Изобретение касается трубопроводного транспорта и может быть использовано для восстановления механической прочности и герметизации трубопроводов в газовой, нефтяной и других областях промышленности без прекращения их эксплуатации.
Известен способ ремонта мест течи в трубопроводах, заключающийся в том, что локализуют место течи трубопровода, подводят к месту течи временное уплотнение, понижают давление в трубопроводе и заделывают временное уплотнение гидротехническим бетоном после проведения подготовительных работ.
Устройство для реализации этого способа предусматривает две стенки из шпунтованных свай и временное уплотнение (см. патент Германии №274865, МКП F 16 L 55/16 за 1990 г.).
Недостатками данного технического решения являются: невысокая герметичность отремонтированного участка трубопровода, т.к. она всецело зависит от того, насколько хорошо или плохо проведено временное уплотнение, что определяется, в частности, соотношением величин давления в трубопроводе и противодавления жидкостного столба, которые операциями способа количественно не регламентируются; малая оперативность ремонта, экономически оправдываемая только эксплуатацией трубопровода в процессе проведения ремонтных работ, высокая их стоимость.
Известен также способ ремонта действующего трубопровода с локальными сквозными дефектами, включающий установку на зачищенный участок трубопровода запорного элемента над локальным сквозным дефектом, приварку к запорному элементу, выполненному в виде патрубка с уплотнителем (краном), а с внутренней стороны коаксиального патрубка размещают кольцевой герметик, при этом технологические элементы между собой стягивают прижимным приспособлением, фиксирующим технологические элементы на трубопроводе.
Для реализации этого способа предусмотрено устройство, включающее технологические элементы, на одном из которых установлен запорный элемент в виде цилиндрического патрубка с уплотнителем, прижимное приспособление. Под патрубком установлена резиновая прокладка, которая служит для герметизации внутренней пустоты технологического элемента, колец, выполненных из двух частей, по обе стороны технологических элементов (см. декларационный патент Украины на изобретение №53444 А, бюл. №1 за 2003 г.). Указанное изобретение взято в качестве прототипа.
Наиболее важным недостатком этого способа и устройства является невозможность обеспечения надежной герметизации трубопровода.
В основу изобретения поставлена задача разработать такой способ и устройство для восстановления герметизации трубопровода с помощью новой последовательности технологических операций и введения в устройство новых элементов, которые обеспечат надежную герметизацию в процессе ликвидации сквозных дефектов, уменьшат объем и продолжительность ремонтных работ под давлением.
Решение этой задачи состоит в том, что в известном способе ремонта трубопровода с локальными дефектами, включающем зачистку поврежденного участка, установку на поврежденный участок запорного элемента с уплотнителем, выполненного в виде цилиндрического патрубка, фиксацию запорного элемента на трубопроводе прижимным приспособлением, обварку запорного органа и герметизацию трубопровода, прижимное приспособление собирают вместе с запорным элементом на трубопроводе с технологическим зазором вблизи сквозного дефекта, а затем перемещают прижимное приспособление вместе с запорным элементом к месту дефекта, фиксируют запорный элемент на трубопроводе, а герметизацию трубопровода выполняют прижатием уплотнителя к сквозному дефекту. Обварку запорного элемента осуществляют после его фиксации на трубопроводе. После сваривания запорного элемента прижимное приспособление удаляют.
В устройство для реализации способа, содержащее запорный элемент и прижимное приспособление, дополнительно введены трехлучевое центрирующее колесо и шток в запорный элемент. В колесе выполнено отверстие с резьбовой нарезкой. Шток имеет возможность возвратно-поступательного перемещения относительно колеса, при этом один конец штока имеет граненую поверхность под ключ, а на торце второго конца размещен уплотнитель (герметик). Прижимное приспособление выполнено в виде хомута и траверсы, причем концы хомута имеют возможность их перемещения относительно траверсы и снабжены винтовой нарезкой. Хомут выполнен с возможностью фиксации на траверсе. В траверсе выполнено отверстие под торцевой ключ.
Способ и устройство для ремонта действующего трубопровода с локальными сквозными дефектами поясняются чертежами.
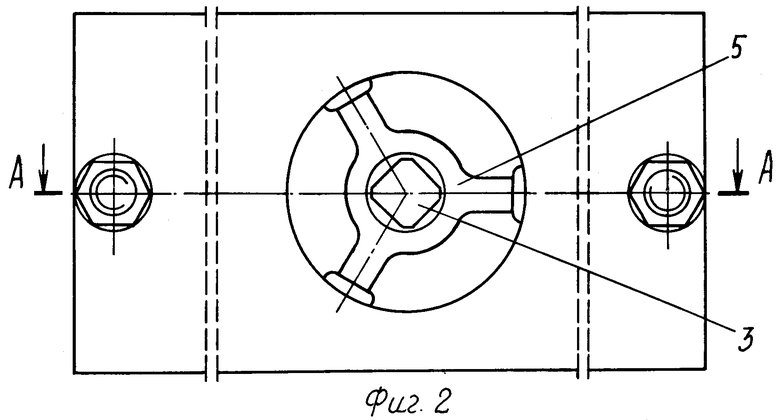
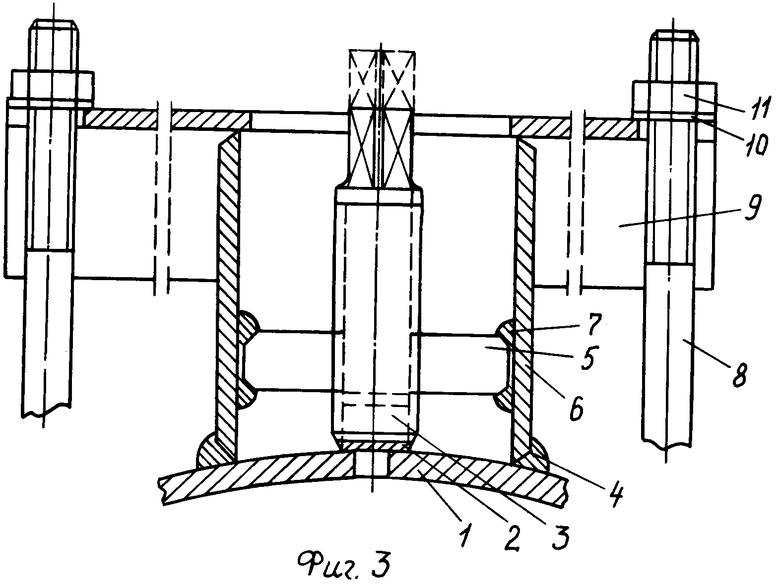
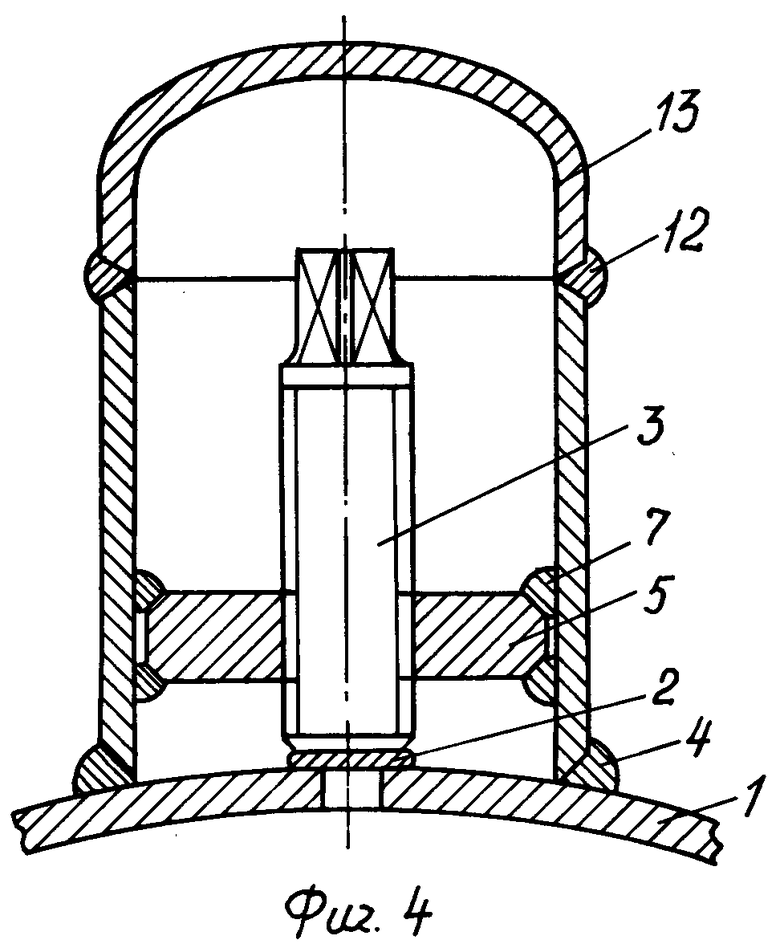
На фиг.1 - установка запорного элемента на трубопроводе; на фиг.2 - то же, вид сверху; на фиг.3 - разрез А-А фиг.2; на фиг.4 - общий вид отремонтированного участка трубопровода.
На чертежах позициями обозначено:
1 - трубопровод;
2 - уплотнитель (герметик);
3 - шток;
4 - сварной шов соединения патрубка с трубопроводом;
5 - трехлучевое колесо;
6 - патрубок;
7 - сварной шов соединения элемента, который центрирует, с патрубком;
8 - хомут;
9 - траверса;
10 - шайба;
11 - гайка;
12 - сварной шов соединения полусферической заглушки с патрубком;
13 - полусферическая заглушка;
14 - сквозной дефект в трубопроводе.
Способ состоит в следующем.
Подлежащий ремонту участок трубопровода, например Ду 1020 мм, очищают от грязи, земли, изоляционного материала до металлического блеска. Вблизи от сквозного дефекта (отверстия в трубопроводе) собирают прижимное приспособление вместе с запорным элементом на трубопроводе с технологическим зазором, а затем перемещают прижимное приспособление с запорным элементом на дефектный участок, фиксируют запорный элемент на трубопроводе. При этом герметизацию трубопровода выполняют перемещением уплотнителя (герметика) в запорном элементе. Затем дополнительно выполняют очистку и просушку поверхности трубопровода в месте соприкосновения патрубка с трубопроводом, а после этого дуговой сваркой выполняют круговой шов и демонтируют прижимное приспособление.
Устройство для выполнения способа состоит из траверсы 9, в которой вырезано отверстие для установки хомута 8, выполненного из металлического прутка. Гайки 11 и шайбы 10 предназначены для прижима хомута 8 к трубопроводу 1. Между траверсой 9 и трубопроводом 1 размещается запорный элемент в виде патрубка 6, в котором дополнительно установлено трехлучевое центрирующее колесо 5. Колесо 5 приваривается к патрубку 6 швом 7. В колесо 5 устанавливается шток 3. Шток 3 и колесо 5 имеют винтовую нарезку. На одном конце штока 3 размещен уплотнитель (герметик) 2. В траверсе 9 вырезано технологическое окно, в которое устанавливается торцовый ключ (не показано) для вращения штока 3. На втором конце штока 3 выполнена граненая поверхность под ключ.
Устройство работает таким образом.
Вблизи дефектного участка трубопровода 1 устанавливается хомут 8 в траверсе 9, охватывающей трубопровод 1 с технологическим зазором. Между хомутом 8 и трубопроводом 1 устанавливается запорный элемент в виде патрубка 6. Затем хомут 8, траверса 9 и патрубок 6 перемещаются к сквозному дефекту таким образом, чтобы шток 3 находился над местом дефекта (сквозным отверстием 14 в трубопроводе 1). Положение штока 3 показано пунктирной линией. Затем вращением гайки 11, которая скользит по шайбе 10, фиксируется патрубок 6 относительно трубопровода 1. Затем вращается шток 3, при этом прижимается герметик 2 к сквозному отверстию 14, полностью перекрывая утечку из трубопровода 1. (Показано положение штока сплошной линией). После чего выполняется дополнительная очистка и просушка поверхности трубопровода 1 в месте соприкосновения с патрубком 6. Затем выполняется круговой шов 4, соединяющий трубопровод 1 с патрубком 6. После чего откручивается гайка 11, снимают хомут 8 и траверсу 9 с трубопровода 1 и производят подварку кругового шва 4 через открытые секторы трехлучевого центрирующего колеса 5. С целью обеспечения продолжительной и надежной герметизации трубопровода 1 на патрубок 6 устанавливается полусферическая заглушка 13 и обваривается с полным проваром кольцевым швом 12. Этот шов должен подвергаться радиографическому контролю на предмет выявления недопустимых дефектов согласно ВСН 012-88. При выполнении сварочных работ необходимо руководствоваться требованиями ВСН 006-89.
Указанное техническое решение обеспечивает полную герметизацию действующего трубопровода с локальными сквозными дефектами при незначительном снижении внутреннего давления и восстанавливает его несущую способность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА С ЛОКАЛЬНЫМ СКВОЗНЫМ ДЕФЕКТОМ | 2005 |
|
RU2305221C1 |
| СПОСОБ ЛИКВИДАЦИИ УТЕЧЕК ГАЗА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2733793C2 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ГАЗОПРОВОДА С ЛОКАЛЬНЫМ СКВОЗНЫМ ДЕФЕКТОМ БЕЗ ПРЕКРАЩЕНИЯ ПОДАЧИ ГАЗА | 2017 |
|
RU2698537C2 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ТРУБОПРОВОДА | 2022 |
|
RU2789293C1 |
| СПОСОБ УСТРАНЕНИЯ ПРОТЕЧЕК В ТРУБОПРОВОДАХ ПОД ДАВЛЕНИЕМ | 2022 |
|
RU2798175C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2006 |
|
RU2314453C1 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
|
RU2619954C1 |
| СПОСОБ УСИЛЕНИЯ ТРУБОПРОВОДА С ПОМОЩЬЮ ПАЯНО-СВАРНОЙ МУФТЫ | 2014 |
|
RU2563945C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ТРУБОПРОВОДА | 1997 |
|
RU2133401C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2008 |
|
RU2451233C2 |
Изобретение относится к трубопроводному транспорту и используется при ремонте трубопроводов. После очистки поврежденного участка трубопровода собирают прижимное приспособление вместе с запорным элементом на трубопроводе вблизи сквозного дефектного отверстия, перемещают приспособление вместе с запорным элементом к месту дефекта, фиксируют запорный элемент на трубопроводе прижимным приспособлением и герметично соединяют круговым сварным швом запорный элемент с трубопроводом, выполняют герметизацию отверстия в трубопроводе прижатием уплотнителя к сквозному дефекту вращающимся штоком в запорном элементе. Расширяет арсенал технических средств. 2 н. и 4 з.п. ф-лы, 4 ил.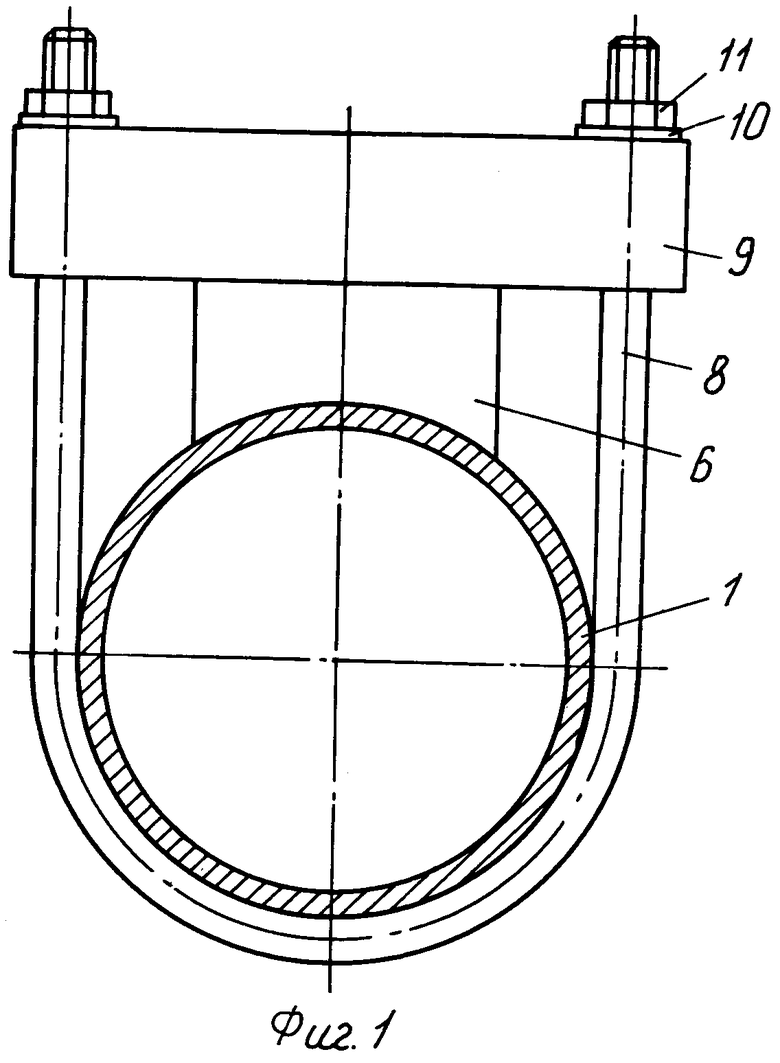
| Способ получения азокрасителей | 1937 |
|
SU53444A1 |
| Автоматические весы для жидких тел | 1932 |
|
SU31633A1 |
| СПОСОБ РЕМОНТА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2002 |
|
RU2198340C1 |
| УСТРОЙСТВО ДЛЯ ЛИКВИДАЦИИ УТЕЧЕК | 2001 |
|
RU2206814C2 |
| US 4391300 А, 05.07.1983. | |||

