Способ ремонта газопровода с локальным сквозным дефектом без прекращения подачи газа относится к трубопроводному транспорту и может быть использован для восстановления механической прочности и герметизации трубопроводов в газовой, области промышленности без прекращения ее эксплуатации.
Известен способ ремонта действующего трубопровода с локальным сквозным дефектом (патент на изобретение RU 2305221 МПК F16L 55/16 подача заявки 21.12.2005, публикация патента 27.08.2007), заключающийся в том, что в этом способе ремонта трубопровода с локальным сквозным дефектом, включающем зачистку поврежденного участка, установку на поврежденный участок запорного элемента с уплотнителем, запорный элемент выполняют в виде круглой заплаты, фиксацию запорного элемента на трубопроводе производят прижимным приспособлением, имеющим траверсу. Запорный элемент закрепляют на траверсе прижимного приспособления с помощью шпильки, которую предварительно сваривают коаксиально с круглой заплатой, при этом кривизну поверхности заплаты выполняют такой, как у внешней поверхности трубопровода. Между заплатой и траверсой устанавливают патрубок. На одном торце патрубка запорного элемента выполняют кривизну, благодаря которой патрубок плотно, прилегает к заплате. К заплате приваривают усиливающую разрезную металлическую муфту. После сваривания запорного элемента с трубопроводом прижимное приспособление с патрубком удаляют вместе со шпилькой. К запорному элементу приваривают разрезную муфту, в одной из составных частей которой выполняют отверстие диаметром, который превышает диаметр заплаты не менее чем на две толщины ее стенки, а продольные швы муфты сваривают на металлических подкладках, не затрагивая дугой стенки трубопровода. Диаметр заплаты выбирают в зависимости от температуры плавления уплотнителя. Диаметр патрубка запорного элемента выбирают меньшим, чем диаметр заплаты, и большим, чем диаметр уплотнителя.
Это техническое решение выбрано в качестве прототипа.
Недостатками данного технического решения являются: недостаточно надежная конструкция прижимного приспособления, имеющего траверсу, при данном способе труба должна быть абсолютно цилиндрической (без элементов эллипсности), с обязательно очищенной от загрязнений поверхностью, чтобы хомут приспособления мог быть установлен, резьбовые соединения на концах хомута могут не создать необходимое усилие прижатия заплаты с уплотнителем к поверхности трубы, уплотнитель не должен разрушиться в процессе проведения электродуговой сварки и должен сохранить герметичность соединения заплаты с наружной поверхностью газопровода до завершения сварочных работ, качество сварочных соединений заплаты и всей разрезной муфты при этом способе не может быть проконтролировано, поэтому свое предназначение выполняет не полностью.
Для ликвидации указанных недостатков поставлена задача разработать такой способ для восстановления герметичности газопровода, при котором с помощью качественной и более надежной конструкции прижимного приспособления, участвующего в технологических операциях обеспечат герметичность газопровода в процессе ликвидации сквозных дефектов, уменьшат продолжительность ремонтных работ под давлением, снизят затраты по осуществлению способа, а также увеличат надежность выполненных ремонтных работ на этом участке газопровода.
Решение этой задачи заключается в том, что в предлагаемом способе ремонта газопровода с локальным сквозным дефектом без прекращения подачи газа, включающем зачистку поврежденного участка, подготовку запорного элемента - заплаты с уплотнителем, вырезку круглой по форме заплаты, подрезку ее торца с такой кривизной внутренней поверхности, как и у внешней поверхности газопровода, закрепление ее сваркой к пробке, наворачивание пробки на полый шток траверсы прижимного приспособления, установку его на сквозной дефект газопровода, фиксацию заплаты и уплотнителя прижимным приспособлением на газопроводе, при отсутствии утечки газа в этом соединении герметизации газопровода приваркой заплаты к газопроводу и отличающийся тем, что конструкция прижимного приспособления имеет возможность применения на нескольких диаметрах газопровода, в зависимости от длины цепей, в качестве уплотнителя использован эластичный газонепроницаемый полимерный материал Б-850 предназначенный для высокотемпературной эксплуатации (до +375°С) в среде газов и теплоносителей, который надежно герметизирует сквозное отверстие в действующем газопроводе. В прижимном устройстве использован механический домкрат, способный создать необходимое усилие прижатия заплаты и уплотнителя к наружной поверхности газопровода. Для исключения разрушения уплотнителя при нагревании и возможности регулировать температуру в околошовной зоне при сварке заплаты, шток траверсы выполнен полым и с возможностью быть заполненным охлаждающим материалом, для определения температуры нагрева околошовной зоны заплаты использован контактный термометр, по окончании установки заплаты на дефектный участок газопровода установлена разрезную металлическая муфта, проведен контроль качества сварных соединений установленной усиливающей муфты.
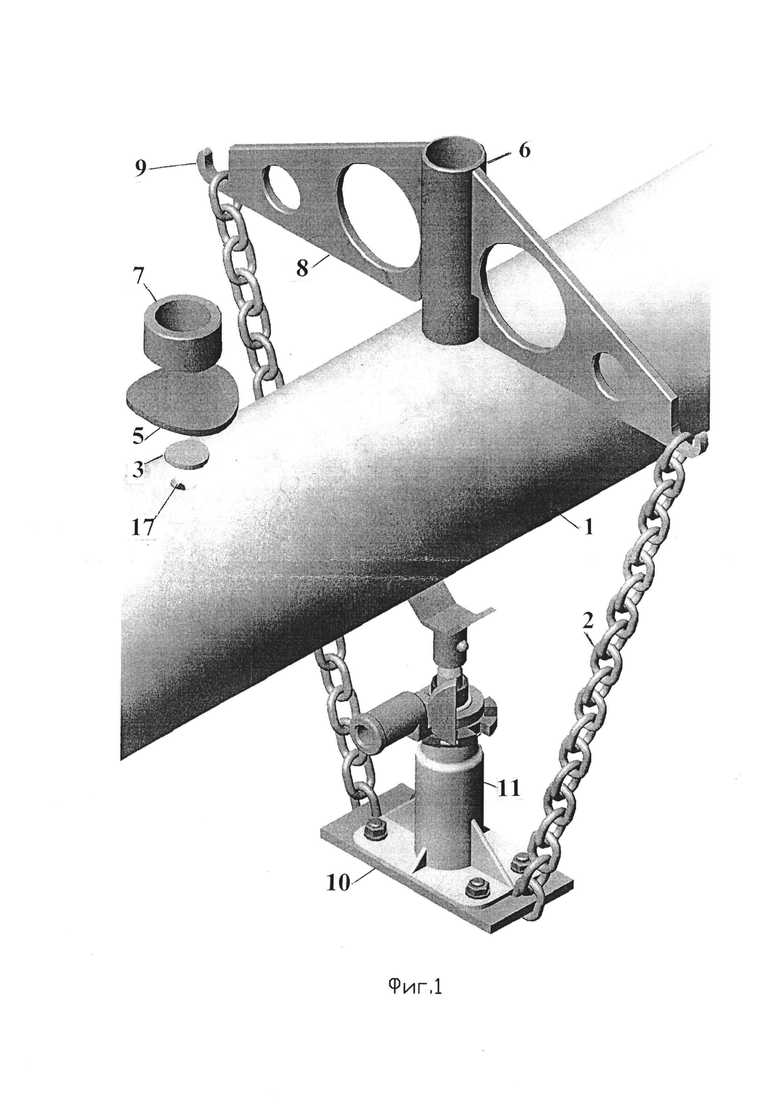
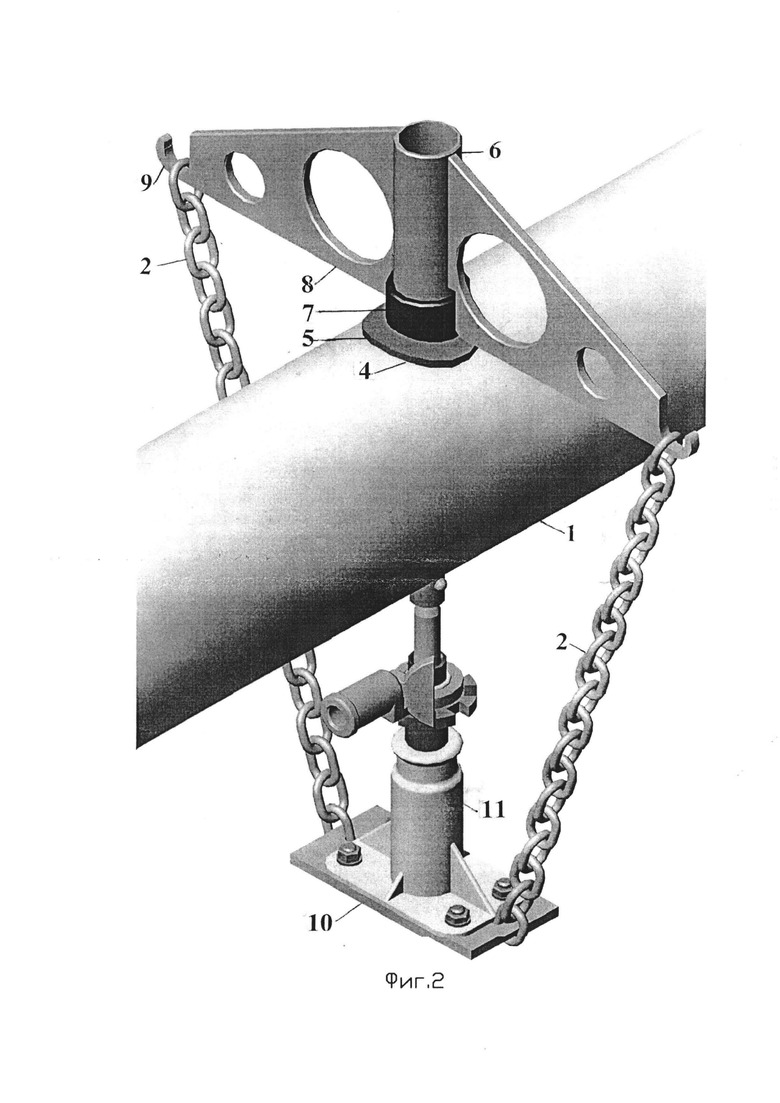
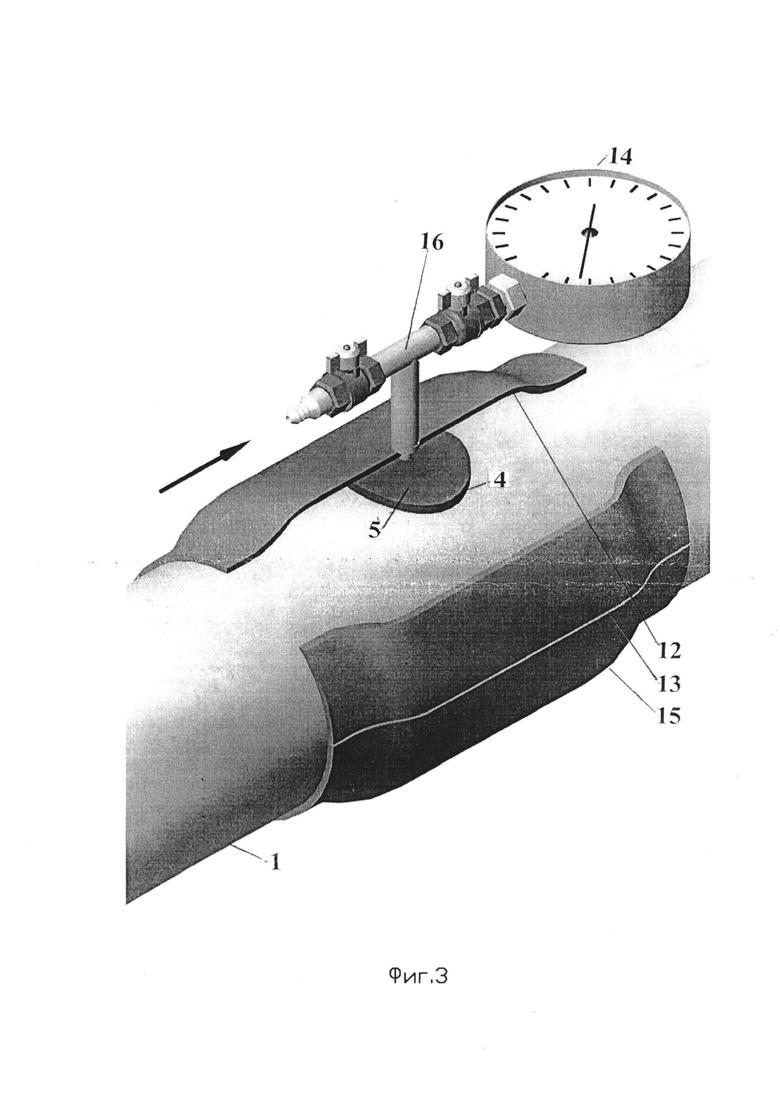
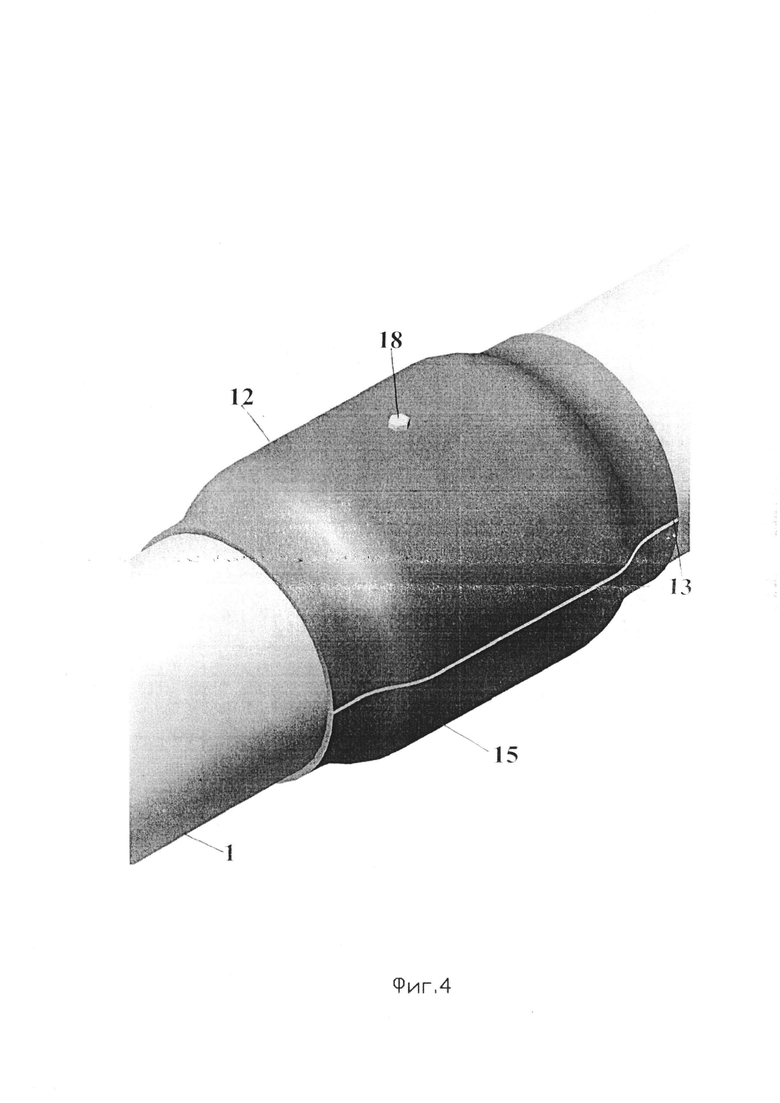
Сущность предложенного способа поясняется чертежами: на фиг. 1 изображен дефектный участок газопровода, установка на него запорного элемента - уплотнителя и заплаты, а также подготовка прижимного устройства к работе, на фиг. 2 показана схема установки запорного элемента с прижимным приспособлением на газопровод, имеющий локальный сквозной дефект; на фиг. 3 показана схема установки усиливающей герметичной сварной муфты и ее испытания. На разрезе показано, что заплата не касается конструкций усиливающей муфты; на фиг. 4 показан окончательный вид отремонтированного участка газопровода с установленной муфтой после проверки качества сварных соединений.
На чертежах позициями обозначено:
1 - газопровод;
2 - цепь;
3 - уплотнитель;
4 - шов сварки заплаты;
5 - заплата;
6 - полый шток прижимного приспособления;
7 - пробка;
8 - траверса;
9 - крюк траверсы;
10 - площадка домкрата;
11 - механический домкрат;
12 - составная часть усиливающей герметичной сварной муфты;
13 - шов, соединяющий части муфты;
14 - манометр;
15 - составная часть усиливающей герметичной сварной муфты;
16 - устройство для опрессовки;
17 - сквозной дефект в трубопроводе;
18 - предохранительный болт.
Участок газопровода 1, подлежащий ремонту, например Ду 426×12 мм, очищают от грязи, земли и изоляционного покрытия. Подготавливают запорный элемент. В качестве уплотнителя применяют эластичный (твердость по Шору - 62 ед., что соответствует твердости обычной резиновой техпластины МБС - 55-65 ед.) газонепроницаемый полимерный материал Б-850 предназначенный для высокотемпературной эксплуатации (до +375°С) в среде газов и теплоносителей при давлениях до 30 МПа. Для сравнения с уплотнением из резины МБС условия эксплуатации при уплотнениях давление газовой среды от 0.05 до 0.4 МПа при температуре от -30°С до +80°С. (Проф., докт. техн. наук Ронкин Г.М. Новые коррозионно термостойкие эластичные полимерные материалы для химических производств / журнал: Кокс и химия. 2003. №5. стр. 32-34. Андриасян Ю.О., 2004, 05.17.06 - Технология и переработка полимеров и композитов). Из листа этого материала вырезают круглое уплотнение на 20 мм больше размера дефектного участка, вырезают уплотнитель 3, диаметр которого на 20 мм больше сквозного дефекта в трубопроводе 17, размер заплаты 5 больше на 20 мм диаметра уплотнителя 3, при этом радиус криволинейной внутренней поверхности заплаты 5 должен совпадать с радиусом криволинейной наружной поверхности газопровода 1. К пробке 7 приваривают заплату 5, торец которой располагается перпендикулярно оси газопровода 1 в месте сквозного дефекта газопровода 17. Рядом с дефектным участком трубопровода 1 собирают прижимное приспособление фиг. 1, на полый шток прижимного приспособления 6 с траверсой 8 наворачивают пробку 7 с приваренной к ней заплатой 5 и устанавливают сверху на наружную поверхность газопровода 1, площадку домкрата 10 соединяют с механическим домкратом 11 при помощи болтов, цепи 2 одевают на крюки 9 траверсы 8. Собранное прижимное приспособление перемещают вдоль оси газопровода 1 и располагают его так, чтобы полый шток прижимного приспособления 6 располагался по центру сквозного дефекта 17 перпендикулярно оси газопровода 1. Выдвигая шток механического домкрата 11, создают необходимое усилие прижатия внутренней поверхности заплаты 5 к наружной поверхности газопровода 1. С помощью мыльной эмульсии проверяют наличие утечки газа в соединении внутренней поверхности заплаты 5 и наружной поверхности газопровода 1. Полый шток траверсы 6 заполняют охладителем. Проваривают соединение заплаты 5 и наружной поверхности газопровода 1, контролируя температуру нагрева околошовной зоны заплаты 5 контактным термометром типа ТК-5.04. При превышении температуры околошовной зоны более +375°С сварку прекращают, дополнительно охлаждают эту зону шва сварки заплаты 4, затем продолжают процесс сварки. После окончания сварочных работ проверяют герметичность соединения заплаты 5 и наружной поверхности газопровода 1 с помощью мыльной эмульсии. При положительном результате проверки отрезают пробку 7 от заплаты 5, снимают усилие прижатия с помощью механического домкрата 11, выворачивают пробку 7 с полого штока прижимного приспособления 6 и снимают прижимное приспособление. Затем приступают к установке усиливающей муфты. На дефектный участок газопровода 1, где наварена заплата 5, устанавливают с использованием электродуговой сварки усиливающую герметичную сварную муфту, состоящую из частей усиливающей герметичной сварной муфты 12 и 15, при этом заплата 5 не касается конструкций усиливающей муфты. После окончания сварочных работ проводят контроль шва, соединяющего части муфты 13. Для этого в специально предусмотренное отверстие в составной части усиливающей герметичной сварной муфты 12 вкручивают устройство для опрессовки 16, нагнетают воздух под определенным давлением, и через установленное время определяют по манометру качество выполненных соединений. Требования по проведению опрессовки изложены в ГОСТ Р 54983-2012. "Системы газораспределительные. Сети газораспределения природного газа. Общие требования к эксплуатации. Эксплуатационная документация". После проверки качества сварных соединений устройство для опрессовки 16 снимают, затем на его место вворачивают предохранительный болт 18 и обваривают его сваркой с составной частью усиливающей герметичной сварной муфты 12.
Такой способ обеспечивает надежную герметизацию газопровода, имевшего локальный сквозной дефект, без прекращения его эксплуатации, создает возможность обеспечить более безопасное и безаварийное выполнение работ, исключает появление утечек газа на отремонтированном участке газопровода при его дальнейшей эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИКВИДАЦИИ УТЕЧЕК ГАЗА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2733793C2 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА С ЛОКАЛЬНЫМ СКВОЗНЫМ ДЕФЕКТОМ | 2005 |
|
RU2305221C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА С ЛОКАЛЬНЫМИ СКВОЗНЫМИ ДЕФЕКТАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2267691C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ МИКРОТЕЧEЙ ТРУБОПРОВОДОВ И ЕМКОСТЕЙ | 2009 |
|
RU2424964C2 |
| КЕССОН ДЛЯ РЕМОНТА ПОДВОДНЫХ ТРУБОПРОВОДОВ | 2006 |
|
RU2342492C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| Способ ремонта участка газопровода с заводским изоляционным покрытием | 2023 |
|
RU2817233C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2006 |
|
RU2314453C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2008 |
|
RU2451233C2 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
|
RU2619954C1 |
Изобретение относится к трубопроводному транспорту и может быть использовано для восстановления механической прочности и герметизации трубопроводов в газовой промышленности без прекращения их эксплуатации. Запорный элемент выполняют в виде круглой заплаты и уплотнителя и закрепляют на пробке, вворачиваемой на полый шток траверсы прижимного приспособления. Заплату и уплотнитель фиксируют прижимным приспособлением на сквозном дефекте газопровода. При отсутствии утечек газа в этом соединении заплату приваривают к газопроводу сваркой. Заплата выполнена с кривизной поверхности, как у трубопровода. Нижний торец направляющей траверсы плотно прилегает к заплате и равномерно обжимает уплотнитель по ее периметру к трубопроводу, усилие сжатия создается домкратом. Под заплатой устанавливают уплотнитель из эластичного газонепроницаемого полимерного материала Б-850, предназначенного для высокотемпературной эксплуатации (до +375°С). Диаметр заплаты выполняют больше размера дефекта трубопровода. После сварки запорного элемента с трубопроводом прижимное приспособление удаляют. На место установки заплаты наваривают разрезную муфту, затем проводят контроль сваренных при ее установке стыков. Изобретение повышает безопасность и надежность процесса устранения дефектов эксплуатируемого трубопровода. 5 з.п. ф-лы, 4 ил.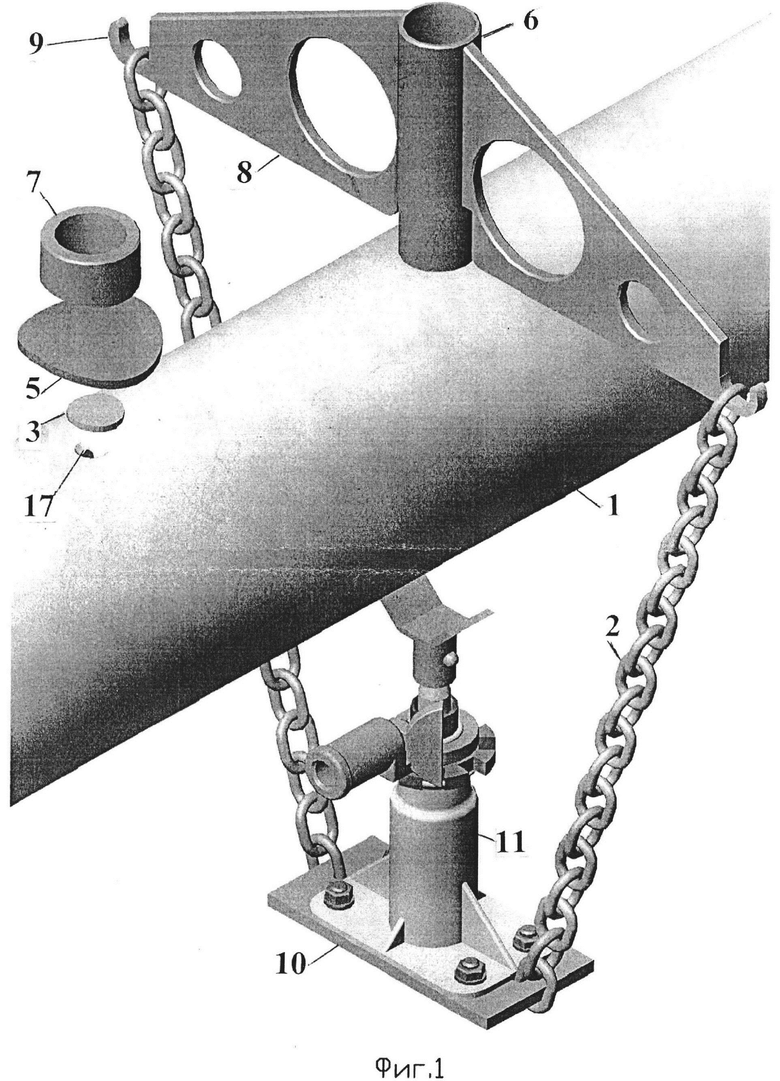
1. Способ ремонта действующего газопровода с локальным сквозным дефектом без прекращения подачи газа, включающий зачистку поврежденного участка, подготовку запорного элемента - заплаты с уплотнителем, вырезку для этого круглой по форме заплаты, подрезку ее торца с такой кривизной внутренней поверхности, как и у внешней поверхности газопровода, закрепление ее сваркой к пробке, наворачивание пробки на полый шток траверсы прижимного приспособления, установку его на сквозной дефект газопровода, фиксацию заплаты и уплотнителя прижимным приспособлением на газопроводе, при отсутствии утечки газа в этом соединении герметизации газопровода приваркой заплаты к газопроводу.
2 Способ по п. 1, отличающийся тем, что конструкция прижимного приспособления имеет возможность применения на нескольких диаметрах газопроводов.
3. Способ по п. 1, отличающийся тем, что в качестве уплотнителя применяют эластичный газонепроницаемый полимерный материал Б-850, предназначенный для высокотемпературной эксплуатации в среде газов и теплоносителей.
4. Способ по п. 1, отличающийся тем, что для создания плотности между внутренней поверхностью заплаты, уплотнителя и дефектной наружной поверхностью газопровода применяется механический домкрат.
5. Способ по п. 1, отличающийся тем, что после приварки заплаты к трубопроводу прижимное приспособление имеет полый шток, с возможностью быть заполненным охладителем для охлаждения околошовной зоны сварки вокруг этой заплаты.
6. Способ по п. 1, отличающийся тем, что при сварке заплаты проводится контроль температуры нагрева уплотнителя с помощью контактного термометра.
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА С ЛОКАЛЬНЫМ СКВОЗНЫМ ДЕФЕКТОМ | 2005 |
|
RU2305221C1 |
| Установка для изготовления консервных банок из жести | 1961 |
|
SU147161A1 |
| СПОСОБ РЕМОНТА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2002 |
|
RU2198340C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА С ЛОКАЛЬНЫМИ СКВОЗНЫМИ ДЕФЕКТАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2267691C2 |
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ТЯГИ В ТРУБОПРОВОДЕ | 1992 |
|
RU2056578C1 |
| Устройство для устранения течи трубопровода | 1985 |
|
SU1341440A1 |

