Изобретение касается трубопроводного транспорта и может быть использовано для восстановления механической прочности и герметизации трубопроводов в газовой, нефтяной и других областях промышленности без прекращения их эксплуатации.
Известен способ ремонта мест течи в трубопроводах, заключающийся в том, что локализуют место течи трубопровода, подводят к месту течи временное уплотнение, понижают давление в трубопроводе и заделывают временное уплотнение гидротехническим бетоном после проведения подготовительных работ.
Устройство для реализации этого способа предусматривает две стенки из шпунтованных свай и временное уплотнение (см. патент Германии №274865 МКП F16L 55/16 за 1990 г.).
Недостатками данного технического решения являются: невысокая герметичность отремонтированного участка трубопровода, т.к. она всецело зависит от того, насколько хорошо или плохо проведено временное уплотнение, что определяется, в частности, соотношением величин давления в трубопроводе и противодавления жидкостного столба, которые операциями способа количественно не регламентируются; малая оперативность ремонта, экономически оправдываемая только эксплуатацией трубопровода в процессе проведения ремонтных работ, высокая их стоимость.
Наиболее близким к заявляемому является известный (см. заявку на выдачу патента на изобретение РФ №2003134057/06 МПК F16L 55/16, решение о выдаче патента от 17.05.2005) способ ремонта действующего трубопровода с локальными сквозными дефектами. Этот способ включает зачистку поврежденного участка трубопровода, установку на поврежденный участок запорного элемента, выполненного в виде цилиндрического патрубка с уплотнителем, фиксацию запорного элемента на трубопроводе прижимным приспособлением, обварку запорного элемента и герметизацию трубопровода. Способ отличается от известных тем, что прижимное приспособление собирают вместе с запорным элементом на трубопроводе вблизи сквозного отверстия с технологическим зазором, а затем перемещают приспособление вместе с запорным элементом к месту дефекта, фиксируют запорный элемент на трубопроводе, при этом герметизацию трубопровода выполняют прижатием уплотнителя к сквозному дефекту вращающимся штоком в запорном элементе. Обварку запорного элемента осуществляют после его фиксации на трубопроводе. Прижимное приспособление удаляют после сваривания запорного элемента с трубопроводом.
Устройство для ремонта действующего трубопровода с локальными сквозными дефектами содержит запорный элемент и прижимное приспособление. Запорный элемент дополнительно снабжен трехлучевым центрирующим колесом, в котором выполнено отверстие с резьбовой нарезкой, и штоком, который имеет возможность возвратно-поступательного перемещения относительно колеса, при этом один конец штока имеет граненную поверхность под ключ, а на торце второго конца размещен герметик. Прижимное приспособление выполнено в виде хомута и траверсы, причем концы хомута имеют винтовую нарезку и выведены через траверсу с возможностью их перемещения относительно траверсы и фиксации хомута на траверсе, а в траверсе выполнено отверстие под ключ.
Указанное техническое решение по заявке №2003134057/06 обеспечивает надежную герметизацию в процессе ликвидации сквозных дефектов, уменьшает объем и продолжительность ремонтных работ под давлением. Однако этот способ трудоемкий и требует значительных затрат на изготовление устройства для осуществления способа. Кроме того, установленная конструкция на ремонтном участке является препятствием при переизолировании трубопровода.
Это техническое решение выбрано в качестве прототипа.
Для ликвидации указанных недостатков поставлена задача разработать такой способ для восстановления герметизации трубопровода с помощью новой последовательности технологических операций, которые обеспечат надежную герметизацию в процессе ликвидации сквозных дефектов, уменьшат объем и продолжительность ремонтных работ под давлением, снизят затраты по осуществлению способа, а также не создадут препятствия для последующего переизолирования трубопровода.
Решение этой задачи заключается в том, что в известном способе ремонта трубопровода с локальным сквозным дефектом, включающем зачистку поврежденного участка, установку на поврежденный участок запорного элемента с уплотнителем, запорный элемент выполняют в виде круглой заплаты, фиксацию запорного элемента на трубопроводе производят прижимным приспособлением, имеющим траверсу.
Запорный элемент закрепляют на траверсе прижимного приспособления с помощью шпильки, которую предварительно сваривают коаксиально с круглой заплатой, при этом кривизну поверхности заплаты выполняют такой, как у внешней поверхности трубопровода. Между заплатой и траверсой устанавливают патрубок.
На одном торце патрубка запорного элемента выполняют кривизну, благодаря которой патрубок плотно, прилегает к заплате. К заплате приваривают усиливающую разрезную металлическую муфту.
После сваривания запорного элемента с трубопроводом прижимное приспособление с патрубком удаляют вместе со шпилькой.
К запорному элементу приваривают разрезную муфту, в одной из составных частей которой выполняют отверстие диаметром, который превышает диаметр заплаты не менее чем на две толщины ее стенки, а продольные швы муфты сваривают на металлических подкладках, не затрагивая дугой стенки трубопровода.
Диаметр заплаты выбирают в зависимости от температуры плавления уплотнителя.
Диаметр патрубка запорного элемента выбирают меньшим, чем диаметр заплаты, и большим, чем диаметр уплотнителя.
Способ поясняется чертежами.
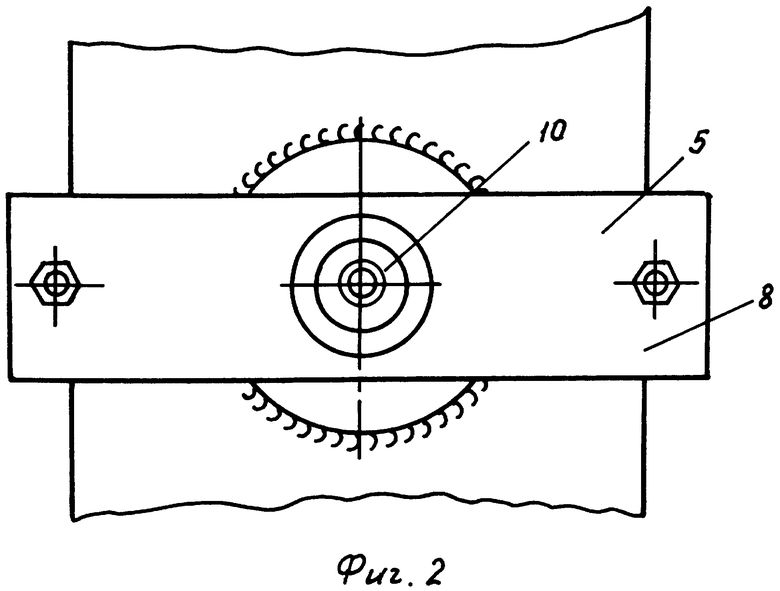
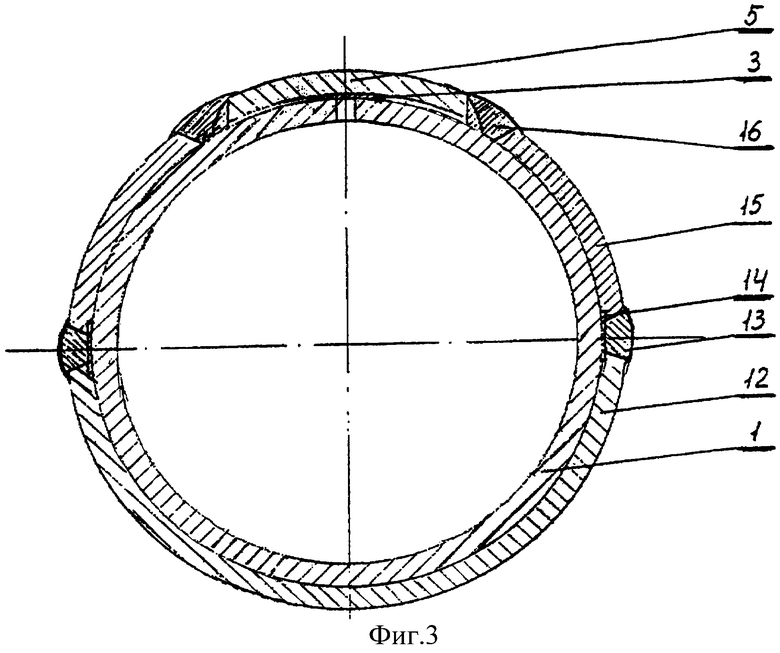
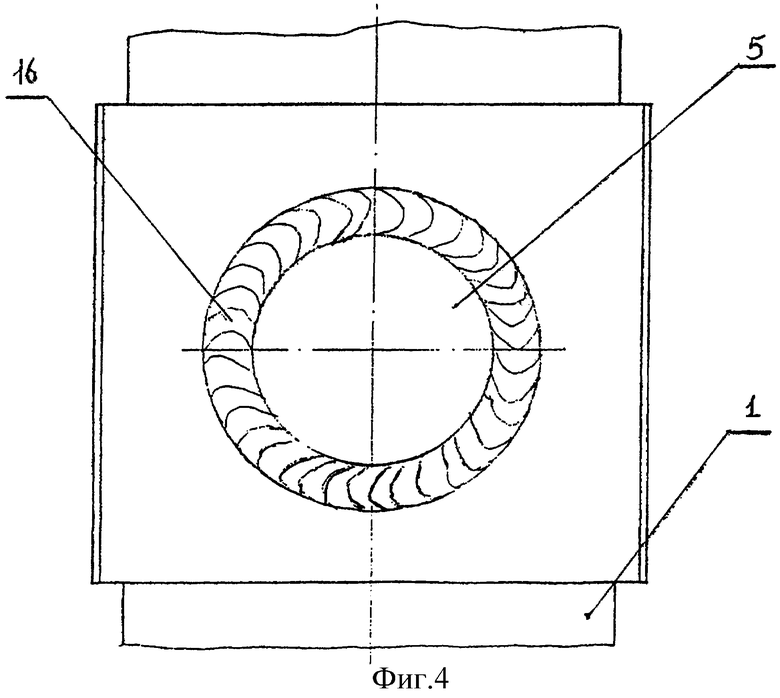
На фиг.1 показана схема установки запорного элемента на трубопровод, имеющий локальный сквозной дефект; на фиг.2 показан вид сверху фиг.1; на фиг.3 показана установка заплаты на трубопровод; на фиг.4 - вид сверху фиг.3.
На чертежах позициями обозначено:
1 - трубопровод;
2 - хомут;
3 - уплотнитель;
4 - шов сварки заплаты;
5 - запорный элемент, выполненный в виде заплаты;
6 - патрубок;
7 - шпилька;
8 - траверса;
9 - гайка хомута;
10 - гайка шпильки;
11 - шов, соединяющий шпильку с заплатой;
12 - составная часть разрезной муфты;
13 - шов, соединяющий части муфты;
14 - металлическая подкладка;
15 - составная часть разрезной муфты;
16 - шов, соединяющий муфту с заплатой;
17 - сквозной дефект в трубопроводе.
Участок трубопровода 1, подлежащий ремонту, например Ду 1020×11 мм, очищают от грязи, земли, изоляционного покрытия до металлического блеска. Собирают прижимное приспособление, на траверсе 8 которого размещают запорный элемент, выполненный в виде заплаты 5 с помощью шпильки 7. Шпильку 7 предварительно сваривают коаксиально с круглой заплатой 5 диаметром 120 мм. Кривизну заплаты 5 выполняют такой, как и у внешней поверхности трубопровода 1. Шпильку 7 с заплатой 5 размещают на траверсе 8 с помощью гайки 10. Между заплатой 5 и траверсой 8 устанавливают патрубок 6 диаметром 108 мм, на одном торце которого выполняют кривизну, как у внешней поверхности заплаты 5. Благодаря этой кривизне обеспечивают плотное прилегание торца патрубка 6 к заплате 5, равномерное обжимание уплотнителя 3 диаметром 40 мм по периметру. После этого к заплате 5 приваривают усиливающую разрезную металлическую муфту. В одной из составных частей 15 разрезной муфты выполняют отверстие диаметром 140 мм, который превышает диаметр заплаты 5 не менее чем на две толщины ее стенки, а продольные швы 13 муфты длиной 320 мм сваривают на металлических подкладках 14, не затрагивая дугой стенку трубопровода 1. Диаметр заплаты 5 (110 мм) выбирают в зависимости от температуры плавления уплотнителя (герметика) 3. Диаметр патрубка 6 (108 мм) выбирают меньшим, чем диаметр заплаты 5, и большим, чем диаметр уплотнителя 3.
После сварки запорного элемента, выполненного в виде заплаты 5 с трубопроводом 1 прижимное приспособление с патрубком 6 удаляют вместе со шпилькой 7.
Такой способ обеспечивает надежную герметизацию трубопровода, имеющего локальный сквозной дефект, без прекращения его эксплуатации, не создает концентрации напряжений в местах сварки и позволяет выполнять работы по переизолированию трубопровода автоматизированными комплексами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ГАЗОПРОВОДА С ЛОКАЛЬНЫМ СКВОЗНЫМ ДЕФЕКТОМ БЕЗ ПРЕКРАЩЕНИЯ ПОДАЧИ ГАЗА | 2017 |
|
RU2698537C2 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА С ЛОКАЛЬНЫМИ СКВОЗНЫМИ ДЕФЕКТАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2267691C2 |
| СПОСОБ ЛИКВИДАЦИИ УТЕЧЕК ГАЗА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2733793C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
|
RU2619954C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2006 |
|
RU2314453C1 |
| СПОСОБ ПРИСОЕДИНЕНИЯ ОТВОДА К ДЕЙСТВУЮЩЕМУ ГАЗОПРОВОДУ | 2002 |
|
RU2236630C1 |
| СПОСОБ СВАРКИ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ С ТРУБОПРОВОДОМ | 2003 |
|
RU2267388C2 |
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2008 |
|
RU2451233C2 |
Изобретение относится к трубопроводному транспорту и может быть использовано для восстановления механической прочности и герметизации трубопроводов в газовой, нефтяной и других областях промышленности без прекращения их эксплуатации. Запорный элемент выполняют в виде круглой заплаты и закрепляют на траверсе прижимного приспособления с помощью шпильки, которую предварительно сваривают коаксиально с круглой заплатой, которая выполнена с кривизной поверхности как у трубопровода. Между заплатой и траверсой устанавливают патрубок, один торец которого плотно прилегает к заплате и равномерно обжимает уплотнитель по периметру. К заплате приваривают усиливающую разрезную металлическую муфту. После сварки запорного элемента с трубопроводом прижимное приспособление с патрубком удаляют и обрезают шпильку. К запорному элементу приваривают разрезную муфту, в одной из составных частей которой выполняют отверстие диаметром, превышающим диаметр заплаты не менее чем на две толщины ее стенки, а продольные швы муфты сваривают на металлических подкладках, не затрагивая стенки трубопровода. Диаметр заплаты выбирают в зависимости от температуры плавления уплотнителя. Диаметр прижимного патрубка меньше диаметра заплаты и больше диаметра уплотнителя. Расширяет арсенал технических средств. 4 з.п. ф-лы, 4 ил.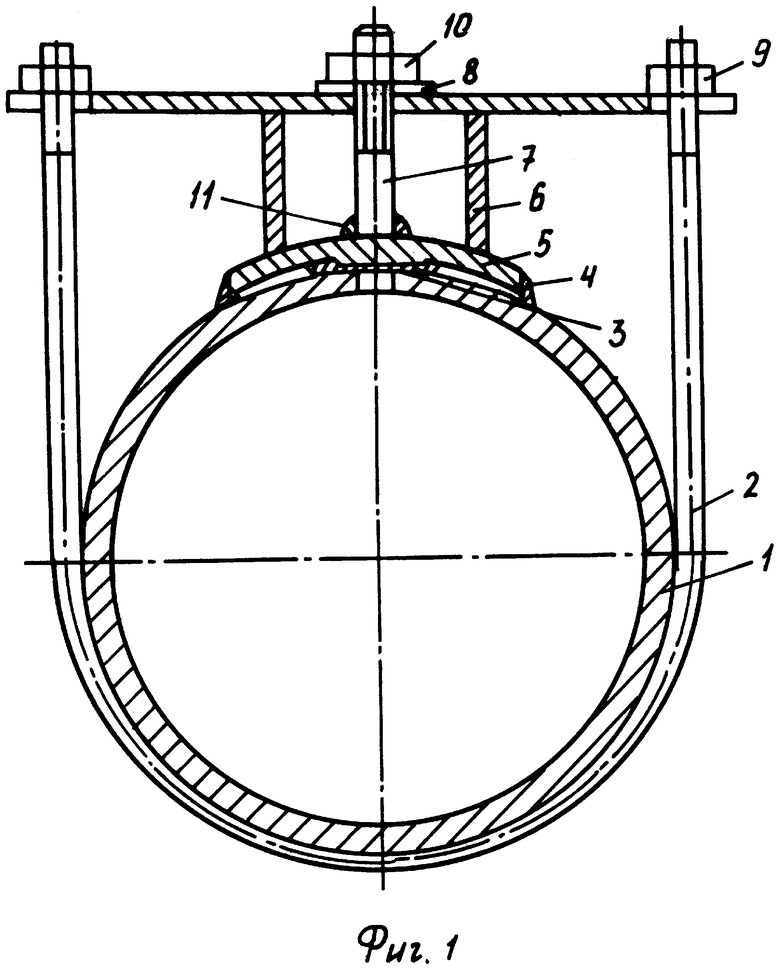
| RU 2003134057 С1, 10.05.2005 | |||
| Устройство для устранения течи в трубопроводе | 1977 |
|
SU629399A2 |
| Устройство для аварийного ремонта трубопровода | 1981 |
|
SU1054624A1 |
| Устройство для устранения течи трубопровода | 1986 |
|
SU1516713A1 |
| УСТРОЙСТВО ДЛЯ ЛИКВИДАЦИИ УТЕЧЕК | 2001 |
|
RU2206814C2 |
| Устройство для устранения течи,преимущественно в емкостях | 1982 |
|
SU1086290A1 |
| Устройство для ремонта подводных трубопроводов | 1981 |
|
SU1028941A1 |

