Конечная (финальная) операция вакуумного дугового переплава процесса четверной плавки может дополнительно снизить частоту появления оксидных, карбидных и карбонитридных сегрегатов в сплаве. Эти сегрегаты, которые подвержены отделению вследствие разницы в плотности с основным сплавом и термического и элекромагнитного потока в расплаве, направляются к поверхности затвердевающего слитка и могут быть удалены во время последующей обработки материала ВДП-слитка. Согласно наблюдениям суперсплавы на основе никеля, например, полученные с помощью последовательности четверной плавки в соответствии с настоящим изобретением, демонстрируют сниженную частоту появления оксидных, карбидных и карбонитридных сегрегатов и могут использоваться в критически важных компонентах, таких как, например, компоненты турбинных дисков.
[0020] Конечная операция плавки ВДП в последовательности четверной плавки обеспечивает для удаления кластеров вторичных фаз, таких как оксиды, и кластеров карбидов и карбонитридов, которые могут увлекаться в слиток во время предыдущих операций плавки. Кластеры оксидов и вторичных фаз, как правило, являются небольшими и редко встречающимися. Применение слитка, полученного с помощью последовательности ВИП+ЭШП+ВДП, в качестве электрода для конечной операции ВДП обеспечивает относительно чистое с металлургической точки зрения исходное сырье, которое далее рафинируют во время конечной операции ВДП. Также конечную операцию ВДП можно проводить так, чтобы контролировать содержание элементов, имеющих относительно низкое давление пара. Такие элементы включают, например, магний и потенциально другие элементы, которые могут придать сплаву свойства материала, важные как при последующих операциях формования, так и при конечных применениях. В традиционных последовательностях рафинирования, включающих несколько операций вакуумной плавки, содержание легирующих элементов, имеющих низкое давление пара, может испытывать негативное влияние. Таким образом, процесс четверной плавки в соответствии с настоящим изобретением может улучшить конечную целостность изделия и может рафинировать химический состав сплава, не нарушая химическую сегрегацию сплава.
[0021] На Фиг. 3 изображен неограничивающий вариант реализации 100 последовательности четверной плавки. Обращаясь к Фиг. 3, операция ВИП 102 последовательности четверной плавки 100 включает индукционную плавку шихтовых материалов для получения частично рафинированного сплава, который можно использовать в качестве электрода для последующей операции ЭШП. Операцию ВИП можно проводить традиционным образом, известным специалистам, чтобы получить электроды в литом виде в пределах требуемой спецификации сплава и с достаточной структурной целостностью, чтобы обеспечить возможность проведения стабильной операции переплава. В операции ВИП используются индукционные катушки для расплавления шихты исходных материалов в тигле с огнеупорной футеровкой. В некоторых неограничивающих вариантах реализации шихтовые материалы могут включать, например и без ограничений, как первичный материал, такой как простые вещества с относительно высокой степенью чистоты (например, 99+%), получаемые при рафинировании рудного тела, так и вторичный материал, такой как токарная стружка, очищенная от остатков смазочно-охлаждающей жидкости. Исходные материалы отбирают и объединяют в пропорциях, гарантирующих, что получившаяся плавка соответствует требуемой спецификации сплава. Операцию ВИП, как правило, проводят в условиях вакуума ниже 100 микрон или в условиях частичной атмосферы инертного газа, если спецификация сплава включает требования наличия элементов с низким давлением пара. В некоторых вариантах реализации процесс ВИП заканчивается операцией разливки, в которой электроды могут быть сифонно отлиты через центральный литник и систему литниковых каналов, или каждый электрод может быть отдельно отлит сверху. Операции после ВИП, как правило, включают операцию стрипперования для извлечения электрода из литейной формы после затвердевания и могут включать операцию зачистки поверхности в зависимости от последующего применяемого способа переплава.
[0022] Снова обращаясь к Фиг. 3, операция ЭШП 104 последовательности четверной плавки 100 включает электрошлаковый переплав электрода из сплава, полученного во время операции ВИП 102. Операцию ЭШП в общем случае можно проводить традиционным образом, известным специалистам. Может потребоваться шлифовка ВИП-электрода перед проведением операции ЭШП для удаления рыхлой поверхностной окалины в случае ее наличия. В некоторых неограничивающих вариантах реализации этой операции электрод из сплава может быть приварен к нерасходуемому ниппелю, который имеет сопряженную поверхность, способную переносить, например, по меньшей мере 20 кВт электрической энергии от печи ЭШП. В процессе ЭШП ток пропускается через флюс для его расплавления. Специалисты легко могут определить состав подходящих флюсов для конкретной операции ЭШП. В некоторых вариантах реализации изобретения флюс может представлять собой, например, флюс на основе CaF2, который также содержит значительное количество компонентов CaO (10-40 мас.%) и Al2O3 (10-40 мас.%). Дополнительные оксиды могут быть включены в состав флюса в меньших концентрациях, чтобы гарантировать совместимость химического состава флюса с переплавляемым электродом и минимизировать любые прибавки или потери реакционноспособных элементов во флюсе. Другие оксиды, которые можно применять во флюсе, включают La2O3, MgO, SiO2, TiO2 и ZrO2. Электрод погружают в расплавленный ЭШП-флюс, который переносит достаточное количество тепла для расплавления наконечника электрода. Глубина погружения электрода во флюс, как правило, составляет 6-12 мм и контролируется традиционным образом, например, посредством контура автоматического регулирования перепада сопротивления или перепада напряжения. Контур регулирования может измерять отклонение перепада сопротивления или напряжения от установленной величины и корректировать положение электрода в надлежащем направлении для поддержания необходимого установленного значения, соответствующего глубине погружения. В некоторых неограничивающих вариантах реализации второй контур регулирования ЭШП либо обеспечивает плавление при постоянном установленном значении тока, либо использует месдозы для измерения скорости плавления в единицу времени. При применении регулирования скорости плавления подаваемый ток можно корректировать, чтобы поддерживать необходимое установленное значение скорости плавления.
[0023] Снова обращаясь к Фиг. 3, первая операция ВДП 106 последовательности четверной плавки 100 включает вакуумный дуговой переплав электрода из сплава, полученного во время операции ЭШП 104. Первую операцию ВДП 106 можно в общем случае проводить традиционным образом, известным специалистам. Может потребоваться зачистка ВДП-электрода для удаления ЭШП-флюса, заключенного в самом верхнем поверхностном слое. В некоторых неограничивающих вариантах реализации электрод может быть приварен к нерасходуемому ниппелю, который имеет сопряженную поверхность, способную переносить, например, по меньшей мере 15 кВт электрической энергии от печи ВДП. В процессе ВДП ток пропускается между электродом и получаемым в результате расплавленным слитком, образующимся непосредственно ниже. В начале процесса ток пропускается непосредственно на базовую плиту, такую как, например, медная базовая плита с водяным охлаждением. Медная базовая плита не плавится, так как вследствие ее высокой теплопроводности выделяющаяся тепловая энергия быстро переносится в охлаждающую воду так, что температура базовой плиты не превышает температуру плавления меди. В процессе ВДП, как правило, поддерживается относительно постоянная и традиционная величина отстояния (дуговой зазор), составляющая, например 6-12 мм между наконечником электрода и верхним краем расплавленного слитка. В различных вариантах реализации контур регулирования величины отстояния автоматически измеряет напряжение и корректирует положение электрода в надлежащем направлении для поддержания установленного значения, соответствующего необходимой величине отстояния. В некоторых вариантах реализации второй контур регулирования ВДП либо обеспечивает плавление при постоянном установленном значении тока, либо использует месдозы для измерения скорости плавления в единицу времени. Если контур регулирования использует регулирование скорости плавления, подаваемый ток корректируют, чтобы поддерживать необходимое установленное значение скорости плавления.
[0024] Снова обращаясь к Фиг. 3, вторая операция ВДП 108 последовательности четверной плавки 100 включает вакуумный дуговой переплав электрода из сплава, полученного в первой операции ВДП 106. Вторую операцию ВДП 108 можно в общем случае проводить традиционным образом, известным специалистам. В некоторых неограничивающих вариантах реализации, например, вторую операцию ВДП проводят таким же образом, что и первую операцию ВДП. Может потребоваться зачистка поверхности первого ВДП-слитка для удаления присутствующих на и вблизи поверхности оксидов, накопленных во время первой операции ВДП. В различных вариантах реализации на втором этапе ВДП применяют такие же контуры и методологию регулирования для управления отстоянием и током плавления и/или скоростью плавления. Состав сплава подразумевает тенденцию к сегрегации, что, в свою очередь, ограничивает условия затвердевания, необходимые для того, чтобы избежать присутствия вредных фаз. Вредные фазы могут включать, например, зоны с аномально высокой долей карбидных выделений и/или выделений топологически плотноупакованных (ТПУ) фаз, которые в общем случае действуют как концентраторы механических напряжений, которые снижают локальную пластичность материала. Комбинацию дугового зазора и скорости плавления можно регулировать в пределах минимального и максимального диапазонов, которые зависят от состава сплава, чтобы регулировать скорость затвердевания в пределах некоторого диапазона для получения структуры без избыточной доли вредных фаз. Специалисты в данной области техники могут легко определить преимущественные рабочие параметры для операций ВДП без необходимости в приложении лишних усилий или проведении лишних экспериментов. Для повышения скорости затвердевания при заданных скорости плавления и дуговом зазоре в различных неограничивающих вариантах реализации в зазор между медным тиглем и ВДП-слитком, который возникает вследствие усадки, связанной с затвердеванием и охлаждением ВДП-слитка, можно вводить инертный газ. Теплопроводность инертного газа может быть на порядки выше теплопроводности вакуума, который в противном случае имел бы место в зазоре.
[0025] Представленный способ четверной плавки можно применять в отношении любых сплавов, чьим базовым элементом или основным составляющим элементом является любой металл из ванадия, хрома, марганца, железа, кобальта, никеля, меди, ниобия, молибдена, технеция, рутения, родия, палладия, серебра, тантала, вольфрама, рения, осмия, иридия, платины и золота. (В данном контексте элемент представляет собой «основной составляющий элемент» сплава, если массовая процентная доля этого элемента превышает долю любого другого элемента в сплаве.) Неограничивающий перечень конкретных коммерчески значимых сплавов, которые можно обрабатывать, применяя способ четверной плавки согласно настоящему изобретению, включает: сплавы и суперсплавы на основе никеля, включая, например, сплав 718 (UNS N07718), сплав 720 (UNS N07720) и сплав Rene 65; сплавы и суперсплавы на основе кобальта, включая, например, сплав L605 (UNS R30605); сплавы на основе никеля и кобальта, включая, например, сплав MP35N (UNS R30035); и никель-хром-молибденовые сплавы, включая, например, сплав C-22 (UNS N06022). Состав каждого их этих сплавов хорошо известен и приведен в следующей таблице (сплавы также могут включать случайные примеси).
[0026] Варианты реализации способов в соответствии с настоящим изобретением могут улучшить чистоту сплава, что приводит к повышению эксплуатационных свойств в случае, когда микроструктурные неоднородности являются вредными. Сопротивление усталостному разрушению является примером механического свойства, на которое улучшение чистоты сплава оказывает положительное влияние. Улучшенная чистота сплава может улучшить усталостные свойства путем повышения устойчивости к возникновению трещин и/или распространению существующих трещин. Устойчивость к коррозии является еще одним свойством, чьи характеристики могут быть повышены вследствие более низкого уровня микроструктурных неоднородностей. Коммерческие сплавы 718, 720 и Rene 65 на сегодняшний день обрабатывают способом тройной плавки ВИП+ЭШП+ВДП с получением материалов, например, для внутренних контуров авиационных турбинных двигателей в виде дисков двигателей. Авторы настоящего изобретения считают, что усталостные характеристики этих сплавов могут быть повышены при обработке в соответствии со способом согласно настоящему изобретению, что обеспечивает более длительный срок службы компонентов двигателей, выполненных из этих сплавов, или обеспечивает возможность получения более легкой детали при сохранении текущего срока эксплуатации. Такие сплавы, как сплав C-22 и сплав MP35N, часто применяют в сильно коррозионных средах, в которых повышенная чистота сплава может улучшить эксплуатационные характеристики сплава. В частности, это справедливо для характеристик точечной коррозии, когда микроструктурные неоднородности могут инициировать коррозионную реакцию.
[0027] В соответствии с одним неограничивающим вариантом реализации способа по настоящему изобретению для плавки и рафинирования сплава 718, указанный способ включает в себя последовательность ВИП+ЭШП+ВДП+ВДП. Начальный этап ВИП предпочтительно проводят традиционным образом при уровне вакуума менее 100 мкм рт. ст. (13,3 Па), чтобы допустить не более чем минимальное атмосферное загрязнение, подавляя или предотвращая избыточный захват азота. Электроды, полученные на этапе ВИП, зачищают, чтобы снизить содержание оксидов на поверхности. Операцию ЭШП с применением электродов проводят традиционным образом, чтобы обеспечить скорость плавления в диапазоне 6-20 фунтов в минуту (2,7-9,1 кг в минуту). Слиток, полученный на этапе ЭШП, кондиционируют путем зачистки для удаления ЭШП-флюса с поверхности слитка перед переходом к первому этапу ВДП. Первый этап ВДП предпочтительно проводят в идеале при уровне вакуума менее 20 мкм рт. ст. (2,66 Па), чтобы допустить лишь минимальное атмосферное загрязнение, дуговом зазоре в диапазоне 6-12 мм и скорости плавления в диапазоне 6-20 фунтов в минуту (2,7-9,1 кг в минуту). Первый ВДП-слиток, полученный на этом этапе, можно кондиционировать путем зачистки для удаления поверхностного слоя слитка, который содержит большее количество оксида, чем внутренняя часть слитка. Первый ВДП-слиток используют в качестве электрода для второго этапа ВДП. Второй этап ВДП предпочтительно проводят при уровне вакуума менее 20 мкм рт. ст. (2,66 Па), чтобы допустить лишь минимальное атмосферное загрязнение, дуговом зазоре в диапазоне 6-12 мм и скорости плавления в диапазоне 6-20 фунтов в минуту (2,7-9,1 кг в минуту). В предпочтительном варианте реализации способа получают слиток большего диаметра (например, на 2-4 дюйма (5,1-10,2 см) больший в диаметре, чем предыдущий слиток) на каждой следующей стадии последовательности ВИП+ЭШП+ВДП+ВДП, чтобы максимизировать промышленную эффективность, но при необходимости между стадиями можно применять уковку для соответствия ограничениям оборудования. Уковка гомогенизирует имеющийся слиток, например, при 2175°F (1190°C) в течение минимум 24 часов, перед ковкой до соответствующего меньшего диаметра. В одном неограничивающем примере представленного способа сплав 718 можно получать этим способом так, чтобы обеспечить 14-дюймовый (35,6 см) ВИП-слиток, 17-дюймовый (43,2 см) ЭШП-слиток, 20-дюймовый (50,8 см) ВДП-слиток (первый этап ВДП), а затем 22-дюймовый (55,9 см) ВДП-слиток (второй этап ВДП). В случае, когда требуются детали большей массы, такие как детали для наземных газовых турбин для генерации электроэнергии, сплав 718 можно получить согласно одному неограничивающему варианту реализации способа так, чтобы обеспечить 36-дюймовый (91,4 см) ВИП-слиток, 40-дюймовый (101,6 см) ЭШП-слиток, затем промежуточный этап уковки, 36-дюймовый (91,4 см) ВДП-слиток (первый этап ВДП), а затем 40-дюймовый (101,6 см) ВДП-слиток (второй этап ВДП).
[0028] В соответствии с одним неограничивающим вариантом реализации способа по настоящему изобретению для плавки и рафинирования сплава 720, указанный способ включает в себя последовательность ВИП+ЭШП+ВДП+ВДП. Начальный этап ВИП предпочтительно проводят традиционным образом при уровне вакуума менее 100 мкм рт. ст. (13,3 Па), чтобы допустить не более чем минимальное атмосферное загрязнение, подавляя или предотвращая избыточный захват азота. Электроды, полученные на этапе ВИП, можно зачищать, чтобы снизить содержание оксидов на поверхности. ЭШП проводят традиционным образом с электродами, полученными во время операции ВИП, используя скорость плавления в диапазоне 6-20 фунтов в минуту (2,7-9,1 кг в минуту). Слиток, полученный на этапе ЭШП, кондиционируют путем зачистки для удаления ЭШП-флюса с поверхности слитка, а затем подвергают слиток первому этапу ВДП. Первый этап ВДП предпочтительно проводят при уровне вакуума менее 20 мкм рт. ст. (2,66 Па), чтобы допустить лишь минимальное атмосферное загрязнение, дуговом зазоре в диапазоне 6-12 мм и скорости плавления в диапазоне 6-20 фунтов в минуту (2,7-9,1 кг в минуту). Первый ВДП-слиток можно кондиционировать путем зачистки для удаления поверхностного слоя слитка с повышенным содержанием оксида, а затем слиток используют в качестве электрода для второго этапа ВДП. Второй этап ВДП предпочтительно проводят при уровне вакуума менее 20 мкм рт. ст. (2,66 Па), чтобы допустить лишь минимальное атмосферное загрязнение, дуговом зазоре в диапазоне 6-12 мм и скорости плавления в диапазоне 6-9 фунтов в минуту (2,7-4,1 кг в минуту) (сплав 720 имеет более сильную тенденцию к сегрегации, чем сплав 718). В предпочтительном варианте реализации способа получают слиток большего диаметра (например, на 2-4 дюйма (5,1-10,2 см) больший в диаметре, чем предыдущий слиток) на каждой следующей стадии последовательности ВИП+ЭШП+ВДП+ВДП, чтобы максимизировать промышленную эффективность, но при необходимости между стадиями можно применять уковку для соответствия ограничениям оборудования. Уковка гомогенизирует имеющийся слиток, например, при 2175°F (1190°C) в течение минимум 24 часов, перед ковкой до соответствующего меньшего диаметра. В одном неограничивающем примере представленного способа сплав 720 можно получить этим способом так, чтобы обеспечить 18-дюймовый (45,7 см) ВИП-слиток, 20-дюймовый (50,8 см) ЭШП-слиток, 22-дюймовый (55,9 см) ВДП-слиток (первый этап ВДП), а затем 24-дюймовый (61 см) ВДП-слиток (второй этап ВДП). В случае, когда требуются детали большей массы, такие как детали для наземных газовых турбин для генерации электроэнергии, в одном неограничивающем варианте реализации сплав 720 можно получить указанным способом так, чтобы обеспечить 24-дюймовый (61 см) ВИП-слиток, 26-дюймовый (66 см) ЭШП-слиток, затем промежуточный этап уковки, 24-дюймовый (61 см) ВДП-слиток (первый этап ВДП), а затем 26-дюймовый (66 см) ВДП-слиток (второй этап ВДП).
[0029] В соответствии с одним неограничивающим вариантом реализации способа по настоящему изобретению для плавки и рафинирования сплава MP35N, указанный способ включает в себя последовательность ВИП+ЭШП+ВДП+ВДП. Начальный этап ВИП предпочтительно проводят традиционным образом при уровне вакуума менее 100 мкм рт. ст. (13,3 Па), чтобы допустить не более чем минимальное атмосферное загрязнение, подавляя или предотвращая избыточный захват азота, при этом электроды, полученные на этапе ВИП, зачищают, чтобы снизить содержание оксидов на поверхности. Электроды, полученные на этапе ВИП, подвергают ЭШП, используя скорость плавления в диапазоне 6-20 фунтов в минуту (2,7-9,1 кг в минуту). Проводят поверхностную зачистку слитка, полученного на этапе ЭШП, для удаления ЭШП-флюса с поверхности слитка, а затем подвергают слиток первому этапу ВДП. Первый этап ВДП предпочтительно проводят при уровне вакуума менее 20 мкм рт. ст. (2,66 Па), чтобы ограничить атмосферное загрязнение, дуговом зазоре в диапазоне 6-12 мм и скорости плавления в диапазоне 6-20 фунтов в минуту (2,7-9,1 кг в минуту). Первый ВДП-слиток можно кондиционировать путем зачистки для удаления поверхностного слоя слитка с повышенным содержанием оксида, и такой слиток используют в качестве электрода для второго этапа ВДП, который предпочтительно проводят при уровне вакуума менее 20 мкм рт. ст. (2,66 Па), чтобы допустить лишь минимальное атмосферное загрязнение, дуговом зазоре в диапазоне 6-12 мм и скорости плавления в диапазоне 6-15 фунтов в минуту (2,7-6,8 кг в минуту) (сплав MP35N имеет более сильную тенденцию к сегрегации, чем сплав 718). В предпочтительном варианте реализации способа получают слиток большего диаметра (например, на 2-4 дюйма (5,1-10,2 см) больший в диаметре, чем предыдущий слиток) на каждой следующей стадии последовательности ВИП+ЭШП+ВДП+ВДП, чтобы максимизировать промышленную эффективность, но при необходимости между стадиями можно применять уковку для соответствия ограничениям оборудования. Уковка гомогенизирует имеющийся слиток, например, при 2175°F (1190°C) в течение минимум 24 часов, перед ковкой до соответствующего меньшего диаметра. В одном неограничивающем примере представленного способа сплав MP35N можно получать этим способом так, чтобы обеспечить 18-дюймовый (45,7 см) ВИП-слиток, 20-дюймовый (50,8 см) ЭШП-слиток, 22-дюймовый (55,9 см) ВДП-слиток (первый этап ВДП), а затем 24-дюймовый (61 см) ВДП-слиток (второй этап ВДП).
[0030] Хотя в вышеприведенном описании по необходимости представлено только ограниченное число вариантов реализации изобретения, специалистам в соответствующей области техники будет очевидно, что различные изменения в способах и системах и других деталях примеров, которые были описаны и проиллюстрированы в данном документе, могут быть внесены специалистами в данной области техники, а все такие модификации остаются в пределах принципов и объема настоящего изобретения, описанного в данном документе и прилагаемой формуле изобретения. Например, хотя в настоящем описании по необходимости представлено только ограниченное число вариантов реализации профилей нагрева и производительности источников тепла, понятно, что настоящее описание и связанная с ним формула изобретения не ограничены ими. Специалисты в данной области техники легко определят дополнительные профили нагрева и смогут использовать дополнительную производительность источников тепла по образцу и в соответствии с сущностью ограниченного по необходимости числа вариантов реализации изобретения, обсуждаемых в данном документе. Следовательно, понятно, что настоящее изобретение не ограничено конкретными вариантами реализации, раскрытыми или включенными в данный документ, но подразумевается, что оно включает в себя модификации, соответствующие принципам и объему изобретения, определяемым формулой изобретения. Также специалистам в данной области техники будет очевидно, что в вышеприведенные варианты реализации можно вносить изменения, не отступая от их широкого изобретательского замысла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ БОЛЬШОГО ДИАМЕТРА ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2002 |
|
RU2272083C2 |
| СИСТЕМЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ СЛИТКОВ СПЛАВОВ | 2011 |
|
RU2573456C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ РАФИНИРОВАНИЯ И ЛИТЬЯ | 2001 |
|
RU2280702C2 |
| Оснастка для литья пластмасс под давлением и способ ее изготовления | 2019 |
|
RU2703630C1 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТОВ ИЗ РАСПЫЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2608857C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НЕКОМПАКТНЫХ МАТЕРИАЛОВ | 1989 |
|
SU1739653A1 |
| Способ получения стали и сплавов дуплекс процессом | 1990 |
|
SU1788028A1 |
| СПОСОБ ПЛАВКИ ВЫСОКОРЕАКЦИОННЫХ МЕТАЛЛОВ И СПЛАВОВ НА ИХ ОСНОВЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2612867C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ОСОБОЧИСТОЙ МЕДИ | 2021 |
|
RU2762460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ И ЖАРОПРОЧНАЯ БЕСШОВНАЯ ТРУБА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2013 |
|
RU2563566C2 |
Изобретение относится к области металлургии и может быть использовано при плавке и рафинировании сплавов. В способе осуществляют вакуумную индукционную плавку исходных материалов для получения прошедшего вакуумную индукционную плавку (ВИП) сплава. По меньшей мере часть прошедшего ВИП сплава подвергают электрошлаковому переплаву (ЭШП) для получения прошедшего электрошлаковый переплав сплава, по меньшей мере часть которого подвергают вакуумному дуговому переплаву (ВДП) для получения прошедшего однократный ВДП сплава, по меньшей мере часть прошедшего однократный ВДП сплав подвергают вакуумному дуговому переплаву для получения прошедшего двойной ВДП сплава. В различных вариантах реализации способа состав прошедшего ВИП сплав содержит в основном один из перечисленных компонентов: ванадий, хром, марганец, железо, кобальт, никель, медь, ниобий, молибден, технеций, рутений, родий, палладий, серебро, тантал, вольфрам, рений, осмий, иридий, платина или золото. Изобретение позволяет осуществлять процесс многоступенчатого переплава сплава для улучшения конечной целостности изделия, а также осуществлять рафинирование химического состава сплава, не нарушая химическую сегрегацию сплава. 2 н. и 4 з.п. ф-лы. 1 табл., 3 ил.
1. Способ плавки и рафинирования сплава на основе никеля, содержащего, в массовых процентах от общей массы сплава: 12,5-13,5 кобальта, 15,5-16,5 хрома, 0,75-1,2 железа, 3,8-4,2 молибдена, 3,8-4,2 вольфрама, 0,6-0,8 ниобия, 3,55-3,9 титана, 1,95-2,3 алюминия, 0,03-0,06 циркония, 0,005-0,011 углерода, 0,01-0,02 бора, а остальное – никель и случайные примеси, характеризующийся тем, что:
проводят вакуумную индукционную плавку исходных материалов для получения прошедшего вакуумную индукционную плавку сплава;
проводят электрошлаковый переплав по меньшей мере части прошедшего вакуумную индукционную плавку сплава для получения прошедшего электрошлаковый переплав сплава;
проводят вакуумный дуговой переплав по меньшей мере части прошедшего электрошлаковый переплав сплава для получения прошедшего однократный вакуумный дуговой переплав сплава; и
проводят вакуумный дуговой переплав по меньшей мере части прошедшего однократный вакуумный дуговой переплав сплава для получения прошедшего двойной вакуумный дуговой переплав сплава и удаления фазы, выбранной из группы, состоящей из карбидной фазы и топологически плотноупакованной (ТПУ) фазы.
2. Способ по п. 1, в котором вакуумный дуговой переплав включает формирование прошедшего вакуумный дуговой переплав слитка в тигле, и при этом на по меньшей мере одном из этапов вакуумного дугового переплава в зазор между тиглем и слитком вводят инертный газ.
3. Способ по п. 1, в котором на этапе вакуумного дугового переплава по меньшей мере части прошедшего однократный вакуумный дуговой переплав сплава удаляют материал, выбранный из группы, состоящей из оксида, карбида и карбонитрида.
4. Способ плавки и рафинирования сплава на основе никеля, содержащего, в массовых процентах от общей массы сплава: 12,5-13,5 кобальта, 15,5-16,5 хрома, 0,75-1,2 железа, 3,8-4,2 молибдена, 3,8-4,2 вольфрама, 0,6-0,8 ниобия, 3,55-3,9 титана, 1,95-2,3 алюминия, 0,03-0,06 циркония, 0,005-0,011 углерода, 0,01-0,02 бора, а остальное – никель и случайные примеси, характеризующийся тем, что:
проводят вакуумную индукционную плавку исходных материалов для получения сплава;
проводят электрошлаковый переплав по меньшей мере части сплава для получения первого слитка;
проводят вакуумный дуговой переплав по меньшей мере части первого слитка для получения второго слитка; и
проводят вакуумный дуговой переплав по меньшей мере части второго слитка для удаления фазы, выбранной из группы, состоящей из карбидной фазы и топологически плотноупакованной (ТПУ) фазы.
5. Способ по п. 4, в котором вакуумный дуговой переплав включает формирование прошедшего вакуумный дуговой переплав слитка в тигле, и при этом на по меньшей мере одном из этапов вакуумного дугового переплава в зазор между тиглем и слитком вводят инертный газ.
6. Способ по п. 4, в котором на этапе вакуумного дугового переплава по меньшей мере части второго слитка удаляют материал, выбранный из группы, состоящей из оксида, карбида и карбонитрида.
| US 2006075624 A1, 13.04.2006 | |||
| СПОСОБЫ СТАБИЛИЗАЦИИ ХЛОРОРГАНИЧЕСКИХ РАСТВОРИТЕЛЕЙ (ВАРИАНТЫ) | 2008 |
|
RU2423340C2 |
| СПОСОБ ПЛАВКИ И ЛИТЬЯ МЕТАЛЛА | 1999 |
|
RU2209842C2 |
| Установка для очистки металла в вакууме | 1976 |
|
SU583176A1 |
| Вакуумная плазменно-электрошлаковая печь | 1975 |
|
SU553842A1 |

