Группа изобретений относится к обработке материалов резанием, а именно к лезвийной обработке заготовок из волоконно-армированных композитных материалов (ВКМ), и может использоваться в случаях, когда необходимо обеспечить повышенное качество обработанных поверхностей.
Известен способ механической обработки деталей из волоконно-армированных материалов, включающий резание лезвийным инструментом и опережающее использование инструмента для формоизменения поверхности резания, который может быть выполнен в виде деформирующего ролика, устанавливаемого в области перехода поверхности резания в обработанную поверхность детали с целью сокращения длительности технологического цикла, повышения качества ювенильной поверхности детали и/или эксплуатационных характеристик лезвийного инструмента (патент RU №2163857 C2 «Способ механической обработки», B23B 1/00, опубл. 10.03.2001).
Недостатком описанного способа является последствие дополнительного деформирования роликом поверхностных слоев заготовки, заключающееся в том, что часть таких слоев, имеющих повреждения, остается на поверхности детали. Повреждения связаны с разупрочнением поверхностного слоя, вызванным разрушением матрицы, что поспособствует увеличению степени отслоения волокон композита от его матрицы.
Известен способ сквозного сверления заготовок из волоконно-армированных композитных материалов с поддерживающим усилием со стороны выхода сверла из этих заготовок. Такое усилие обеспечивается сдерживающим отрыв волокон композита кольцом с внутренним диаметром, превышающим диаметр обрабатываемого отверстия. Это усилие позволяет минимизировать величину отрыва волокон и деламинацию граничащих с обратной стороной детали слоев, что и обеспечивает повышение качества получаемых отверстий (Tsao, C.C. Delamination reduction in drilling composite materials by active backup force / C.C. Tsao, H. Hocheng, Y.C. Chen // CIRP Annals - Manufacturing Technology. - 2012. - 61. - pp. 91-94. http://dx.doi.org/10.1016/j.cirp.2012.03.036).
Недостатком описанного способа является его ограниченность - локальное усилие, создаваемое кольцом, препятствует деламинации крайних слоев, однако при этом, поверхность цилиндрической части отверстия содержит слой с повреждениями композитной структуры, а именно отрывы волокон композита от его матицы.
Известен способ лезвийной обработки, особенностью которого является обеспечение подвода смазочно-охлаждающей жидкости (СОЖ) под высоким давлением сонаправленно главному движению резания непосредственно к вершине режущего инструмента (РИ) со стороны задней поверхности. Данная струя обеспечивает повышение эффективности смазывания, что выражается в минимизации трения задней поверхности лезвийного инструмента об обработанную поверхность заготовки, и охлаждения РИ, а также препятствует явлению образования нароста на режущей кромке, что способствует повышению качества обработки (патент US № 2653517A «Method of applying cutting liquids», B24 B55/02, опубл. 29.09.1953).
Известен также способ лезвийной обработки металлических заготовок, особенностью которого является также подвод струи СОЖ под высоким давлением (не менее 5000 psi) сонаправленно главному движения резания в зону обработки, при этом подвод осуществляется в зазор между стружкой и передней поверхностью РИ в направлении режущей кромки. Подвод струи СОЖ под высоким давлением со стороны передней поверхности к вершине РИ способствует созданию эффекта гидравлического клина, что сокращает длину контакта между передней поверхностью РИ и стружкой, тем самым уменьшая усилия резания и снижая температуру зоны обработки и РИ. Данный способ по сравнению с традиционными методами подвода СОЖ при схожих условиях позволяет снизить величину составляющих силы резания, уменьшить коэффициент трения между стружкой и передней поверхностью РИ, а также повысить эффективность процесса стружкодробления за счет дополнительного деформирования стружки и ее удалению из зоны обработки, что выражается в замене сливной стружки на сегментную (патент US № 5148728A «High pressure lubricooling machining of metals», B23Q 11/10, опубл. 22.09.1992).
Известен также способ лезвийной обработки, особенностью которого является обработка режущим инструментом, включающим режущую пластину, при этом с целью эффективного охлаждения данной пластины посредством одного или нескольких сопел также осуществляется подвод СОЖ в зону контакта между стружкой и поверхностями РИ. Подвод СОЖ может осуществляться как со стороны задней или передней поверхности РИ отдельно, так и совместно. Такое совместное воздействие струй СОЖ способствует одновременному повышению эффективности процесса стружкодробления при обеспечении удовлетворительного охлаждения, при этом отмечается, что также было достигнуто значительное увеличение срока службы РИ и снижение шероховатости обработанных поверхностей (патент WO №2002068142A1 «Chip removing machining of a workpiece while applying high pressure cooling liquid», B23B 27/10, опубл. 06.09.2002). Примером реализации данного способа является конструкция сборного токарного резца, особенностью которого является применение струи жидкости, которая противонаправленно главному движения резания подается на переднюю поверхность лезвия и, отразившись от этой поверхности, воздействует на стружку со стороны, обращенной к данной поверхности лезвия. Кроме того, для минимизации трения задней поверхности лезвийного инструмента об обработанную поверхность заготовки на его заднюю поверхность подается сонаправленное с главным движением резания вторая струя жидкости (патент US №7959384 B2 «Tool for chip removing machining and a basic body therefor», B26D 1/00, опубл. 09.11.2007).
Недостатком вышеописанных трех способов и устройства применительно к обработке волоконно-армированных композитных материалов является направленное в сторону главного движения резания воздействие на зону резания отраженной от передней поверхности лезвийного инструмента струи жидкости и такое же воздействия струи жидкости, отраженной от задней поверхности. Это обуславливает дополнительное к лезвию инструмента изгибающее воздействие на волокна обрабатываемой заготовки данных струй жидкости, способствующее дополнительному отрыву этих волокон от матрицы, что снижает качество получаемой поверхности детали.
Наиболее близким аналогом предложенного способа лезвийной обработки сборным лезвийным инструментом является способ фрезерной обработки древесины, реализуемый с помощью специального инструмента, содержащего цилиндрический корпус с пазами, в которые установлены ножи, а с торцов корпуса закреплены фланцы с буртиками, отличающегося тем, что с целью повышения качества обработки, в корпусе между пазами для ножей выполнены дополнительные пазы, в которых размещены цилиндрические ролики, причем концы роликов взаимодействуют при вращении инструмента с внутренней частью буртиков (патент SU №1253790 A1 «Инструмент для фрезерования древесины», B27G 13/02, опубл. 30.08.1986). Предварительное воздействие нагрузки на срезаемый слой древесины определенным усилием позволяет изменить ее структуру, сделать ее менее прочной. Последующее воздействие на такой измененный срезаемый слой древесины лезвия инструмента позволяет легче отделить его и тем самым повысить эффективность обработки. Кроме того, часть волокон древесины уплотняется и укладывается в направлении главного движения резания. Часть из этих волокон остается на обрабатываемой поверхности детали, что улучшает ее качество.
Недостатком данного изобретения является необходимость использования деталей инструмента, в частности цилиндрических роликов, с диаметром соразмерным с толщиной срезаемого слоя. Поскольку толщина срезаемого слоя заготовок, например, из композитов обычно составляет от долей миллиметра до нескольких миллиметров, то изготовление и применение в режущих инструментах вращающихся цилиндрических роликов таких размеров является трудновыполнимым и, как следствие этого, не нашло применения на практике. Кроме того, из-за сил трения между роликом и механизмом его крепления в корпусе инструмента и образуемой перед роликом в заготовке волны возникает усилие, направленное в сторону вектора главного движения резания лезвийного инструмента. Это усилие оказывает дополнительное сонаправленное с действием лезвия инструмента деформирование области заготовки перед этим лезвием и, таким образом, обуславливает в ней дополнительный отрыв волокон от матрицы.
Наиболее близким аналогом предложенного сборного лезвийного инструмента является конструкция державки токарного резца, особенностью которой является наличие трех сопел, осуществляющих подвод струй жидкости к вершине режущего лезвия со стороны передней поверхности, при этом подача жидкости к данным соплам осуществляется через общую камеру, расположенную внутри данной державки. Данная конструкция позволяет повысить общий объем подводимой смазывающе-охлаждающей технологической среды (СОТС), что приводит к повышению эффективности охлаждения режущего лезвия и более эффективному дроблению, и отводу образуемой в результате резания стружки (патент US № 9586263 B2 «Tool holder having improved internal coolant delivery», B23B 29/00, опубл. 07.03.2017).
Недостатком описанной конструкции державки токарного резца, применительно к обработке деталей из волоконно-армированных композитных материалов, является тот факт, что данные струи, предназначенные для эффективного дробления срезаемой стружки, которые в связи с этим назначением условно можно отнести к струям одного и того ж - первого рода, направлены к вершине режущего лезвия, что, как было сказано ранее, приводит к дополнительному изгибающему воздействию на волокна обрабатываемой заготовки, способствующему снижению качества обработанных поверхностей детали. Кроме того, у данной конструкции отсутствует возможность регулирования давления жидкости для отдельных сопел.
Технической задачей предлагаемого способа лезвийной обработки волоконно-армированной композитной заготовки с опережающим воздействием струей жидкости и сборного лезвийного инструмента для его реализации является повышение качества лезвийной обработки режущими инструментами заготовок из волоконно-армированных композитных материалов путем минимизации отрыва их волокон от матрицы в областях, прилегающих к обработанной поверхности детали.
Данный отрыв связан с движением лезвия инструмента вдоль вектора скорости главного движения резания. Лезвие при таком движении первоначально упруго изгибает в зоне резания, как волокна, так и связанную с ними матрицу композита. Далее менее прочная матрица разрушается у режущей кромки, часть ее над кромкой уносится как стружка, а другая часть под кромкой упруго восстанавливает свою форму, деформируясь в обратном к движению лезвия направлении. Более прочные волокна композита продолжают упруго деформироваться дальше и, таким образом, отрываются от отставшей матрицы, как над кромкой инструмента, так и под ней. При дальнейшем продвижении лезвия волокна также разрушаются, их одна часть над кромкой уносится в стружку, а другая часть под кромкой упруго восстанавливает свою первоначальную форму, деформируясь в обратном к движению лезвия направлении, и занимая некоторое положение в ранее деформировавшейся матрице. Из-за указанной выше разницы в прочности и связанных с ней разных во времени стадиях деформаций у поверхностного слоя детали остается зона, в которой имеется отрыв волокон от матрицы, что и снижает качество такой частично разрушенной композитной детали.
Поставленная задача достигается тем, что способ лезвийной обработки волоконно-армированной композитной заготовки с опережающим воздействием струей жидкости включает резание сборным лезвийным инструментом с традиционной охлаждающей струей жидкости первого рода, согласно изобретению, вначале процесса резания на расстоянии  1 от вершины режущего лезвия подают под острым углом α к обрабатываемой поверхности заготовки струю жидкости второго рода под давлением, которая осуществляет предварительное деформирование срезаемого слоя, и тем самым создают поддерживающее усилие, препятствующее отгибу перерезаемых волокон композитной заготовки в противоположном направлении к вектору главного движения резания Dr , при этом минимизируют глубину отслаивания таких волокон от матрицы δ.
1 от вершины режущего лезвия подают под острым углом α к обрабатываемой поверхности заготовки струю жидкости второго рода под давлением, которая осуществляет предварительное деформирование срезаемого слоя, и тем самым создают поддерживающее усилие, препятствующее отгибу перерезаемых волокон композитной заготовки в противоположном направлении к вектору главного движения резания Dr , при этом минимизируют глубину отслаивания таких волокон от матрицы δ.
Сущность способа лезвийной обработки композитных заготовок с опережающим воздействием струей жидкости состоит в том, что данный способ обеспечивает встречное к вектору главного движения резания лезвийного инструмента силовое воздействие струи жидкости на обрабатываемую поверхность вблизи зоны резания. Вектор движения струи имеет одну его составляющую, направленную на обрабатываемую поверхность заготовки и вторую его составляющую, направленную в сторону противоположную вектору скорости главного движения резания лезвийного инструмента. Указанное воздействие струи жидкости обуславливает прогиб части заготовки под ее обрабатываемой поверхностью непосредственно перед лезвием инструмента и обратный вектору главного движения резания инструмента изгиб участков волокон, которые будут расположены под обработанной поверхностью детали. Таким образом, струя жидкости противодействует изгибу волокон от лезвия инструмента, тем самым уменьшает их отрыв от матрицы, чем и улучшается качество детали.
Поставленная задача достигается также тем, что сборный лезвийный инструмент для обработки волоконно-армированной композитной заготовки и реализации способа, включает корпус с установленным в нем на опорной пластине режущим лезвием в виде многогранной режущей пластины, к которой сделан подвод традиционной охлаждающей струи жидкости первого рода через установленный в корпусе общий канал с подающим соплом, согласно изобретения, через общий канал сделан дополнительный подвод через закрепленное в корпусе сопло струи жидкости второго рода под давлением, расположенной под острым углом α к обрабатываемой поверхности заготовки, находящейся на расстоянии 1 от вершины режущего лезвия, при этом на оба сопла установлены регулировочные винты раздельной настройки давления струй первого и второго рода.
Предлагаемое изобретение поясняется графическими материалами, где на фиг. 1 изображена схема процесса обработки сборным лезвийным инструментом заготовки из волоконно-армированного композитного материала способом лезвийной обработки с опережающим воздействием струей жидкости; на фиг. 2 представлен специальный проходной резец (сборный лезвийный инструмент) с комбинированным подводом струй жидкости (а, б - общий вид с отображением внутренних каналов для подвода жидкости; в - разнесенный вид).
Предложенный способ обработки реализуется с помощью сборного лезвийного инструмента, проиллюстрированного в данном изобретении на примере, проходного резца с комбинированным подводом струй жидкости первого и второго рода (фиг.1,2), конструкция которого включает режущее лезвие 4, обеспечивающее обработку с глубиной резания t, закрепленное в корпусе 5, в котором также расположено устройство 6 подвода струи жидкости первого 12 и второго рода 8 под давлением через сопло 7, установленное под острым углом α к обрабатываемой поверхности композитной заготовки 9, состоящей из волокон 3 и матрицы 1, при этом вектор подачи струи V имеет одну его составляющую Vy, направленную ортогонально обрабатываемой поверхности заготовки, а вторую его составляющую Vx, направленную противоположно вектору главного движения резания Dr сборного инструмента.
Способ лезвийной обработки композитных заготовок с опережающим воздействием струей жидкости осуществляется следующим образом.
Перед началом процесса резания данная струя жидкости второго рода 8 под давлением подводится на расстоянии 1 от вершины режущего лезвия 4 и создает поддерживающее усилие 2, препятствующее отгибу перерезаемых волокон 3 в противоположном к вектору главного движения Dr направлении, и тем самым минимизирует глубину отслаивания δ. Одновременно с этим, при необходимости охлаждения лезвия инструмента и снижения сил трения на его передней поверхности на нее может подаваться традиционная струя жидкости первого рода 12. Затем относительно заготовки приводится в движение рассматриваемый сборный лезвийный инструмент и начинается процесс отделения стружки с заготовки - начинается процесс резания.
В ходе реализации этого процесса резания (фиг.1) лезвие 4 последовательно вступает в контакт с более прочными по сравнению с материалом матрицы 1 композитного материала заготовки 9 перерезаемыми волокнами 3. Оно стремится отогнуть их в направлении вектора скорости главного движения резания Dr. При этом величина скорости резания выбирается в соответствии с технологией. Данное лезвие 4 первоначально упруго изгибает в зоне резания, как волокна 3, так и связанную с ними матрицу 1 композита. Далее менее прочная матрица 1 разрушается у режущей кромки лезвия 4, часть ее над кромкой в слое толщиной, равной глубине резания t, уносится как стружка, а другая часть под кромкой в слое глубиной отслаивания δ упруго восстанавливает свою форму, деформируясь в обратном к движению лезвия 4 направлению. Более прочные волокна 3 композитной заготовки 9 продолжают упруго деформироваться дальше и, таким образом, отрываются от отставшей матрицы 1 как над кромкой лезвия 4 инструмента, так и под ней. При дальнейшем продвижении лезвия 4 волокна 3 также разрушаются в слое толщиной, равной глубине резания t (которую выбирают в соответствии с технологией резания), одна их часть над кромкой лезвия 4 уносится в стружку, а другая часть под кромкой лезвия 4 упруго восстанавливает свою первоначальную форму, деформируясь в обратном к движению лезвия 4 направлению и занимая некоторое положение в ранее с деформировавшейся матрице 1. Из-за указанной выше разницы в прочности и, связанных с ней разных во времени стадиях деформаций, у поверхностного слоя детали остается зона дефектного слоя глубиной отслаивания δ, в которой имеется отрыв волокон 3 от матрицы 1, что и снижает качество такой частично разрушенной композитной детали 9 в случае лезвийной обработки.
Для уменьшения данной величины дефектного слоя глубиной отслаивания δ (фиг.1) со стороны передней поверхности лезвия 4 на обрабатываемую поверхность заготовки непосредственно перед стружкой с помощью устройства подвода струи жидкости 6 через сопло 7 под острым углом α к обрабатываемой поверхности подается струя жидкости второго рода 8 под давлением, которая оказывает встречное поддерживающее усилие 2 на зону резания, обратно деформируя область заготовки перед лезвием, чем уменьшает изгиб волокон 3 на участках под обработанной поверхностью этой заготовки и, соответственно, уменьшает их отрыв от матрицы 1 композитной заготовки 9. При этом данная струя жидкости второго рода 8 под давлением подается таким образом, что вектор подачи V имеет одну его составляющую Vy, направленную ортогонально указанной поверхности, а вторую его составляющую Vx, направленную противоположно вектору главного движения резания Dr сборного лезвийного инструмента - проходного резца.
Способ лезвийной обработки композитных заготовок с опережающим воздействием струей жидкости практически может быть реализован с помощью устройства - сборного лезвийного инструмента, которое выполняется, например, в виде проходного резца с комбинированным подводом струй жидкости (фиг. 2 а, б, в), указанных выше, первого 12 и второго 8 рода. Данный резец состоит из корпуса 5, в котором на опорной пластине 14, закрепленной винтом 21, установлено режущее лезвие 4 в виде сменной многогранной режущей пластины. Подвод жидкости в предлагаемой конструкции специального резца осуществляется через общий канал 10, расположенный в корпусе 5, при этом струя жидкости второго рода 8 под давлением поступает под острым углом α через сопло 7, закрепленное в шарнире с отверстием 13, смонтированном с помощью стопорного кольца 20 в корпусе 5 с осевым отверстием 22 и выведенном вперед за основную плоскость, проходящую через вершину лезвия. Данная струя направлена в точку перед стружкой, расположенную на расстоянии 1 (в соответствии с технологией резания композитного материала) от вершины режущего лезвия 4 и предназначена для создания встречного поддерживающего усилия 2 на зону резания в заготовке 9. Струя жидкости первого рода 12 подается через отверстие в накладном прижиме 11, жидкость к которому подводится через винт с осевым отверстием 18, герметичность которого обеспечивается прокладками 19, и направлена в точку на стружке, расположенную на расстоянии 2 от вершины режущего лезвия 4 и предназначена для эффективного охлаждения сборного лезвийного инструмента. При этом раздельное регулирование давления струй жидкости первого 12 и второго 8 рода осуществляется с помощью винтов 15 и 17 соответственно, которые фиксируются в требуемом положении стопорными гайками 16. Данные винты 15 и 17 допускают регулирование потоков жидкостей от максимального значения до полного их перекрытия, что определяется в каждом конкретном случае в зависимости от конкретной марки композитного материала.
Для экспериментальной лезвийной обработки была использована композитная заготовка, изготовленная методом горячего прессования, которая состояла из десяти слоев однонаправленного высокомодульного стекловолокна марки Т-60/2(ВМП)-14, пропитанного связующим на основе эпоксидной смолы Этал-370, смешанной с отвердителем Этал-45М в соотношении 100:45%, при этом укладка слоев осуществлялась в одном направлении. Подвод струи жидкости второго рода (в данном случае воды) под давлением 100 Бар в зону резания осуществлялся на расстоянии 1, равном 5 мм от вершины режущего лезвия под острым углом α, равном 45°.
По результатам экспериментальной обработки данным способом глубина дефектного слоя δ составила 1,8 мм, тогда как при обработке традиционным способом (без подвода струи жидкости под давлением) глубина дефектного слоя δ составила 2,2 мм, что позволяет констатировать факт 13%-ного снижения соответствующей величины и, соответственно, о повышении качества обработки.
Таким образом, предлагаемый способ лезвийной обработки композитных заготовок с опережающим воздействием струей жидкости позволяет добиться повышения качества лезвийной обработки режущими инструментами заготовок из волоконно-армированных композитных материалов путем минимизации отрыва их волокон от матрицы в областях, прилегающих к обработанной поверхности детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕЗВИЙНОЙ ОБРАБОТКИ | 2004 |
|
RU2261781C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ СТОЙКОСТИ ЛЕЗВИЙНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2237548C2 |
| СПОСОБ РЕЗАНИЯ | 2013 |
|
RU2555694C2 |
| Способ токарной обработки | 2015 |
|
RU2606367C1 |
| СПОСОБ СВЕРЛЕНИЯ ВОЛОКНИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2593559C2 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ИНСТРУМЕНТОМ С ДВУМЯ ПЕРЕСЕКАЮЩИМИСЯ СТРУЖКООБРАЗУЮЩИМИ ГРАНЯМИ | 1992 |
|
RU2050225C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ ЗАГОТОВОК ИЗ АУСТЕНИТНЫХ СТАЛЕЙ | 2018 |
|
RU2688967C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ФРИКЦИОННО-ЛЕЗВИЙНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2274524C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ АУСТЕНИТНОГО КЛАССА С ДРОБЛЕНИЕМ СТРУЖКИ | 2023 |
|
RU2804202C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2019 |
|
RU2699469C1 |


Группа изобретений относится к обработке материалов резанием, а именно к обработке лезвийным инструментом заготовок из волоконно-армированных композитных материалов, реализуемой с образованием стружки. Способ включает резание сборным лезвийным инструментом с первой струей охлаждающей жидкости. Вначале процесса резания на расстоянии  1 от вершины режущего лезвия подают под острым углом α к обрабатываемой поверхности заготовки вторую струю охлаждающей жидкости под давлением, которая осуществляет предварительное деформирование срезаемого слоя и тем самым создают поддерживающее усилие, препятствующее отгибу перерезаемых волокон композитной заготовки в противоположном направлении к вектору главного движения резания Dr , при этом минимизируют глубину отслаивания таких волокон от матрицы δ. Сборный лезвийный инструмент в виде проходного резца с комбинированным подводом струй жидкости содержит корпус с установленной в нем на опорной пластине многогранной режущей пластин сой режущим лезвием, к которой через подающее сопло выполнен подвод первой струи охлаждающей жидкости через установленный в корпусе общий канал. При этом через общий канал выполнен дополнительный подвод через закрепленное в корпусе сопло второй струи охлаждающей жидкости под давлением, расположенной под острым углом α к обрабатываемой поверхности заготовки, находящейся на расстоянии 1 от вершины режущего лезвия. При этом на оба сопла установлены регулировочные винты раздельной настройки давления струй первого и второго рода. Повышение качества обработанных поверхностей деталей путем уменьшения отрыва их волокон от матрицы, который возникает при изгибе этих волокон от воздействия на них движущегося вдоль вектора скорости главного движения резания лезвия инструмента. 2 н.п. ф-лы, 2 ил.
1 от вершины режущего лезвия подают под острым углом α к обрабатываемой поверхности заготовки вторую струю охлаждающей жидкости под давлением, которая осуществляет предварительное деформирование срезаемого слоя и тем самым создают поддерживающее усилие, препятствующее отгибу перерезаемых волокон композитной заготовки в противоположном направлении к вектору главного движения резания Dr , при этом минимизируют глубину отслаивания таких волокон от матрицы δ. Сборный лезвийный инструмент в виде проходного резца с комбинированным подводом струй жидкости содержит корпус с установленной в нем на опорной пластине многогранной режущей пластин сой режущим лезвием, к которой через подающее сопло выполнен подвод первой струи охлаждающей жидкости через установленный в корпусе общий канал. При этом через общий канал выполнен дополнительный подвод через закрепленное в корпусе сопло второй струи охлаждающей жидкости под давлением, расположенной под острым углом α к обрабатываемой поверхности заготовки, находящейся на расстоянии 1 от вершины режущего лезвия. При этом на оба сопла установлены регулировочные винты раздельной настройки давления струй первого и второго рода. Повышение качества обработанных поверхностей деталей путем уменьшения отрыва их волокон от матрицы, который возникает при изгибе этих волокон от воздействия на них движущегося вдоль вектора скорости главного движения резания лезвия инструмента. 2 н.п. ф-лы, 2 ил.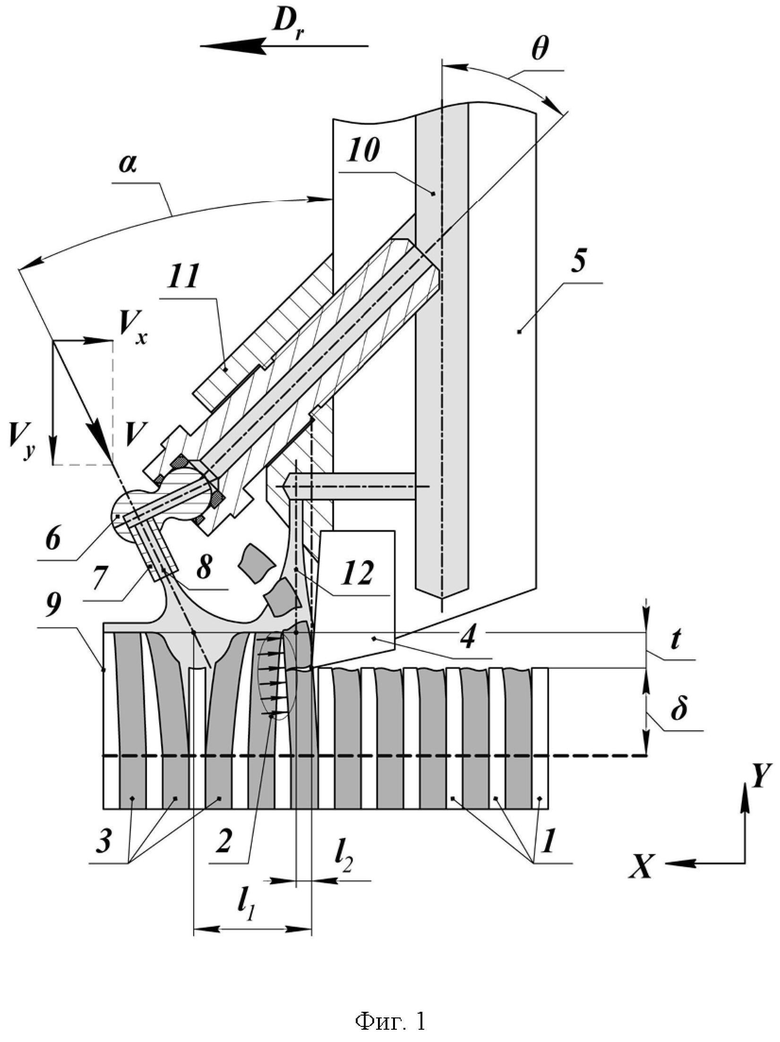
1. Способ лезвийной обработки волоконно-армированной композитной заготовки с опережающим воздействием первой струей охлаждающей жидкости, включающий резание сборным лезвийным инструментом, отличающийся тем, что вначале процесса резания на расстоянии l1 от вершины режущего лезвия под острым углом α к обрабатываемой поверхности заготовки подают вторую струю охлаждающей жидкости под давлением, посредством которой осуществляют предварительное деформирование срезаемого слоя, создают поддерживающее усилие, препятствующее отгибу перерезаемых волокон композитной заготовки в противоположном направлении к вектору главного движения резания Dr и минимизирующее глубину отслаивания упомянутых волокон от матрицы δ волоконно-армированной композитной заготовки.
2. Сборный лезвийный инструмент для реализации способа по п.1, содержащий корпус с установленной в нем на опорной пластине многогранной режущей пластиной с режущим лезвием, к которой выполнен подвод первой струи охлаждающей жидкости через подающее сопло для упомянутой первой струи охлаждающей жидкости и выполненный в корпусе канал, при этом дополнительно в корпусе закреплено сопло для подачи под давлением через упомянутый канал в корпусе второй струи охлаждающей жидкости с возможностью расположения под острым углом α к обрабатываемой поверхности заготовки на расстоянии l1 от вершины режущего лезвия, при этом на оба упомянутых сопла установлены регулировочные винты раздельной настройки давления первой и второй струй.
| US 9586263 B2, 07.03.2017 | |||
| Инструмент для фрезерования древесины | 1983 |
|
SU1253790A1 |
| Способ обработки резанием с опережающим пластическим деформированием | 1988 |
|
SU1535672A1 |
| СТЕКЛЯННЫЕ УДОБРЕНИЯ ПРОЛОНГИРОВАННОГО ДЕЙСТВИЯ | 1999 |
|
RU2163587C1 |
| CN 109676154 A, 26.04.2019. | |||

