Изобретение относится к области металлообработки и предназначено для обработки деталей из различного сортамента сталей и их сплавов, где предъявляются повышенные требования к удалению стружки из зоны обработки на токарных станках оснащенных ЧПУ.
Известен способ дробления стружки (авторское свидетельство SU №664753, опубл. 30.05.1979 г.), при котором стружку завивают в спираль, диаметр которой вписывается в область термического влияния дуги, а затем осуществляют дополнительную ориентацию стружки в направлении, перпендикулярном оси ее перемещения с помощью свободно вращающегося на оси ролика.
Недостатком является необходимость обеспечивать изменение ориентации стружки в зависимости от изменяющихся режимов резания и размеров припуска в рабочем пространстве технологического оборудования с помощью свободно вращающегося на оси ролика.
Известен способ механической обработки с подогревом (авторское свидетельство SU №665983, опубл. 05.06.1979 г.), заключающиеся в том, что для осуществления дробления стружки создаются периодические кратковременные воздействия импульса тока плазматрона на поверхность резания для нанесения стружкоразделительных канавок.
Недостатком является наличие ударных нагрузок на режущий клин при прохождении стружкоразделительных канавок, приводящих к возникновению вибраций резца и снижению стойкости режущего инструмента. Помимо этого одновременное совмещение нанесения канавок и лезвийной обработки для устойчивой сегментации стружки является технологически сложным процессом.
Известен способ механической обработки с подогревом (авторское свидетельство SU №860936, опубл.07.09.1981 г.), при котором перед резцом на поверхности резания источником-плазмотроном на пересечении поверхности резания и обработанной поверхности, образуют канавку при помощи нагрева слоя металла подлежащего удалению до температуры, при которой его механические свойства изменяются, с последующим удалением обычным резцом.
Недостатком способа является возможность обеспечения стружкодробления исключительно на технологических операциях обдирки литых и кованых слитков, что является энергозатратным процессом.
Известен способ механической обработки труднообрабатываемых материалов с подогревом срезаемого слоя (авторское свидетельство SU №982847, опубл. 23.12.1982 г.), в соответствии с которым осуществляют локальный нагрев срезаемого слоя выше температуры рекристаллизации металла.
Недостатком способа является высокий коэффициент износа режущего кромки лезвийного инструмента, вызванного тем, что в зоне резания образуются высокие температуры из-за одновременного опережающего нагрева срезаемого слоя и операции точения, приводящего к увеличению вязкости обрабатываемого металла, что не позволяет обеспечить равномерную сегментацию сливной стружки.
Известен способ механической обработки с дроблением стружки (авторское свидетельство SU №1024155, опубл. 23.06.1983 г.), включающий нагрев обрабатываемой поверхности заготовки, осуществляемый газовой горелкой по винтовой линии с последующим охлаждением.
Недостатком способа является неустойчивость сегментирования стружки при механической обработке на различных режимах вследствие неопределенности параметров теплового воздействия и несогласованности их с параметрами механической обработки, приводя к неравномерным нагрузкам на режущий инструмент.
Известен способ механической обработки с дроблением стружки (патент РФ №2578875, опубл. 20.01.2016 г.), включающий нагрев обрабатываемой поверхности заготовки пламенем газовой горелки, при этом ось факела расположена по касательной к обрабатываемой поверхности, за счет чего на этапе механической обработки обеспечивается безударное врезание лезвийного инструмента, вследствие параллельного расположения главной режущей кромки, в линию с локальным термическим воздействием, что приводит к дроблению стружки вследствие изменения упругих ее свойств.
Недостатком способа является длительный нагрев поверхностного слоя и низкая скорость охлаждения после термической обработки. Сформировавшаяся структура неравномерно распределяется в поверхностном слое по объему термического воздействия, приводя в процессе резания к периодическим ударным нагрузкам инструмента, что сказывается на кинетике изнашивания режущей кромки, а так же понижает надежность стружкодробления.
Известен способ лазерно-механической обработки (авторское свидетельство SU №1583216, опубл.07.08.1990 г.), с целью повышения точности и расширения технологических возможностей, включающий нагрев заготовки лучом лазера, охлаждения ее до температуры окружающей среды, причем глубину лазерного воздействия определяют из соотношения hc-f≤t≤hc, где hc - глубина лазерного воздействия; f - допустимая глубина дефектного слоя; t - глубина резания.
Недостатком предлагаемого способа является скалывание режущей кромки по передней и задней поверхности в результате ударной нагрузки инструмента об упрочненный слой с микротвердостью Н=165 кг/мм2, что не позволит достичь снижения шероховатости по параметру Rz в 2.5 раза.
Известен способ механической обработки стальной заготовки с дроблением стружки (патент РФ №2641444, опубл. 17.01.2018 г.), принятый за прототип, включает предварительную подготовку обрабатываемой поверхности путем нагрева непрерывным лазерным лучом на глубину снимаемого припуска. Лазерный луч перемещают по прямой траектории с линейной скоростью и с постоянными мощностью излучения и длиной волны под углом наклона к обрабатываемой поверхности заготовки в пределах от 75 до 80° в виде сфокусированного светового пятна, диаметр которого выбирают из условия обеспечения плотности мощности, достаточной для фазовых превращений в структуре заготовки на глубину припуска и формирования в ней локальной метастабильной зоны с измененными упругими свойствами, пересечение которой с плоскостью резания обеспечивает сегментацию и дробление стружки. Достигается повышение надежности стружкодробления.
Недостатком вышеприведенного способа является высокая динамическая силовая нагрузка на вершину резца, образованной передней и вспомогательной режущей кромкой, возникающая при соударение с метастабильной структурой, сформированной на глубину припуска, что приводит к снижению стойкости, возникновению механических дефектов на вершине и формирующих ее прилегающих кромках, увеличению вибраций, ухудшению шероховатости поверхности, снижению сегментирующих свойств.
Техническим результатом является повышение надежности сегментирования стружки и предохранения вершины режущего инструмента от ударных нагрузок при вхождении в зону с метастабильной структурой, что позволяет снизить динамические силовые нагрузки на вершину резца, повысить стойкость инструмента, уменьшить влияние колебательного процесса, снизить показатели шероховатости.
Технический результат достигается тем, что дополнительно заготовке сообщают вращение с частотой nзаг, которое формирует локальную метастабильную зону на поверхности заготовки по винтовой линии с углом наклона, который при последующей обработке режущим инструментом, с положительным углом наклона главной режущей кромки, в плоскости резания совместно с главным углом в плане образует угол не более 90°, при этом необходимое соотношение объема метастабильной структуры νM к объему срезаемого слоя νсрез определяется из диапазона 0.66≤νM/νсрез≤8 в пределах подач 0.063…0.2 мм/об, глубин резания 0.15…1 мм и глубин метастабильной структуры от 0.1 до 0.7 мм для увеличения стойкости инструмента и устойчивой сегментации сливной стружки.
Способ механической обработки стальной заготовки с дроблением стружки поясняется следующими фигурами:
фиг. 1 - схема нанесения предварительного локального лазерного воздействия на заготовку по винтовой траектории;
фиг. 2 - схема процесса механической обработки заготовки с односпиральной метастабильной структурой;
фиг. 3 - область вхождения и выхода вершины режущего инструмента;
фиг. 4 - граница области устойчивого сегментирования сливной стружки, где:
1 - лазерное излучение, отклоненное на α°;
2 - заготовка;
3 - диаметр заготовки, Dзаг;
4 - частота вращения, nзаг;
5 - световое пятно диаметром, dc.п;
6 - скорость перемещения лазерного излучения, Vлаз;
7 - локальная метастабильная структура;
8 - ширина метастабильной структуры, hM;
9 - глубина метастабильной структуры, tM;
10 - угол наклона локальной метастабильной структуры, μM;
11 - шаг между витками метастабильной структуры, SM;
12 - режущий инструмент;
13 - главный угол в плане, ϕ°;
14 - угол наклона главной режущей кромки, λ°;
15 - вершина резца;
16 - режущая кромка;
17 - плоскости резания;
18 - подача, Speз;
19 - глубина резания, tpeз;
20 - срезаемый слой площадью, Sсрез;
21 - кинематический угол резания, μр;
22 - объем срезаемого слоя, νсрез;
23 - точка входа вершины резца в метастабильную структуру, Свх;
24 - точка выхода вершины резца из метастабильной структуры, Свых;
25 - доля оборота заготовки, приходящаяся на пересечение режущим инструментом локальной метастабильной структуры, Рсрез;
26 - объем метастабильной структуры, νM;
27 - доля оборота заготовки, приходящаяся на вход режущего инструмента в локальную метастабильную структуру, Рвх;
28 - точка области устойчивой сегментации сливной стружки.
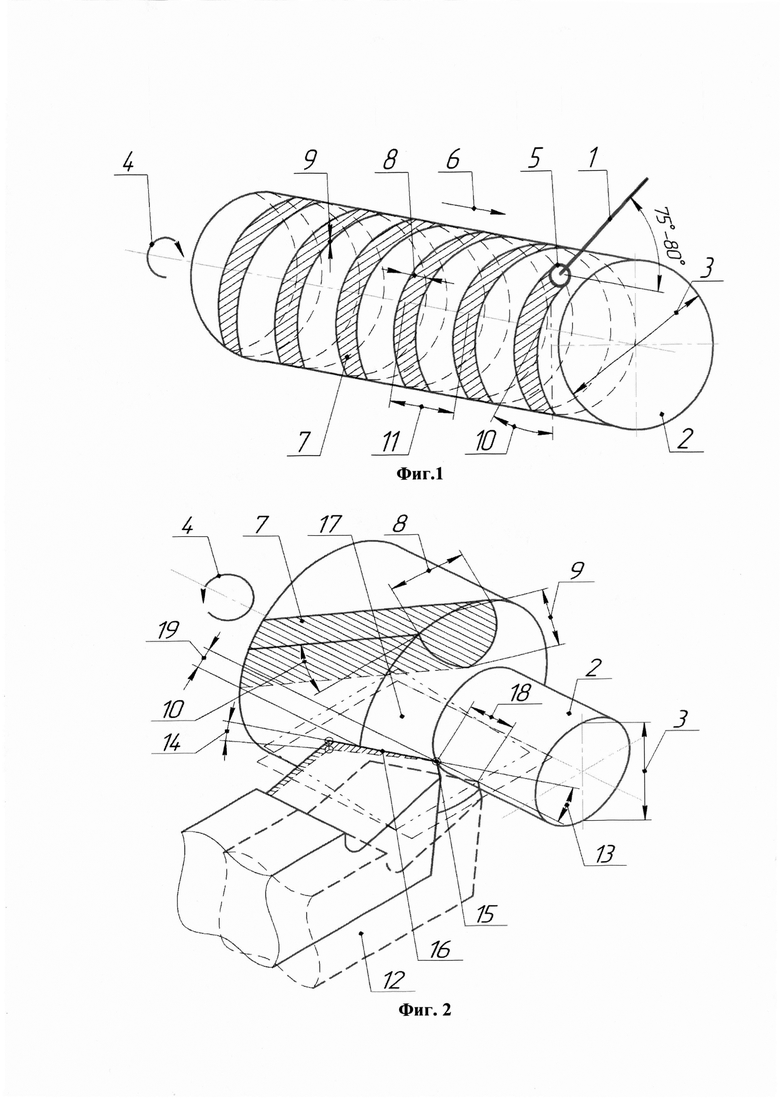
Способ осуществляется следующим образом. На этапе предварительной подготовки лазерное излучение 1 под углом α° от 75° до 80° (фиг. 1) с длинной волны излучения λ=1.07 мкм подается на поверхность заготовки 2 диаметром Dзаг 3, которая вращается с заданной частотой nзаг 4. При этом лазерное излучение 1 фокусируется в световом пятне диаметром dc.п 5 таким образом, чтобы плотности мощности излучения было достаточно для фазовых превращений, происходящих в структуре заготовки при ~106 Вт/см2. Последующее скоростное перемещение лазерного излучения Vлаз 6 параллельно осевой линии заготовки 2, приводит к формированию по винтовой траектории локальной метастабильной структуры 7, равномерно распределенной по ширине метастабильной структуры hM 8 и на глубину метастабильной структуры tM 9. Образующийся угол локальной метастабильной структуры μM 10 рассчитывается по формуле  где шаг между витками метастабильной структуры SM 11 выбирается из соотношения скорости перемещение лазерного излучения Vлаз 6 к заданной частоте вращения nзаг 4.
где шаг между витками метастабильной структуры SM 11 выбирается из соотношения скорости перемещение лазерного излучения Vлаз 6 к заданной частоте вращения nзаг 4.
При последующей механической обработке, заготовке 2 (фиг. 2) диаметром Dзаг 3 с локальной метастабильной структурой 7 и шириною метастабильной структуры hM 8 придается вращение с заданной частотой nзаг 4. Режущему инструменту 12 с главным углом в плане ϕ° 13 и с углом наклона главной режущей кромки λ° 14, который выбирается таким образом, чтобы вершина резца 15 имела наименьшим значением, по сравнению с режущей кромкой 16, придается продольное движение в сторону шпинделя относительно осевой линии заготовки 2. Тогда в плоскости резания 17 угол локальной метастабильной структуры μМ 10 совместно с главным углом в плане ϕ° 13, должен образовывать угол не более 90°, что позволит с учетом угла наклона главной режущей кромки λ° 14 увести режущий инструмент 12 от соударения с локальной метастабильной структурой 7. В результате снятие припуска осуществляется с заданной подачей Speз 18 в пределах 0.063…0.2 мм/об и на глубину резания tpeз 19 в диапазоне 0.15…1 мм, превышающую глубину установленной метастабильной структуры tM 9 от 0.1 до 0.7 мм.
В момент вхождения режущего инструмента 12 с главным углом в плане ϕ° 13, при заданной подаче Sрез 18 и глубине резания tpeз 19, в локальную метастабильную структуру 7, расположенную под углом наклона локальной метастабильной структуры μМ 10, образуется срезаемый слой площадью Sсрез 20 с кинематическим углом резания μp 21, рассчитывающимся как  (фиг. 3).
(фиг. 3).
Тогда объем срезаемого слоя νсрез 22 будет определяться областью между точкой вхождения вершины резца в метастабильную структуру Свх 23 и точкой выхода вершины резца из метастабильной структуры Свых 24, которые образуют величину, соответствующую доле оборота заготовки, приходящейся на пересечение режущим инструментом локальной метастабильной структуры Рсрез 25. В результате получаем формулу  где
где 
Приходящийся на объем срезаемого слоя νcpeз 22 объем метастабильной структуры νM 26, определяется величиной соответствующей доле оборота заготовки, приходящейся на вход режущего инструмента в локальную метастабильную зону Рвх 27. Окончательно получаем  где
где 
Сопоставив формулы объема метастабильной структуры νM 26 к объему срезаемого слоя νсрез 22 получим соотношение, которое определяет эффективность сегментации сливной стружки 
Предлагаемый способ механической обработки с дроблением стружки позволяет: существенно уменьшить динамические силовые нагрузки на режущий инструмент; снизить колебательный процесс при механической обработке; увеличить стойкость режущих кромок резцов; обеспечить устойчивое сегментирование сливной стружки. При таком способе возможна обработка с дроблением стружки не только конструкционных материалов, но и труднообрабатываемых сталей и их сплавов.
Способ поясняется следующим примером. В качестве источника высококонцентрированной энергии выбран иттербиевый волоконный лазер модели Лс-5 с режимом непрерывного излучения. Для формирования локальной метастабильной структуры по винтовой траектории, на поверхность заготовки из стали 45 диаметром Dзаг=45 мм, вращающейся с частотой nзаг=10 об/мин, подают лазерное излучение под углом α°=80°, перемещающееся со скоростью Vлаз=2000 мм/мин. Причем мощность лазерного излучения составляет Р=1,7 кВт, что позволяет в диаметре светового пятна dc.п=4 мм сконцентрировать достаточную плотность мощности 106 Вт/см2 для совершения фазовых превращений, с последующим образованием локальной метастабильной структуры в поверхностном слое заготовки. В результате подача лазерного излучения равна  что позволяет равномерно по ширине hM=3.8 мм и на глубину tM=0.25 мм сформировать локальную метастабильную структуру под углом
что позволяет равномерно по ширине hM=3.8 мм и на глубину tM=0.25 мм сформировать локальную метастабильную структуру под углом 
Последующая механическая обработка заготовки с локальной метастабильной структурой осуществлялась режущим инструментом из твердого сплава Т15К6, имеющим главный угол в плане ϕ°=45° и положительный угол наклона главной режущей кромки λ°=15°. Движение режущего инструмента происходит в продольном направлении. Тогда в плоскости резания угол локальной метастабильной структуры μМ=54.7° совместно с главным углом в плане ϕ°=45°, образуют угол не более 90°, что позволит с учетом угла наклона главной режущей кромки λ°=15° увести режущий инструмент от соударения с локальной метастабильной структурой. При этом снятие припуска осуществляется с заданной подачей Speз=0.1 мм/об и на глубину резания tpeз=0.3 мм, превышающую глубину локальной метастабильной структуры tM=0.25 мм. В момент вхождения режущего инструмента в локальную метастабильную структуру образуется срезаемый слой площадью Scpeз=0.1⋅0.3=0.03 мм2 с кинематическим углом резания 
Тогда объем срезаемого слоя νсрез будет определяться областью между точкой вхождения вершины резца в метастабильную структуру и точкой выхода вершины резца из метастабильной структуры. В результате получим  При этом приходящийся на объем срезаемого слоя объем локальной метастабильной структуры за один оборот заготовки равен
При этом приходящийся на объем срезаемого слоя объем локальной метастабильной структуры за один оборот заготовки равен  Сопоставив формулы объема метастабильной структуры к объему срезаемого слоя, получим соотношение, которое определяет эффективность сегментации сливной стружки νM/νсрез=2. Это соотношение находится в точке области устойчивой сегментации сливной стружки 28 (фиг. 4).
Сопоставив формулы объема метастабильной структуры к объему срезаемого слоя, получим соотношение, которое определяет эффективность сегментации сливной стружки νM/νсрез=2. Это соотношение находится в точке области устойчивой сегментации сливной стружки 28 (фиг. 4).
Граница области устойчивой сегментации стружки построена по значениям проведенных экспериментов, связанных с механической обработкой заготовок, имеющих широкий диапазон глубин локальной метастабильной структуры 0.1 до 0.7 мм при соответствующих им глубин резания 0.15…1 мм, в зависимости от изменяющейся подачи 0.063…0.2 мм/об, где соотношение эффективной сегментации стружки определяется из диапазона 0.66≤νM/νсрез≤8. Такой подход обеспечивает устойчивое сегментирование сливной стружки на отрезки равной длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2021 |
|
RU2764449C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ АУСТЕНИТНОГО КЛАССА С ДРОБЛЕНИЕМ СТРУЖКИ | 2023 |
|
RU2804202C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2016 |
|
RU2641444C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2014 |
|
RU2578875C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2018 |
|
RU2696512C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
| Способ лезвийной обработки волоконно-армированной композитной заготовки с опережающим воздействием струей жидкости и сборный лезвийный инструмент для его реализации | 2021 |
|
RU2763860C1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |

Способ включает линейное перемещение лазера с постоянной мощностью, а также длиной волны под углом наклона к обрабатываемой поверхности заготовки в пределах от 75 до 80° в виде сфокусированного светового пятна. Диаметр пятна выбирают из условия обеспечения плотности мощности, достаточной для фазовых превращений на глубину, не превышающую срезаемый припуск. При этом заготовка вращается с заданной частотой, что позволяет сформировать по винтовой линии локальную метастабильную структуру. Последующая механическая обработка приводит к пересечению в плоскости резания локальной метастабильной структуры и режущего инструмента с образованием угла не более 90°. Это позволяет, с учетом положительного угла наклона главной режущей кромки, увести режущий инструмент от соударения с локальной метастабильной структурой и увеличить стойкость инструмента. 4 ил.
Способ механической обработки стальной заготовки с дроблением стружки, включающий перемещение лазерного луча с линейной скоростью и с постоянными мощностью излучения и длиной волны под углом наклона к обрабатываемой поверхности заготовки в пределах от 75 до 80° в виде сфокусированного светового пятна, диаметр которого выбирают из условия обеспечения плотности мощности, достаточной для фазовых превращений на глубину припуска, и формирования в ней локальной метастабильной зоны с измененными упругими свойствами, и последующую обработку режущим инструментом, отличающийся тем, что дополнительно заготовке сообщают вращение с частотой nзаг, которое формирует локальную метастабильную зону на поверхности заготовки по винтовой линии, которая при последующей обработке режущим инструментом с положительным углом наклона главной режущей кромки в плоскости резания образует угол не более 90° с главной режущей кромкой, при этом необходимое отношение объема метастабильной структуры νM к объему срезаемого слоя νсрез выбирают из диапазона 0,66≤νM/νсрез≤8 в пределах подач 0,063…0,2 мм/об, глубин резания 0,15…1 мм и глубин метастабильной структуры от 0,1 до 0,7 мм для увеличения стойкости инструмента и устойчивой сегментации сливной стружки.
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2016 |
|
RU2641444C2 |
| Способ лазерно-механической обработки | 1986 |
|
SU1583216A1 |
| Способ обработки материалов резанием | 1987 |
|
SU1641507A1 |
| СПОСОБ ВЫДЕЛКИ КОЖ | 0 |
|
SU220421A1 |

