1
(21)4099433/31-08
(22)16.05.86
(46) 07.08.90. Бкгп. К« 29
(71)Уфимский авиационный институт им.Серго Орджоникидзе
(72)Л.Н.Волгарев, К.А.Пазаренко, Н.Г.Терегулов и Р.Р.Латыпов
(53) 621.932 (088.8)
(56) Авторское свидетельство СССР
№ 982847, кл. В 23 В 1/00, 1982.
(54) СПОСОБ ЛАЗЕРНО-МЕХАНИЧЕСКОП ОБРАБОТКИ
(57) Изобретение относится к обработке металлов резанием и может быть использовано на металлорежущих станках. Целью изобретения является повышение точности и расширение технологических возможностей. Нагрев заготовки осуществляют лучом лазера, охлаждают ее до температуры окружающей среди, причем глубину лазерного воздействия определяют из соотношения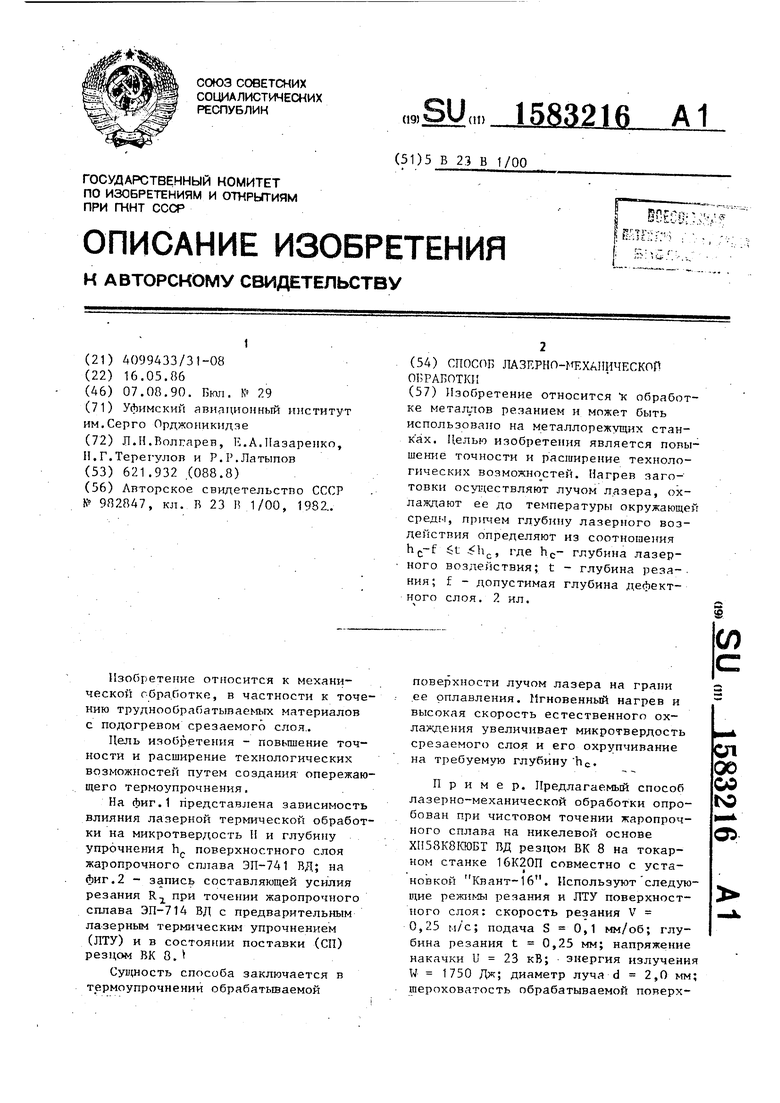
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2019 |
|
RU2699469C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2016 |
|
RU2641444C2 |
| Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов | 2020 |
|
RU2751608C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2021 |
|
RU2764449C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ АУСТЕНИТНОГО КЛАССА С ДРОБЛЕНИЕМ СТРУЖКИ | 2023 |
|
RU2804202C1 |
| Способ обработки материалов резанием | 1987 |
|
SU1641507A1 |
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1752514A1 |
| Способ повышения износостойкости режущих пластин из оксидно-карбидной керамики при фрезеровании | 2019 |
|
RU2712154C1 |
| Способ формирования микротекстур на поверхности режущих пластин из диэлектрических керамик электроэрозионной обработкой | 2022 |
|
RU2801705C1 |
| СПОСОБ ПОВЫШЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ИНСТРУМЕНТАЛЬНЫХ И КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ ОБЪЕМНОГО ИМПУЛЬСНОГО ЛАЗЕРНОГО УПРОЧНЕНИЯ (ОИЛУ) | 2013 |
|
RU2517632C1 |

Изобретение относится к обработке металлов резанием и может быть использовано на металлорежущих станках. Целью изобретения является повышение точности и расширение технологических возможностей. Нагрев заготовки осуществляют лучом лазера, охлаждают ее до температуры окружающей среды, причем глубину лазерного воздействия определяют из соотношения H C-F≤T≤H C, где H C - глубина лазерного воздействия
T - глубина резания
F - допустимая глубина дефектного слоя. 2 ил.
Изобретение относится к механической обработке, в частности к точению труднообрабатываемых материалов с подогревом срезаемого слоя.
Цель изобретения - повышение точности и расширение технологических возможностей путем создания опережающего термоупрочнения.
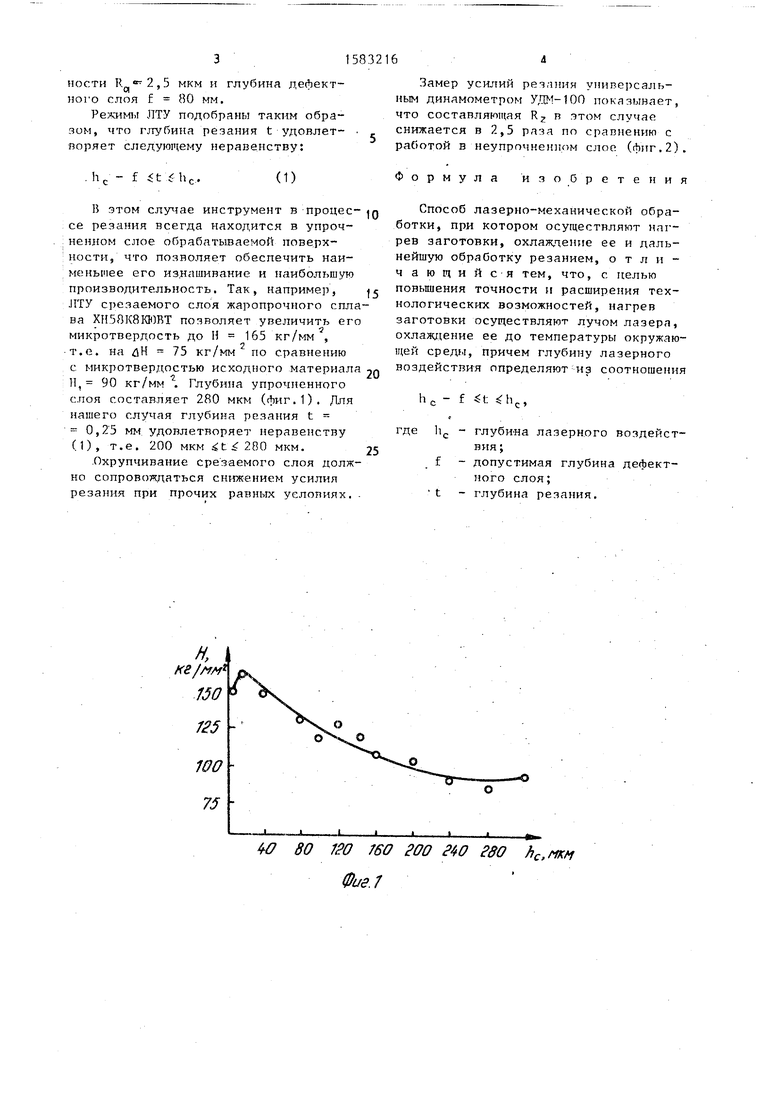
На фиг.1 представлена зависимость влияния лазерной термической обработки на микротвердость Н и глубину упрочнения hc поверхностного слоя жаропрочного сплава ЭП-741 ВД; на фиг.2 - запись составляющей усилия резания R при точении жаропрочного сплава ЭП-714 ВД с предварительным лазерным термическим упрочнением (ЛТУ) и в состоянии поставки (СП) резцом ВК 0.
Сущность способа заключается в термоупрочнении обрабатываемой
t -ЈИ , где hc- глубина лазерhc-f
ного воздействия; t - глубина резания; f - допустимая глубина дефектного слоя. 2 ил.
SS
поверхности лучом лазера на грани ее оплавления. Мгновенный нагрев и высокая скорость естественного охлаждения увеличивает микротвердость срезаемого слоя и его охрупчивание на требуемую глубину hc.
Пример. Предлагаемый способ лазерно-механической обработки опробован при чистовом точении жаропрочного сплава на никелевой основе ХП58К8КЮБТ ВД резцом ВК 8 на токарном станке 16К20П совместно с установкой Квант-16. Используют следующие режимы резания и ЛТУ поверхностного слоя: скорость резания V 0,25 м/с; подача S 0,1 мм/об; глубина резания t - 0,25 мм; напряжение накачки U 23 кВ; энергия излучения W 1750 Дж; диаметр луча d 2,0 мм; шероховатость обрабатываемой поверхел
00
со 1C
S
ности R 2,5 мкм и глубина дефектного слоя f ВО мм.
Режимы ЛТУ подобраны таким образом, что глубина резания t удовлетворяет следующему неравенству:
hc - f t f h,
(1)
В -этом случае инструмент ъ процес- JQ се резания всегда находится в упрочненном слое обрабатываемой поверхности, что позволяет обеспечить наименьшее его изнашивание и наибольшую производительность. Так, например, 5 ЛТУ срезаемого слоя жаропрочного сплава ХН5ЯК8КЮВТ позволяет увеличить его микротвердость до Н 165 кг/мм , т.е. на дН 75 кг/мм2 по сравнению с микротвердостью исходного материала Q Н, 90 кг/мм Глубина упрочненного сгюя составляет 280 мкм (фиг.1). Лля нашего случая глубина резания t 0,25 мм удовлетворяет неравенству И), т.е. 200 мкм t 280 мкм. 25
Охрупчивание срезаемого слоя должно сопровождаться снижением усилия резания при прочих равных условиях.
U 80 120 760 200 МО г80 Нс,мкц Фив. Г
Замер усилий рез.чния универсальным динамометром УДМ-100 показывает, что составляющая Rz в ттом случае снижается в 2,5 разя по сравнению с работой в неупрочненном слое (фиг.2).
Формула изобретения
Способ лазерно-механической обработки, при котором осуществляют нагрев заготовки, охлаждение ее и дальнейшую обработку резанием, отличающийся тем, что, с целью повышения точности и расширения технологических возможностей, нагрев заготовки осуществляют лучом лазера, охлаждение ее до температуры окружающей среды, причем глубину лазерного воздействия определяют из соотношения
hc - f «t. hc,
где hc - глубина лазерного воздействия ;
f допустимая глубина дефектного слоя; t - глубина резания.
#Z
8
ЛГУ
РчЛл
О 2 6 В 10 12 И Фиг 2
СП
