Изобретение относится к дисперсным («ультрадисперсным», «наноразмерным», «нанодисперсным») катализаторам переработки тяжелых нефтяных фракций в присутствии воды, целью которой является получение жидких продуктов с более высоким содержанием светлых фракций с Ткип ≤ 350 ºC.
Данные катализаторы могут использоваться для облагораживания тяжелого нефтяного сырья (ТНС) различного состава в присутствии воды. В качестве сырья может использоваться различное тяжелое углеводородное сырье – тяжелые и битуминозные нефти, битумы, горючие сланцы, битуминозные пески, керогены, остатки дистилляции нефти, каменноугольные смолы, смеси вышеперечисленного сырья, а также смеси любого из вышеуказанного сырья с дополнительно введенным углеродсодержащим сырьем (пластики, биомасса, иловые осадки сточных вод, лигнин, и пр.). Дисперсный катализатор формируется «in situ» из прекурсоров, которые вводятся в сырье предварительно.
Высококипящие нефтяные фракции и сырье на его основе характеризуются низким отношением Н/С, высоким содержанием высокомолекулярных соединений, на основе конденсированных полиароматических фрагментов (смолы и асфальтены), серы и металлов. Наличие асфальтенов делает сырье термически нестабильным и приводит к нежелательному процессу коксообразования. Использование для переработки ТНС традиционных гетерогенных гранулированных катализаторов сопряжено с проблемами их дезактивации, вследствие закоксовывания и отложения металлов. В качестве подхода, позволяющего минимизировать дезактивацию катализаторов, используемых в виде неподвижного слоя в реакторах проточного типа, известно разбавление сырья в ароматических растворителях (бензол, толуол) до концентрации 10 мас. % (E. Fumoto, A. Matsumura, S. Sato, T. Takanohashi. Recovery of Lighter Fuels by Cracking Heavy Oil with Zirconia−Alumina−Iron Oxide Catalysts in a Steam Atmosphere // Energy & Fuels. – 2009. – 23. – P.1338–1341; C. Nguyen-Huy, E.W. Shin. Amelioration of catalytic activity in steam catalytic cracking of vacuum residue with ZrO2-impregnated macro-mesoporous red mud // Fuel. – 2016. – 179. – С.17–24). Его недостатком является необходимость применения большого объема растворителя для разбавления сырья в процессе.
Применение дисперсных катализаторов, формирующихся «in situ» в процессе облагораживания тяжелого углеводородного сырья позволяет избежать недостатков, связанных с нестабильностью гранулированных гетерогенных катализаторов в условиях процесса.
Известен дисперсный катализатор облагораживания ТНС (фракции гидрогенизата каменного угля с Ткип. > 350 °C) в присутствии водяного пара. Данный катализатор представляет собой грубодисперсный порошок Fe2O3, получаемый путем механохимической обработки исходного катализатора в активаторе центробежно-планетарного типа в среде воды (Пат. РФ 2132356, С10G 11/00, 27.06.1999). Такая активация приводит к снижению среднего размера частиц катализатора в 100 и более раз, по сравнению с исходным. Получаемый активированный катализатор содержит множество крупных пор, наличие которых определяет его способность адсорбировать асфальтены и смолы, а также другие примеси, содержащиеся в сырье. Однако наличие пористой структуры в катализаторе является его недостатком: способность к адсорбции порами катализатора асфальтенов и смол, являющихся предшественниками кокса, может приводить к ухудшению его текстурных характеристик вследствие закоксовывания поверхности, сопровождающейся блокировкой пор. Кроме того, отложения металлов, которые практически всегда содержатся в тяжелом нефтяном сырье, также будут приводить к блокировке активных центров катализатора.
Известен бикомпонентный бифункциональный дисперсный нанокатализатор переработки тяжелого углеводородного сырья в присутствии водяного пара на основе системы из двух металлов – щелочного (Na, K) и металла из VIII группы (Fe, Co, Ni) (Патенты США 5688741, C10G 13/02, B01J 23/78 и 5688395 C10G 13/02, 18.11.1997). Данный катализатор получают «in situ» в нефтяном сырье, путем добавления в него нефтерастворимых прекурсоров – нафтенатов, ацетилацетонатов либо других соединений соответствующих металлов. В случае использования системы на основе Ni + K, оптимальное соотношение данных компонентов составляет 1 : 4 по массе. Недостатком данного способа получения вышеобозначенных каталитических систем является использование их нефтерастворимых прекурсоров, которые являются дорогостоящими и не позволяют в необходимой мере контролировать размер частиц образующегося дисперсного катализатора.
Известен аналогичный бикомпонентный бифункциональный дисперсный нанокатализатор переработки тяжелого углеводородного сырья путем каталитического парового крекинга, на основе системы из двух металлов – щелочного (Na, K) и металла из VIII группы (Fe, Co, Ni) (Пат. США 9562199, C10G 55/04, 07.02.2017). Данный катализатор получают через стадию приготовления обратных эмульсий водных растворов предшественников катализаторов – ацетата никеля и КОН. Сначала сырье смешивают с ПАВ (смесь ТВИН 80 и СПАН 80) так, чтобы получить раствор 0,5 мас. % ПАВ в сырье, затем раствором КОН нейтрализуют нафтеновые кислоты, которые содержатся в перерабатываемом нефтяном сырье. К полученному сырью, содержащему ПАВ и нафтенаты калия, которые также играют роль ПАВ, добавляют водный раствор ацетата никеля и смешивают со скоростью 400 – 700 об/мин. Полученную эмульсию нейтрализованного нефтяного сырья с водным раствором ацетата никеля далее подвергают термической обработке в специальном реакторе в течение 0,5 – 2 мин. Таким образом, получают дисперсию наночастиц никеля в сырье, которые находятся в тесном контакте с калийсодержащими соединениями, вследствие того, что соли нафтеновых кислот выступают в роли ПАВов и на границе раздела фаз в эмульсии контактируют с фазой водного раствора соли никеля через полярные группы –СООК. Такой способ позволяет получать дисперсию (суспензию) наночастиц никеля в контакте с калийсодержащей фазой с размером 20 – 120 нм.
Данная каталитическая система характеризуется рядом недостатков:
- зависимость от кислотности сырья;
- использование агрессивного реагента – щелочи;
- возможность применения для облагораживания только деасфальтизованного сырья;
- необходимость использования дополнительных ПАВов.
Известен дисперсный катализатор облагораживания ТНС в присутствии водяного пара, на основе двух, трех или четырех каталитических металлов, относящихся к группе щелочных, щелочноземельных и переходных металлов VI и/или VIII гр. (Пат. США 6043182, B01J 31/00, C10G 11/02, 28.03.2000). Описанный способ приготовления нефтерастворимых катализаторов включает в себя следующие стадии:
1. Получение водного раствора смеси водорастворимых солей-предшественников компонентов дисперсного катализатора. В качестве предшественников могут быть использованы: гидроксид калия, гидроксид кальция, ацетат никеля, парамолибдат аммония.
2. Приготовление обратной эмульсии водного раствора солей-предшественников катализатора с ТНС. Интенсивность перемешивания нефтяного сырья и водного раствора солей-предшественников должна быть достаточной для достижения размера капель водной фазы в нефтяном сырье на уровне 1 μm. Используемое сырье – тяжелые и сверхтяжелые нефти, остатки перегонки нефтей и др., должно содержать не менее 9 мас. % асфальтенов и не менее 16 мас. % смол. Температура приготовления эмульсии находится в интервале 90 – 300 ºС, время приготовления – 5 минут, скорость перемешивания – 600 – 1200 об/мин.
3. Термообработка обратной эмульсии водного раствора солей-прекурсоров катализатора в тяжелом нефтяном сырье при 200 ºС и атмосферном давлении в течение 1 ч, с превращением водорастворимого катализатора в нефтерастворимый и удалением эмульсионной воды. Данный процесс осуществляется благодаря тому, что используемое сырье обладает значительным содержанием высокомолекулярных соединений, включающих гетероатомы (S и др.), через которые металлы водорастворимых солей-прекурсоров взаимодействуют с высокомолекулярными соединениями через гетероатомы, с образованием нефтерастворимых прекурсоров катализаторов. Такие прекурсоры катализаторов могут быть легко смешаны с любым нефтяным сырьем. Концентрация каталитического металла(ов) в нефтяном сырье составляет ≥ 100 ppm и зависит от степени окисления металла: максимально возможное содержание K+ ограничивается 30000 ppm, Ca2+ – 5400 ppm, Ni2+ – 5800 ppm, Mo6+ – 900 ppm.
Данная каталитическая система и способ ее приготовления так же характеризуются рядом недостатков:
- применение в качестве прекурсоров катализаторов агрессивных реагентов – щелочей (гидроксидов калия, кальция);
- невозможность достижения концентрации Mo-содержащей фазы более чем 900 ppm;
- невозможность применения сырья с содержанием смол менее 16 мас. % и асфальтенов – 9 мас. %;
- высокая температура приготовления обратных эмульсий водных растворов каталитических металлов в тяжелом нефтяном сырье (вплоть до 300 ºС);
- отсутствие совместных фаз, содержащих одновременно несколько каталитических металлов, и как следствие – невозможность достижения синергизма их каталитического действия в процессе облагораживания сырья;
- невозможность контроля размера частиц каталитической фазы, характерного для дисперсных катализаторов, образующихся «in situ» из нефтерастворимых прекурсоров.
Кроме того, нет информации о составе и физико-химических свойств катализатора, в частности – химического и/или фазового состава активного компонента, размера частиц. Какого-либо подтверждения образования химических соединений компонентов тяжелого нефтяного сырья с металлами, которые являлись бы растворимыми в ТНС, также не представлено. Помимо этого, данные нефтерастворимые катализаторы, полученные на стадии термического разложения обратной эмульсии, из-за низкой температуры их приготовления будут нестабильны в условиях облагораживания ТНС, которое проводится при повышенных температурах (350 и более ºС), и вероятнее всего дезактивируются, с изменением состава и физико-химических свойств.
Наиболее близким к предлагаемому техническому решению, который взят в качестве прототипа, является дисперсный катализатор состава MoS2/MoO2, представляющего собой наночастицы, суспендированные в среде сырья с размерами 4 – 330 нм, содержанием MoS2 в составе 5 – 82 мас. %, координационными числами фаз MoS2 – 3,0 – 5,0, MoO2 – 4,0 – 6,0 (Пат. РФ 2659076, B01J 23/28, 28.06.2018). Данный катализатор получают через стадию формирования обратной эмульсии водного раствора парамолибдата аммония ((NH4)6Mo7O24) в ТНС с содержанием Мo до 10 мас. % с последующей термообработкой эмульсии при 200 – 300 ºС в статическом реакторе и образованием дисперсии наночастиц недопревратившегося прекурсора катализатора. Далее, полученную дисперсию используют в качестве сырьевой, либо концентрата, который добавляют к основной части сырья для достижения необходимой концентрации нанодисперсного катализатора. Окончательное формирование катализатора происходит «in situ» в условиях процесса облагораживания ТНС в присутствии водяного пара при температуре 350 – 550 ºС и давлении 0,1 – 22,0 МПа в статическом, либо проточном реакторе типа сларри. Другой вариант приготовления данного катализатора – использование эмульсии водного раствора прекурсора катализатора напрямую в процессе облагораживания, с исключением стадии ее разложения при температуре 200 – 300 ºС.
Недостатками данного катализатора является его недостаточно высокая эффективность в процессе облагораживания ТНС, в первую очередь – за счет неудовлетворительной степени вовлечения воды в реакциях взаимодействия с ТНС по маршрутам низкотемпературного парциального парового риформинга и окислительного крекинга, а также в процессах гидрокрекинга и гидрообессеривания и других реакциях, протекающих при облагораживания ТНС в присутствии водяного пара.
Изобретение решает задачу разработки эффективного дисперсного катализатора для переработки тяжелого углеводородного сырья в присутствии воды в виде водяного пара, которое характеризуется повышенным содержанием недистиллируемых нефтяных фракций (Ткип ≥ 500 ºС). Использование наночастиц сокатализатора на основе металлов VIII гр. (Fe, Co, Ni) в форме оксидов и/или сульфидов переменного состава приводит к существенному увеличению степени вовлечения воды в процесс облагораживания по вышеуказанным реакциям.
Катализатор формируется «in situ» в процессе облагораживания, представляет из себя наноразмерные частицы на основе фазы состава MoO2, модифицированной слоистыми частицами MoS2 а также наночастицы сокатализатора – оксидов и/или сульфидов Fe, Co, Ni, состав которых может варьироваться в зависимости от условий формирования, в частности – от особенностей состава используемого сырья. Такой катализатор обеспечивает высокую степень превращения недистиллируемых нефтяных фракций в присутствии воды по нескольким механизмам, которые могут включать в себя механизмы низкотемпературного парциального парового риформинга, окислительного крекинга, гидрокрекинга и гидрообессеривания.
Для решения поставленной задачи предложен катализатор облагораживания тяжелого нефтяного сырья, представляющий из себя наночастицы на основе молибден-содержащих фаз, формирующийся «in situ» при облагораживании тяжелого нефтяного сырья в присутствии воды, который дополнительно содержит наночастицы сокатализатора на основе Fe, Co или Ni и имеет состав MoS2/MoO2 + MexOy и/или MemSn, с содержанием фазы MoS2 3 – 78 мас. %, остальное – MoO2, наночастицы сокатализатора имеют состав MexOy и/или MemSn, где Ме = Fe, Co, Ni, а x, y, m и n могут варьироваться и зависят от степени окисления металла и условий формирования катализатора, при этом размер частиц на основе молибденсодержащих фаз составляет 6 – 380 нм и размер частиц на основе Fe, Co или Ni составляет 2 – 366 нм.
Задача решается также способом приготовления катализатора, который может быть осуществлен в двух вариантах.
1-й вариант включает в себя следующие стадии.
1) Приготовление водного раствора прекурсора катализатора - парамолибдата аммония в концентрации 95 % от насыщенного.
2) Получение обратной эмульсии водного раствора прекурсора - парамолибдата аммония ((NH4)6Mo7O24) путем диспергирования в тяжелом нефтяном сырье, в качестве которого могут быть использована тяжелая нефть, битуминозная нефть, мазут, гудрон, природный битум и другое углеводородное сырье, содержащее высококипящие углеводородные фракции. Водный раствор парамолибдата аммония смешивают с сырьем с использованием высокоскоростного диспергатора со скоростью 1500 – 24000 об/мин в течение 1 – 10 мин. При использовании высоковязкого сырья, смешивание можно проводить при температуре до 95 ºС. Соотношение водного раствора к нефтяному сырью может варьироваться в зависимости от необходимой концентрации молибдена в конечной суспензии (дисперсии) катализатора в сырье. Содержание прекурсора катализатора в эмульсии, в пересчете на молибден может варьироваться от 0,05 до 10 мас. %.
3) Приготовление водного раствора прекурсора сокатализатора (водорастворимые соли Ni (II), Fe(II) и Fe(III), Co(II)) в концентрации 95 % от насыщенного.
4) Смешивание полученного водного раствора прекурсора сокатализатора с обратной эмульсией, полученной в п. 2 таким же образом. Содержание прекурсора сокатализатора в объединенной обратной эмульсии, в пересчете на металл может варьироваться так же от 0,05 до 10 мас. %.
5) Термообработка обратной эмульсии с получением суспензии (дисперсии) прекурсора катализатора и сокатализатора в сырье. Обратную эмульсию прекурсора катализатора в сырье подвергают разложению с удалением эмульсионной воды и частичным разложением прекурсоров катализатора и сокатализатора. Данный процесс осуществляют при температуре 200 – 300 ºС в статическом реакторе с постоянным перемешиванием со скоростью 1000 об/мин в течение 0,1 – 1 ч. На данном этапе парамолибдат аммония разлагается с образованием промежуточных соединений, которые могут содержать Mo в степенях окисления от 4+ до 6+, а соли Ni, Fe и Co – также до промежуточных соединений, которые могут содержать эти же металлы в таких же степенях окисления, как и исходные соли.
6) Проведение каталитического парового крекинга суспензии тяжелого нефтяного сырья, содержащую частицы промежуточных соединений молибдена и сокатализатора, которые в условиях процесса превращаются в целевой катализатор облагораживания ТНС состава MoS2/MoO2 + MexOy и/или MemSn, где Me = Fe, Co, Ni, а x, y, m и n зависят от степени окисления металла и условий формирования катализатора. Фаза дисульфида молибдена образуется в результате частичного сульфидирования оксидных соединений молибдена серосодержащими компонентами сырья. Каталитический паровой крекинг проводят при температуре 350 – 550 ºС, давлении 0,1 – 22,0 МПа в статическом реакторе с постоянным перемешиванием, либо в проточном реакторе типа сларри. В случае проведения процесса в статическом реакторе, скорость перемешивания составляет 100 – 2000 об/мин. Соотношение воды к сырью в процессе варьируется от 0,05 до 3 : 1 по массе.
2-й вариант включает в себя стадии 1 – 4 так же, как и в 1-м варианте. Полученную обратную эмульсию далее используют как сырьевую и ее разложение с формированием дисперсного катализатора «in situ» совмещают с облагораживанием тяжелого нефтяного сырья путем каталитического парового крекинга в проточном реакторе типа сларри при тех же условиях, что и в п. 6) варианта 1.
Отличительными признаками предлагаемого катализатора являются:
1. Дисперсный мультикомпонентный катализатор, формирующийся «in situ» в процессе облагораживания тяжелого нефтяного сырья, имеющий состав MoS2/MoO2 + MexOy и/или MemSn, представляющий собой наночастицы MoO2, модифицированные MoS2, с добавлением наночастиц, представляющих собой оксиды и/или сульфиды Fe, Co, Ni переменного состава, который определяется условиями формирования, в частности – особенностями тяжелого нефтяного сырья. Размер частиц катализатора составляет 6 – 380 нм, содержание MoS2 в составе наночастиц MoS2/MoO2 3 – 78 мас. %, размер частиц сокатализатора составляет 2 – 366 нм. Массовое соотношение наночастиц сокатализатора к катализатору на основе Мо – 0,05 - 200.
2. Способ приготовления дисперсного мультикомпонентного катализатора катализатора MoS2/MoO2 + MexOy и/или MemSn, представляющий собой наночастицы MoO2, модифицированные MoS2, с добавлением наночастиц, представляющих собой оксиды и/или сульфиды Fe, Co, Ni переменного состава, включающий в себя: 1) получение водного раствора парамолибдата аммония с концентрацией 95 % от насыщенного; 2) смешивание его с тяжелым нефтяным сырьем при скорости 1500 – 24000 об/мин в течение 1 – 10 мин, с получением обратной эмульсии, в которой содержание прекурсора катализатора, в пересчете на молибден составляет 0,05 – 10 мас. %; 3) приготовление водного раствора прекурсора сокатализатора (водорастворимые соли Ni (II), Fe (II) и Fe (III), Co (II)) в концентрации 95 % от насыщенного; 4) смешивание полученного водного раствора прекурсора сокатализатора с обратной эмульсией, содержащей капли водного раствора парамолибдата аммония таким же образом; содержание прекурсора сокатализатора в объединенной обратной эмульсии, в пересчете на металл может варьироваться так же от 0,05 до 10 мас. %; 5) термообработку полученной эмульсии в статическом реакторе при 200 – 300 ºС с постоянным перемешиванием со скоростью 1000 об/мин в течение 0,1 – 1 ч, проведение процесса облагораживания суспензии тяжелого нефтяного сырья с дисперсным катализатором в присутствии водяного пара в статическом или проточном реакторе типа сларри, при 350 – 550 ºС, давлении 0,1 – 22,0 МПа и массовом соотношении воды к сырью 0,05 – 3 : 1.
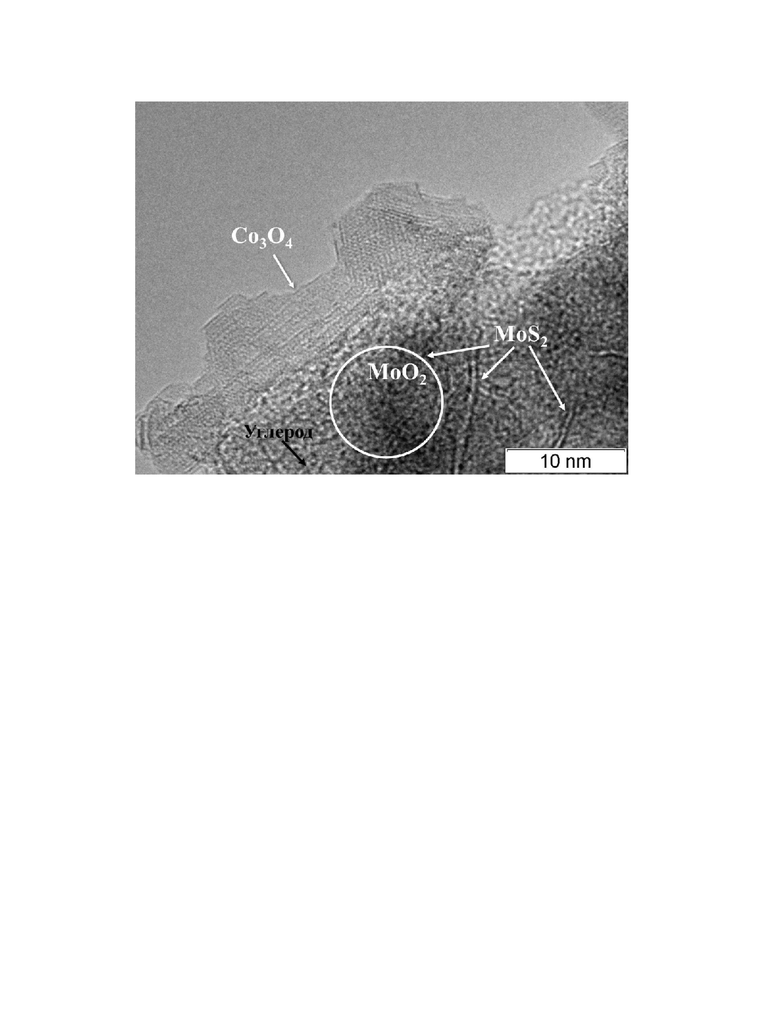
На чертеже приведен снимок высокого разрешения, полученный методом просвечивающей электронной микроскопии (увеличение в 3,85×106 раз) с типичным изображением образца дисперсного катализатора MoS2/MoO2 + Co3O4 и Co9S8 в коксовом остатке, поясняющий структуру дисперсных катализаторов, образующихся «in situ» в процессе облагораживания тяжелого нефтяного сырья в присутствии водяного пара из парамолибдата аммония и нитрата кобальта. Синтез катализатора проводили при следующих условиях. Эмульсию водного раствора прекурсора катализатора готовили из водного раствора парамолибдата аммония путем смешивания с сырьем (тяжелой татарской нефтью) при 24000 об/мин в течение 3 мин. при комнатной температуре, для получения однородной обратной эмульсии. Далее, в полученную эмульсию добавляли водный раствор нитрата кобальта, количество которого брали таким образом, чтобы в конечной эмульсии концентрация сокатализатора составляла 0,05 мас. % в пересчете на кобальт. Полученную эмульсию подвергли термическому разложению в статическом реакторе при постоянном перемешивании со скоростью 1000 об/мин. Температура разложения составляла 210 ºС, время процесса – 1 ч, давление – атмосферное. После удаления воды, полученную дисперсию кобальт-молибденсодержащего прекурсора катализатора после частичного разложения использовали для проведения каталитического парового крекинга при 425 ºС. Данный процесс проводили в том же статическом реакторе под давлением при соотношении воды к сырью 0,3 : 1 по массе.
Из чертежа видно, что молибден находится в виде двух фаз в матрице аморфного углерода: агломератов МоO2 (50–100 нм) и частиц, представляющих собой, фазу оксида молибдена со слабоупорядоченной структурой с размером частиц 10 нм. Сульфид молибдена находится в виде 1-2-слойных линейных частиц, протяженность которых составляет 10–20 нм. На поверхности аморфизованного углерода находятся частицы оксида кобальта (30-60 нм), обнаружить фазу сульфида кобальта с помощью ПЭМ не удалось.
Технический результат заявляемого катализатора заключается в том, что он представляет из себя наночастицы MoO2, модифицированные MoS2, что дает возможность возникновения синергетического эффекта в присутствии обеих фаз в процессе облагораживания тяжелого нефтяного сырья в присутствии воды и, по сути, делает его бифункциональным: фаза диоксида молибдена катализирует процессы окислительного крекинга, обессеривания, а дисульфид молибдена участвует в процессах гидрирования и гидрокрекинга углеводородов, а так же в процессах гидрообессеривания, гидродеазотирования, гидродеоксигенации и гидродеметаллизации. Наночастицы сокатализатора, представляющие из себя фазы оксидов и/или сульфидов Fe, Co и Ni, способствуют повышению эффективности катализатора в вышеуказанных реакциях за счет повышения его активности в данных процессах, селективности по выходу светлых фракций и конверсии высококипящих фракций тяжелого нефтяного сырья. Малый размер частиц катализатора и сокатализатора, начиная от 2 нм, позволяет получить его высокую активность, а варьируемое соотношение и состав фаз, которыми можно управлять путем использования нефтяного сырья с различным содержанием серы, соотношения воды к сырью и варьированием других параметров процесса, дает возможность гибкой настройки каталитических свойств данной каталитической системы для получения продуктов облагораживания с необходимыми свойствами.
Технический результат способа получения данного катализатора заключается в возможности получения дисперсий прекурсора катализатора и сокатализатора в различном углеводородном сырье с их высоким содержанием – до 10,0 мас. % каждого (в пересчете на молибден и металл сокатализатора – Fe, Co, Ni), которые могут быть использованы в качестве концентратов, добавляемых к основной части перерабатываемого сырья с целью достижения необходимой концентрации данной каталитической системы. Применение высокоскоростного перемешивания на стадии приготовления обратной эмульсии (1500 – 24000 об/мин), в совокупности с другими особенностями процесса позволяют получать высокодисперсные наноразмерные частицы мультифункционального катализатора, обладающего синергизмом одновременного присутствия фаз диоксида и дисульфида молибдена, а также наночастиц фаз оксидов и/или сульфидов переменного состава Fe, Co, Ni, высокоактивных в процессе облагораживания тяжелого нефтяного сырья в присутствии воды. Кроме того, приготовление обратной эмульсии водного раствора прекурсоров катализатора (парамолибдата аммония) и сокатализатора (водорастворимые соли Fe, Co, Ni) в тяжелом нефтяном сырье может осуществляться при температурах не более 95°С, а в большинстве случаев достаточно комнатной температуры.
Для получения данных по размерам частиц катализатора в коксовых остатках использовали методы просвечивающей электронной микроскопии (ПЭМ), малоуглового рентгеновского рассеяния (МУРР), рентгенофазового анализа (РФА).
ПЭМ образцов кокса, содержащего катализатор после экспериментов, проводили с использованием просвечивающего электронного микроскопа JEM-2010 (JEOL, Япония) с ускоряющим напряжением 200 кВ и разрешением по линиям 0,14 нм. Частицы образцов наносили путем диспергирования его взвеси в этиловом спирте на медную подложку с использованием ультразвукового диспергатора.
Для получения данных МУРР использовали дифрактометр S3 MICRO («HECUS») с точечной коллимацией и медным излучением (CuKα, 50 Вт). Измерения рентгенограмм проводили в интервале векторов q от 0,01 до 0,60 Å–1, где q = 4πsinθ/λ. Образцы исследовали в кварцевом капилляре с внутренним диаметром 1,5 мм. При исследовании жидких образцов из полученных малоугловых кривых вычитались фоновые малоугловые кривые от соответствующих образцов с учетом коэффициентов поглощения. В качестве образцов сравнения использовали деасфальтизованную нефть и подготовленные образцы без соединений никеля. Для определения радиуса инерции частиц (RG) определяли тангенс угла наклона кривой МУРР в координатах (ln(I(q); q2). Обработку экспериментальных данных осуществляли с помощью программного обеспечения ATSAS и SasView. Для селективного выделения малоуглового рассеяния от Мо-содержащих частиц в коксах была использована ранее разработанная методика полного контраста на основе фторуглеродных соединений. Для этого образец в капилляре заполняют специальной жидкостью с плотностью, приблизительно соответствующей плотности углеродной матрицы. Применение такого контраста позволяет селективно погасить рассеяние от углеродной матрицы и получить остаточный сигнал малоуглового рассеяния только от металлсодержащих частиц, поскольку они имеют существенно большую плотность и не могут быть законтрастированы используемой жидкостью.
Определение фазового состава проводили методом рентгенофазового анализ (РФА) на дифрактометре Bruker D8 Advance (Bruker, Германия) с применением линейного детектора Lynxeye (1D). Для исследования использовали монохроматизированное CuKα-излучение (λ = 1,5418Å) в диапазоне углов 10 – 80o с шагом по 2θ = 0,05о и временем накопления 3 с в каждой точке.
Соотношение фаз диоксида и дисульфида молибдена определяли с помощью XANES/EXAFS на К-крае поглощения Mo с последующим математическим моделированием. Энергия электронного пучка в накопительном кольце составляла 2,5 ГэВ при токе в диапазоне 50-120 мА. Для монохроматизации синхротронного излучения использовали кремниевый монокристалл с ориентацией (311) в виде моноблока с вырезом (“Бабочка”), установленный на гониометрической головке, обеспечивающий энергетическое разрешение ΔЕ/Е = 10–4. Для измерения рентгеновского поглощения порошок исследуемых образцов помещали между тонкими каптоновыми пленками. Интенсивность рентгеновского пучка до и после прохождения через образец измеряли с помощью двух ионизационных камер, наполненных смесями азота и аргона, дающими 20 % и 80 % поглощения, соответственно. Токовые сигналы измеряли цифровыми пикоамперметрами Keithley 6487. Экспериментальные спектры обрабатывали с применением стандартных процедур выделения фона, нормирования на величину скачка K-края и выделения атомного поглощения с последующим Фурье-преобразованием полученных спектров EXAFS в интервале варьирования волнового вектора фотоэлектронов k от 2,0 до 14,0 А-1 с весовой функцией k3 используя программный пакет IFEFFIT. Пороговую энергию ионизации E0 выбирали по величине максимума первой производной K-края и в дальнейшем варьировали для более точной подгонки. Для определения химического состава XANES спектры исследуемых образцов аппроксимировали линейной суперпозицией спектров реперных образцов.
Сущность изобретения иллюстрируется следующими примерами.
Примеры 1 – 9 иллюстрируют катализатор и 1-й вариант способа его получения.
Примеры 10 – 14 иллюстрируют катализатор и 2-й вариант способа его получения.
Пример 1.
150 г тяжелой татарской нефти (содержание дистиллируемых фракций – 52,0 мас. %, серы – 4,3 мас. %, асфальтенов – 6,4 мас. %, смол – 23,7 мас. %) смешивают с водным раствором тетрагидрата парамолибдата аммония (ПМА) в концентрации 95 % от насыщенного раствора, с использованием высокоскоростного диспергатора со скоростью 24000 об/мин в течение 3 мин при комнатной температуре, для получения однородной обратной эмульсии. Количество водного раствора ПМА берут таким образом, чтобы в полученной эмульсии концентрация прекурсора катализатора составляла 2,0 мас. % в пересчете на молибден. Далее, в полученную эмульсию добавляют водный раствор нитрата никеля, количество которого берут таким образом, чтобы в конечной эмульсии концентрация сокатализатора составляла 2,0 мас. % в пересчете на никель. Полученную эмульсию подвергают термическому разложению в статическом реакторе при постоянном перемешивании со скоростью 1000 об/мин. Температура разложения составляет 210 ºС, время процесса – 1 ч, давление – атмосферное. После удаления воды, полученную дисперсию никель-молибденсодержащего прекурсора катализатора после частичного разложения используют для проведения каталитического парового крекинга при 425 ºС. Данный процесс проводят в том же статическом реакторе под давлением при соотношении воды к сырью 0,3 : 1 по массе. Давление составляет 15,3 МПа, продолжительность – 1 ч, скорость перемешивания – 1000 об/мин. После окончания эксперимента по облагораживанию дисперсии прекурсора катализатора в тяжелой нефти в присутствии воды проводят отделение коксового остатка, содержащего готовый дисперсный катализатор, и исследуют размер его частиц и фазовый состав методами ПЭМ, МУРР, РФА и XANES/EXAFS. Размер частиц дисперсного катализатора MoS2/MoO2 составил 10 – 100 нм, содержание фазы MoS2 – 14 мас. %, остальное – МоО2. Размер никельсодержащих частиц сокатализатора составил 6 – 100 нм, наночастицы, согласно данным РФА и ПЭМ имели следующий состав: NiO, Ni3S4, Ni9S8.
Пример 2.
Отличается от примера 1 тем, что в качестве сырья используют гудрон Омского НПЗ (содержание серы – 1,8 мас. %, асфальтенов – 16 мас. %, смол – 21 мас. %). Температура приготовления обратной эмульсии – 95 ºС. Размер частиц полученного дисперсного катализатора MoS2/MoO2 составил 20 – 170 нм, содержание фазы MoS2 – 10 мас. %. Размер никельсодержащих частиц сокатализатора составил 18 – 92 нм.
Пример 3.
Отличается от примера 1 тем, что в качестве сокатализатора используют наночастицы на основе кобальта с концентрацией сокатализатора 0,05 мас.% в пересчете на металл, а в качестве прекурсора применяют нитрат кобальта (II). Размер частиц дисперсного катализатора MoS2/MoO2 составил 8 – 120 нм, содержание фазы MoS2 – 10 мас. %, остальное – МоО2. Размер кобальтсодержащих частиц сокатализатора составил 2 – 190 нм, наночастицы, согласно данным РФА и ПЭМ имели следующий состав: Co3O4, Co9S8.
Пример 4.
Отличается от примера 1 тем, что в качестве сокатализатора используют наночастицы на основе железа, а в качестве прекурсора применяют семиводный сульфат железа (II). Размер частиц дисперсного катализатора MoS2/MoO2 составил 6 – 110 нм, содержание фазы MoS2 – 9 мас. %, остальное – МоО2. Размер железосодержащих частиц сокатализатора составил 5 – 140 нм, наночастицы, согласно данным РФА и ПЭМ имели следующий состав: Fe2O3, Fe3O4, Fe7S8.
Пример 5.
Отличается от примера 4 тем, что процесс каталитического парового крекинга проводят при 350 ºС и давлении 12,0 МПа, концентрация сокатализатора в пересчете на железо составляет 10,0 мас. %. Размер частиц полученного дисперсного катализатора MoS2/MoO2 составил 6 – 290 нм, содержание фазы MoS2 – 3 мас. %. Размер железосодержащих частиц сокатализатора составил 150 – 340 нм, наночастицы, согласно данным РФА и ПЭМ имели следующий состав: Fe3O4, Fe7S8.
Пример 6.
Отличается от примера 1 тем, что процесс проводят при 550 ºС, содержание дисперсного катализатора в обратной эмульсии 10,0 мас. %, в пересчете на молибден. Соотношение воды к сырью – 0,1 : 1 по массе. Размер частиц полученного дисперсного катализатора MoS2/MoO2 составил 40 – 110 нм, содержание фазы MoS2 – 33 мас. %. Размер никельсодержащих частиц сокатализатора составил 15 – 150 нм, наночастицы, согласно данным РФА и ПЭМ имели следующий состав: NiO, Ni9S8.
Пример 7.
Отличается от примера 4 тем, что содержание прекурсора дисперсного катализатора в обратной эмульсии, в пересчете на молибден, составляет 0,05 мас. %, а концентрация сокатализатора составляет 0,5 мас. %. Размер частиц полученного дисперсного катализатора MoS2/MoO2 составил 15 – 73 нм, содержание фазы MoS2 – 78 мас. %. Размер железосодержащих частиц сокатализатора составил 3 – 71 нм.
Пример 8.
Отличается от примера 7 тем, что скорость диспергирования на стадии приготовления обратной эмульсии составляет 500 об/мин, а в качестве прекурсора железосодержащих наночастиц сокатализатора используют нитрат железа (III). Размер частиц полученного дисперсного катализатора MoS2/MoO2 составил 70 – 306 нм, содержание фазы MoS2 – 66 мас. %. Размер железосодержащих частиц сокатализатора составил 6 – 86 нм.
Пример 9.
Отличается от примера 1 тем, что каталитический паровой крекинг дисперсии прекурсора катализатора в тяжелой нефти проводят при 450 ºС в течение 0,25 ч при давлении 18,2 МПа. Размер частиц полученного дисперсного катализатора MoS2/MoO2 составил 24 – 110 нм, содержание фазы MoS2 – 26 мас. %. Размер никельсодержащих частиц сокатализатора составил 10 – 122 нм, наночастицы, согласно данным РФА и ПЭМ имели следующий состав: NiO, Ni9S8.
Пример 10.
Отличается от примера 4 тем, что разложение полученной обратной эмульсии совмещают со стадией облагораживания дисперсии прекурсора катализатора в тяжелой нефти в проточном реакторе при суммарном соотношении воды к сырью 3 : 1 по массе. Дополнительную воду, помимо эмульсионной, в реактор подают посредством парогенератора. Температура процесса 350 ºС, скорость подачи эмульсии 100 г/ч, давление – 6,0 МПа. Размер частиц полученного дисперсного катализатора MoS2/MoO2 составил 6 – 30 нм, содержание фазы MoS2 – 4 мас. %. Размер железосодержащих частиц сокатализатора составил 7 – 40 нм. Наночастицы, согласно данным РФА и ПЭМ имели следующий состав: Fe2O3, Fe3O4.
Пример 11.
Отличается от примера 10 тем, что температура процесса 550 ºС, соотношение воды к сырью 2 : 1. Размер частиц полученного дисперсного катализатора MoS2/MoO2 составил 52 – 380 нм, содержание фазы MoS2 – 8 мас. %. Размер железосодержащих частиц сокатализатора составил 7 – 40 нм. Согласно данным РФА и ПЭМ они имели следующий состав: Fe2O3, Fe3O4, Fe7S8.
Пример 12.
Отличается от примера 11 тем, что соотношение воды к сырью 0,05 : 1. Размер частиц полученного дисперсного катализатора MoS2/MoO2 составил 150 – 380 нм, содержание фазы MoS2 – 73 мас. %. Размер железосодержащих частиц сокатализатора составил 126 – 320 нм. Согласно данным РФА и ПЭМ они имели следующий состав: Fe3O4, Fe7S8.
Пример 13.
Отличается от примера 12 тем, что давление в процессе атмосферное. Размер частиц полученного дисперсного катализатора MoS2/MoO2 составил 110 – 318 нм, содержание фазы MoS2 – 77 мас. %. Размер железосодержащих частиц сокатализатора составил 110 – 366 нм.
Пример 14.
Отличается от примера 10 тем, что получение обратной эмульсии осуществляют при скорости диспергатора 10000 об/мин. Размер частиц полученного дисперсного катализатора MoS2/MoO2 составил 22 – 233 нм, содержание фазы MoS2 –12 мас. %. Размер железосодержащих частиц сокатализатора составил 16 – 90 нм. Наночастицы, согласно данным РФА и ПЭМ имели следующий состав: Fe2O3, Fe3O4.
Как видно из приведенных примеров, предлагаемый способ позволяет получать катализатор с общей формулой MoS2/MoO2 + MexOy и/или MemSn и представляющий собой наночастицы MoO2, модифицированные MoS2, с добавлением наночастиц, представляющих собой оксиды и/или сульфиды Fe, Co, Ni переменного состава. Катализатор общей формулой MoS2/MoO2 + MexOy и/или MemSn обладает широким диапазонов размеров и содержания MoS2, которые зависят от условий приготовления. Данный катализатор может найти применение в области облагораживания тяжелого нефтяного сырья в присутствии воды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Катализатор процесса облагораживания углеводородного сырья и способ его приготовления | 2017 |
|
RU2659076C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУСПЕНЗИИ КАТАЛИЗАТОРА ГИДРОКОНВЕРСИИ ТЯЖЕЛОГО НЕФТЯНОГО СЫРЬЯ | 2017 |
|
RU2652122C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУСПЕНЗИИ МОЛИБДЕНСОДЕРЖАЩЕГО КОМПОЗИТНОГО КАТАЛИЗАТОРА ГИДРОКОНВЕРСИИ ТЯЖЕЛОГО НЕФТЯНОГО СЫРЬЯ | 2018 |
|
RU2675249C1 |
| Способ получения и состав амфифильного предшественника катализатора на основе алкилбензолсульфонатов металлов для интенсификации процесса акватермолиза высоковязкой нефти | 2024 |
|
RU2834846C1 |
| СПОСОБ ПЕРЕРАБОТКИ ГОРЮЧЕГО СЛАНЦА | 2016 |
|
RU2634725C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖИДКИХ УГЛЕВОДОРОДНЫХ СМЕСЕЙ ПУТЕМ ГИДРОКОНВЕРСИИ ЛИГНОЦЕЛЛЮЛОЗНОЙ БИОМАССЫ | 2014 |
|
RU2556860C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНЕСЕННОГО КАТАЛИЗАТОРА ГИДРОПЕРЕРАБОТКИ ТЯЖЕЛЫХ НЕФТЯНЫХ ФРАКЦИЙ | 2012 |
|
RU2495717C1 |
| СПОСОБ ГИДРОКОНВЕРСИИ ТЯЖЁЛОГО УГЛЕВОДОРОДНОГО СЫРЬЯ (ВАРИАНТЫ) | 2015 |
|
RU2608035C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ГИДРОПЕРЕРАБОТКИ НЕФТЯНЫХ ФРАКЦИЙ | 2014 |
|
RU2612222C2 |
| СПОСОБ ПОДГОТОВКИ ТЯЖЕЛОГО УГЛЕВОДОРОДНОГО СЫРЬЯ ДЛЯ ТЕРМИЧЕСКОЙ ИЛИ ТЕРМОКАТАЛИТИЧЕСКОЙ ДЕСТРУКЦИИ | 2008 |
|
RU2412230C2 |
Настоящее изобретение относится к дисперсному катализатору облагораживания тяжелого нефтяного сырья, представляющему из себя наночастицы на основе молибденсодержащих фаз, формирующемуся «in situ» при облагораживании тяжелого нефтяного сырья в присутствии воды, согласно изобретению катализатор дополнительно содержит наночастицы сокатализатора на основе Fe, Co или Ni и имеет состав MoS2/MoO2 + MexOy и/или MemSn, с содержанием фазы MoS2 3–78 мас. %, остальное – MoO2, наночастицы сокатализатора имеют состав MexOy и/или MemSn, где Ме = Fe, Co, Ni, а x, y, m и n могут варьироваться и зависят от степени окисления металла и условий формирования катализатора, при этом размер частиц на основе молибденсодержащих фаз составляет 6–380 нм и размер частиц на основе Fe, Co или Ni составляет 2–366 нм. Также описаны варианты способа приготовления указанного выше дисперсного катализатора облагораживания тяжелого нефтяного сырья в присутствии воды, формирующегося «in situ» в условиях процесса облагораживания. Технический результат – получение бифункционального катализатора облагораживания тяжелого нефтяного сырья, обладающего высокой активностью, селективностью по выходу светлых фракций и конверсией высококипящих фракций тяжелого нефтяного сырья. 3 н. и 7 з.п. ф-лы, 1 ил., 14 пр.
1. Катализатор облагораживания тяжелого нефтяного сырья, представляющий из себя наночастицы на основе молибденсодержащих фаз, формирующийся «in situ» при облагораживании тяжелого нефтяного сырья в присутствии воды, отличающийся тем, что катализатор дополнительно содержит наночастицы сокатализатора на основе Fe, Co или Ni и имеет состав MoS2/MoO2 + MexOy и/или MemSn, с содержанием фазы MoS2 3–78 мас. %, остальное – MoO2, наночастицы сокатализатора имеют состав MexOy и/или MemSn, где Ме = Fe, Co, Ni, а x, y, m и n могут варьироваться и зависят от степени окисления металла и условий формирования катализатора, при этом размер частиц на основе молибденсодержащих фаз составляет 6–380 нм и размер частиц на основе Fe, Co или Ni составляет 2–366 нм.
2. Способ приготовления дисперсного катализатора облагораживания тяжелого нефтяного сырья в присутствии воды, формирующегося «in situ» в условиях процесса облагораживания, включающий в себя стадии: получения водного раствора прекурсора катализатора – парамолибдата аммония; получения обратной эмульсии водного раствора прекурсора с тяжелым нефтяным сырьем путем диспергирования; термического разложения полученной эмульсии с разложением прекурсора до промежуточных форм катализатора и формирования активного компонента в условиях проводимого облагораживания тяжелого нефтяного сырья в присутствии воды при температуре выше 350ºС, отличающийся тем, что после стадии получения обратной эмульсии водного раствора прекурсора с тяжелым нефтяным сырьем путем диспергирования проводят стадию получения водного раствора прекурсора сокатализатора – водорастворимой соли Fe, Co или Ni и стадию смешивания полученного водного раствора сокатализатора с ранее полученной обратной эмульсией водного раствора парамолибдата аммония с тяжелым нефтяным сырьем путем диспергирования, в результате чего формируется дисперсный мультикомпонентный катализатор, представляющий из себя наночастицы, имеющие состав MoS2/MoO2, с содержанием фазы MoS2 3–78 мас. %, остальное – MoO2, с наночастицами сокатализатора, которые имеют состав MexOy и/или MemSn, где Ме = Fe, Co, Ni, а x, y, m и n могут варьироваться и зависят от степени окисления металла и условий формирования катализатора, при этом размер частиц на основе молибденсодержащих фаз составляет 6–380 нм и размер частиц на основе Fe, Co или Ni составляет 2–366 нм.
3. Способ по п. 2, отличающийся тем, что на стадии получения обратной эмульсии скорость диспергирования составляет 1500–24000 об/мин.
4. Способ по п. 2, отличающийся тем, что содержание прекурсора катализатора в обратной эмульсии составляет 0,05–10,0 мас. % в пересчете на молибден.
5. Способ по п. 2, отличающийся тем, что содержание прекурсора сокатализатора в обратной эмульсии составляет 0,05–10,0 мас. % в пересчете на железо, или кобальт, или никель.
6. Способ по п. 2, отличающийся тем, что температура стадии формирования конечной формы катализатора состава MoS2/MoO2 + MexOy и/или MemSn, совмещенной со стадией облагораживания тяжелого нефтяного сырья, составляет 350–550ºС, давление в процессе формирования конечной формы катализатора состава MoS2/MoO2 + MexOy и/или MemSn, совмещенной со стадией облагораживания тяжелого нефтяного сырья, составляет 0,1–22,0 МПа.
7. Способ по п. 2, отличающийся тем, что соотношение воды к сырью в процессе формирования конечной формы катализатора состава MoS2/MoO2 + MexOy и/или MemSn, совмещенной со стадией облагораживания тяжелого нефтяного сырья, составляет 0,05–3,0 : 1 по массе.
8. Способ приготовления дисперсного катализатора облагораживания тяжелого нефтяного сырья в присутствии воды, формирующегося «in situ» в условиях процесса облагораживания, включающий в себя стадии: получения водного раствора прекурсора катализатора – парамолибдата аммония; получения обратной эмульсии водного раствора прекурсора с тяжелым нефтяным сырьем путем диспергирования; формирования активного компонента из эмульсии в условиях проводимого облагораживания тяжелого нефтяного сырья в присутствии воды при температуре выше 350ºС в проточном реакторе типа сларри, отличающийся тем, что после стадии получения обратной эмульсии водного раствора прекурсора с тяжелым нефтяным сырьем путем диспергирования проводят стадию получения водного раствора прекурсора сокатализатора – водорастворимой соли Fe, Co или Ni и стадию смешивания полученного водного раствора сокатализатора с ранее полученной обратной эмульсией водного раствора парамолибдата аммония с тяжелым нефтяным сырьем путем диспергирования, в результате чего формируется дисперсный катализатор, представляющий из себя наночастицы, имеющие состав MoS2/MoO2 + MexOy и/или MemSn, с содержанием фазы MoS2 3–78 мас. %, остальное – MoO2; а также наночастицы сокатализатора, имеющие состав MexOy и/или MemSn, где Ме = Fe, Co, Ni, а x, y, m и n могут варьироваться и зависят от степени окисления металла и условий формирования катализатора, при этом размер частиц на основе молибденсодержащих фаз составляет 6–380 нм и размер частиц на основе Fe, Co или Ni составляет 2–366 нм.
9. Способ по п. 8, отличающийся тем, что соотношение воды к сырью в процессе формирования конечной формы катализатора состава MoS2/MoO2 + MexOy и/или MemSn, совмещенной со стадией облагораживания тяжелого нефтяного сырья, составляет 0,05–3,0 : 1 по массе.
10. Способ по п. 8, отличающийся тем, что температура в процессе формирования конечной формы катализатора состава MoS2/MoO2 + MexOy и/или MemSn, совмещенной со стадией облагораживания тяжелого нефтяного сырья, составляет 350–550ºС, давление в процессе формирования конечной формы катализатора состава MoS2/MoO2 + MexOy и/или MemSn, совмещенной со стадией облагораживания тяжелого нефтяного сырья, составляет 0,1–6,0 МПа.
| Катализатор процесса облагораживания углеводородного сырья и способ его приготовления | 2017 |
|
RU2659076C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУСПЕНЗИИ КАТАЛИЗАТОРА ГИДРОКОНВЕРСИИ ТЯЖЕЛОГО НЕФТЯНОГО СЫРЬЯ | 2017 |
|
RU2652122C1 |
| КАТАЛИТИЧЕСКАЯ СИСТЕМА И СПОСОБ ГИДРОПЕРЕРАБОТКИ ТЯЖЕЛЫХ МАСЕЛ | 2009 |
|
RU2525470C2 |
| US 4960506 A, 02.10.1990 | |||
| СПОСОБ ГИДРОКОНВЕРСИИ ТЯЖЕЛЫХ ФРАКЦИЙ НЕФТИ | 2013 |
|
RU2556997C2 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 4295995 A, 20.10.1981. | |||

