Уровень техники
Настоящее изобретение относится к способу гидроформилирования. Более конкретно, оно относится к такому способу, который позволяет регулировать количество тяжелых фракций в рециркуляционном потоке катализатора.
Хорошо известно, что альдегиды могут быть получены посредством введения в реакцию олефинов с монооксидом углерода и водородом в присутствии катализатора на основе комплекса металла с фосфорорганическими лигандами, и что предпочтительные способы включают непрерывное гидроформилирование и рециркуляцию раствора катализатора, содержащего катализатор на основе комплекса металла с фосфорорганическими лигандами, причем металл выбран из групп 8, 9 или 10. Родий представляет собой предпочтительный металл группы 9. Примеры указанного способа раскрыты в US 4148830, US 4717775 и US 4769498. Получаемые в результате альдегиды можно использовать для синтеза многочисленных продуктов, включая спирты, амины и кислоты. Согласно общей практике, после реакционной зоны используют испаритель для цели отделения продуктов от катализатора.
Известно, что катализаторы гидроформилирования, содержащие родий и органофосфитные лиганды, способны обеспечивать очень высокие скорости реакций; см. «Rhodium Catalyzed Hydroformylation», van Leeuwen и Claver, издательство Kluwer Academic Pub., 2000 г. Такие катализаторы имеют промышленную применимость, поскольку они могут быть использованы для увеличения производительности или для эффективного гидроформилирования внутренних и/или разветвленных внутренних олефинов, которые реагируют медленнее, чем неразветвленные альфа-олефины. Однако также известно, например, из US 4774361, что в некоторых условиях указанные катализаторы теряют родий в способах гидроформилирования с рециркуляцией жидкости. Непрерывная потеря родия может значительно увеличивать расходы на катализатор, поскольку родий является запретительно дорогостоящим.
Хотя точная причина потери родия остается неясной, согласно гипотезе в US 4774361 и другой литературе, указанную потерю усиливают низкая концентрация монооксида углерода (CO) и высокая температура среды типичной стадии отделения продуктов. В US 6500991 описан способ замедления потери родия в катализируемом органофосфитом процессе посредством охлаждения концентрированного катализатора после удаления продукта и последующего введения CO в концентрированный поток. В US 6500991 также описано введение CO в резервуар сброса давления/мгновенного испарения перед стадией разделения. В любом варианте описываемое полное давление в зоне разделение составляет менее чем или равняется 1 бар (100 кПа). Таким образом, способ согласно US 6500991 представляет собой попытку стабилизации катализатора до и после зоны разделения без непосредственного решения проблемы потерь, которые могут возникать в жестких условиях стадии разделения.
В US 8404903 описан способ удаления альдегидного продукта при давлении выше атмосферного с использованием относительно умеренных температур. Однако такой способ не предлагает средств регулирования содержания CO, помимо изменения температуры конденсатора зоны разделения. Указанное средство регулирования ограничено узким диапазоном парциального давления CO, и необходим дорогостоящий холодильный блок для кондиционирования такого большого потока газов. При максимальном абсолютном полном давлении, составляющем 100 фунтов на квадратный дюйм (690 кПа), и мольном процентном содержании CO (16%), описанном в US 8404903, становится возможным максимальное абсолютное парциальное давление CO, составляющее 16 фунтов на квадратный дюйм (110 кПа), хотя при таком высоком давлении производительность зоны разделения является неприемлемо низкой, даже для удаления относительно летучего C5-альдегида. Это обусловлено тем, что требуется приемлемый баланс температуры испарителя и потока рециркулирующего газа для достижения приемлемой степени извлечения продукта и степени потери родия. В US 8404903 упомянуто, что присутствие CO в рециркулирующем газе должно быть благоприятным для устойчивости фосфитного лиганда, но в нем не упомянуто замедление или предотвращение потери родия.
С учетом недостатков предшествующего уровня техники, остается потребность в средствах отделения имеющих высокие температуры кипения альдегидов от содержащего органофосфит родия катализатора гидроформилирования при одновременном уменьшении потери родия.
Сущность изобретения
Способ согласно настоящему изобретению представляет собой такой непрерывный способ гидроформилирования, который включает: (a) удаление из реактора неочищенного продукта; (b) направление неочищенного продукта в испаритель; (c) разделение неочищенного продукта в испарителе с получением содержащего катализатор жидкого потока и газофазного потока; и (d) поддержание в испарителе среднего абсолютного парциального давления CO, составляющего более чем 16 фунтов на квадратный дюйм (110 кПа).
В одном варианте реализации способ включает:
(a) направление в испаритель потока неочищенного продукта, содержащего один или более продуктов, один или более тяжелых побочных продуктов, катализатор на основе комплекса переходного металла с органофосфитными лигандами, один или более непрореагировавших реагентов и одну или более инертных легких фракций;
(b) удаление из испарителя потока верхних газовых фракций, содержащего один или более продуктов, один или более непрореагировавших реагентов, одну или более инертных легких фракций и часть тяжелых побочных продуктов, и направление указанного потока верхних газовых фракций в конденсатор;
(c) удаление из конденсатора содержащегося в конденсаторе потока верхних газовых фракций, содержащего один или более непрореагировавших реагентов и одну или более инертных легких фракций;
(d) рециркуляцию по меньшей мере части указанного содержащегося в конденсаторе потока верхних газовых фракций в испаритель;
(e) введение в испаритель, в качестве дополнения содержащегося в конденсаторе потока верхних газовых фракций, потока газа, содержащего CO, таким образом, что среднее абсолютное парциальное давление CO в испарителе составляет более чем 16 фунтов на квадратный дюйм (110 кПа); и
(f) удаление из испарителя, в качестве потока хвостовых фракций, жидкого рециркуляционного потока катализатора, содержащего катализатор на основе комплекса переходного металла с органофосфитными лигандами, и остатка тяжелых побочных продуктов.
Превышающее атмосферное давление, как правило, предотвращают как технологическое условие испарения альдегидов, содержащих 5 и более атомов углерода. Таким образом, увеличение парциального давления CO в жестких условиях превышающего атмосферное давления в испарителе неожиданно стабилизирует содержащий органофосфит родия катализатор, одновременно допуская удаление при умеренных температурах таких альдегидов, имеющих высокие температуры кипения.
Краткое описание чертежей
Фиг. 1 представляет собой технологическую блок-схему способа согласно одному варианту реализации настоящего изобретения.
Подробное описание изобретения
Способ гидроформилирования включает введение в контакт CO, H2 и по меньшей мере одного олефина в условиях гидроформилирования, достаточных для образования по меньшей мере одного альдегидного продукта в присутствии катализатора, содержащего переходный металл и гидролизующийся лиганд в качестве компонентов. Необязательные технологические компоненты включают амин и/или воду.
Все ссылки на Периодическую систему химических элементов и ее различные группы относятся к редакции, опубликованной в «CRC Handbook of Chemistry and Physics», издание 72, издательство CRC Press, 1991-1992 гг., стр. 1-11.
Если другое условие не определено и не следует из контекста, все части и процентные соотношения приведены на основании массы, и все методы испытаний приведены по состоянию на день подачи настоящей заявки. Для целей патентной практики США содержание любого цитируемого патента, патентной заявки или публикации во всей своей полное включено в настоящий документ посредством ссылки (или его эквивалент в американском варианте включен указанным образом посредством ссылки), в частности, в отношении описания определений (в такой степени, в которой они соответствуют любым конкретным определениям, приведенным в настоящем документе) и общеизвестных технических фактов.
При использовании в настоящем документе артикли «a», «an», «the», а также выражения «по меньшей мере один» и «один или более» использованы взаимозаменяемым образом. Термины «содержит», «включает» и соответствующие варианты не имеют ограничительного значения, когда указанные термины приведены в описании и формуле изобретения. Таким образом, например, выражение «водная композиция, которая содержит частицы гидрофобного полимера» может быть истолковано как означающее, что указанная композиция содержит частицы «одного или более» гидрофобных полимеров.
Кроме того, численные интервалы, упоминаемые в настоящем документе посредством конечных точек, включают все числа, заключенные в пределах указанного интервала (например, интервал от 1 до 5 включает числа 1; 1,5; 2; 2,75; 3; 3,80; 4; 5 и т.д.). Для целей настоящего изобретения следует понимать, в соответствии с тем, как это обычно понимает специалист в данной области техники, что численный интервал предусматривает включение и представления всех возможных субинтервалов, которые находятся в пределах указанного интервала. Например, интервал от 1 до 100 предусматривает включение субинтервалов от 1,01 до 100, от 1 до 99,99, от 1,01 до 99,99, от 40 до 60, от 1 до 55 и т.д. Кроме того, упоминаемые в настоящем документе численные интервалы и/или численные значения, включая такие упоминания в формуле изобретения, можно рассматривать как включающие термин «приблизительно». В таких случаях термин «приблизительно» означает численные интервалы и/или численные значения, которые являются практически такими же, как интервалы или значения, представленные в настоящем документе.
При использовании в настоящем документе термины «ч./млн.» и «мас. ч./млн.» означают число массовых частей на миллион.
Для целей настоящего изобретения термин «углеводород» предусматривает включение всех допустимых соединений, содержащих по меньшей мере один атом водорода и один атом углерода. Такие допустимые соединения могут также содержать один или более гетероатомов. В широком аспекте допустимые углеводороды включают ациклические (содержащие или не содержащие гетероатомы) и циклические, разветвленные и неразветвленные, карбоциклические и гетероциклические, ароматические и неароматические органические соединения, которые могут быть замещенными или незамещенными.
При использовании в настоящем документе термин «замещенный» предусматривает включение всех допустимых заместителей органических соединений, если не определено иное условие. В широком аспекте допустимые заместители включают ациклические и циклические, разветвленные и неразветвленные, карбоциклические и гетероциклические, ароматические и неароматические заместители органических соединений. Иллюстративные заместители включают, например, алкил, алкилокси, арил, арилокси, гидроксиалкил, аминоалкил, в которых число атомов углерода может составлять от 1 до 20 или более, предпочтительно от 1 до 12, а также атомы галогенов, гидроксильные группы и аминогруппы. Допустимые заместители могут присутствовать в единственном или множественном числе и быть одинаковыми или различными для соответствующих органических соединений. Настоящее изобретение не предназначено для ограничения каким-либо образом посредством допустимых заместителей органических соединений.
Термины «реакционная текучая среда», «реакционная среда» и «раствор катализатора» использованы в настоящем документе взаимозаменяемым образом, и они могут включать, но не ограничены этим, смеси, содержащие: (a) катализатор на основе комплекса металла с фосфорорганическими лигандами, (b) свободный фосфорорганический лиганд, (c) альдегидный продукт, образующийся в ходе реакции, (d) непрореагировавшие реагенты, (e) растворитель для указанного катализатора на основе комплекса металла с фосфорорганическими лигандами и указанного свободного фосфорорганического лиганда и, необязательно, (f) один или более фосфорнокислых соединений, образующихся в ходе реакции (которая может быть гомогенной или гетерогенной, и указанные соединения включают соединения, прикрепленные к поверхностям технологического оборудования). Реакционная текучая среда может заключать в себе, не ограничиваясь этим: (a) текучую среду в реакционной зоне, (b) поток текучей среды на своем пути в зону разделения, (c) текучую среду в зоне разделения, (d) рециркуляционный поток, (e) текучую среду, выводимую из реакционной зоны или зоны разделения, (f) выведенную текучую среду, обрабатываемую водным буферным раствором, (g) обработанную текучую среду возвращаемую в реакционную зону или зону разделения, (h) текучую среду во внешнем охлаждающем устройстве и (i) продукты разложения лигандов и соответствующие соли.
«Гидролизующиеся фосфорные лиганды» представляют собой лиганды на основе трехвалентного фосфора, которые содержат по меньшей мере одну связь P-Z, где Z представляет собой кислород, азот, хлор, фтор или бром. Примеры включают, но не ограничиваются этим, фосфиты, фосфино-фосфиты, бисфосфиты, фосфониты, бисфосфониты, фосфиниты, фосфорамидиты, фосфино-фосфорамидиты, бисфосфорамидиты, фторфосфиты и т.п. Лиганды могут включать хелатные структуры и/или могут содержать множество фрагментов P-Z, таких как полифосфиты, полифосфорамидиты и т.д. и смешанные фрагменты P-Z, такие как фосфит-фосфорамидиты, фторфосфит-фосфиты и т.п.
Термин «комплекс» при использовании в настоящем документе означает координационное соединение, образуемое посредством объединения одной или более электронодонорных молекул или атомов (т.е. лигандов) с одной или более электроноакцепторными молекулами или атомами (т.е. переходными металлами). Например, фосфорорганический лиганд, подходящий для использования согласно настоящему изобретению, содержит один донорный атом фосфора(III), имеющий одну неподеленную пару электронов, который способен образовывать ковалентную связь с атомом металла. Полифосфорорганический лиганд, подходящий для использования согласно настоящему изобретению, содержит два или более донорных атомов фосфора(III), причем каждый из них имеет одну неподеленную пару электронов, и каждый из них способен образовывать ковалентную связь независимо или, возможно, во взаимодействии (например, посредством образования хелатного комплекса) с атомом переходного металла. Монооксид углерода может также присутствовать и образовывать комплексы с переходным металлом. Конечный состав комплексного катализатора может также содержать один или более дополнительных лигандов, таких как лиганды, описанные выше, например, водород, моноолефин или анион, удовлетворяющий координационному центру или ядерному заряду металла.
Для целей настоящего изобретения термины «тяжелые побочные продукты» и «тяжелые фракции» использованы взаимозаменяемым образом и означают образующиеся в процессе гидроформилирования жидкие побочные продукты, имеющие при нормальных условиях температуру кипения, которая превышает по меньшей мере на 25°C температуру кипения при нормальных условиях желательного продукта указанного процесса. В ходе реакции гидроформилирования, например, когда реагент включает один или более олефинов, желательный продукт часто содержит один или более изомерных альдегидов, а также тяжелые фракции.
Для целей настоящего изобретения термины «исходные материалы/хвостовые фракции» и «соотношение исходных материалов и хвостовых фракций» использованы взаимозаменяемым образом и означают соотношение массы реакционной текучей среды, которая поступает в зону разделения, и массы концентрированных выходящих фракций (хвостовых фракций из испарителя), которые выходят из нижней части зоны разделения и возвращаются в первый реактор гидроформилирования. Соотношение исходных материалов и хвостовых фракций представляет собой показатель степени, в которой летучие фракции, такие как альдегидный продукт, удаляются из реакционной текучей среды. Например, соотношение исходных материалов и хвостовых фракций, равное 2, означает, что масса реакционной текучей среды, которая поступает в зону разделения, в два раза превышает массу концентрированных выходящих фракций, возвращаемых в первый реактор.
Для целей настоящего изобретения термины «каплеотбойная ёмкость» «отбойный резервуар» и «резервуар мгновенного испарения» использованы взаимозаменяемым образом и означают секции низкого давления между реакционной зоной и испарителем. Резервуар мгновенного испарения обеспечивает быструю дегазацию реакционной текучей среды и упрощает регулирование парциальных давлений в испарителе. В таких резервуарах, как правило, поддерживают давления и температуры значительно ниже уровней, установленных в реакторах гидроформилирования.
Для целей настоящего изобретения термин «легкие фракции» означает материалы, которые имеют при нормальных условиях температуру кипения, составляющую 25°C или менее при атмосферном давлении. При использовании в настоящем документе термин «инертные легкие фракции» или «легкие инертные фракции» означает легкие фракции, которые практически не реагируют в ходе данного процесса. Термин «реакционноспособные легкие фракции» означает легкие фракции, которые способны реагировать в значительной степени в ходе данного процесса. В качестве примера, в процессе гидроформилирования реакционноспособные легкие фракции включают монооксид углерода и водород, в то время как инертные легкие фракции включают алканы, такие как алканы, которые присутствуют в исходных олефинах, вступающих в реакцию, и другие инертные газы, такие как азот.
Термин «практически изобарические условия» и аналогичные термины означают практически постоянное давление или изменение давления, составляющее 1 бар (100 кПа) или менее, предпочтительно 0,5 бар (50 кПа) или менее. Другими словами, в одном варианте реализации настоящего изобретения максимальное изменение давления в стриппере фазы продуктов и конденсаторе продуктов составляет 1 бар (100 кПа) или менее, предпочтительно 0,5 бар (50 кПа) или менее.
Термины «испаритель», «испаритель отдувочного газа», «стриппер» и «стриппер фазы продуктов» использованы в настоящем документе взаимозаменяемым образом и означают разделительное устройство, которое использует отдувочный газ, чтобы способствовать отделению компонентов содержащего продукты потока от продукта.
При использовании в настоящем документе термин «среднее парциальное давление CO» означает среднее парциальное давление монооксида углерода, определяемое на паровом выпуске испарителя в течение по меньшей мере 10-минутного периода работы в стационарных условиях. Определение мольного процентного содержания CO в составе газа с использованием газовой хроматографии (ГХ) хорошо известно; парциальное давление CO затем вычисляют посредством измерения полного давления с использованием закона Рауля.
При использовании в настоящем документе термин «среднее парциальное давление H2» означает среднее парциальное давление водорода, определяемое на паровом выпуске испарителя в течение по меньшей мере 10-минутного периода работы в стационарных условиях. Определение мольного процентного содержания H2 в составе газа с использованием газовой хроматографии (ГХ) хорошо известно; парциальное давление водорода затем вычисляют посредством измерения полного давления с использованием закона Рауля.
Водород и монооксид углерода могут быть получены из любого подходящего источника, включая операции крекинга и переработки нефти. Предпочтительный источник водорода и CO представляют собой смеси на основе синтетического газа.
Термин «синтетический газ» (или «синтез-газ») представляет собой наименование, данное газовой смеси, которая содержит в переменных количествах CO и H2. Соответствующие способы получения хорошо известны. Водород и CO, как правило, представляют собой основные компоненты синтетического газа, но синтетический газ может содержать CO2 и инертные газы, такие как N2 и Ar. Молярное соотношение H2 и CO изменяется в значительной степени, но обычно составляет от 1:100 до 100:1 и предпочтительно от 1:10 до 10:1. Синтетический газ представляет собой товарный продукт, и его часто используют в качестве источника топлива или в качестве промежуточного продукта для получения других химических веществ. Наиболее предпочтительное молярное соотношение H2:CO для химического производства составляет от 3:1 до 1:3, и обычно целевое значение составляет приблизительно от 1:2 до 2:1 для большинства приложений гидроформилирования.
Замещенные или незамещенные олефиновые реагенты, которые могут быть использованы в способе гидроформилирования, включают как оптически активные (прохиральные и хиральные), так и оптически неактивные (ахиральные) олефиновые ненасыщенные соединения, содержащие от 2 до 40 атомов углерода, предпочтительно от 3 до 30 атомов углерода и предпочтительнее от 4 до 20 атомов углерода. Указанные соединения подробно описаны в US 7863487. Такие олефиновые ненасыщенные соединения могут иметь концевые или внутренние ненасыщенные фрагменты и представлять собой имеющие неразветвленную цепь, разветвленную цепь или циклические структуры, а также смеси олефинов, такие как смеси, получаемые в результате димеризации смешанных бутенов, олигомеризации пропена, бутена, изобутена и т.д. (такие как так называемый димерный, тримерный или тетрамерный пропилен и аналогичные соединения, как описано, например, в US 4518809 и 4528403).
Прохиральные и хиральные олефины, подходящие для использования в асимметричном гидроформилировании, могут быть использованы для получения смесей энантиомерных альдегидов. Иллюстративные оптически активные или прохиральные олефиновые соединения, подходящие для использования в асимметричном гидроформилировании, описаны, например, в патентах США №№ 4329507, 5360938 и 5491266.
В способе гидроформилирования преимущественно используют растворитель. Может быть использован любой подходящий растворитель, который не производит нежелательного воздействия на процесс гидроформилирования. В качестве иллюстрации, подходящие растворители для катализируемых родием процессов гидроформилирования включают растворители, описанные, например, в патентах США №№ 3527809, 4148830, 5312996 и 5929289. В катализируемых родием процессах гидроформилирования может быть предпочтительно использованы, в качестве первичного растворителя, альдегидные соединения, соответствующие желательным для получения альдегидным продуктам и/или имеющим более высокие температуры кипения жидким побочным продуктам конденсации альдегидов, которые, например, могут быть получены на месте применения в ходе процесса гидроформилирования, как описано, например, в US 4148380 и 4247486. Первичный растворитель, как правило, содержит, в конечном счете, как альдегидные продукты, так и имеющие более высокие температуры кипения жидкие побочные продукты конденсации альдегидов («тяжелые фракции»), вследствие природы непрерывного процесса. Количество растворителя не имеет особенно большого значения и должно лишь быть достаточным для получения реакционной среды с желательной величиной концентрации переходного металла. Как правило, количество растворителя составляет от приблизительно 5 массовых процентов до приблизительно 95 массовых процентов по отношению к полной массе реакционной текучей среды. Могут быть использованы и смеси растворителей.
Иллюстративные комплексы металлов с фосфорорганическими лигандами, подходящие для использования в таких реакциях гидроформилирования, включают катализаторы на основе комплекса металла с фосфорорганическими лигандами. Указанные катализаторы, а также способы их получения хорошо известны в технике и включают те, которые описаны в патентах, упоминаемых в настоящем документе. Как правило, такие катализаторы могут быть получены предварительно или получены на месте применения, и они содержат металл в составе комплекса с фосфорорганическими лигандами, монооксидом углерода и необязательно водородом. Точная структура катализатора остается неизвестной.
Катализатор на основе комплекса металла с фосфорорганическими лигандами может быть оптически активным или оптически неактивным. Металлы могут включать металлы групп 8, 9 и 10, и их выбирают из родия (Rh), кобальта (Co), иридия (Ir), рутения (Ru), железа (Fe), никеля (Ni), палладия (Pd), платины (Pt), осмия (Os) и их смесей, причем металлы предпочтительно представляют собой родий, кобальт, иридий и рутений, предпочтительнее родий, кобальт и рутений, особенно родий. Могут быть использованы смеси указанных металлов. Допустимые фосфорорганические лиганды, которые составляют комплексы металлов с фосфорорганическими лигандами и свободные фосфорорганические лиганды, включают моно-, ди-, три- и высшие полифосфорорганические лиганды. В катализаторе на основе комплекса металла с фосфорорганическими лигандами и/или в качестве свободных лигандов могут быть использованы смеси лигандов, и такие смеси могут быть одинаковыми или различными. В одном варианте реализации настоящего изобретения может быть использована смесь моноорганофосфитных и органополифосфитных, например, бисфосфитных лигандов.
Фосфорорганические соединения, которые могут служить в качестве лигандов катализатора на основе комплекса металла с фосфорорганическими лигандами и/или свободных лигандов, могут представлять собой ахиральный (оптически неактивный) или хиральный (оптически активный) тип и являются хорошо известными в технике. Предпочтительными являются ахиральные фосфорорганические лиганды.
Среди фосфорорганических лигандов, которые могут служить в качестве лигандов катализатор на основе комплекса металла с фосфорорганическими лигандами, существуют моноорганофосфитные, диорганофосфитные, триорганофосфитные и органополифосфитные соединения. Такие фосфорорганические лиганды и способы их получения хорошо известны в технике.
Типичные моноорганофосфиты могут включать соединения, имеющие формулу:
 <<I>>
<<I>>
в которой R10 представляет собой замещенный или незамещенный трехвалентный углеводородный радикал, содержащий от 4 до 40 атомов углерода или более, такой как трехвалентные ациклические трехвалентные циклические радикалы, например, трехвалентные алкиленовые радикалы, такие как радикалы, произведенные из 1,2,2-триметилолпропана, и аналогичные радикалы, или трехвалентные циклоалкиленовые радикалы, такие как радикалы, произведенные из 1,3,5-тригидроксициклогексана, и аналогичные радикалы. Такие моноорганофосфиты можно найти в более подробном описании, например, в US 4567306.
Типичные диорганофосфиты могут включать соединения, имеющие формулу:
 <<II>>
<<II>>
в которой R20 представляет собой замещенный или незамещенный двухвалентный углеводородный радикал, содержащий от 4 до 40 атомов углерода или более, и W представляет собой замещенный или незамещенный одновалентный углеводородный радикал, содержащий от 1 до 18 атомов углерода или более.
Типичные замещенные и незамещенные одновалентные углеводородные радикалы, представленные как W в приведенной выше формуле (II), включают алкильные и арильные радикалы, в то время как типичные замещенные и незамещенные двухвалентные углеводородные радикалы, представленные как R20, включают двухвалентные ациклические радикалы и двухвалентные ароматические радикалы. Иллюстративные двухвалентные ациклические радикалы включают, например, алкиленовые, алкилен-окси-алкиленовые, алкилен-S-алкиленовые, циклоалкиленовые радикалы и алкилен-NR24-алкиленовый радикал, в котором R24 представляет собой атом водорода или замещенный или незамещенный одновалентный углеводородный радикал, например, алкильный радикал, содержащий от 1 до 4 атомов углерода. Более предпочтительные двухвалентные ациклические радикалы представляют собой двухвалентные алкиленовые радикалы, такие как радикалы, описанные более подробно, например, в патентах США №№ 3415906 и 4567302, и аналогичные радикалы. Иллюстративные двухвалентные ароматические радикалы включают, например, арилен, бисарилен, арилен-алкилен, арилен-алкилен-арилен, арилен-окси-арилен, арилен-NR24-арилен, в котором R24 является таким, как определено выше, арилен-S-арилен, арилен-S-алкилен и т.п. Предпочтительнее R20 представляет собой двухвалентный ароматический радикал, такой как радикалы, описанные более подробно, например, в патентах США №№ 4599206, 4717775, 4835299, и аналогичные радикалы.
Представителями более предпочтительного класса диорганофосфитов являются соединения, имеющие формулу:
 <<III>>
<<III>>
в которой радикал W является таким, как определено выше, все радикалы Ar являются одинаковыми или различными и представляют собой замещенные или незамещенные арильные радикалы, все числа y являются одинаковыми или различными и принимают значение 0 или 1, Q представляет собой двухвалентную мостиковую группу, выбранную из -C(R33)2-, -O-, -S-, -NR24-, Si(R35)2 и -CO-, в котором все радикалы R33 являются одинаковыми или различными и представляют собой атом водорода, алкильный радикал, содержащий от 1 до 12 атомов углерода, фенил, толил и анизил, радикал R24 является таким, как определено выше, все радикалы R35 являются одинаковыми или различными и представляют собой атом водорода или метильный радикал, и m принимает значение 0 или 1. Такие диорганофосфиты описаны более подробно, например, в патентах США №№ 4599206, 4717775 и 4835299.
Типичные триорганофосфиты могут включать соединения, имеющие формулу:
 <<IV>>
<<IV>>
в которой все радикалы R46 являются одинаковыми или различными и представляют собой замещенный или незамещенный одновалентный углеводородный радикал, например, алкильные, циклоалкильные, арильные, алкарильные и аралкильные радикалы, которые могут содержать от 1 до 24 атомов углерода. Иллюстративные триорганофосфиты включают, например, триалкилфосфиты, диалкиларилфосфиты, алкилдиарилфосфиты, триарилфосфиты и подобные соединения, такие как, например, триметилфосфит, триэтилфосфит, бутилдиэтилфосфит, диметилфенилфосфит, трифенилфосфит, тринафтилфосфит, бис(3,6,8-три-трет-бутил-2-нафтил)метилфосфит, бис(3,6,8-три-трет-бутил-2-нафтил)циклогексилфосфит, трис(3,6-ди-трет-бутил-2-нафтил)фосфит, бис(3,6,8-три-трет-бутил-2-нафтил)фенилфосфит и бис(3,6,8-три-трет-бутил-2-нафтил)(4-сульфонилфенил)фосфит и т.п. Наиболее предпочтительный триорганофосфит представляет собой трифенилфосфит. Такое триорганофосфиты описаны более подробно, например, в патентах США №№ 3527809 и 5277532.
Типичные органополифосфиты содержат два или более третичных (трехвалентных) атомов фосфора и могут включать соединения, имеющие формулу:
 <<V>>
<<V>>
в которой X представляет собой замещенный или незамещенный n-валентный органический мостиковый радикал, содержащий от 2 до 40 атомов углерода, все радикалы R57 являются одинаковыми или различными и представляют собой двухвалентный органические радикал, содержащий от 4 до 40 атомов углерода, все радикалы R58 являются одинаковыми или различными и представляют собой замещенные или незамещенные одновалентные углеводородные радикалы, содержащие от 1 до 24 атомов углерода, числа a и b могут быть одинаковыми или различными, и каждое из них принимает значение от 0 до 6, при том условии, что сумма a + b составляет от 2 до 6 и n равняется сумме a + b. Следует понимать, что когда a принимает значение, составляющее 2 или более, все радикалы R57 могут быть одинаковыми или различными. Все радикалы R58 также могут быть одинаковыми или различными в любом данном соединении.
Типичные n-валентные (предпочтительно двухвалентные) органические мостиковые радикалы, обозначенные как X, и типичные двухвалентные органические радикалы, представленные выше как R57, включают как ациклические радикалы, так и ароматические радикалы, такие как алкиленовые, алкилен-Qm-алкиленовые, циклоалкиленовые, ариленовые, бисариленовые, арилен-алкиленовые и арилен-(CH2)y-Qm-(CH2) y-ариленовые радикалы, и аналогичные радикалы, в которых все из Q, y и m являются такими, как определено выше в формуле (III). Более предпочтительные ациклические радикалы, представленные выше как X и R57, представляют собой двухвалентные алкиленовые радикалы, в то время как более предпочтительные ароматические радикалы, представленные выше как X и R57, представляют собой двухвалентные ариленовые и бисариленовые радикалы, такие как радикалы, описанные более подробно, например, в патентах США №№ 4769498, 4774361, 4885401, 5179055, 5113022, 5202297, 5235113, 5264616, 5364950 и 5527950. Каждый из типичных предпочтительных одновалентных углеводородных радикалов, которые представлены выше как R58, включают алкильные и ароматические радикалы.
Иллюстративные предпочтительные органополифосфиты могут включать бисфосфиты, такие как соединения, представленные ниже формулами (VI)-(VIII):
 <<VI>>
<<VI>>
 <<VII>>
<<VII>>
 <<VIII>>
<<VIII>>
причем все радикалы R57, R58 и X в формулах (VI)-(VIII) являются такими, как определено выше для формулы (V). Предпочтительно каждый R57 и X представляет собой двухвалентный углеводородный радикал, выбранный из алкилена, арилена, арилен-алкилен-арилена и бисарилена, в то время как каждый радикал R58 представляет собой одновалентный углеводородный радикал, выбранный из алкильных и арильных радикалов. Органофосфитные лиганды, имеющие такие формулы (V)-(VIII), можно найти в описаниях, например, в патентах США №№ 4668651, 4748261, 4769498, 4774361, 4885401, 5113022, 5179055, 5202297, 5235113, 5254741, 5264616, 5312996, 5364950 и 5391801.
В формулах (VI)-(VIII) R10, R20, R46, R57, R58, Ar, Q, X, m, и y являются такими, как определено выше. Наиболее предпочтительно X представляет собой двухвалентный арил-(CH2)y-(Q)m-(CH2)y -арильный радикал, в котором каждое число индивидуально принимает значение 0 или 1; m принимает значение 0 или 1, и Q представляет собой -O-, -S- или -C(R35)2- где все радикалы R35 являются одинаковыми или различными и представляют собой атом водорода или метильный радикал. Предпочтительнее каждый алкильный радикал в определенных выше группах R58 может содержать от 1 до 24 атомов углерода, и каждый арильный радикал в определенных выше групп Ar, X, R57 и R58 приведенных выше формул (VI)-(VIII) может содержать от 6 до 18 атомов углерода, причем указанные радикалы могут быть одинаковыми или различными, в то время как предпочтительные алкиленовые радикалы X могут содержать от 2 до 18 атомов углерода, и предпочтительные алкиленовые радикалы R57 могут содержать от 5 до 18 атомов углерода. Кроме того, двухвалентные радикалы Ar и двухвалентные арильные радикалы X в приведенных выше формулах предпочтительно представляют собой фениленовые радикалы, в которых мостиковая группа, представляющая собой -(CH2)y-(Q)m-(CH2)y-, присоединена к указанным фениленовым радикалам в положениях, которые представляют собой орто-положения по отношению к атомам кислорода в данных формулах, которые присоединяют фениленовые радикалы к соответствующему атому фосфора в данных формулах. Кроме того, предпочтительно, что любой радикал-заместитель, который присутствует в таких фениленовых радикалах, присоединяется в пара- и/или орто-положениях фениленовых радикалов по отношению к атому кислорода, который присоединяет данные замещенные фениленовые радикалы к соответствующему атому фосфору.
Любые из радикалов R10, R20, R57, R58, W, X, Q и Ar таких органофосфитов, имеющих приведенные выше формулы (I)-(VIII), могут быть замещенными, если это желательно, и содержать любой подходящий заместитель, содержащий от 1 до 30 атомов углерода, что не производит неблагоприятного воздействия на желательный результат способа согласно настоящему изобретению. Заместители, которые могут присутствовать на указанных радикалах, дополняя соответствующие углеводородные радикалы, такие как алкильные, арильные, аралкильные, алкарильные и циклогексильные заместители, могут содержать, например, силильные радикалы, такие как -Si(R35)3; аминные радикалы, такие как -N(R15)2; фосфиновые радикалы, такие как -арил-P(R15)2; ацильные радикалы, такие как -C(O)R15; ацилоксильные радикалы, такие как -OC(O)R15; амидорадикалы, такие как -CON(R15)2 и -N-(R15)COR15; сульфонильные радикалы, такие как -SO2R15, алкоксильные радикалы, такие как OR15; сульфинильные радикалы, такие как -SOR15, фосфонильные радикалы, такие как -P(O)(R15)2, а также атомы галогенов, нитрогруппы, цианогруппы, трифторметильные, гидроксильные радикалы и т.д., причем все радикалы R15 индивидуально представляют собой одинаковые или различные одновалентные углеводородные радикалы, содержащие от 1 до 18 атомов углерода (например, алкильные, арильные, аралкильные, алкарильные и циклогексильные радикалы), при том условии, что в аминных заместителях, таких как -N(R15)2, каждый R15, взятый совместно с другим, может также представлять собой двухвалентную мостиковую группу, которая образует гетероциклический радикал с атомом азота, а в амидных заместителях, таких как -C(O)N(R15)2 и -N(R15)COR15, каждый радикал R15, присоединенный к атому N, может также представлять собой атом водорода. Следует понимать, что любые из замещенных или незамещенных углеводородных радикальных групп, которые составляют конкретный данный органофосфит, могут быть одинаковыми или различными.
Более конкретно, иллюстративные заместители включают первичные, вторичные и третичные алкильные радикалы, такие как метил, этил, н-пропил, изопропил, бутил, втор-бутил, трет-бутил, неопентил, н-гексил, амил, втор-амил, трет-амил, изооктил, децил, октадецил и т.п.; арильные радикалы, такие как фенил, нафтил и т.п.; аралкильные радикалы, такие как бензил, фенилэтил, трифенилметил и т.п.; алкарильные радикалы, такие как толил, ксилил и т.п.; алициклические радикалы, такие как циклопентил, циклогексил, 1-метилциклогексил, циклооктил, циклогексилэтил и т.п.; алкоксильные радикалы, такие как метоксильный, этоксильный, пропоксильный, трет-бутоксильный, -OCH2CH2OCH3, -O(CH2CH2) 2OCH3, O(CH2CH2)3OCH3 и т.п.; арилоксильные радикалы, такие как фенооксильный и т.п.; а также силильные радикалы, такие как Si(CH3)3, -Si(OCH3)3, -Si(C3H7)3 и т.п.; аминные радикалы, такие как -NH2, -N(CH3)2, -NHCH3, NH(C2H5) и т.п.; арилфосфиновые радикалы, такие как -P(C6H5)2 и т.п.; ацильные радикалы, такие как -C(O)CH3, C(O)C2H5, -C(O)C6H5 и т.п.; карбонилоксильные радикалы, такие как -C(O)OCH3 и т.п.; оксикарбонильные радикалы, такие как -O(CO)C6H5 и т.п.; амидные радикалы, такие как CONH2, -CON(CH3)2, -NHC(O)CH3 и т.п.; сульфонильные радикалы, такие как -S(O)2C2H5 и т.п.; сульфинильные радикалы, такие как -S(O)CH3 и т.п.; сульфидильные радикалы, такие как SCH3, -SC2H5, -SC6H5 и т.п.; фосфонильные радикалы, такие как -P(O)(C6H5)2, P(O)(CH3)2, P(O)(C2H5)2, -P(O)(C3H7)2, -P(O)(C4H9)2,
-P(O)(C6H13)2, -P(O)CH3(C6H5), P(O)(H)(C6H5) и т.п.
Конкретные иллюстративные примеры таких органофосфитных лигандов включают следующие: трис(2,4-ди-трет-бутилфенил)фосфит, 2-трет-бутил-4-метоксифенил(3,3'-ди-трет-бутил-5,5'-диметокси-1,1'-бифенил-2,2'-диил)фосфит, метил(3,3'-ди-трет-бутил-5,5'-диметокси-1,1'-бифенил-2,2'-диил)фосфит, 6,6'-[[3,3'-бис(1,1-диметилэтил)-5,5'-диметокси-[1,1'-бифенил]-2,2'-диил]бис(окси)]бис-дибензо[d,f][1,3,2]диоксафосфепин, 6,6'-[[3,3',5,5'-тетракис(1,1-диметилэтил)-1,1'-бифенил]-2,2'-диил]бис(окси)]бис-дибензо[d,f][1,3,2]-диоксафосфепин, (2R,4R)-ди[2,2'-(3,3', 5,5'-тетракис-трет-бутил-1,1-бифенил)]-2,4-пентилдифосфит, (2R, 4R)-ди[2,2'-(3,3'-ди-трет-бутил-5,5'-диметокси-1,1'-бифенил)]-2,4-пентилдифосфит, 2-[[2-[[4,8,-бис(1,1-диметилэтил), 2,10-диметоксидибензо-[d,f][1,3,2]диоксофосфепин-6-ил]окси]-3-(1,1-диметилэтил)-5-метоксифенил]метил]-4-метокси, метиленди-2,1-фенилентетракис[2,4-бис(1,1-диметилэтил)фениловый] эфир фосфористой кислоты и [1,1'-бифенил]-2,2'-диил-тетракис[2-(1,1-диметилэтил)-4-метоксифениловый] эфир фосфористой кислоты.
В одном варианте реализации органофосфитный лиганд включает органобисфосфитный лиганд. В одном варианте реализации лиганд представляет собой бидентатный фосфорамидитный лиганд, такой как бидентатный фосфорамидитный лиганд класса, описанного, например, в WO 00/56451 A1.
Катализатор на основе комплекса металла с фосфорорганическими лигандами может присутствовать в гомогенной или гетерогенной форме. Например, предварительно изготовленные катализаторы на основе комплексов родия с гидридными, карбонильными и фосфорорганическими лигандами может быть получен и введен в реакционную смесь для гидроформилирования. Предпочтительнее катализаторы на основе комплексов родия с фосфорорганическими лигандами могут быть получены из предшественника родиевого катализатора, который может быть введен в реакционную среду для получения активного катализатора на месте применения. Например, предшественники родиевого катализатора, такие как ацетилацетонат дикарбонилродия, Rh2O3, Rh4(CO)12, Rh6(CO)16, Rh(NO3)3 и т.п., могут быть введены в реакционную смесь вместе с фосфорорганическим лигандом для получения активного катализатора на месте применения. В предпочтительном варианте реализации ацетилацетонат дикарбонилродия используют в качестве родиевого предшественника и в присутствии растворителя вводят в реакцию с фосфорорганический лигандом для получения предшественника каталитического комплекса родия с фосфорорганическими лигандами, который вводят в реактор вместе с избытком (свободного) фосфорорганического лиганда для получения активного катализатора на месте применения. В любом случае, оказывается достаточным, что монооксид углерода, водород и фосфорорганический лиганд представляют собой все лиганды, которые способны образовывать комплексы с металлом, и что активный катализатор на основе комплекса металла с фосфорорганическими лигандами присутствует в реакционной смеси в условиях, используемых в реакции гидроформилирования. Карбонильные и фосфорорганические лиганды могут образовывать комплексы с родием предварительно или на месте применения в ходе процесса гидроформилирования.
В качестве иллюстрации, предпочтительная композиция предшественника катализатора состоит, в основном, из солюбилизированного предшественника комплекса родия с карбонильными и органофосфитными лигандами, растворителя и, необязательно, свободного органофосфитного лиганда. Предпочтительная композиция предшественника катализатора может быть получена посредством изготовления раствора ацетилацетоната дикарбонилродия, органического растворителя и органофосфитного лиганда. Фосфорорганический лиганд легко замещает один из карбонильных лигандов предшественника комплекса ацетилацетоната родия, о чем свидетельствует выделение газообразного монооксида углерода.
Соответственно, катализатор на основе комплекса металла с фосфорорганическими лигандами преимущественно включает комплекс металла с монооксидом углерода и фосфорорганическим лигандом, причем указанный лиганд соединяется (образует комплекс) с металлом в хелатной и/или нехелатной форме.
Могут быть использованы смеси катализаторов. Количество катализатора на основе комплекса металла с фосфорорганическими лигандами, присутствующего в реакционной текучей среде, должно представлять собой лишь минимальное количество, которое является необходимым для обеспечения используемой заданной желательной концентрации металла, и которое обеспечит основу для по меньшей мере каталитического количества металла, необходимого для катализа конкретного рассматриваемого процесса гидроформилирования, такого как описано, например, в вышеупомянутых патентах. Как правило, концентрация каталитического металла, например, родия, составляющая от 10 мас. ч./млн. до 1000 мас. ч./млн. и вычисленная в расчете на свободный металл в реакционной среде, должна быть достаточный для большинства процессов, в то время как обычно оказывается предпочтительным использование от 10 до 500 мас. ч./млн. металла и предпочтительнее от 25 до 350 мас. ч./млн. металла.
Помимо катализатора на основе комплекса металла с фосфорорганическими лигандами, в реакционной среде может также присутствовать свободный фосфорорганический лиганд (т.е. лиганд, который не связан в комплекс с металлом). Свободный фосфорорганический лиганд может соответствовать любому из определенных выше фосфорорганических лигандов, обсуждаемых выше. Предпочтительно, что свободный фосфорорганический лиганд является таким же, как фосфорорганический лиганд используемого катализатора на основе комплекса металла с фосфорорганическими лигандами. Однако такие лиганды не обязательно должны быть одинаковыми в любой данном процессе. В способе гидроформилирования согласно настоящему изобретению может присутствовать от 0,1 моль или менее до 100 моль или более свободного фосфорорганического лиганда на 1 моль металла в реакционной среде. Предпочтительно способ гидроформилирования осуществляют в присутствии от 1 до 50 моль фосфорорганического лиганда на 1 моль металла, присутствующего в реакционной среде. Предпочтительнее, для органополифосфитов, используют от 1,1 до 4 моль органополифосфитного лиганда на 1 моль металла. Указанные количества фосфорорганического лиганда представляют собой сумму количества фосфорорганического лиганда, который соединяется (образует комплекс) с присутствующим металлом, и количества присутствующего свободного фосфорорганического лиганда. Если это желательно, дополнительный фосфорорганический лиганд можно вводить в реакционную среду для процесса гидроформилирования в любое время и любым подходящим способом, например, поддерживая заданный уровень свободного лиганда в реакционной среде.
Применение водного буферного раствора, например, в экстракционной системе, для предотвращения и/или уменьшения гидролитического разложения органофосфитного лиганда и дезактивации комплекса металла с органофосфитными лигандами хорошо известно и описано, например, в US 5741942 и US 5741944. Могут быть использованы смеси буферных растворов.
Необязательно органическое соединение азота может быть введено в реакционную текучую среду для гидроформилирования в целях нейтрализации побочных продуктов кислотного гидролиза, которые образуются в результате гидролиза фосфорорганического лиганда, как описано, например, в US 4567306 и US 5731472. Такие органические соединения азота могут быть использованы для реакции и нейтрализации кислых соединений посредством образования солей с соответствующими продуктами превращения, чтобы тем самым предотвратить образование комплексов каталитического металла с побочными продуктов кислотного гидролиза и, таким образом, способствовать сохранению активности катализатора, который присутствует в реакционной зоне в условиях реакции.
Способ гидроформилирования и условия его осуществления хорошо известны. Процесс гидроформилирования может быть асимметричным или неасимметричным, причем предпочтительный процесс является неасимметричным, и он может быть осуществлен в любом периодическом, непрерывном или полунепрерывном режиме и может включать любую желательную операцию рециркуляции катализатора в жидкой и/или газовой фазе.
Используемые условия реакции гидроформилирования будет определять желательный тип альдегидного продукта. Например, полное давление газа, включая водород, монооксид углерода и олефиновое исходное соединение, в процессе гидроформилирования может составлять от 1 до 69000 кПа. Однако, как правило, оказывается предпочтительным осуществление данного способа при полном давлении газа, включая водород, монооксид углерода и олефин исходное соединение, составляющем менее чем 14000 кПа и предпочтительнее менее чем 3400 кПа. Минимальное полное давление ограничено преимущественно количеством реагентов, необходимым для получения желательной скорости реакции. Более конкретно, парциальное давление монооксида углерода в процессе гидроформилирования составляет предпочтительно от 1 до 6900 кПа и предпочтительнее от 21 до 5500 кПа, в то время как парциальное давление водорода составляет предпочтительно от 34 до 3400 кПа и предпочтительнее от 69 до 2100 кПа. Как правило, молярное соотношение газообразных H2 и CO может составлять от 1:10 до 100:1 или более, причем более предпочтительное молярное соотношение составляет от 1:10 до 10:1.
Как правило, способ гидроформилирования может быть осуществлен при любой пригодной для работы температуре реакция. Преимущественно способ гидроформилирования осуществляют при температуре реакции от -25°C до 200°C, предпочтительно от 50°C до 120°C.
Способ гидроформилирования может быть осуществлен с использованием одного или более подходящих реакторов, таких как, например, реактор с неподвижным слоем, реактор с псевдоожиженным слоем, реактор-резервуар с постоянным перемешиванием (CSTR) или суспензионный реактор. Оптимальные размеры и форма катализаторов будут зависеть от типа используемого реактора. Используемая реакционная зона может представлять собой единый резервуар или может включать два или более отдельных резервуаров.
Способ гидроформилирования согласно настоящему изобретению может быть осуществлен на одной или более стадий или ступеней. Точно число реакционных стадий или ступеней будет определено наилучшим соотношением между капитальными расходами и достижением высокой селективности, активности, продолжительности службы и простоты эксплуатации катализатора, а также специфической реакционной способностью рассматриваемых исходных материалов, а также устойчивостью исходных материалов и желательными условиями реакции по отношению к продукту реакции.
В одном варианте реализации способ гидроформилирования подходящий для использования согласно настоящему изобретению может быть осуществлен в многоступенчатом реакторе, таким образом, как описано, например, в US 5728893. Такие многоступенчатые реакторы могут иметь конструкцию с внутренними, физическими барьерами, которые создают более чем одну теоретическую реакционноспособную ступень в расчете на резервуар.
Как правило, оказывается предпочтительным осуществление способа гидроформилирования в непрерывном режиме. Непрерывные способы гидроформилирования хорошо известны в технике; наиболее предпочтительный способ гидроформилирования включает непрерывный процесс рециркуляции жидкого катализатора. Подходящие процессы рециркуляции жидкого катализатора описаны, например, в патентах США №№ 4668651, 4774361, 5102505 и 5110990.
Фиг. 1 иллюстрирует интегрированный способ гидроформилирования согласно настоящему изобретению. Как показывает фиг. 1, исходный олефиновый поток 1, содержащий одно или более олефиновых соединений и необязательно одну или более инертных легких фракций, поступает в систему реакторов гидроформилирования 100, включающую один или более реакторов гидроформилирования (реакторов оксосинтеза). Одновременно газообразный исходный поток 2, содержащий монооксид углерода, водород и необязательно один или более газообразных инертных веществ также поступает в систему реакторов гидроформилирования 100. Для цели упрощения система реакторов гидроформилирования проиллюстрирована на фиг. 1 как единый блок, но она преимущественно включает ряд последовательно соединенных реакторов гидроформилирования.
Рециркуляционный поток катализатора 23, который включает катализатор на основе комплекса переходного металла с органомонофосфитными лигандами, предпочтительно, катализатор на основе комплекса родия с органомонофосфитными лигандами, и необязательно свободный или незакомплексованный органомонофосфитный лиганд, солюбилизированный и растворенный в жидкой фазе тяжелых побочных продуктов, также поступает в систему реакторов гидроформилирования 100, в которой происходит гидроформилирование олефина с образованием потока неочищенных продуктов гидроформилирования 21, содержащего один или более альдегидных продуктов, один или более тяжелых побочных продуктов, один или более непрореагировавший олефиновых реагентов, катализатор на основе комплекса переходного металла с органофосфитными лигандами, свободный органофосфитный лиганд, а также легкие фракции, включая инертные легкие фракции, монооксид углерода и необязательно водород. В одном варианте реализации настоящего изобретения поток неочищенных продуктов гидроформилирования 21 представляет собой поток, содержащий жидкость и газ, причем газ может быть частично растворенным в жидкости. Вентиляционный поток реактора 27, содержащий, главным образом, легкие компоненты, включая инертные легкие фракции, водород и монооксид углерода, может быть выведен сверху как газообразный поток из реакторной системы 100 из любого одного или более находящихся в ней реакторов. В потоке 21 может быть использован необязательный резервуар мгновенного испарения (не проиллюстрированный) для снижения давления и удаления избытка H2.
Поток жидких продуктов гидроформилирования 21 поступает в блок испарителя отдувочного газа 200, из которого получают поток верхних газовых фракций 22, содержащий один или более альдегидных продуктов, один или более непрореагировавших олефиновых реагентов, часть тяжелых побочных продуктов, и легкие фракции, включая одну или более инертных легких фракций, монооксид углерода, и необязательно водород. Поток верхних газовых фракций 22 из испарителя отдувочного газа поступает в конденсатор продуктов 300, из которого получают содержащийся в конденсаторе поток верхних газовых фракций 28, содержащий часть одного или более олефиновых реагентов, часть инертных легких фракций, монооксид углерода и необязательно водород. Из конденсатора 300 получают поток жидких продуктов 26, содержащий один или более альдегидных продуктов, часть тяжелых побочных продуктов из потока верхних газовых фракций из испарителя и остаток одного или более непрореагировавших олефиновых реагентов. Содержащийся в конденсаторе поток верхних газовых фракций 28 разделяют на рециркуляционный поток 24, который направляют обратно в испаритель отдувочного газа 200 через нагнетатель 400, и поток 25, который может быть возвращен в систему реакторов гидроформилирования 100, или сожжен, или использован в качестве топлива, или использован в другом последующем процессе. Рециркуляционный поток 24 содержит один или более непрореагировавших олефиновых реагентов и легкие фракции, включая одну или более инертных легких фракций, монооксид углерода и необязательно водород, и его направляют в нагнетатель 400. Поток 25 содержит один или более непрореагировавших олефиновых реагентов и легкие фракции, включая одну или более инертных легких фракций, монооксид углерода и необязательно водород. Из испарителя отдувочного газа 200 рециркуляционный поток катализатора 23 получают как поток хвостовых фракций из испарителя, содержащий остаток тяжелых побочных продуктов, катализатор на основе комплекса переходного металла с органофосфитными лигандами и необязательно свободный органофосфитный лиганд. Рециркуляционный поток катализатора 23 возвращают как жидкий поток катализатора обратно в систему реакторов гидроформилирования 100.
Поток 55 можно использовать, чтобы вводить CO непосредственно в испаритель 200 и/или в другую точку потока 24 перед поступлением в испаритель 200 через поток 20. Парциальное давление CO в испарителе может быть измерено непосредственно в испарителе или косвенно посредством анализа одного или более соответствующих входящих и/или выходящих потоков испарителя, таким образом, как, например, путем соответствующего выбора потоков 20, 22, 24, 25, 55 и/или 28.
Без введения CO парциальное давление CO в рециркуляционном потоке верхних газовых фракций будет изменяться в зависимости от температуры эксплуатации конденсатора 300. В таком случае изменение температуры эксплуатации конденсатор 300 обеспечивает незначительное регулирование желательного количества CO, рециркулирующего в испаритель 200 для стабилизации катализатора гидроформилирования и не обеспечивает достижение достаточным количеством CO желательного абсолютного парциального давления CO, составляющего, например, от более чем 16 фунтов на квадратный дюйм (110 кПа) до 50 фунтов на квадратный дюйм (345 кПа). Таким образом, один отличительный признак настоящего изобретения представляет собой введение CO в испаритель 200, например, через линию 55, как представлено на фиг. 1.
Значительное количество CO, вводимого через линию 55, будет возвращено через линию 24 в зависимости от соотношения распределения между линией 24 и линией 25. Указанная рециркуляция уменьшает полную величину потока из линии 55, требуемого для поддержания парциального давления CO в испарителе отдувочного газа по сравнению с традиционными испарителями вследствие относительно низкой растворимости CO в выпускаемых потоках жидких продуктов. Поток в линии 55 регулируют, чтобы поддерживать наблюдаемое парциальное давление CO в испарителе в пределах желательных интервалов. Указанную линию можно также использовать для введения содержащего CO отдувочного газа в ходе ввода в эксплуатацию, когда подходящий газ из предшествующего процесса может оказаться недоступным. В разнообразных вариантах реализации настоящего изобретения потоки, эквивалентные потоку 55, можно вводить в любых точках в испарителе. Однако оказывается предпочтительным введение CO в испаритель посредством смешивания дополнительного исходного потока CO с отдувочным газом 24 перед поступлением в испаритель в качестве потока 20.
Поток 55 преимущественно представляет собой содержащий CO поток, и предпочтительно в нем практически отсутствуют содержащие серу или галогениды примеси и кислород (O2). Источник потока 55 может представлять собой такой же источник, как источник CO и H2 для зоны реакция гидроформилирования, но он предпочтительно обогащен CO с использованием традиционных технологий, таких как технологии абсорбции при переменном давлении или мембранного разделения. Для указанных технологий концентрирования можно вводить свежий синтетический газ и/или один из вентиляционных потоков из блока гидроформилирования. Как правило, чем выше содержание CO в потоке 55, тем меньше величина вентиляционного потока 25, что приводит к уменьшению вентиляционных потерь.
Реакционная текучая среда из реакторов гидроформилирования может поступать непосредственно в испаритель отдувочного газа. Испаритель отдувочного газа представлен на фиг. 1 как единый блок 200, но испаритель может включать ряд последовательно соединенных испарителей, которые работают при различных давлениях.
В качестве альтернативы, реакционная текучая среда может поступать сначала в резервуар мгновенного испарения, чтобы снижать давление и выводить реакционноспособные и инертные легкие фракции, и после этого оставшаяся жидкость может поступать в испаритель отдувочного газа. Например, резервуар мгновенного испарения, работающий при давлении в интервале между давлением реактора (100) и давлением испарителя (200), позволяет удалять газы, такие как водород, CO2, метан, азот, аргон и подобные до того, как они поступят в испаритель. Это не только позволяет быстро снизить концентрацию указанных газов, но помогает предотвратить их накопление в рециркулированном отдувочном газе. Накопление таких газов потребует более высокой скорости подачи свежего СО (поток 55) и скорости потока продувки (поток 25) для достижения желаемого парциального давления СО в испарителе. Таким образом, использование резервуара мгновенного испарения перед испарителем может расширить технически приемлемое рабочее давление испарителя (то есть позволяет снизить общее давление) и может привести к более экономичной эксплуатации.
Состав реакционной текучей среды из реактора гидроформилирования, за исключением катализатор на основе комплекса переходного металла с фосфорорганическими лигандами и каких-либо свободных лигандов, преимущественно включает от приблизительно 38 до приблизительно 58 массовых процентов одного или более альдегидных продуктов, от приблизительно 16 до приблизительно 36 массовых процентов тяжелых фракций побочных продуктов, от приблизительно 2 до приблизительно 22 массовых процентов непрореагировавших олефиновых реагентов, от приблизительно 1 до приблизительно 22 массовых процентов инертных легких фракций, от приблизительно 0,02 до приблизительно 0,5 массового процента монооксида углерода и менее чем приблизительно 100 мас. ч./млн. водорода, что в сумме составляет 100 массовых процентов.
Оборудование испарителя может иметь традиционную конструкцию, и специалисту в данной области техники известны многочисленные примеры. Конструкция испарителя преимущественно включает ряд вертикальных труб внутри теплообменника. Оптимальные размеры испарителя (число труб, диаметр и длина) определяет мощность установки, и их может легко определять специалист в данной области техники. Примеры испарителей и их применение описаны в US 8404903.
Чтобы поддерживать парциальное давление CO согласно настоящему изобретению, может оказаться необходимым выпуск части рециркулированного отдувочного газа посредством вентиляционным потоком 25. Альдегид, непрореагировавшие олефины и алканы, увлеченные в вентиляционный поток, могут быть извлечены посредством конденсации. Конденсация может быть осуществлена в любом подходящим конденсаторе с использованием любой подходящей теплоносящей текучей среды. Примеры таких текучих среда включают, например, охлажденную воду, концентрированный солевой раствор или другие солевые растворы, теплоносящую текучую среду под фирменным наименованием DOWTHERM или другие теплообменные текучие среды, включая соответствующие смеси.
Поскольку испаритель отдувочного газа и конденсатор продуктов могут работать при практически постоянном давлении, никакое чрезмерное сжатие газообразных потоков не требуется в некоторых вариантах реализации способа согласно настоящему изобретению. Нагнетатель или вентилятор может быть соответствующим образом использован для циркуляции рециркулирующего газа из конденсатора продуктов в стриппер. По сравнению с компрессионным блоком, для нагнетателя или вентилятора требуются значительно меньшие капитальные расходы и эксплуатационные расходы; однако компрессионный блок может быть использован, если это желательно. Как правило, стриппер и конденсатор продуктов работают при абсолютном давлении в интервале от 1,5 бар (150 кПа) до 4 бар (400 кПа) и предпочтительно от 2 до 3 бар (от 200 до 300 кПа).
Абсолютное парциальное давление CO в испарителе отдувочного газа преимущественно поддерживают в интервале от более чем 16 фунтов на квадратный дюйм (110 кПа) до 50 фунтов на квадратный дюйм (345 кПа) посредством введения содержащего CO потока, например, как представлено на фиг. 1 через линию 55. В одном варианте реализации настоящего изобретения испаритель работает при температуре, которая является достаточно высокой, чтобы удалять по меньшей мере часть тяжелых фракций из получаемой текучей среды в газовом потоке верхних фракций, и все же достаточно низкой, чтобы обеспечивать устойчивость катализатора и фосфорорганического лиганда в испарителе. Предпочтительно технологическая температура на выпуске испарителя составляет по меньшей мере 80°C, и предпочтительнее она составляет по меньшей мере 90°C. Предпочтительно, технологическая температура на выпуске испарителя составляет не более чем 130°C, и предпочтительнее она составляет не более чем 120°C. Абсолютное полное давление в испарителе преимущественно составляет по меньшей мере 16 фунтов на квадратный дюйм (110 кПа), предпочтительно оно составляет по меньшей мере 20 фунтов на квадратный дюйм (138 кПа), и наиболее предпочтительно оно составляет по меньшей мере 25 фунтов на квадратный дюйм (172 кПа). Абсолютное полное давление в испарителе преимущественно составляет не более чем 100 фунтов на квадратный дюйм (689 кПа), и предпочтительно оно составляет не более чем 60 фунтов на квадратный дюйм (414 кПа). Абсолютное парциальное давление CO составляет более чем 16 фунтов на квадратный дюйм (110 кПа), предпочтительно более чем 20 фунтов на квадратный дюйм (138 кПа) и наиболее предпочтительно выше 25 фунтов на квадратный дюйм абсолютное (172 кПа). Здесь отсутствует преимущество абсолютного парциального давления CO выше 50 фунтов на квадратный дюйм (345 кПа), поскольку при этом требуется более высокая температура испарителя для поддержания производительность; таким образом, абсолютное парциальное давление CO составляет предпочтительно не более чем 50 фунтов на квадратный дюйм (345 кПа), предпочтительно менее чем 40 фунтов на квадратный дюйм (276 кПа) и предпочтительнее менее чем 35 фунтов на квадратный дюйм (241 кПа). Испаритель преимущественно работает при массовом соотношении потоков неочищенного жидкого продукта и жидкой хвостовой фракции, составляющем от 1,5/1 до 5/1, предпочтительно от 2/1 до 3/1. Массовое соотношение потока неочищенного жидкого продукта и потока рециркулирующего газа в испаритель составляет предпочтительно более чем 0,1/1, предпочтительнее более чем 0,25/1, но предпочтительно менее чем 2/1 и предпочтительнее менее чем 1/1. В одном варианте реализации настоящего изобретения абсолютное парциальное давление H2 в испарителе составляет от 0,1 фунта на квадратный дюйм (0,7 кПа) или от 3 фунтов на квадратный дюйм (21 кПа) до менее половины парциального давления CO. В одном варианте реализации настоящее изобретение представляет собой способ, который описан в настоящем документе, и в котором испаритель отдувочного газа и конденсатор продуктов работают в практически изобарических условиях.
Поток верхних газовых фракций из испарителя поступает в конденсатор. В конденсаторе может быть использована любая желательная охлаждающая среда, и тип охлаждающей среды не имеет определенного значения. В одном варианте реализации настоящего изобретения в конденсаторе использовано традиционное водяное охлаждение. Вода представляет собой предпочтительную охлаждающую среду при температуре эксплуатации, составляющей от температуры замерзания (т. е. более чем 0°C) до приблизительно 50°C, предпочтительно от приблизительно 34°C до приблизительно 45°C.
Поток верхних фракций из конденсатора преимущественно разделяют на газовый вентиляционный поток и газовый рециркуляционный поток в испаритель. В одном варианте реализации настоящего изобретения газовый рециркуляционный поток из конденсатора в испаритель включает менее чем 5 массовых процентов альдегидных продуктов.
Применение синтетического газа, содержащего приблизительно 50 мол.% H2, увеличивает полное давление в испарителе, и, таким образом, предпочтительным является очищенный CO. Если используют синтетический газ, он не обязательно должен иметь такое же соотношение H2/CO, как синтетический газ, поступающий в блок гидроформилирования, поскольку небольшая часть указанного синтетического газа будет присутствовать в потоке 23, рециркулирующем обратно в систему гидроформилирования. Предпочтительный источник указанного содержащего CO потока 55 представляет собой вентиляционный поток реактора, который был пропущен через конденсатор для удаления основной части конденсирующихся веществ, таких как альдегидный продукт и олефиновые исходные материалы, необязательно в сочетании с мембранным сепаратором для дополнительного обогащения потока CO.
В одном варианте реализации настоящее изобретение представляет собой непрерывный способ, включающий: (a) введение в контакт CO, H2, олефина и катализатора, содержащего родий и органофосфитный лиганд, предпочтительно моноорганофосфитный лиганд, в реактор в условиях реакции гидроформилирования для получения альдегидного продукта; (b) удаление содержащего жидкий продукт потока из реактора; (c) направление содержащего жидкий продукт потока испаритель; (d) введение в испаритель газофазного потока, содержащего CO; (e) разделение содержащего жидкий продукт потока в испарителе с получением содержащего катализатор жидкого потока и газофазного потока; и (f) поддержание среднего абсолютного парциального давления CO в испарителе, составляющего более чем 16 фунтов на квадратный дюйм (110 кПа), предпочтительно по меньшей мере 17 фунтов на квадратный дюйм (117 кПа).
Преимущественно способ согласно настоящему изобретению обеспечивает снижение потери родия и тем самым снижает расходы на катализатор в сопоставлении со сравнительным способом, в котором не поддерживается указанное парциальное давление CO. В одном варианте реализации настоящего изобретения поток неочищенного продукта получают посредством введения в контакт CO, H2, олефина и катализатора, содержащего родий и органофосфитный лиганд, в реакционной зоне в условиях реакции гидроформилирования с получением альдегидного продукта в потоке неочищенного продукта. В одном варианте реализации настоящего изобретения способ дополнительно включает удаление, в качестве потока хвостовых фракций из испарителя, рециркуляционного жидкого потока катализатора, содержащий катализатор на основе комплекса переходного металла с органофосфитными лигандами и тяжелые побочные продукты.
В одном варианте реализации настоящее изобретение предлагает средство удаления продукта в процессе гидроформилирования с рециркуляцией жидкости, включая: (a) направление потока неочищенного продукта, содержащий один или более продуктов, один или более тяжелых побочных продуктов, катализатор на основе комплекса переходного металла с органофосфитными лигандами, один или более непрореагировавших реагентов, и одну или более инертных легких фракций, в испаритель отдувочного газа; (b) удаление из испарителя потока верхних газовых фракций, содержащего один или более продуктов, один или более непрореагировавших реагентов, одну или более инертных легких фракций и часть тяжелых побочных продуктов, (c) направление потока верхних газовых фракций в конденсатор; (d) удаление из конденсатора потока верхних газовых фракций, содержащего один или более непрореагировавших реагентов и одну или более инертных легких фракций, (e) рециркуляцию в испаритель части содержащегося в конденсаторе потока верхних газовых фракций; и (f) удаление, в качестве потока хвостовых фракций из испарителя, жидкого рециркуляционного потока катализатора, содержащий катализатор и остаток тяжелых побочных продуктов, в котором абсолютное парциальное давление CO в испарителе поддерживают на среднем уровне, составляющем от 17 фунтов на квадратный дюйм (117 кПа) до 50 фунтов на квадратный дюйм (345 кПа).
В одном варианте реализации настоящее изобретение предлагает интегрированный способ гидроформилирования, разделение катализатора и продукта и регулирование содержания тяжелых побочных продуктов в рециркуляционном потоке катализатора, причем данный способ включает: (a) введение в контакт исходного потока для гидроформилирования, содержащего один или более олефиновых реагентов и одну или более инертных легких фракций, с CO и водородом присутствии катализатора на основе комплекса переходного металла с органофосфитными лигандами и, необязательно, свободного органофосфитного лиганда, в условиях гидроформилирования, достаточных для получения потока неочищенных жидких продуктов гидроформилирования, содержащего один или более альдегидных продуктов, один или более тяжелых побочных продуктов, катализатор на основе комплекса переходного металла с органофосфитными лигандами, необязательно, свободный органофосфитный лиганд, один или более непрореагировавших олефиновых реагентов, а также легкие фракции, включая одну или более инертных легких фракций, монооксид углерода и, необязательно, водород; (b) направление потока неочищенных жидких продуктов гидроформилирования в испаритель отдувочного газа; (c) удаление из испарителя отдувочного газа потока верхних газовых фракций, содержащего один или более альдегидных продуктов, один или более непрореагировавших олефиновых реагентов, часть одного или более тяжелых побочных продуктов, а также легкие фракции, включая одну или более инертных легких фракций, монооксид углерода и необязательно водород; и направление потока верхних газовых фракций из испарителя в конденсатор; (d) удаление из конденсатора потока верхних газовых фракций, содержащего один или более непрореагировавших олефиновых реагентов и легкие фракции, включая одну или более инертных легких фракций, монооксид углерода и необязательно водород; (e) рециркуляцию части содержащегося в конденсаторе потока верхних газовых фракций в испаритель; и (f) удаление, в качестве потока хвостовых фракций из испарителя, жидкого рециркуляционного потока катализатора, содержащего остаток тяжелых побочных продуктов, катализатор на основе комплекса переходного металла и лигандов и необязательно свободный органофосфитный лиганд, и рециркуляцию жидкого рециркуляционного потока катализатора на стадию (a), в котором абсолютное парциальное давление CO в содержащемся в конденсаторе потоке верхних газовых фракций на стадия (c) составляет от 17 фунтов на квадратный дюйм (117 кПа) до 50 фунтов на квадратный дюйм (345 кПа).
Иллюстративные оптически неактивные альдегидные продукты включают например, пропионовый альдегид, н-масляный альдегид, изомасляный альдегид, н-валериановый альдегид, 2-метил-1-масляный альдегид, гексаналь, гидроксигексаналь, 2-метил-1-гептаналь, нонаналь, 2-метил-1-октаналь, деканаль, адипиновый альдегид, 2-метилглутаровый альдегид, 2-метиладипиновый альдегид, 3-гидроксипропионовый альдегид, 6-гидроксигексаналь, алкенали, например, 2-, 3- и 4-пентеналь, алкил-5-формилвалерат, 2-метил-1-нонаналь, 2-метил-1-деканаль, 3-пропил-1-ундеканаль, пентадеканаль, 3-пропил-1-гексадеканаль, эйкозаналь, 2-метил-1-трикозаналь, пентакозаналь, 2-метил-1-тетракозаналь, нонакозаналь, 2-метил-1-октакозаналь, гентриаконтаналь, 2-метил-1-триаконтаналь и т.п.
Иллюстративные оптически активные альдегидные продукты включают (энантиомерные) альдегидные соединения, полученные в процессе асимметричного гидроформилирования согласно настоящему изобретению, такой как, например, S-2-(п-изобутилфенил)-пропионовый альдегид, S-2-(6-метокси-2-нафтил)пропионовый альдегид, S-2-(3-бензоилфенил)-пропионовый альдегид, S-2-(3-фтор-4-фенил)фенилпропионовый альдегид, и S-2-(2-метилацетальдегид)-5-бензоилтиофен.
Конкретные варианты реализации изобретения
Все части и процентные доли в следующих примерах относятся к массе, если не определено иное условие. Давления в следующих примерах представлены как абсолютное давление, если не определено иное условие. Все операции, такие как получение растворов катализаторов, осуществляют в инертной атмосфере, если не определено иное условие. Сравнительные эксперименты не представляют собой варианты реализации настоящего изобретения.
Аналитическое определение родия осуществляют методами атомной абсорбции (АА), используя воздух/ацетилен, или индуктивно связанной плазмы (ИСП). Было обнаружено, что АА с использованием воздуха/ацетилена не обеспечивает надежное количественное определение связанного в кластеры родия, но, тем не менее, указанный метод можно все же использовать, чтобы определять «потери родия» (например, родий связан в кластер или по иной причине больше не присутствует в растворе). Считают, что ИСП позволяет определять весь родий, содержащийся в образце, независимо от формы, вследствие высокой температуры плазмы, и, таким образом, уменьшение содержания родия, измеряемого методом ИСП, показывает, что часть родия больше не присутствует в растворе. Изменение цвета (по сравнению с исходным бесцветным или светло-желтым раствором), потемнение или образование черной пленки или твердых веществ также свидетельствует о разложении катализатора.
Составы газов (мол.%) измеряют методом газовой хроматографии (ГХ), а затем парциальные давления вычисляют на основании полного давления с использованием закона Рауля. Следует понимать, что, помимо перечисленных выше компонентов, отдувочный газ, как правило, включает следовые примеси, например, имеющие абсолютное парциальное давление, не превышающее 0,5 фунта на квадратный дюйм (3,4 кПа).
Общая процедура
Если не определено иное условие, примеры и сравнительные эксперименты осуществляли, используя проточные реакторы Fisher Porter, имеющие объем 90 мл оборудованные средствами точного регулирования температуры и газовых потоков. Отходящие газы из реактора анализировали в потоке методом ГХ, чтобы определять парциальные давления. Смешивание в проточном реакторе осуществляется посредством непрерывного газового потока через распределитель на дне реактора. Реактор указанной конструкции подробно описан в патенте США № 5731472, описание которого включено в настоящий документ посредством ссылки.
 Лиганд A
Лиганд A
В типичном эксперименте растворитель (TEXANOL или тетраглим) добавляют в собранный реактор в атмосфере азота при температуре реакции. Затем добавляют концентрированный раствор лиганда A в толуоле и после этого концентрированный раствор родия, полученный из раствора ацетилацетоната дикарбонилродия в толуоле. Смесь, содержащую CO и H2 в соотношении 1:1, пропускают через жидкость в реакторе при абсолютном давлении 165 фунтов на квадратный дюйм (1138 кПа) в течение от 30 до 60 минут при 110°C, получая комплекс родия с лигандами. Затем осуществляют регулирование парциальных давлений в реакторе; после этого реакторы герметизируют и выдерживают при заданной температуре без перемешивания.
Сравнительный эксперимент A – не соответствует варианту реализации настоящего изобретения
Эксперимент осуществляют, используя оборудование согласно общей процедуре и моделируя «условия испарителя» посредством нагревания раствора в Texanol, содержащего 300 ч./млн. родия и 10 молярных эквивалентов лиганда A в реакторе при 110°C в атмосфере азота (абсолютное полное давление 165 фунтов на квадратный дюйм (1138 кПа)) при отсутствии синтетического газа или олефина. Указанные условия будут использованы в последующих экспериментах в качестве модели для типичного испарителя. Результаты представляют собой следующие:
В указанных условиях катализатор быстро разлагается, исходный прозрачный желтый раствор затем превращается в темный раствор с темным осадком, и происходит значительная потеря растворенного родия.
Примеры 1-3 и сравнительные эксперименты B и C
Согласно общей процедуре, растворы, содержащие 525 ч./млн. родия и 6 эквивалентов лиганда A в тетраглиме, помещают в отдельные реакторы. После контакта в течение от 30 до 60-минут с газом, содержащим CO:H2 в соотношении 1:1, реактор в сравнительном эксперименте B продувают азотом в течение приблизительно 60 минут, а затем герметизируют при абсолютном давлении 165 фунтов на квадратный дюйм (1138 кПа). Остальные реакторы продувают CO в течение приблизительно 60 минут, а затем герметизируют при давлениях, представленных в таблице 1. Через 7 суток из реакторов отбирают образцы для определения потери родия, и соответствующие результаты кратко представлены в таблице 1.
Таблица 1. Исследование воздействия CO при различных низких давлениях на возможность определения родия при 110°C.
Сравнительный эксперимент B показывает значительную потерю родия по данным атомно-абсорбционной спектроскопии (АА) и внешнему виду (родиевая чернь). Примеры 1-3 показывают значительное улучшение. При этом аналитические результаты показывают небольшую или нулевую потерю, а внешний вид показывает начало разложения катализатора, но со значительно меньшей скоростью в сопоставлении со сравнительным экспериментом.
Примеры 4-8 и сравнительный эксперимент D
Согласно общей процедуре, растворы, содержащие 300 ч./млн. родия и 10 эквивалентов лиганда A в тетраглиме, помещают в отдельные реакторы. После контакта в течение от 30 до 60-минут с газом, содержащим CO:H2 в соотношении 1:1, реактор в сравнительном эксперименте D продувают азотом в течение приблизительно 60 минут, а затем герметизируют при абсолютном давлении 165 фунтов на квадратный дюйм (1138 кПа). Остальные реакторы продувают CO в течение приблизительно 60 минут, а затем герметизируют при давлениях, представленных в таблице 2. Через 6 суток из реакторов отбирают образцы для определения потери родия, и соответствующие результаты кратко представлены в таблице 2.
Таблица 2. Исследование воздействия CO при различных низких давлениях на возможность определения родия при 110°C.
Результаты в таблицах 1 и 2 показывают, что потеря родия в значительной степени уменьшается посредством поддержания атмосферы CO, и, более конкретно, что абсолютные давления, составляющие более чем 16 фунтов на квадратный дюйм (110 кПа), обеспечивают желательный результат.
Примеры 9-11 и сравнительный эксперимент E
Согласно общей процедуре, растворы, содержащие 300 ч./млн. родия и 10 эквивалентов лиганда A в тетраглиме, помещают в отдельные реакторы при 110°C. После контакта в течение от 30 до 60-минут с газом, содержащим CO:H2 в соотношении 1:1, реактор в сравнительном примере E продувают азотом в течение приблизительно 60 минут, а затем герметизируют при абсолютном давлении 165 фунтов на квадратный дюйм (1138 кПа). Реактор в примере 9 продувают CO в течение приблизительно 60 минут, а затем герметизируют при давлении, указанном в таблице 3. Остальные реакторы продувают смесями CO и H2 в течение приблизительно 60 минут, а затем герметизируют при давлениях, указанных в таблице 3. Из реакторов отбирают образцы для определения потери родия, и соответствующие результаты кратко представлены в таблице 3.
Таблица 3. Исследование воздействия парциальных давлений CO и H2 на возможность определения родия при 110°C. Примечание: реактор, имеющий «абсолютное давление CO на уровне 0 фунтов на квадратный дюйм» нагревают в атмосфере азота.
конечного раствора
Результаты в таблице 3 показывают, что:
1) При отсутствии CO наблюдают критическое разложение катализатора.
2) Атмосфера синтетического газа с соотношением компонентов 1:1 обеспечивает некоторое преимущество по сравнению с атмосферой, обедненной CO. Однако предпочтительной является атмосфера, обогащенная CO или представляющая собой почти чистый CO.
3) Атмосфера синтетического газа с соотношением компонентов 1:1 является преимущественной по сравнению с атмосферой с соотношением CO:H2, составляющим 1:2.
4) CO при отсутствии H2 обеспечивает наилучшие эксплуатационные характеристики.
Поскольку гидроформилирование с родиевыми катализаторами может продемонстрировать высокий порядок ответа на [H2], его осуществление в обогащенной водородом атмосфере, очевидно, было бы благоприятным для максимального повышения степени превращения олефинов; однако эта среда не является наилучшей для катализатора. Тот факт, что поддержание атмосферы, обогащенной монооксидом углерода, замедляет образование родиевых кластеров, ярко демонстрирует способность стабилизации катализатора в испарителе отдувочного газа (т. е. в испарителе, где газовый поток использован для усиленного удаления продуктов).
Примеры 12-14 и сравнительные эксперименты F, G и H
Испытание проводят в автоклавах из нержавеющей стали, имеющих объем 100 мл и оборудованных мешалками и расходомерами для точного регулирования монооксид углерода, водорода и азота, а также электрическими нагревателями для точного регулирования температуры реактора. В каждый автоклав помещают растворы, содержащие 185 ч./млн. родия и 10 эквивалентов лиганда A в 50 мл толуола и продувают три раза синтетическим газом, имеющим соотношение компонентов 1:1 и абсолютное давление 115 фунтов на квадратный дюйм (794 кПа). Затем абсолютное давление синтетического газа, имеющего соотношение компонентов 1:1, выдерживают на уровне 115 фунтов на квадратный дюйм (794 кПа) и в процессе перемешивания осуществляют нагревание при 85°C в течение 30 минут, после чего выключают нагревание и оставляют растворы для охлаждения до комнатной температуры. Реакторы вентилируют, и абсолютное давление в них повышают до 599,5-607,5 фунтов на квадратный дюйм (4133,4-4188,6 кПа), используя различные газовые смеси, которые указаны в таблице 4. Растворы нагревают при 110°C в процессе перемешивания в течение 4 суток, и после этого реакторы охлаждают и вентилируют; вентиляционные потоки анализируют методом ГХ, определяя составы газа. Затем реакторы разбирают; концентрацию родия в каждом растворе измеряют методом ИСП, описывая внешний вид каждого раствора. Соответствующие результаты кратко представлены в таблице 4.
Таблица 4. Исследование воздействия парциального давления H2 на возможность определения родия при 110°C.
Результаты таблицы 4 дополнительно демонстрируют преимущество монооксида углерода и неблагоприятное воздействие водорода.
Пример 15
Фиг. 1 иллюстрирует способ гидроформилирования с последующим отделением альдегидного продукта и катализатора от потока продукта гидроформилирования с рециркуляцией жидкого потока катализатора обратно в зону реакции гидроформилирования введением содержащего CO потока в отдувочный газ (линия 55). Процесс в испарителе на фиг. 1 смоделирован с использованием программного обеспечения ASPEN Plus, поставляемого компанией ASPEN Technology, Inc. (Кембридж, штат Массачусетс, США). Здесь не использован отбойный резервуар между реакционной зоной и испарителем. Вентиляционная верхняя фракция из конденсатора испарителя поступает обратно в испаритель посредством нагнетателя 400 через линию 24, и дополнительный CO (чистота 95%) вводят через линию 55. Данная модель предполагает гидроформилирование C8- олефина монооксидом углерода и водородом в присутствии катализатора на основе комплекса родия и органофосфитных лигандов (лигандов A). Как представлено в таблице 4, модель ASPEN обеспечивает массовые балансы для потоков на фиг. 1, которые относятся к испарителю. В стационарном состоянии испаритель 200 работает в следующих условиях: абсолютное полное давление составляет 27,6 фунтов на квадратный дюйм (190 кПа), абсолютное парциальное давление CO составляет 24,9 фунта на квадратный дюйм (172 кПа), и температура в зоне испарения составляет 115°C. Технологическая температура на выпуске конденсатора 300 испарителя составляет 40°C. Абсолютное давление в потоке отдувочного газа 20, представляющего собой сумму потоков 24 и 55, составляет 31,9 фунт на квадратный дюйм (220 кПа) при 58°C, причем абсолютное парциальное давление CO составляет 28,9 фунтов на квадратный дюйм (199 кПа).
Таблица 5. Массовые потоки для впуска/выпуска испарителя с введением CO в отдувочный газ.
Таблица 5 показывает, что при очень малом потоке 55, добавляемом как поток CO, по сравнению с полной пропускной способностью 26 парциальное давление CO легко регулируется на абсолютном уровне, превышающем 24 фунта на квадратный дюйм (165 кПа) без какого-либо воздействия на предшествующую реакцию гидроформилирования, т. е. незначительное количество CO поступает из испарителя в реактор посредством потока 23. При отсутствии потока 55 абсолютное парциальное давление CO в испарителе составляло бы менее чем 5 фунтов на квадратный дюйм (34 кПа), как описано в US 8404903. Таблица 4 также показывает удаление димеров и тримеров для моделирования тяжелых фракций при скорости их образования и сохранении их концентрации в реакционной зоне на постоянном уровне с течением времени. Аналогичные результаты могут быть получены также и с другими олефинами, отличаясь, главным образом, в отношении полного давления в испарителе и температуры испарителя.
Пример 16, 17 и сравнительные эксперименты I и J
Испытание проведено в системе гидроформилирования с рециркуляцией жидкости, которая состоит из трех последовательно соединенных однолитровых резервуаров-реакторов из нержавеющей стали. Система оборудована массовыми расходомерами для точного регулирования монооксида углерода, водорода и азота, а также электрическими нагревателями для точного регулирования температур реакторов. Смесь C8-олефинов поступает в первый реактор с регулируемой скоростью. Часть жидкого реакционного раствора непрерывно поступает из конечного реактора в резервуар мгновенного испарения, в котором происходит начальное разделение газа и жидкости. Резервуар мгновенного испарения продувают азотом, и жидкий выходящий поток фильтруют и направляют на распределительную плиту наверху нагреваемой вертикально установленной трубы (испарителя). Жидкий выходящий поток стекает с поверхности трубы внутри испарителя под потоком движущегося газа (отдувочного газа). Скорость потока отдувочного газа регулируют, используя регулировочный клапан, установленный выше по потоку относительно компрессора, и поток точно измеряют, используя расходомер, установленный ниже по потоку относительно компрессора; молярный процентный состав отдувочного газа определяют посредством анализа методом ГХ. Выходящий поток из испарителя направляют в сепаратор газа и жидкости, расположенный на дне испарителя, где испаряющийся альдегид отделяется от нелетучих компонентов жидкого реакционного раствора. Испаряющийся альдегидный продукт конденсируют и собирают в приемник продукта; нелетучие компоненты, включая остаточный альдегид, альдегидные тяжелые фракции и концентрированный катализатор, перекачивают обратно в первый реактор в ряду. Летучие неконденсирующиеся газы рециркулируют с помощью компрессора и используют в качестве отдувочного газа.
В трехлитровую систему непрерывного гидроформилирования первоначально помещают раствор родия и лиганда A в смешанном C8-олефине и толуоле; в ходе непрерывной работы получаемый альдегид и продукты конденсации тяжелых альдегидов начинают служить в качестве растворителя в реакции (например, приблизительно через двое суток). Параметры реакции установлены, как кратко представлено в таблице 6.
Таблица 6. Параметры реакции для непрерывной работы трехлитровой реакционной системы.
Изменяют состав отдувочного газа и воздействие на потерю родия в системе измеряют с использованием ИСП. Результаты кратко представлены в таблице 7.
Таблица 7. Воздействие состава отдувочного газа на потерю родия.
Результаты в таблице 7 показывают, что:
• Наибольшая потеря родия возникает, когда отдувочный газ преимущественно представляет собой азот (сравнительный эксперимент J).
• Отдувочный газ, состоящий из синтетического газа (сравнительный эксперимент I), уменьшает степень потери родия по сравнению с отдувочным газом, состоящим из азота (сравнительный эксперимент J).
• Наилучшие результаты достигнуты, когда отдувочный газ преимущественно представляет собой CO (примеры16 и 17).
• Снова продемонстрировано неблагоприятное воздействие водорода (сравнительный эксперимент I в сопоставлении с примерами 16 и 17).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОФОРМИЛИРОВАНИЯ | 2018 |
|
RU2777364C2 |
| СПОСОБ ГИДРОФОРМИЛИРОВАНИЯ | 2015 |
|
RU2674698C1 |
| СПОСОБЫ ПРЕВРАЩЕНИЯ ОЛЕФИНОВ В СПИРТЫ, ПРОСТЫЕ ЭФИРЫ ИЛИ ИХ КОМБИНАЦИИ | 2017 |
|
RU2751511C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА | 2013 |
|
RU2639874C2 |
| СПОСОБЫ ХРАНЕНИЯ КАТАЛИЗАТОРОВ НА ОСНОВЕ ФОСФОРОРГАНИЧЕСКИХ ЛИГАНДОВ С ПЕРЕХОДНЫМИ МЕТАЛЛАМИ | 2012 |
|
RU2598386C2 |
| СПОСОБ ГИДРОФОРМИЛИРОВАНИЯ С ПОМОЩЬЮ ДВОЙНОГО ОТКРЫТО-КОНЦЕВОГО БИСФОСФИТНОГО ЛИГАНДА | 2009 |
|
RU2541537C2 |
| РЕГУЛИРОВАНИЕ СООТНОШЕНИЯ АЛЬДЕГИД НОРМАЛЬНОГО СТРОЕНИЯ: АЛЬДЕГИД ИЗО-СТРОЕНИЯ В ПРОЦЕССЕ ГИДРОФОРМИЛИРОВАНИЯ СО СМЕШАННЫМ ЛИГАНДОМ РЕГУЛИРОВАНИЕМ ПАРЦИАЛЬНОГО ДАВЛЕНИЯ СИНТЕЗ-ГАЗА | 2010 |
|
RU2546110C2 |
| КОМПОЗИЦИЯ КАТАЛИЗАТОРА, СОДЕРЖАЩАЯ КОМБИНАЦИЮ МОНОФОСФИНОВОГО, ТЕТРАФОСФИНОВОГО ЛИГАНДА, И СПОСОБ ГИДРОФОРМИЛИРОВАНИЯ С ЕЕ ПРИМЕНЕНИЕМ | 2019 |
|
RU2804660C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОСФИТНОГО ЛИГАНДА ПРОТИВ ДЕГРАДАЦИИ | 2013 |
|
RU2639156C2 |
| СПОСОБ ГИДРОФОРМИЛИРОВАНИЯ | 2019 |
|
RU2799818C2 |
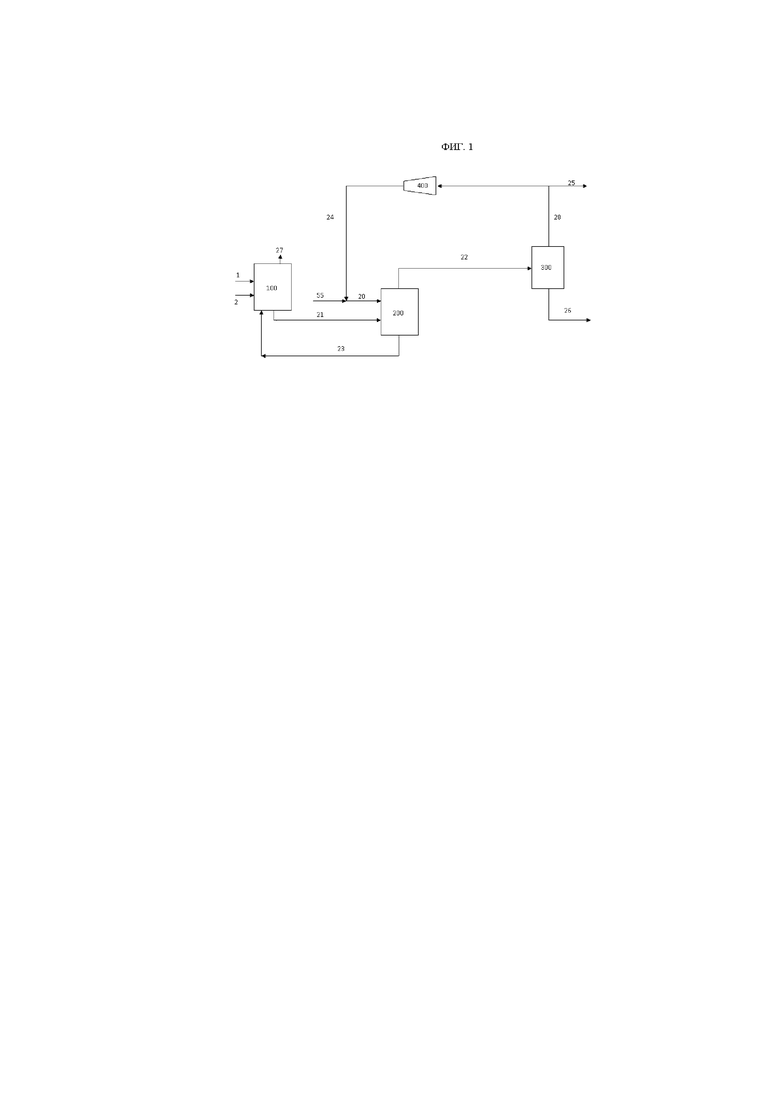
Изобретение относится к непрерывному способу гидроформилирования для образования альдегидного продукта, включающему (а) удаление реакционной текучей среды из реактора; (b) направление реакционной текучей среды в испаритель; (с) разделение реакционной текучей среды в испарителе с получением содержащего катализатор жидкого потока и газофазного потока и (d) поддержание среднего абсолютного парциального давления СО в испарителе, составляющего более чем 16 фунтов на квадратный дюйм (110 кПа), в котором реакционная текучая среда получена посредством введения в контакт СО, Н2, олефина и катализатора, содержащего родий и органофосфитный лиганд, в реакционной зоне в условиях реакции гидроформилирования с получением альдегидного продукта в реакционной текучей среде. 2 н. и 7 з.п. ф-лы, 1 ил., 7 табл., 17 пр.
1. Непрерывный способ гидроформилирования для образования альдегидного продукта, включающий:
(а) удаление реакционной текучей среды из реактора;
(b) направление реакционной текучей среды в испаритель;
(с) разделение реакционной текучей среды в испарителе с получением содержащего катализатор жидкого потока и газофазного потока; и
(d) поддержание среднего абсолютного парциального давления СО в испарителе, составляющего более чем 16 фунтов на квадратный дюйм (110 кПа), в котором реакционная текучая среда получена посредством введения в контакт СО, Н2, олефина и катализатора, содержащего родий и органофосфитный лиганд, в реакционной зоне в условиях реакции гидроформилирования с получением альдегидного продукта в реакционной текучей среде.
2. Непрерывный способ гидроформилирования для образования альдегидного продукта, включающий:
(a) направление в испаритель реакционной текучей среды, содержащей один или более продуктов, один или более тяжелых побочных продуктов, катализатор на основе комплекса переходного металла с органофосфитными лигандами, один или более непрореагировавших реагентов и одну или более инертных легких фракций;
(b) удаление из испарителя потока верхних газовых фракций, содержащего один или более продуктов, один или более непрореагировавших реагентов, одну или более инертных легких фракций и часть тяжелых побочных продуктов, и направление указанного потока верхних газовых фракций в конденсатор;
(c) удаление из конденсатора содержащегося в конденсаторе потока верхних газовых фракций, содержащего один или более непрореагировавших реагентов и одну или более инертных легких фракций;
(d) рециркуляцию в испаритель по меньшей мере части указанного содержащегося в конденсаторе потока верхних газовых фракций;
(e) введение в испаритель, в качестве дополнения содержащегося в конденсаторе потока верхних газовых фракций, потока газа, содержащего СО, таким образом, что среднее абсолютное парциальное давление СО в испарителе составляет более чем 16 фунтов на квадратный дюйм (110 кПа); и
(f) удаление из испарителя, в качестве потока хвостовых фракций, жидкого рециркуляционного потока катализатора, содержащего катализатор на основе комплекса переходного металла с органофосфитными лигандами, и остатка тяжелых побочных продуктов, в котором реакционная текучая среда получена посредством введения в контакт СО, Н2, олефина и катализатора, содержащего родий в качестве переходного металла и органофосфитный лиганд, в реакционной зоне в условиях реакции гидроформилирования с получением альдегидного продукта в реакционной текучей среде.
3. Способ по любому из предшествующих пунктов, в котором среднее парциальное давление СО в испарителе составляет по меньшей мере 20 фунтов на квадратный дюйм абсолютное (138 кПа).
4. Способ по любому из предшествующих пунктов, в котором технологическая температура на выпуске испарителя составляет по меньшей мере 80°С и предпочтительно составляет по меньшей мере 90°С.
5. Способ по любому из предшествующих пунктов, в котором продукт содержит альдегид.
6. Способ по любому из предшествующих пунктов, в котором в испарителе абсолютное парциальное давление Н2 составляет от 0,1 фунта на квадратный дюйм (0,7 кПа) до менее половины парциального давления СО.
7. Способ по любому из предшествующих пунктов, в котором катализатор представляет собой катализатор на основе комплекса переходного металла с органофосфитными лигандами, в котором лиганд включает органомонофосфитный лиганд.
8. Способ по любому из предшествующих пунктов, дополнительно включающий поддержание в испарителе среднего абсолютного парциального давления Н2, составляющего менее чем 2 фунта на квадратный дюйм (14 кПа).
9. Способ по любому из предшествующих пунктов, дополнительно включающий направление реакционной текучей среды в резервуар мгновенного испарения перед направлением реакционной текучей среды в испаритель.
| US 8404903 B2, 26.03.2013 | |||
| Способ получения альдегидов С @ -С @ | 1985 |
|
SU1516007A3 |
| US 6500991 B2, 31.12.2002 | |||
| US 4774361 A, 27.09.1988. | |||

