ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Общей целью впитывающих изделий, таких как подгузники, трусики для приучения к горшку, продукты, применяемые при недержании, гигиенические продукты для женщин, а также продуктов медико-санитарного назначения, таких как бинты и другие раневые повязки, является быстрое впитывание выделяемых жидкостей организма, таких как кровь, менструальные выделения, моча и испражнения. Как правило, такие продукты будут иметь контактирующую с телом сторону и поверхность, которая находится рядом с кожей носящего или в контакте с ней, некоторый тип впитывающей сердцевины и задний лист или наружное покрытие, которое будет предотвращать выход удерживаемых жидкостей из продукта и по возможности загрязнение окружающих областей, включая одежду носящего.
Таким образом, желательно, чтобы такие продукты быстро принимали жидкости, пропускали их до нижележащих слоев в продукте и предоставляли циркуляцию воздуха вблизи кожи носящего для обеспечения здоровья кожи. Циркуляция воздуха обеспечивает высушивание кожи для предотвращения раздражения кожи, например, опрелости в случае подгузников, трусиков для приучения к горшку и продуктов, применяемых при недержании. Циркуляция воздуха также обеспечивает улучшенный комфорт за счет обеспечения высушивания контактирующего с телом материала, также называемого верхним листом или прокладочным материалом. Кроме того, комфорт и сухость могут быть дополнительно улучшены посредством минимизации количества прокладочного материала, который находится в непосредственном контакте с кожей. Это также способствует уменьшению так называемого «повторного увлажнения», которое представляет собой обратный поток жидкости из впитывающей сердцевины на прокладочный материал. Поскольку эти свойства являются желательными для таких продуктов, были предприняты попытки обеспечить эти результаты с помощью ряда материалов и продуктов.
Сухость, мягкость и воздухопроницаемость являются ключевыми свойствами впитывающих изделий личной гигиены. В настоящее время большинство обращенных к телу прокладочных материалов очень плоские и двухмерные, даже если используются слоистые материалы и другие многослойные структуры. Даже при использовании перфорирования и тиснения совместно с такими структурами все еще необходимы слоистые материалы, которые обеспечивают быстрый прием жидкости, минимальный контакт с телом и уменьшенное повторное увлажнение. Кроме того, желательно, чтобы такие материалы, даже если они более объемные по структуре, могли сохранять более объемную природу даже после подвергания усилиям сжатия. Несмотря на то, что вышеизложенное представляет собой примеры попыток предоставления материалов с желаемыми свойствами, связанными с удерживанием жидкости, в этом отношении все еще необходимы улучшенные материалы. Настоящее изобретение относится к слоистому материалу, который может быть использован в этом отношении совместно со впитывающими изделиями личной гигиены, включая, но без ограничения, подгузники, трусики для приучения к горшку, продукты, применяемые при недержании, гигиенические продукты для женщин, такие как гигиенические прокладки и ежедневные прокладки, а также другие впитывающие продукты, включающие бинты, раневые повязки и различные типы продуктов для протирания.
КРАТКОЕ ОПИСАНИЕ
Раскрывается способ образования слоистого материала, содержащего первый слой волокнистого нетканого полотна и второй слой, который включает предоставление первого валка, имеющего поверхность первого валка, и второго валка, имеющего поверхность второго валка. По меньшей мере один из первого валка и второго валка имеет первое множество штырей для тиснения, проходящих наружу от соответствующей поверхности первого валка или поверхности второго валка. Кроме того, по меньшей мере один из первого валка и второго валка может также иметь первое множество штырей для перфорирования, проходящих наружу от соответствующей поверхности первого валка или поверхности второго валка, так что вместе первый валок и второй валок могут быть использованы для образования первого множества тиснений и первого множества отверстий. Например, первый валок может быть оснащен первым множеством штырей для тиснения, а второй валок может быть оснащен первым множеством штырей для перфорирования. В качестве альтернативы, первый валок может содержать как первое множество штырей для тиснения, так и первое множество штырей для перфорирования. Более того, первое множество штырей для тиснения могут быть распределены между первым валком и вторым валком, как и первое множество штырей для перфорирования.
Поверхность первого валка и поверхность второго валка расположены так, чтобы совпадать друг с другом, образовывая зазор между поверхностью первого валка и поверхностью второго валка, при этом первое множество штырей для тиснения и первое множество штырей для перфорирования определяют область тиснения первого валка в зазоре между первым валком и вторым валком. Первый валок дополнительно определяет область объединения первого валка, область связывания первого валка и область вывода первого валка. Устройство связывания расположено смежно с поверхностью первого валка в области связывания первого валка, и каждый из первого валка и второго валка вращается в противоположную сторону относительно друг друга.
Для использования способа предоставляются первый слой и второй слой. Первый слой образован из волокнистого нетканого полотна, имеющего верхнюю поверхность первого слоя и нижнюю поверхность первого слоя, разделенные толщиной первого слоя. Второй слой имеет верхнюю поверхность второго слоя и нижнюю поверхность второго слоя, разделенные толщиной второго слоя.
При использовании верхнюю поверхность первого слоя подают в зазор смежно с поверхностью первого валка для одновременного образования первого множества тиснений и первого множества отверстий в первом слое в области тиснения первого валка. Верхнюю поверхность второго слоя затем подают на нижнюю поверхность первого слоя в области объединения первого валка, при этом верхняя поверхность второго слоя контактирует с первым множеством тиснений в первом слое.
В следующей части способа устройство связывания, расположенное в области связывания первого валка, используют для связывания верхней поверхности второго слоя с первым множеством тиснений первого слоя в области связывания первого валка для образования слоистого материала с воздушной прослойкой, расположенной между нижней поверхностью первого слоя и верхней поверхностью второго слоя. После того как слоистый материал был образован, он удаляется с первого валка в области вывода первого валка.
При необходимости способ может дополнительно включать предоставление первого множества углублений для тиснения, расположенных на другом из первого валка и второго валка, который не имеет первого множества штырей для тиснения, так что первое множество штырей для тиснения могут совпадать с первым множеством углублений для тиснения, расположенных в другом валке.
Кроме того, при необходимости способ может дополнительно включать предоставление первого множества углублений для перфорирования, расположенных на другом из первого валка и второго валка, который не имеет первого множества штырей для перфорирования, так что первое множество штырей для перфорирования могут совпадать с первым множеством углублений для перфорирования, расположенных в другом валке. Более того, штыри и углубления для тиснения, а также штыри и углубления для перфорирования могут быть распределены между двумя валками.
Также в настоящем документе раскрывается адаптация вышеописанного способа для образования слоистого материала, содержащего первый слой волокнистого нетканого полотна и второй слой. Способ включает предоставление первого валка, имеющего первое множество штырей для тиснения и первое множество штырей для перфорирования, каждый из которых проходит наружу от поверхности первого валка на первом валке, для образования первого множества тиснений и первого множества отверстий.
Способ включает предоставление второго валка, имеющего первое множество углублений для тиснения и первое множество углублений для перфорирования, расположенных в поверхности второго валка. Первое множество штырей для тиснения совпадают с первым множеством углублений для тиснения, и первое множество штырей для перфорирования совпадают с первым множеством углублений для перфорирования. Поверхность первого валка и поверхность второго валка расположены так, чтобы совпадать друг с другом, образовывая зазор между поверхностью первого валка и поверхностью второго валка, при этом первое множество штырей для тиснения первого валка совпадают с первым множеством углублений для тиснения второго валка, и первое множество штырей для перфорирования первого валка совпадают с первым множеством углублений для перфорирования второго валка.
Зазор определяет область тиснения первого валка на первом валке, при этом первый валок дополнительно определяет область объединения первого валка, область связывания первого валка и область вывода первого валка. Устройство связывания расположено смежно с поверхностью первого валка в области связывания первого валка. Каждый из первого валка и второго валка вращается в противоположную сторону относительно друг друга.
Для применения способа предоставляются первый слой и второй слой. Первый слой образован из волокнистого нетканого полотна, имеющего верхнюю поверхность первого слоя и нижнюю поверхность первого слоя, разделенные толщиной первого слоя. Второй слой имеет верхнюю поверхность второго слоя и нижнюю поверхность второго слоя, разделенные толщиной второго слоя.
При использовании верхнюю поверхность первого слоя подают в зазор смежно с поверхностью первого валка для одновременного образования первого множества тиснений и первого множества отверстий в первом слое в области тиснения первого валка. Верхнюю поверхность второго слоя затем подают на нижнюю поверхность первого слоя в области объединения первого валка, при этом верхняя поверхность второго слоя контактирует с первым множеством тиснений в первом слое.
В следующей части способа устройство связывания, расположенное в области связывания первого валка, используют для связывания верхней поверхности второго слоя с первым множеством тиснений первого слоя в области связывания первого валка для образования слоистого материала с воздушной прослойкой, расположенной между нижней поверхностью первого слоя и верхней поверхностью второго слоя. После того как слоистый материал был образован, он удаляется с первого валка в области вывода первого валка.
При необходимости способ может дополнительно включать этап перфорирования второго слоя перед подачей второго слоя в область объединения первого валка.
При необходимости этап связывания согласно способу может включать связывание ультразвуковым способом первого слоя со вторым слоем, или на этом этапе могут использовать тепло и давление для связывания первого слоя со вторым слоем.
При необходимости этап связывания может приводить к образованию отверстий в области, где верхнюю поверхность второго слоя связывают по меньшей мере с частью первого множества тиснений в первом слое.
Результатом применения способа является образование слоистого материала. При необходимости может быть образовано впитывающее изделие, содержащее слоистый материал, образованный вышеупомянутым способом.
Также раскрывается впитывающее изделие, содержащее проницаемый для жидкости верхний лист и непроницаемое для жидкости наружное покрытие, при этом впитывающая сердцевина расположена между верхним листом и наружным покрытием, при этом верхний лист образован вышеупомянутым способом.
Слоистый материал может содержать первый волокнистый нетканый слой и второй слой, соединенные друг с другом во множестве точек связывания тиснений. Первый слой имеет верхнюю поверхность первого слоя и нижнюю поверхность первого слоя, которые определяют толщину первого слоя между собой. В первом слое образовано множество отверстий первого слоя, по меньшей мере часть из которых проходит от верхней поверхности первого слоя до нижней поверхности первого слоя для создания каналов между ними. Второй слой содержит верхнюю поверхность второго слоя и нижнюю поверхность второго слоя, которые определяют толщину второго слоя между собой. Нижняя поверхность первого слоя расположена на расстоянии от верхней поверхности второго слоя. Первый слой содержит множество тиснений первого слоя, по меньшей мере часть из которых начинается в верхней поверхности первого слоя и определяет отверстия тиснений. Тиснения первого слоя отходят по направлению вниз боковыми стенками тиснений и нижними частями тиснений. Нижние части тиснений расположены в нижней поверхности первого слоя. По меньшей мере часть нижних частей тиснений первого слоя связана с верхней поверхностью второго слоя посредством точек связывания тиснений, за счет чего образовывается воздушная прослойка между нижней поверхностью первого слоя и верхней поверхностью второго слоя в области между точками связывания тиснений.
При необходимости во втором слое слоистого материала может быть образовано множество расположенных на расстоянии друг от друга отверстий второго слоя, по меньшей мере часть из которых проходит от верхней поверхности второго слоя до нижней поверхности второго слоя для создания каналов для жидкостей между ними. Кроме того, при необходимости по меньшей мере в части из множества боковых стенок тиснений первого слоя могут быть образованы отверстия.
В некоторых вариантах осуществления второй слой слоистого материала может представлять собой волокнистое нетканое полотно или в качестве альтернативы перфорированную пленку.
Области применения настоящего изобретения включают впитывающее изделие, содержащее проницаемый для жидкости верхний лист и непроницаемое для жидкости наружное покрытие, при этом впитывающая сердцевина расположена между ними. Слоистый материал может образовывать любую часть впитывающего изделия, в том числе часть впитывающего изделия, содержащего верхний лист. При необходимости впитывающее изделие может дополнительно содержать поглощающий жидкость слой, расположенный между верхним листом и впитывающей сердцевиной, и верхний лист может быть связан с поглощающим жидкость слоем.
В конкретных вариантах осуществления впитывающее изделие может представлять собой, например, подгузник, трусики для приучения к горшку или продукт для взрослых, страдающих недержанием, такой как надеваемые трусы или подгузник. Оно может также представлять собой гигиенический продукт для женщин, такой как гигиеническая прокладка или ежедневная прокладка.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
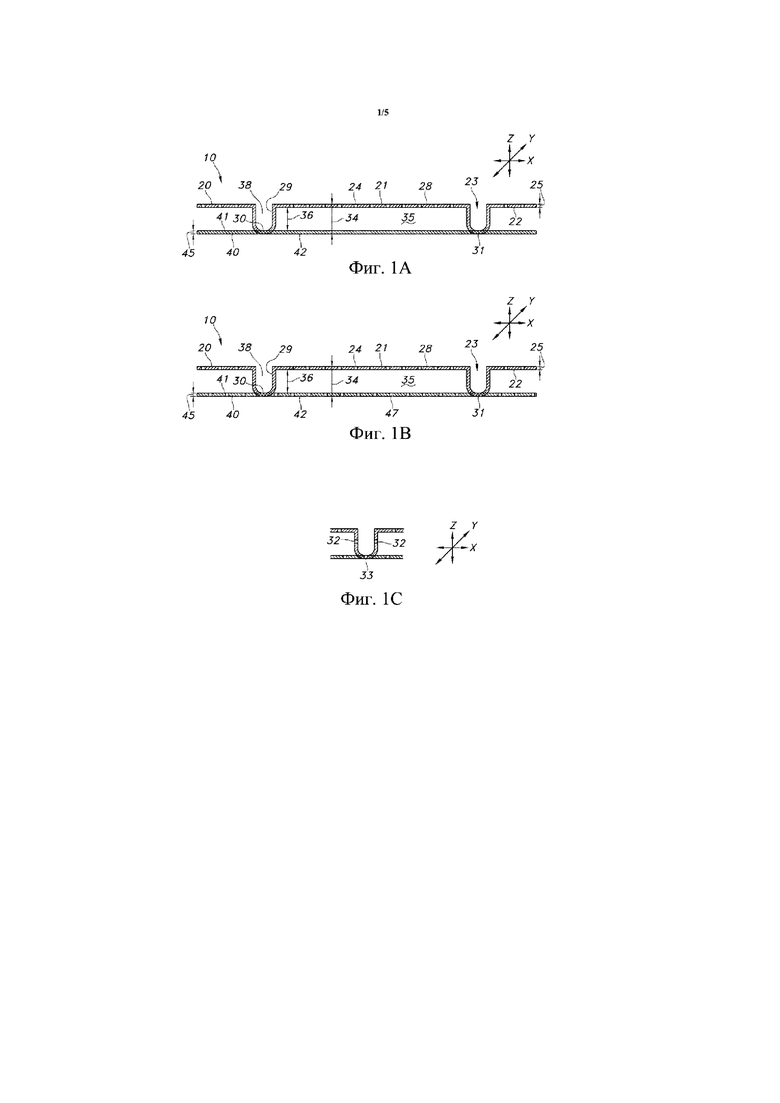
Фиг. 1A представляет собой вид сбоку в поперечном разрезе слоистого материала согласно настоящему изобретению.
Фиг. 1B представляет собой вид сбоку в поперечном разрезе альтернативного слоистого материала согласно настоящему изобретению.
Фиг. 1C представляет собой вид сбоку в поперечном разрезе части альтернативного слоистого материала согласно настоящему изобретению.
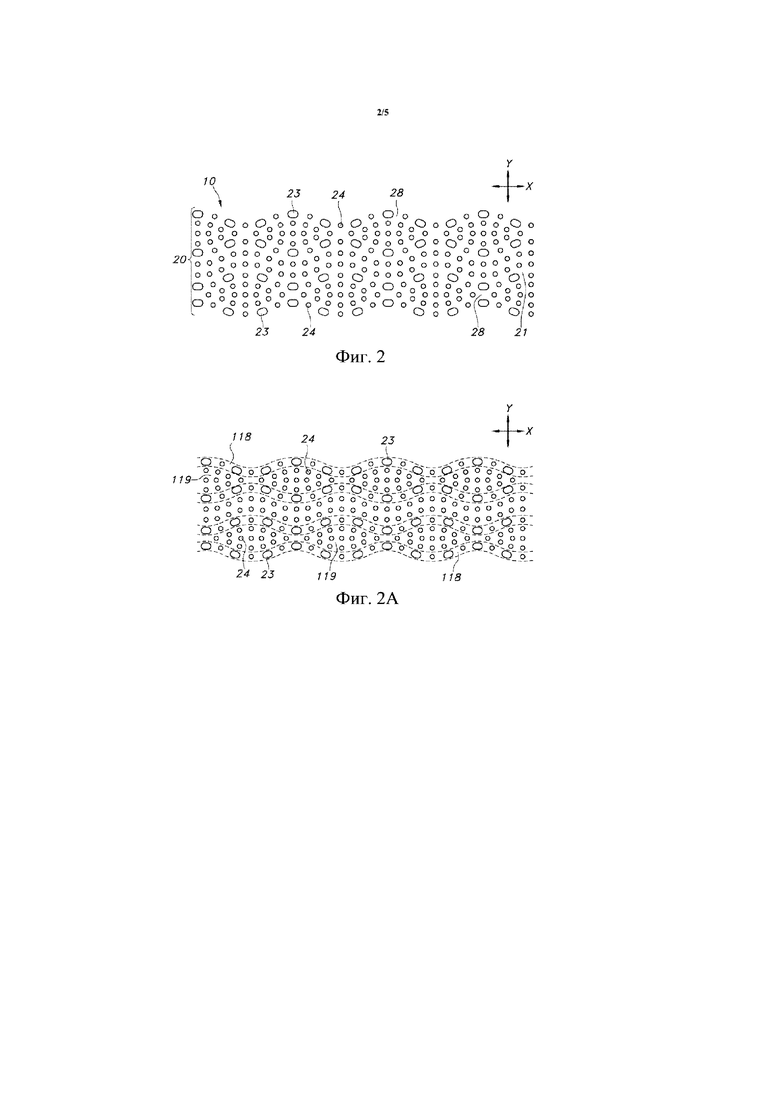
Фиг. 2 представляет собой вид сверху в плане верхней поверхности первого слоя слоистого материала, например, по фиг. 1A, 1B и 1C, демонстрирующий тиснения и отверстия согласно настоящему изобретению.
Фиг. 2A представляет собой вид сверху в плане верхней поверхности первого слоя слоистого материала согласно настоящему изобретению, при этом пунктирные линии используются для демонстрации первого ряда тиснений и первого ряда отверстий.
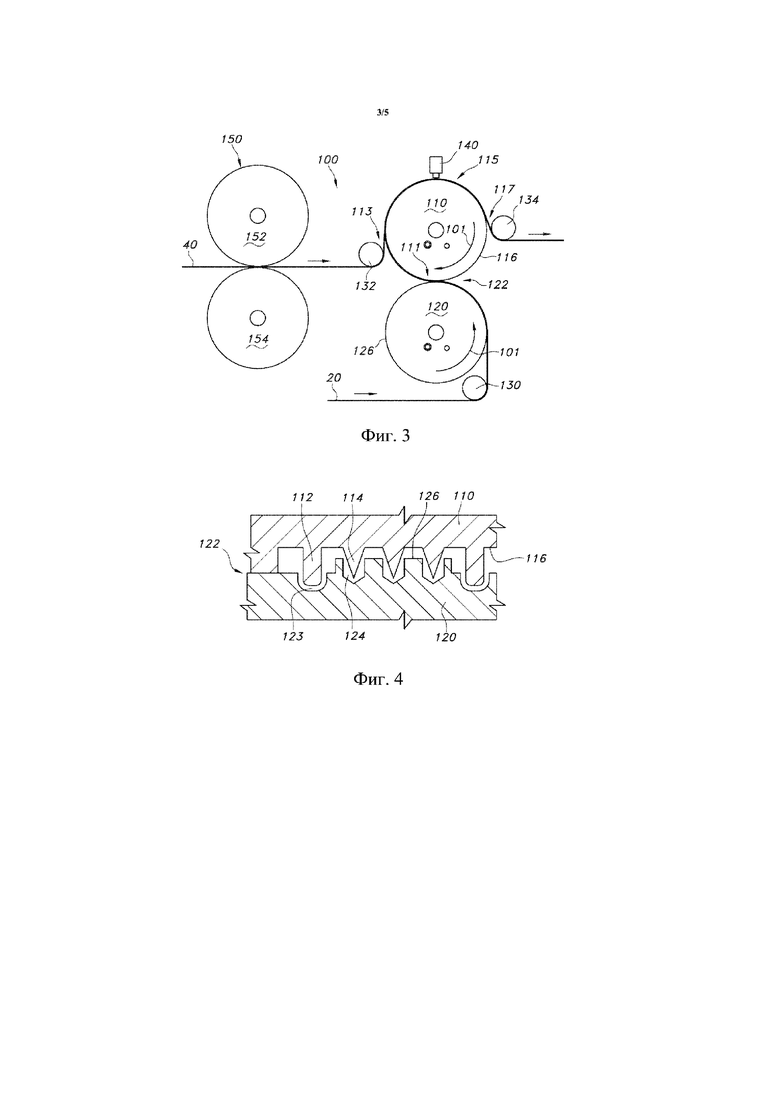
Фиг. 3 представляет собой вид сбоку схематического изображения способа образования слоистого материала согласно настоящему изобретению.
Фиг. 4 представляет собой увеличенный вид сбоку области зазора между первым валком и вторым валком в соответствии со способом, показанным на фиг. 3.
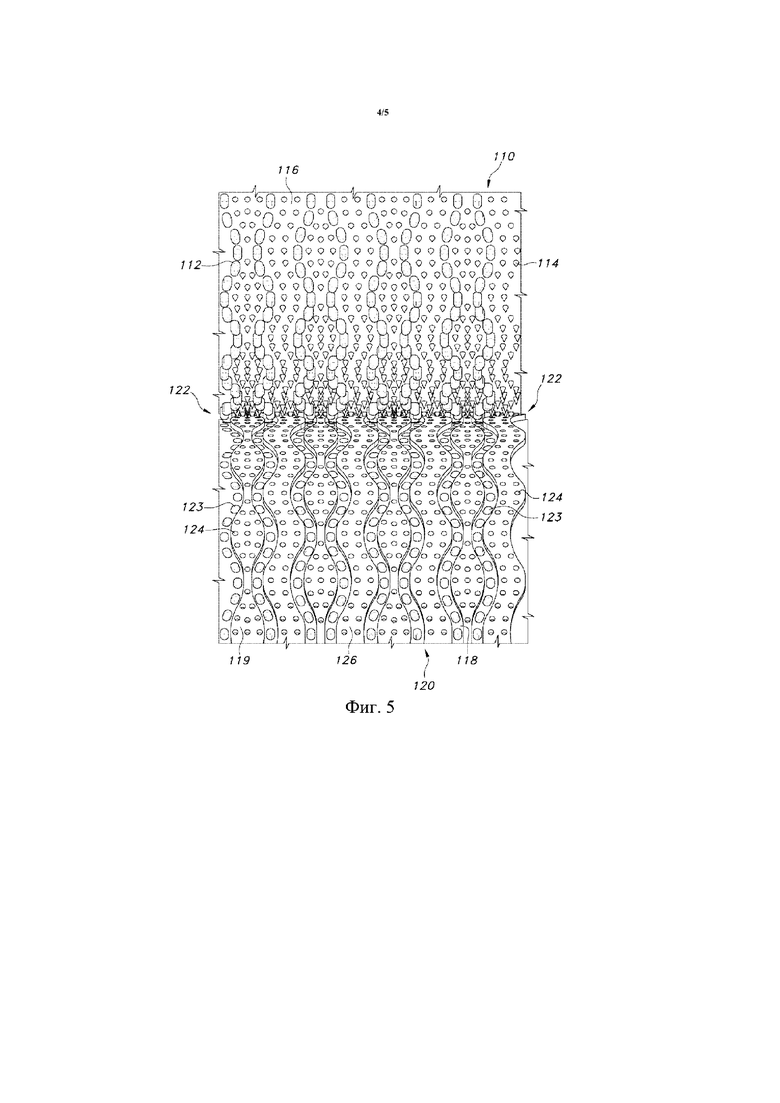
Фиг. 5 представляет собой увеличенный вид области зазора и первого валка и второго валка в соответствии со способом образования слоистого материала согласно настоящему изобретению.
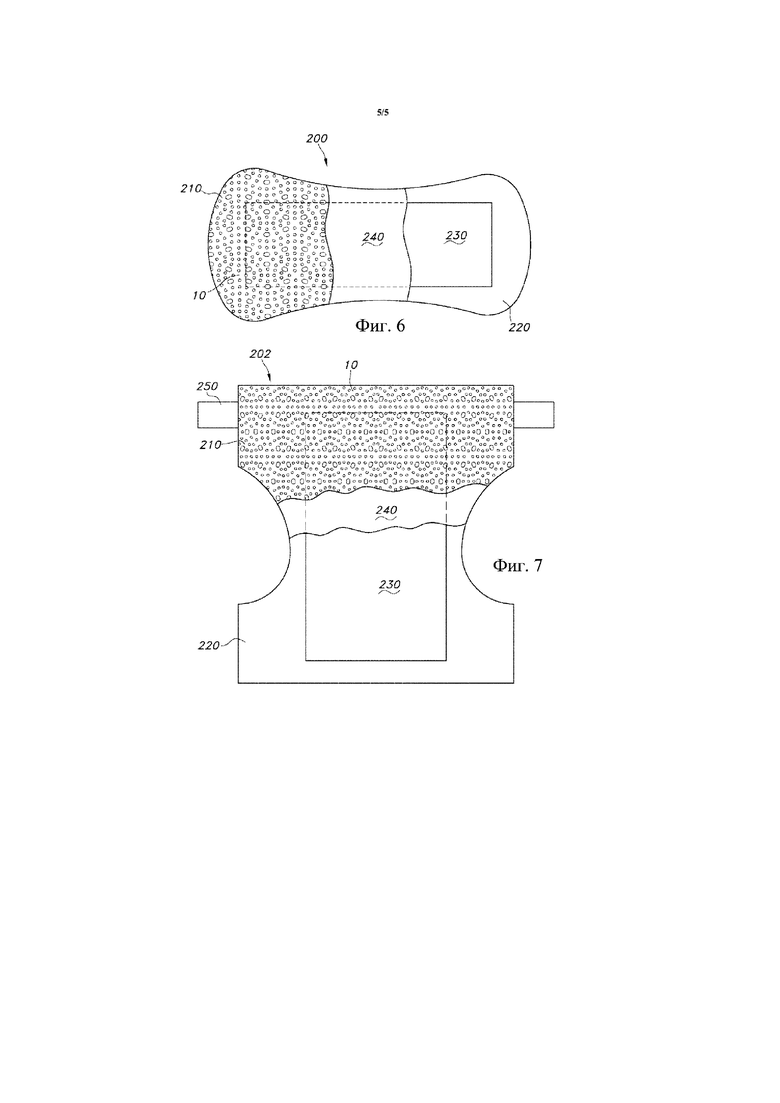
Фиг. 6 представляет собой вид сверху в плане в частичном разрезе впитывающего изделия, в данном случае гигиенической прокладки, в котором используется слоистый материал согласно настоящему изобретению.
Фиг. 7 представляет собой вид сверху в плане в частичном разрезе впитывающего изделия, в данном случае подгузника, в котором используется слоистый материал согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ
Обращаясь к фиг. 1A, на ней показан слоистый материал 10, содержащий первый слой 20 и второй слой 40. В качестве справочной информации, слоистый материал 10 может быть рассмотрен в качестве расположенного в основном в плоскости X-Y, при этом толщина слоистого материала проходит в направлении Z или вертикальном направлении. Первый слой 20 представляет собой волокнистое нетканое полотно, имеющее верхнюю поверхность 21 первого слоя и нижнюю поверхность 22 первого слоя, которые определяют толщину 25 первого слоя между собой. Как будет пояснено более подробно ниже в отношении способа образования слоистого материала 10, первый слой 20 прикреплен ко второму слою 40, который имеет верхнюю поверхность 41 второго слоя и нижнюю поверхность 42 второго слоя, которые определяются толщиной 45 второго слоя между собой.
Для отделения первого слоя 20 от второго слоя 40 первый слой 20 оснащен множеством отходящих по направлению вниз (в вышеуказанном направлении Z или вертикальном направлении) тиснений 23. Под «отходящий по направлению вниз» подразумевают, что материал из плоскости X-Y первого слоя 20 безвозвратно смещен в вертикальном направлении или направлении Z для образования впадин или углублений 38, которые проходят от нижней поверхности 22 первого слоя в направлении верхней поверхности 41 второго слоя и контактирует с ней. Как показано на фиг. 1A и 1B, тиснения 23 первого слоя образуют впадины или углубления 38, которые имеют боковые стенки 29 тиснений и нижние части 30 тиснений, которые связаны с верхней поверхностью 41 второго слоя посредством точек 31 связывания тиснений. Как будет пояснено более подробно ниже в отношении способа образования слоистого материала, точки 31 связывания тиснений предпочтительно создаются посредством сплавления волокон первого слоя 20 с волокнами или материалом (в случае если второй слой 40 представляет собой пленку или пленочный/нетканый слоистый материал), образующим второй слой 40, и наплавления на них. Тем не менее, в качестве альтернативы, это связывание двух слоев (20 и 40) может быть достигнуто другими средствами, такими как клей, и другими средствами или сочетанием таких методик связывания.
Если слоистый материал 10 используют в качестве обращенного к телу слоя, также называемого прокладочным материалом или верхним листом, во впитывающих изделиях личной гигиены, быстрые прием жидкости и передача жидкостей вниз в нижние внутренние слои впитывающего продукта являются крайне желательным свойством. После передачи жидкостей во внутренние части впитывающего продукта также желательно, чтобы жидкости, доставляемые таким образом, не протекали обратно на верхнюю поверхность слоистого материала/верхнего листа продукта. Это называется повторным увлажнением. Для обеспечения этих свойств первый слой 20 слоистого материала 10 оснащен множеством отверстий 24 первого слоя, которые проходят от верхней поверхности 21 первого слоя вниз и через нижнюю поверхность 22 первого слоя. См. фиг. 1A и 1B. Как показано на фиг. 1A и 1B, эти отверстия 24 первого слоя являются в некоторой степени двухмерными, поскольку после показанного процесса перфорирования по направлению вниз не отходит никакой материал в направлении Z под нижней поверхностью 22 первого слоя в направлении верхней поверхности 41 второго слоя. Тем не менее, в некоторых случаях во время процесса перфорирования волокна могут быть смещены (не показано) из первого слоя 20 по направлению вниз для образования воронкообразных форм (также не показано), что может улучшить капиллярное действие отверстий 24 для втягивания жидкостей организма вниз в слоистый материал 10 и нижележащие слои и дополнительно предотвратить повторное увлажнение, т.е. поток впитанных жидкостей обратно в направлении верхней поверхности 21 первого слоя.
В результате применения тиснений 23 первого слоя создается воздушная прослойка 35 между первым слоем 20 и вторым слоем 40 и, в частности, между нижней поверхностью 22 первого слоя и верхней поверхностью 41 второго слоя. Эти две поверхности (22 и 41) определяют толщину 36 воздушной прослойки. Толщина 36 воздушной прослойки может находиться в диапазоне от приблизительно 0,1 до приблизительно 15 миллиметров (мм), в качестве альтернативы от приблизительно 0,1 до приблизительно 4 мм и в качестве альтернативы от приблизительно 0,1 до приблизительно 1 мм.
Первый слой 20 может быть изготовлен из широкого ряда волокнистых нетканых полотен, таких как кардочесанные полотна, полученные воздушной набивкой (TABCW), термически связанные каландрированные полотна, полотна, полученные суховоздушным формованием, полотна спанбонд, полотна спанлейс, полотна мелтблаун, и перфорированных полимерных пленок, таких как полиэтиленовые пленки. Кардочесанные полотна, полученные воздушной набивкой, являются особенно полезными в качестве первого слоя 20 из-за своих мягкости и удерживающей способности. В отношении волокнистых полотен, используемых для первого слоя, волокна (также называемые элементарными нитями) могут быть более непрерывными, например, как в случае с волокнистыми полотнами спанбонд и мелтблаун. В качестве альтернативы, волокнистые нетканые полотна могут быть изготовлены из штапельных волокон. Как элементарные нити, так и волокна могут включать, но без ограничения, однокомпонентные волокна и многокомпонентные волокна, такие как двухкомпонентные волокна. Подходящие составы волокон включают, но без ограничения, полиолефины, такие как полипропилен и полиэтилен, а также сложный полиэфир, вискозу, целлюлозные химические волокна и хлопок. Было установлено, что вследствие своих сочетаний способности к связыванию, мягкости и прочности двухкомпонентные волокна с полиэтиленовыми оболочками и полипропиленовыми или сложнополиэфирными сердцевинами особенно хорошо взаимодействуют со слоистым материалом 10, описанным в настоящем документе. Толщина нити в денье для волокон может составлять от приблизительно 0,05 до приблизительно 5 денье, в качестве альтернативы от приблизительно 1,2 до приблизительно 3 денье и в качестве альтернативы от приблизительно 1,5 до приблизительно 2,5 денье.
Для второго слоя 40 могут быть использованы те же самые материалы, что и для первого слоя 20, в том числе волокнистые нетканые полотна и пленочные слои. Поскольку второй слой, как правило, не будет вступать в контакт с конечным пользователем, он может быть изготовлен из волокон с большей толщиной нити в денье, чем первый слой 20. Толщина нити в денье для волокон второго слоя 40 может находиться в тех же диапазонах, что и указанная для первого слоя 20, но также может составлять от приблизительно 0,05 до приблизительно 12 денье, в качестве альтернативы от приблизительно 1 до приблизительно 9 денье и в качестве альтернативы от приблизительно 2 до приблизительно 6 денье.
При необходимости либо один, либо оба из первого слоя 20 и второго слоя 40 могут быть обработаны средствами обработки, улучшающими свойства, связанные с удерживанием жидкостей, такими как поверхностно-активные вещества, для улучшения потока жидкостей вниз в слоистый материал 10 и нижележащие слои, если слоистый материал 10 включен в продукты конечного применения, такие как вышеупомянутые впитывающие изделия.
Первый слой 20, как правило, будет иметь толщину от приблизительно 0,1 до приблизительно 5,0 миллиметров (мм), в качестве альтернативы от приблизительно 0,3 до приблизительно 1,5 мм и в качестве альтернативы от приблизительно 0,4 до приблизительно 0,6 мм. Еще одни дополнительные диапазоны и определенные толщины могут быть использованы в зависимости от конкретного конечного применения слоистого материала 10. Базовый вес первого слоя 20 будет также зависеть от конкретного конечного применения, но будет, как правило, составлять от приблизительно 5 до приблизительно 100 грамм/кв. метр (г/м2), в качестве альтернативы от приблизительно 12 до приблизительно 50 г/м2 и в качестве альтернативы от приблизительно 20 до приблизительно 50 г/м2. Еще одни дополнительные диапазоны и определенные базовые веса могут быть использованы в зависимости от конкретного конечного применения слоистого материала 10.
Второй слой 40 может иметь базовый вес от приблизительно 10 до приблизительно 150 г/м2, в качестве альтернативы от приблизительно 15 до приблизительно 60 г/м2 и в качестве альтернативы от приблизительно 20 до приблизительно 35 г/м2. Толщина 45 второго слоя 40 может составлять от приблизительно 0,2 до приблизительно 10 мм, в качестве альтернативы от приблизительно 0,3 до приблизительно 2 мм и в качестве альтернативы от приблизительно 0,4 до приблизительно 1 мм. Общая толщина 34 слоистого материала 10 может составлять от приблизительно 0,5 до приблизительно 20 мм, в качестве альтернативы от приблизительно 1 до приблизительно 5 мм и в качестве альтернативы от приблизительно 1,5 до приблизительно 3 мм. Слоистый материал 10 может иметь общий базовый вес от приблизительно 15 до 250 грамм/кв. метр (г/м2), в качестве альтернативы от приблизительно 27 до приблизительно 110 г/м2 и в качестве альтернативы от приблизительно 40 до приблизительно 60 г/м2.
Размер, форма и количество тиснений 23 первого слоя могут меняться в зависимости от конкретных конечных свойств слоистого материала 10 в целом. Большее количество тиснений обеспечит большую структурную жесткость между первым слоем 20 и вторым слоем 40. Количество и размер тиснений могут также зависеть от размера, формы и плотности волокон, а также степени связывания волокна с волокном между отдельными волокнами в первом слое 20 и втором слое 40. Большие волокна с большим связыванием волокна с волокном будут создавать более жесткие тиснения, а также повышать степень сплавления во время связывания нижних частей 30 тиснений с верхней поверхностью 41 второго слоя. Кроме того, в зависимости от степени сплавления волокон, присутствующей в тиснениях 23, боковые стенки 29 и нижние части 30 тиснений 23 первого слоя могут плавиться до такой степени, что тиснениям 23 могут быть приданы дополнительные прочность и жесткость. Кроме того, слоистый материал 10 может быть подвергнут последующим обработкам, таким как дополнительные этапы нагрева, для фиксации и сплавления волокон, образующих тиснения 23 первого слоя.
Размер тиснений 23 может меняться в зависимости от конечного применения. Кроме того, форма тиснений 23 может меняться и может включать, но без ограничения, круги, овалы, квадраты, прямоугольники и другие многосторонние отверстия, например, ромбовидной, треугольной, восьмиугольной, шестиугольной и других многоугольных форм. Формы могут также быть правильными или неправильными. Более того, при необходимости могут быть использованы сочетания форм и размеров тиснений. Они также могут иметь отношения сторон (отношения большой оси к малой оси) от приблизительно 1:1 до приблизительно 20:1, в качестве альтернативы от приблизительно 1:1 до приблизительно 5:1 и, более того, от приблизительно 1:1 до приблизительно 3:1.
Тиснения 23 первого слоя могут иметь глубину (измеренную от верхней поверхности 21 первого слоя до нижней части 30 тиснения) от приблизительно 0,2 до приблизительно 20 мм, в качестве альтернативы от приблизительно 0,4 до приблизительно 5,5 мм и в качестве альтернативы от приблизительно 0,5 до приблизительно 1,6 мм. Тиснения 23 первого слоя могут иметь площадь отдельного тиснения (измеренную на верхней поверхности 21 первого слоя) от приблизительно 1 квадратного миллиметра до приблизительно 35 квадратных миллиметров (мм2), в качестве альтернативы от приблизительно 1,5 до приблизительно 20 мм2 и в качестве альтернативы от приблизительно 2,5 до приблизительно 8 мм2. Общая открытая площадь множества тиснений на единицу площади первого слоя 20, измеренная на верхней поверхности 21 первого слоя, может составлять от приблизительно 5 процентов до приблизительно 55 процентов, в качестве альтернативы от приблизительно 10 процентов до приблизительно 35 процентов и в качестве альтернативы от приблизительно 15 процентов до приблизительно 25 процентов.
Отверстия 24 первого слоя могут иметь диаметр (измеренный как наибольшее расстояние между двумя сторонами отверстия без соприкосновения с промежуточной боковой кромкой) от приблизительно 0,2 до приблизительно 10 мм, в качестве альтернативы от приблизительно 0,2 до приблизительно 5 мм и в качестве альтернативы от приблизительно 0,5 до приблизительно 2 мм. Расстояние между отверстиями первого слоя (измеренное как расстояние между двумя ближайшими соответствующими кромками отверстий двух смежных отверстий на верхней поверхности 21 первого слоя) может составлять от 0,5 до приблизительно 20 мм, в качестве альтернативы от приблизительно 0,5 до приблизительно 15 мм и в качестве альтернативы от приблизительно 1 до приблизительно 6 мм. Общая открытая площадь множества отверстий на единицу площади первого слоя 20, измеренная на верхней поверхности 21 первого слоя, может составлять от приблизительно 1 процента до приблизительно 40 процентов, в качестве альтернативы от приблизительно 5 процентов до приблизительно 30 процентов и в качестве альтернативы от приблизительно 10 процентов до приблизительно 20 процентов.
Размер, форма и количество отверстий 24 первого слоя могут меняться в зависимости от конкретных конечных свойств слоистого материала 10 в целом. Кроме того, размер, форма и количество отверстий 24 первого слоя будут влиять на свойства переноса жидкостей в целом первого слоя 20 и полученного в результате слоистого материала 10. Отверстия 24 первого слоя могут иметь различные формы и сочетания форм, в том числе формы, подобные или отличные от описанных выше в отношении тиснений 23 первого слоя. Кроме того, могут быть использованы сочетания размеров отверстий. Например, если слоистый материал 10 используют в качестве верхнего листа для впитывающего изделия личной гигиены, такого как подгузник или гигиеническая прокладка, размеры отверстий в средней области верхнего листа могут быть больше, чем размеры отверстий, расположенных в боковых частях верхнего листа или в периферийных частях верхнего листа.
Если слоистый материал 10 используют в качестве обращенного к телу слоя продукта личной гигиены, такого как подгузник, трусы-подгузники, трусики для приучения к горшку, гигиенический продукт для женщин, подгузник для взрослых, продукт, применяемый при недержании, и т. д., желательно, чтобы контактирующий с телом слой был мягким на ощупь. Вот почему предпочтительно, чтобы первый слой 20 представлял собой волокнистое нетканое полотно. Второй слой 40, как правило, не будет контактировать с телом пользователя, следовательно, хотя все еще желательно, чтобы второй слой 40 также представлял собой волокнистое нетканое полотно, он может быть образован из других материалов, таких как пленки и пленочные/нетканые слоистые материалы. В таких случаях необходимо, чтобы второй слой 40 и слоистый материал 10 в целом могли пропускать жидкости организма, включая жидкости, такие как моча, менструальные выделения и кровь, и в некоторой степени твердые вещества, такие как фекалии. В результате, в таких случаях преимущественно, чтобы пленка имела отверстия, щели или некоторый другой тип каналов для жидкостей. Если второй слой 40 содержит волокнистое нетканое полотно, он может использовать подобные типы, толщины и базовые веса волокнистых нетканых полотен, как определено выше в отношении первого слоя 20. Таким образом, первый слой 20 и второй слой 40 могут представлять собой абсолютно одинаковый материал или различные материалы. Например, первый слой 20 может представлять собой кардочесанное полотно, полученное воздушной набивкой, и второй слой 40 может представлять собой нетканое полотно спанбонд или полотно, полученное суховоздушным формованием.
Площадь верхней поверхности 21 первого слоя, которую не занимают тиснения 23 первого слоя и отверстия 24 первого слоя, называется плоская область 28 первого слоя. См. фиг. 1A, 1B и 2. В целом, если слоистый материал 10 используют в качестве верхнего листа во впитывающем изделии личной гигиены, желательно минимизировать плоскую область 28, поскольку это также уменьшит площадь контакта с кожей, которая будучи сырой может привести к раздражению кожи пользователя. Плоская область 28 на единицу площади верхней поверхности 21 первого слоя может составлять в диапазоне от приблизительно 5 процентов до приблизительно 95 процентов, в качестве альтернативы от приблизительно 35 процентов до приблизительно 85 процентов и, более того, от приблизительно 55 процентов до приблизительно 75 процентов. Относительная плоская область на единицу площади верхней поверхности 21 первого слоя представляет собой площадь поверхности площади 28 контакта, расположенной в пределах определенной единицы площади (не считая площади тиснений 23 и отверстий 24 на ту же единицу площади), разделенную на общую площадь измеряемой единицы площади, при этом частное от этого деления умножается на 100.
Слоистый материал 10, показанный на фиг. 1A, имеет первый слой 20 с толщиной 25 первого слоя, составляющей 0,6 мм. Второй слой 40 имеет толщину 45 второго слоя, составляющую 0,4 мм. Воздушная прослойка 35 между нижней поверхностью 22 первого слоя 20 и верхней поверхностью 42 второго слоя 40 имеет толщину 36 воздушной прослойки, составляющую 0,8 мм, и общая толщина 34 слоистого материала 10 составляет 1,8 мм.
Обращаясь к фиг. 1B, на ней показан второй слоистый материал 10. В этом варианте осуществления показан слоистый материал 10 со вторым слоем 40, имеющим факультативные отверстия 47 второго слоя. Такое дополнительное перфорирование дополнительно улучшит поток жидкостей из верхней поверхности 21 первого слоя вниз в слоистый материал 10 и любые смежные подслои в случае, если слоистый материал 10 включен в другую структуру, такую как вышеупомянутое впитывающее изделие личной гигиены. Отверстия 47 второго слоя могут иметь различные формы и сочетания форм, в том числе формы, подобные или отличные от описанных выше в отношении тиснений 23 и отверстий 24 в первом слое 20. Размер отверстий может находиться в диапазоне от приблизительно 0,1 до приблизительно 10 мм, в качестве альтернативы от приблизительно 0,2 до приблизительно 5 мм и, более того, от приблизительно 0,5 до приблизительно 2 мм, при этом размер измеряют поперек большой оси отверстия во втором слоем 40. Кроме того, могут быть использованы сочетания размеров отверстий. Например, если слоистый материал 10 используют в качестве верхнего листа впитывающего изделия личной гигиены, такого как подгузник или гигиеническая прокладка, размеры отверстий в средней области второго слоя 40 могут быть больше, чем размеры отверстий, расположенных в боковых частях второго слоя 40 или в периферийных частях второго слоя 40, используемого в качестве части верхнего листа. В качестве альтернативы, если первый слой 20 имеет большие отверстия 24 в центральной части верхнего листа (части верхнего листа, выполняющей функцию целевой зоны для проникающих жидкостей организма), тогда боковые или периферийные части второго слоя 40 могут иметь отверстия 47 большего размера для обеспечения лучшего распределения впитанных жидкостей организма вниз в нижележащую впитывающую сердцевину и другие слои вне целевой зоны верхнего листа. Эти отверстия 47 второго слоя могут быть образованы таким же образом, как и отверстия 24 первого слоя.
Ссылаясь снова на фиг. 1B, при необходимости тиснения 23 первого слоя могут иметь отверстия 32 в боковых стенках тиснений. Кроме того, тиснения 23 первого слоя могут быть дополнительно оснащены отверстиями 33 в нижних частях тиснений. Размер отверстий 32 в боковых стенках тиснений и отверстий 33 в нижних частях тиснений может находиться в том же диапазоне размеров, что и размер отверстий 24 в первом слое и отверстий 47 во втором слое 40. Более того, следует отметить, что отверстия 47 во втором слое, отверстия 32 в боковых стенках тиснений и отверстия 33 в нижних частях тиснений могут быть использованы по отдельности или в сочетании друг с другом.
Общая компоновка тиснений 23 и отверстий 24 может меняться для удовлетворения требований конкретного слоистого материала и/или продукта, в который будет включен слоистый материал 10. Обращаясь к фиг. 2A можно видеть, что тиснения 23 образуют первый узор или ряд тиснений 118, и отверстия 24 образуют второй узор или ряд отверстий 119. Для дополнительного упрощения рассмотрения этих рядов 118, 119 на фиг. 2A показана последовательность пунктирных линий для дополнительного выделения рядов. Эти пунктирные линии предназначены лишь для иллюстративных целей. Первый ряд 118 и второй ряд 119 проходят продольно в направлении X и чередуются друг с другом в направлении «Y». Каждый из рядов имеет волнистый или синусоидальный узор в направлении X. Было установлено, что желательно прерывать поток жидкостей, особенно если используется слоистый материал 10, например, в качестве верхнего листа 210 для впитывающего изделия личной гигиены, такого как гигиеническая прокладка 200 по фиг. 6 или подгузник 202 по фиг. 7, показанные на графических материалах. Как показано на этих фигурах (фиг. 6 и 7), продольные оси рядов 118 и 119 выровнены с продольными осями продуктов 200 и 202. В качестве альтернативы, ряды 118 и 119 могут проходить в поперечном направлении или под углом к продольной и поперечной осям продукта.
Другие компоновки первого и второго рядов 118 и 119 также подпадают под объем настоящего изобретения. Прямые линии, круги, овалы и затейливые компоновки могут быть использованы для одного или обоих из рядов. Кроме того, один ряд может частично или полностью охватывать другой ряд. Кроме того, дополнительные ряды, помимо первого и второго рядов, могут быть использованы при создании слоистого материала 10 согласно настоящему изобретению.
Способ:
Способ 100 изготовления слоистого материала 10 показан на фиг. 3, 4 и 5 графических материалов. Ссылаясь на фиг. 3, способ 100 включает предоставление вращающихся в противоположные стороны первого валка 110 и второго валка 120, при этом направление вращения в противоположные стороны показано стрелками 101. Первый валок 110 и второй валок 120 определяют зазор 122 между собой, образованный плоской областью 116 первого валка и плоской областью 126 второго валка. Множество охватываемых штырей 112 для тиснения и охватываемых штырей 114 для перфорирования, расположенных в виде отдельных узоров, проходят наружу от плоской области 116 первого валка 110. Увеличенный вид первого валка 110 и второго валка 120 показан на фиг. 5, при этом компоновка штырей для тиснения и штырей для перфорирования выполнена с возможностью создания узора тиснения и перфорирования, показанного на фиг. 2 графических материалов.
Охватываемые штыри 112 для тиснения имеют такую форму, чтобы образовывать тиснения 23 первого слоя, показанные на фиг. 1A, 1B, 1C и 2, и охватываемые штыри 114 для перфорирования имеют такую форму, чтобы образовывать отверстия 24 первого слоя. В целом, штыри 112 для тиснения будут длиннее, чем штыри 114 для перфорирования, и длина штырей 112 для тиснения будет определять воздушную прослойку 35 между первым слоем 20 и вторым слоем 40. Особенным преимуществом оборудования и способа настоящей компоновки является обеспечение одновременных перфорирования и тиснения первого слоя 20, что таким образом повышает эффективность и производительность настоящего способа. Кроме того, благодаря тому, что штыри для перфорирования и тиснения находятся в одном месте во время одного и того же процесса, минимизируются проблемы, связанные с разметкой тиснений 23 первого слоя и отверстий 24 первого слоя.
Второй валок 120 имеет множество охватывающих углублений 123 для тиснения и охватывающих углублений 124 для перфорирования, которые соответственно совпадают с охватываемыми штырями 112 для тиснения и охватываемыми штырями 114 для перфорирования в первом валке 110, так что соответствующие штыри совпадают с соответствующими углублениями по мере вращения в противоположные стороны первого валка 110 и второго валка 120 в направлении стрелок 101. Размер углублений (123 и 124) должен быть таким, чтобы вмещать в себя соответствующие штыри (112 и 114) и материал из первого слоя 20. Для упрощения перфорирования и тиснения первый валок 110 и/или второй валок 120 могут быть нагреты и/или охлаждены с использованием традиционных средств, или они могут вращаться при окружающих условиях.
В конкретном способе, показанном на фиг. 3-5, зазор 122 между поверхностью или плоской областью 116 первого валка и поверхностью или плоской областью 126 второго валка составляет 0,8 мм, при этом штыри 112 для тиснения первого валка имеют высоту (измеренную от плоской области или поверхности 116 первого валка до конца штыря 112 для тиснения), составляющую 2,4 мм. Штыри для перфорирования первого валка имеют высоту (измеренную от поверхности 116 первого валка до конца штыря 114 для перфорирования), составляющую 2,0 мм.
В альтернативных компоновках, которые не показаны, второй валок 120 может иметь эластичную поверхность вместо углублений, которая будет деформироваться при контакте с охватываемыми штырями 112 для тиснения и охватываемыми штырями 114 для перфорирования первого валка 110. В еще одних альтернативных компоновках некоторая часть штырей и углублений может быть перенесена с первого валка 110 на второй валок 120 и наоборот.
Для повышения эффективности и производительности настоящего способа 100 первый валок 110 определяет область 111 тиснения первого валка, область 113 объединения первого валка, область 115 связывания первого валка и область 117 вывода первого валка. Зазор 122 расположен в области 111 тиснения, и устройство 140 связывания расположено в области 115 связывания первого валка.
Во время работы материал 20 первого слоя подают на второй валок 120 и в зазор 122 в области 111 тиснения первого валка. Как показано на фиг. 3, факультативный направляющий валок 130 может быть расположен смежно со вторым валком 120 в таком месте, которое обеспечивает достаточный контакт и время выдержки материала 20 первого слоя на поверхности 126 второго валка 120 для предварительного нагрева материала 20 первого слоя в случае, если второй валок 120 нагревается. По мере того, как материал 20 первого слоя проходит вокруг второго валка 120, он попадает в зазор 122, где выполняется его перфорирование и тиснение посредством вхождения в зацепление штырей и углублений для перфорирования и тиснения первого и второго валков (110 и 120). По мере того, как материал 20 первого слоя выходит из зазора 122, верхняя поверхность 21 первого слоя остается в контакте с поверхностью 116 первого валка 110, и нижняя поверхность 22 первого слоя удаляется с первого валка 110 и поддерживается штырями 112 для тиснения первого слоя.
В области 113 объединения первого валка второй слой 40 подают на открытую нижнюю поверхность 22 первого слоя. Для упрощения перемещения второго слоя 40 в область 113 объединения первого валка может быть использован факультативный направляющий валок 132 для поддержания достаточного натяжения с целью удерживания верхней поверхности 41 второго слоя в контакте с нижней поверхностью 22 первого слоя.
По мере того, как уже наложенные друг на друга первый и второй слои 20 и 40 продолжают проходить вокруг первого валка 110, они движутся в область 115 связывания первого валка, где выполняется связывание двух слоев (20 и 40) для образования слоистого материала 10. Как упоминалось ранее, первый валок 110 может быть нагрет для упрощения этапа связывания в области 115 связывания. Смежно с поверхностью 116 первого валка 110 в области 115 связывания расположено устройство 140 связывания. Как показано на фиг. 3, устройство 140 связывания представляет собой блок ультразвуковой сварки. Такое оборудование ультразвуковой сварки хорошо известно специалистам в области связывания слоистого материала. По мере того, как первый и второй слои (20 и 40) проходят между поверхностью 116 первого валка 110 и оборудованием 140 ультразвуковой сварки, на первый и второй слои (20 и 40) передается достаточное количество энергии, чтобы сплавить верхнюю поверхность 41 второго слоя с нижними частями 30 тиснений, образованными в нижней поверхности 22 первого слоя, посредством чего образуются точки 31 связывания тиснений и полученный в результате слоистый материал 10, показанный на фиг. 1A, 1B и 1C.
По мере того, как уже образованный слоистый материал 10 покидает область 115 связывания первого валка, он проходит в область 117 вывода первого валка, где слоистый материал 10 удаляется для последующей обработки или наматывания на приемный валок (не показан). Факультативный направляющий валок 134 также может быть использован в отношении других областей на первом валке 110.
В альтернативном варианте осуществления, который не показан, устройство 140 ультразвуковой сварки может быть заменено валком связывания (не показан), который прикладывает к нижней поверхности 42 второго слоя 40 достаточное давление, чтобы вызвать связывание двух слоев (20 и 40) друг с другом. Кроме того, при необходимости альтернативный валок связывания может быть нагрет для упрощения процесса связывания.
Слоистый материал 10, показанный на фиг. 1B и 1C, имеет второй слой 40 с отверстиями 47 второго слоя. В связи с этим при необходимости материал 40 второго слоя может быть предварительно перфорирован перед началом способа 100, показанного на фиг. 3. В качестве альтернативы, дополнительный этап обработки может быть добавлен в способ, показанный на фиг. 3, для создания факультативных отверстий 47 второго слоя, показанных на фиг. 1B и 1C. В частности, в способ 100 может быть добавлено предоставление факультативного устройства 150 перфорирования второго слоя. Устройство 150 перфорирования второго слоя может содержать валок 152 перфорирования и опорный валок 154. Несмотря на то, что валки 152 и 154 могут вращаться в условиях температуры окружающей среды, при необходимости один или оба из валков 152 и 154 могут быть нагреты и/или охлаждены для упрощения процесса перфорирования.
Увеличенный вид первого валка 110 и второго валка 120 показан на фиг. 4, при этом компоновка штырей для тиснения и штырей для перфорирования выполнена с возможностью создания узора тиснения и перфорирования, показанного на фиг. 2 и 2A графических материалов.
Области применения продуктов:
Слоистый материал 10 может быть использован в широком ряде областей применения, включая, но без ограничения, впитывающие изделия и, в частности, впитывающие изделия личной гигиены, предназначенные для ношения вплотную к телу или вокруг него для впитывания выделений организма. Примеры таких изделий включают, но без ограничения, подгузники, трусы-подгузники, трусики для приучения к горшку, также известные как надеваемые подгузники или трусы, продукты для взрослых, страдающих недержанием, гигиенические продукты для женщин, такие как гигиенические прокладки, ежедневные прокладки и т. д. Обращаясь к фиг. 6 и 7 графических материалов, на них показаны два приведенных в качестве примера впитывающих изделия 200 и 202. На фиг. 6 впитывающее изделие представляет собой гигиеническую прокладку 200, и на фиг. 7 впитывающее изделие представляет собой подгузник 202. На обеих фигурах подобные позиционные обозначения используются для подобных элементов. В обоих случаях слоистый материал 10 используют в качестве проницаемого для жидкости верхнего листа 210. Соответствующие изделия 200 и 202 также содержат непроницаемый для жидкости задний лист или наружное покрытие 220, которое, как правило, соединено с верхним листом 210 либо непосредственно, либо косвенно (как правило, по периферии продукта), и впитывающую сердцевину 230, расположенную между верхним листом 210 и задним листом или наружным покрытием 220. Нижняя поверхность верхнего листа 210 может быть связана со впитывающей сердцевиной 230 либо непосредственно, либо косвенно через промежуточные слои. Факультативно, изделия 200 и 202 могут содержать другие слои, например, так называемые принимающий слой, переносящий слой или разделительный слой 240, расположенные между впитывающей сердцевиной 230 и верхним листом 210. В таких случаях принимающий слой 240, как правило, связан либо непосредственно, либо косвенно с верхним листом 210 и в качестве дополнения или альтернативы со впитывающей сердцевиной 230. Несмотря на то, что слоистый материал 10 показан в качестве используемого для верхнего листа 210, он может быть использован для любого другого слоя, включая, но без ограничения, принимающий слой 240 и впитывающую сердцевину 230. Если изделие представляет собой подгузник 202, например, показанный на фиг. 7, изделие может дополнительно содержать крепежные средства 250, такие как механические крепления в виде крючков и петель. В альтернативных вариантах, которые не показаны, подгузник может иметь закрытую или надеваемую компоновку, в которой боковые кромки скреплены друг с другом.
В еще одних областях применения слоистый материал 10 может быть использован в качестве влажной или сухой салфетки, как в случае с гигиеническими салфетками для младенцев, детей и взрослых. Такие салфетки могут также быть использованы в качестве салфеток для уборки дома и других применений. В таких областях применения слоистый материал может быть наполнен чистящими и другими соединениями. Кроме того, он может быть обработан или пропитан другими материалами, такими как крем для обуви, лекарственные средства, кремы для лица, лосьоны и т. д. В связи с этим, воздушная прослойка 35 может быть использована в качестве области для хранения и последующей доставки таких дополнительных материалов. Слоистый материал 10 может также быть использован в областях применения, связанных с медициной и здравоохранением.
Измерение толщины:
Значение толщины выбранного образца определяют с использованием толщиномера, который содержит гранитное основание, имеющее вертикальный зажимной стержень, проходящий от верхней поверхности гранитного основания, которое является плоским и гладким. Подходящим гранитным основанием является Starret Granite Base, модель 653G (доступное от компании The L.S. Starrett Company, имеющей офис, расположенный в Атоле, Массачусетс, США), или эквивалент. Рычаг зажима прикреплен к зажимающему стержню на одном конце рычага зажима, а цифровой индикатор прикреплен к рычагу зажима на противоположном конце. Подходящим индикатором является электронно-цифровой индикатор Mitutoyo ID-H Series 543 (доступный от компании Mitutoyo America Corp., имеющей офис, расположенный в Авроре, Иллинойс, США) или эквивалент. Перемещающийся в вертикальном направлении поршень проходит вниз от индикатора.
Для выполнения процедуры блок, имеющий длину 130 мм, ширину 45 мм, и толщину 17 мм, и вес 120 грамм, помещают на гранитную основу. Блок изготовлен из акрила и является плоским и гладким, по меньшей мере, на нижней поверхности. Толщина и вес блока выбраны таким образом, что толщиномер оказывает давление на образец, составляющее 0,02 кПа (0,029 фунта/кв. дюйм). Затем толщиномер аккуратно опускают так, что нижняя поверхность поршня находится в непосредственном контакте с верхней поверхностью блока в центре продольного и поперечного направлений блока, и длина поршня уменьшается приблизительно на 50 %. Затем цифровой индикатор тарируют (или обнуляют) нажатием кнопки «ноль». Цифровой дисплей цифрового индикатора должен показывать «0,00 мм» или эквивалентную величину. Затем толщиномер поднимают и блок удаляют. Затем испытываемый образец помещают на верхнюю поверхность гранитного основания, и блок аккуратно помещают поверх испытываемого образца так, что блок по существу центрируется в продольном и поперечном направлениях на образце. Затем толщиномер снова аккуратно опускают на блок так, что нижняя поверхность поршня находится в непосредственном контакте с верхней поверхностью блока в центре продольного и поперечного направлений блока, и длина поршня уменьшается приблизительно на 50 % с обеспечением давления, составляющего 0,02 кПа (0,029 фунт/кв. дюйм). Спустя 3 секунды записывают измерение с цифрового дисплея с точностью до 0,01 мм.
Примеры:
Одним из преимуществ настоящего изобретения является способность слоистого материала 10 создавать более объемную структуру благодаря разделению между первым слоем 20 и вторым слоем 40 и воздушной прослойке 35 между ними. Важным аспектом слоистого материала 10 в этом отношении является поддержание этой объемной конфигурации даже после подвергания сжимающим нагрузкам. Например, если слоистый материал 10 используют в качестве верхнего листа 210 во впитывающем изделии, например, показанном на фиг. 6 и 7, объемность должна выдерживать сжимающие усилия.
Для демонстрации устойчивости к сжатию слоистого материала 10 в сравнении с неперфорированными нетиснеными слоями материалов был подготовлен и испытан ряд образцов. Материал первого слоя представлял собой кардочесанное полотно, полученное воздушной набивкой (TABCW), полностью изготовленное из двухкомпонентных штапельных волокон с полиэтиленовой оболочкой/сложнополиэфирной сердцевиной толщиной два денье, длиной 38 миллиметров (мм). Первый слой имел базовый вес 24 грамм/кв. метр (г/м2). Материал второго слоя также представлял собой полотно TABCW, изготовленное из двухкомпонентных штапельных волокон с полиэтиленовой оболочкой/сложнополиэфирной сердцевиной толщиной три денье, длиной 38 мм. Второй слой имел базовый вес 30 г/м2и не был перфорирован.
Образцы, обозначенные как «A», были изготовлены в ненаслоенной конфигурации посредством укладывания слоями слоев вышеописанного первого материала (24 г/м2) вместе со вторым материалом (30 г/м2). В образцах, в которых было использовано множество слоев, первый и второй материалы были уложены слоями чередующимся образом. Ни один из слоев (24 г/м2 и 30 г/м2) ненаслоенных образцов (образцов «A») не был подвергнут никакому тиснению или перфорированию, а также они не были наслоены друг на друга или иным образом объединены.
Образцы, обозначенные как «B», были подвергнуты процессу наслаивания, например, показанному на фиг. 3 графических материалов, с помощью компоновки тиснения и перфорирования, например, показанной на фиг. 2 графических материалов. Штыри для тиснения имели глубину тиснения 0,8 мм, и штыри для перфорирования имели глубину перфорирования 0,4 мм. Материал с базовым весом 24 г/м2 соответствовал первому слою 20 слоистого материала 10, и материал с базовым весом 30 г/м2соответствовал второму слою 40 слоистого материала 10.
Образцы A и B были образованы и испытаны следующим образом: два слоя нетканого (ненаслоенного) материала против двухслойного слоистого материала, раскрытого в настоящем документе; четыре слоя нетканого (ненаслоенного) материала против двух двухслойных слоистых материалов, раскрытых в настоящем документе; и шесть слоев нетканого (ненаслоенного) материала против трех двухслойных слоистых материалов, раскрытых в настоящем документе. В четырехслойном и шестислойном вариантах слои чередовались (24 г/м2/30 г/м2/24 г/м2/30 г/м2 для четырехслойного варианта и 24 г/м2/30 г/м2/24 г/м2/30 г/м2/24 г/м2/30 г/м2для шестислойного варианта).
Каждый из ненаслоенных и наслоенных образцов имел размеры 300 мм на 100 мм. Для каждого образца толщину измеряли под нагрузкой в 700 грамм. Каждый образец помещали на стандартный лабораторный стол при комнатной температуре, при этом слой с базовым весом 24 г/м2 представлял собой самый верхний слой соответствующих ненаслоенного (A) и наслоенного (B) образцов. Наслоенные образцы укладывали таким образом, что верхние поверхности 21 первого слоя каждого слоистого материала 10 были обращены по направлению вверх, в сторону от поверхности лабораторного стола.
Грузик весом 700 грамм с размерами 120 мм в длину на 80 мм в ширину на 26 мм в толщину использовали для прижатия каждого из вышеописанных образцов. Сторону с размерами 120 мм на 80 мм размещали в центре каждого из образцов, чтобы она контактировала с ними, и оставляли на образцах в течение трех часов. По истечении трех часов грузик весом 700 грамм убирали, и образцы оставляли нетронутыми на столе на дополнительные 30 минут перед осуществлением последнего измерения толщины. Все толщины (исходная, по истечении трех часов и по истечении трех с половиной часов) были измерены с помощью процедуры измерения толщины, описанной выше, с использованием нагрузки в 120 грамм. Результаты этих измерений сведены в таблицу I, представленную ниже. «Толщина 1» представляла собой толщину слоев или слоистого материала (слоистых материалов) в зависимости от обстоятельств перед прикладыванием нагрузки в 700 грамм. «Толщина 2» представляла собой толщину слоев или слоистого материала (слоистых материалов) после прекращения прикладывания вышеуказанной нагрузки по истечении трех часов. «Толщина 3» представляла собой толщину по истечении 30-минутного периода покоя. Все три измерения толщины были осуществлены в соответствии с вышеописанной процедурой измерения толщины под нагрузкой в 120 грамм. Каждое значение, указанное в таблице 1, является средним для трех образцов. «Отклонение» для каждой толщины (толщины 1, толщины 2 и толщины 3) представляет собой значение разности между значением толщины образца A и значением толщины образца B. «Восстановление в процентном отношении» для каждого из образцов A и B представляло собой значение, которое являлось результатом деления значения толщины 3 на значение толщины 1, при этом частное от этого деления умножается на 100. «Разница» представляла собой результат деления значения восстановления в процентном отношении образца B на значение восстановления в процентном отношении образца A, при этом частное от этого деления умножается на 100.
Таблица I
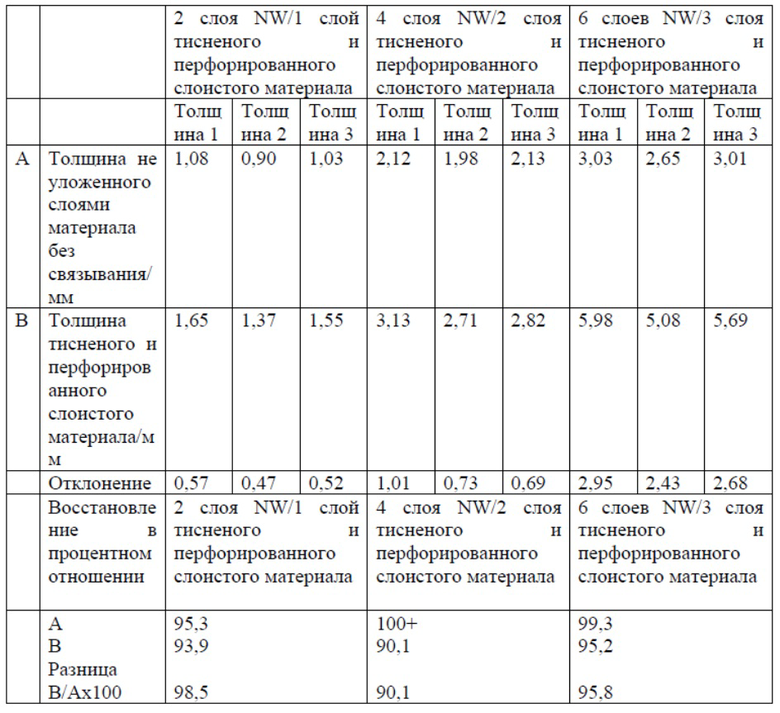
Как можно видеть из таблицы I выше, во всех случаях ненаслоенные образцы (образцы A) имели более высокие значения восстановления в процентном отношении своих толщин после прекращения прикладывания нагрузки [(толщина 3 ÷ толщина 1) × 100] по сравнению со слоистыми материалами настоящего изобретения. Тем не менее, несмотря на то, что слоистые материалы не восстанавливаются до уровня неслоистых материалов, они имеют разницу в восстановлении [(восстановление образца B ÷ восстановление образца A) × 100], которая была очень близка к неслоистым материалам (98,5%; 90,1% и 95,8%). Это демонстрирует, что слоистые материалы 10 с воздушными прослойками 35 могли поддерживать высокий уровень своего разделения между первым слоем 20 и вторым слоем 40 благодаря тиснениям 23 первого слоя. В результате, даже при использовании, например, когда слоистый материал 10 используют в качестве верхнего листа 210 во впитывающих изделиях 200 и 202, показанных на фиг. 6 и 7, слоистый материал 10 может поддерживать воздушную прослойку 35, которая является важной для поддержания разделения, подъема, способности к приему жидкостей и уменьшенного повторного увлажнения, при применении в таких продуктах.
Понятно, что настоящее изобретение можно подвергать множеству модификаций и изменений, не выходя за пределы его объема. Соответственно, подробное описание и примеры, приведенные выше, предназначены исключительно для того, чтобы иллюстрировать, но ни в коем случае не ограничивать объем изобретения, который определяется прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ РАСПРЕДЕЛЕНИЯ ПРОДУКТОВ ВЫДЕЛЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2018 |
|
RU2743649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ РАСПРЕДЕЛЕНИЯ ПРОДУКТОВ ВЫДЕЛЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2018 |
|
RU2740084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ РАСПРЕДЕЛЕНИЯ ПРОДУКТОВ ВЫДЕЛЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2018 |
|
RU2743648C1 |
| ТИСНЕНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2005 |
|
RU2392363C2 |
| ВОЛОКНИСТОЕ НЕТКАНОЕ ПОЛОТНО С ПОРИСТОЙ СТРУКТУРОЙ | 2014 |
|
RU2603592C1 |
| ПРЕДПОЧТИТЕЛЬНО РАСТЯЖИМЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ С ПЕРФОРИРОВАННЫМИ СЛОЯМИ | 2003 |
|
RU2325282C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА НЕСОСТАРЕННАЯ ПЛЕНКА-НЕСОСТАРЕННОЕ НЕТКАНОЕ ПОЛОТНО И ИЗДЕЛИЯ, ПОЛУЧАЕМЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2243301C2 |
| ПОДВЕРГНУТЫЕ СТРУЙНОМУ СКРЕПЛЕНИЮ СЛОИСТЫЕ ПОЛОТНА, ИМЕЮЩИЕ ПОЛЫЕ ВЫСТУПЫ, И СПОСОБ И АППАРАТ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2603611C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ЭЛАСТОМЕРНЫМ МАТЕРИАЛОМ | 2003 |
|
RU2326639C2 |
| ПЛЕНКИ НЕБОЛЬШОЙ ТОЛЩИНЫ И СЛОИСТЫЕ МАТЕРИАЛЫ ИЗ ПЛЕНКИ И НЕТКАНОГО МАТЕРИАЛА | 1995 |
|
RU2147521C1 |
Изобретение относится к области материалов санитарно-гигиенического назначения и касается тисненого и перфорированного слоистого материала для впитывающих изделий. Раскрывается слоистый материал, в котором первый слой волокнистого нетканого полотна связан со вторым слоем посредством множества тиснений первого слоя. Первый слой дополнительно содержит множество отверстий и воздушную прослойку между первым слоем и вторым слоем. Слоистый материал хорошо подходит для применения в качестве верхнего листа или прокладочного материала для впитывающих изделий, таких как, например, подгузники, трусики для приучения к горшку, гигиенические продукты для женщин, продукты, применяемые при недержании, и салфетки. Также раскрывается способ образования такого слоистого материала. Изобретение обеспечивает создание слоистого материала для впитывающих изделий, позволяющий принимать жидкости, пропускать их до нижележащих слоев в продукте и предоставляет циркуляцию воздуха вблизи кожи носящего для обеспечения здоровья кожи. 7 н. и 12 з.п. ф-лы, 7 ил., 1 табл.
1. Способ образования слоистого материала, содержащего первый слой волокнистого нетканого полотна и второй слой, включающий:
предоставление первого валка, имеющего поверхность первого валка, и второго валка, имеющего поверхность второго валка; при этом первый валок имеет первое множество штырей для тиснения, проходящих наружу от поверхности первого валка, для образования первого множества тиснений; по меньшей мере один из указанного первого валка и указанного второго валка имеет первое множество штырей для перфорирования, проходящих наружу от соответствующей поверхности первого валка или поверхности второго валка, для образования первого множества отверстий;
расположение указанной поверхности указанного первого валка и указанной поверхности указанного второго валка так, чтобы они совпадали друг с другом, образовывая зазор между указанной поверхностью указанного первого валка и указанной поверхностью указанного второго валка, при этом указанное первое множество штырей для тиснения и указанное первое множество штырей для перфорирования определяют область тиснения первого валка в указанном зазоре между указанным первым валком и указанным вторым валком, при этом указанный первый валок дополнительно определяет область объединения первого валка, область связывания первого валка и область вывода первого валка;
предоставление устройства связывания смежно с указанной поверхностью указанного первого валка в указанной области связывания первого валка;
вращение каждого из указанного первого валка и указанного второго валка в противоположную сторону относительно друг друга;
предоставление первого слоя, образованного из волокнистого нетканого полотна; при этом указанный первый слой имеет верхнюю поверхность первого слоя и нижнюю поверхность первого слоя, разделенные толщиной первого слоя;
предоставление второго слоя, имеющего верхнюю поверхность второго слоя и нижнюю поверхность второго слоя, разделенные толщиной второго слоя;
подачу указанной верхней поверхности указанного первого слоя в указанный зазор смежно с указанной поверхностью указанного первого валка для одновременного образования первого множества тиснений и первого множества отверстий в указанном первом слое в указанной области тиснения указанного первого валка;
подачу указанной верхней поверхности указанного второго слоя на указанную нижнюю поверхность указанного первого слоя в указанной области объединения указанного первого валка; при этом указанная верхняя поверхность указанного второго слоя контактирует с указанным первым множеством тиснений в указанном первом слое;
связывание с помощью указанного устройства связывания указанной верхней поверхности указанного второго слоя с указанным первым множеством тиснений указанного первого слоя в указанной области связывания указанного первого валка для образования указанного слоистого материала с воздушной прослойкой, расположенной между указанной нижней поверхностью указанного первого слоя и указанной верхней поверхностью указанного второго слоя; и удаление указанного слоистого материала с указанного первого валка в указанной области вывода указанного первого валка.
2. Способ по п. 1, отличающийся тем, что указанный второй валок имеет первое множество углублений для тиснения, расположенных в поверхности второго валка, при этом указанное первое множество штырей для тиснения совпадают с указанным первым множеством углублений для тиснения.
3. Способ по п. 2, отличающийся тем, что другой из указанного первого валка и указанного второго валка имеет первое множество углублений для перфорирования, расположенных в соответствующей поверхности первого валка или поверхности второго валка, при этом указанное первое множество штырей для перфорирования совпадают с указанным первым множеством углублений для перфорирования.
4. Способ образования слоистого материала, содержащего первый слой волокнистого нетканого полотна и второй слой, включающий:
предоставление первого валка; при этом указанный первый валок имеет первое множество штырей для тиснения и первое множество штырей для перфорирования, каждый из которых проходит наружу от поверхности первого валка на указанном первом валке, для образования первого множества тиснений и первого множества отверстий;
предоставление второго валка; при этом указанный второй валок имеет первое множество углублений для тиснения и первое множество углублений для перфорирования, расположенных в поверхности указанного второго валка; при этом указанное первое множество штырей для тиснения совпадают с указанным первым множеством углублений для тиснения, и указанное первое множество штырей для перфорирования совпадают с указанным первым множеством углублений для перфорирования;
расположение указанной поверхности указанного первого валка и указанной поверхности указанного второго валка так, чтобы они совпадали друг с другом, образовывая зазор между указанной поверхностью указанного первого валка и указанной поверхностью указанного второго валка, при этом указанное первое множество штырей для тиснения указанного первого валка совпадают с указанным первым множеством углублений для тиснения указанного второго валка, и указанное первое множество штырей для перфорирования указанного первого валка совпадают с указанным первым множеством углублений для перфорирования указанного второго валка, при этом указанный зазор определяет область тиснения первого валка на указанном первом валке, при этом указанный первый валок дополнительно определяет область объединения первого валка, область связывания первого валка и область вывода первого валка;
предоставление устройства связывания смежно с указанной поверхностью указанного первого валка в указанной области связывания первого валка;
вращение каждого из указанного первого валка и указанного второго валка в противоположную сторону относительно друг друга;
предоставление первого слоя, образованного из волокнистого нетканого полотна; при этом указанный первый слой имеет верхнюю поверхность первого слоя и нижнюю поверхность первого слоя, разделенные толщиной первого слоя;
предоставление второго слоя, имеющего верхнюю поверхность второго слоя и нижнюю поверхность второго слоя, разделенные толщиной второго слоя;
подачу указанной верхней поверхности указанного первого слоя в указанный зазор смежно с указанной поверхностью указанного первого валка для одновременного образования первого множества тиснений и первого множества отверстий в указанном первом слое в указанной области тиснения указанного первого валка;
подачу указанной верхней поверхности указанного второго слоя на указанную нижнюю поверхность указанного первого слоя в указанной области объединения указанного первого валка; при этом указанная верхняя поверхность указанного второго слоя контактирует с указанным первым множеством тиснений в указанном первом слое;
связывание с помощью указанного устройства связывания указанной верхней поверхности указанного второго слоя с указанным первым множеством тиснений указанного первого слоя в указанной области связывания указанного первого валка для образования указанного слоистого материала с воздушной прослойкой, расположенной между указанной нижней поверхностью указанного первого слоя и указанной верхней поверхностью указанного второго слоя; и
удаление указанного слоистого материала с указанного первого валка в указанной области вывода указанного первого валка.
5. Способ по п. 4, дополнительно включающий этап перфорирования указанного второго слоя перед подачей указанного второго слоя в указанную область объединения указанного первого валка.
6. Способ по п. 4, отличающийся тем, что указанный этап связывания приводит к образованию отверстий в области, где указанную верхнюю поверхность указанного второго слоя связывают по меньшей мере с частью указанного первого множества тиснений в указанном первом слое.
7. Слоистый материал, образованный способом по п. 4.
8. Впитывающее изделие, содержащее слоистый материал, образованный способом по п. 4.
9. Впитывающее изделие, содержащее проницаемый для жидкости верхний лист и непроницаемое для жидкости наружное покрытие, при этом впитывающая сердцевина расположена между указанным верхним листом и указанным наружным покрытием, при этом указанный верхний лист образован способом по п. 4.
10. Слоистый материал, содержащий первый волокнистый нетканый слой и второй слой, соединенные друг с другом во множестве точек связывания тиснений,
при этом указанный первый слой имеет верхнюю поверхность первого слоя и нижнюю поверхность первого слоя, определяющие толщину первого слоя между собой, при этом в указанном первом слое образовано множество отверстий первого слоя, по меньшей мере часть из которых проходит от указанной верхней поверхности первого слоя до указанной нижней поверхности первого слоя для создания каналов между ними,
при этом указанный второй слой содержит верхнюю поверхность второго слоя и нижнюю поверхность второго слоя, определяющие толщину второго слоя между собой,
при этом указанная нижняя поверхность указанного первого слоя расположена на расстоянии от указанной верхней поверхности указанного второго слоя,
при этом указанный первый слой содержит множество тиснений первого слоя, по меньшей мере часть из которых начинается в указанной верхней поверхности первого слоя и определяет отверстия тиснений, при этом указанные тиснения первого слоя отходят по направлению вниз боковыми стенками тиснений и нижними частями тиснений, при этом указанные нижние части тиснений расположены в указанной нижней поверхности указанного первого слоя,
при этом по меньшей мере часть указанных нижних частей указанных тиснений первого слоя связана с указанной верхней поверхностью указанного второго слоя посредством указанных точек связывания тиснений, за счет чего образовывается воздушная прослойка между указанной нижней поверхностью указанного первого слоя и указанной верхней поверхностью указанного второго слоя в области между указанными точками связывания тиснений.
11. Слоистый материал по п. 10, отличающийся тем, что в указанном втором слое образовано множество расположенных на расстоянии друг от друга отверстий второго слоя, по меньшей мере часть из которых проходит от указанной верхней поверхности указанного второго слоя до указанной нижней поверхности указанного второго слоя для создания каналов для жидкостей между ними.
12. Слоистый материал по п. 10, отличающийся тем, что, по меньшей мере, в указанной части из указанного множества боковых стенок тиснений первого слоя образованы отверстия.
13. Слоистый материал по п. 10, отличающийся тем, что указанный второй слой представляет собой волокнистое нетканое полотно.
14. Слоистый материал по п. 10, отличающийся тем, что указанный второй слой представляет собой перфорированную пленку.
15. Впитывающее изделие, содержащее проницаемый для жидкости верхний лист и непроницаемое для жидкости наружное покрытие, при этом впитывающая сердцевина расположена между ними, при этом указанный верхний лист содержит слоистый материал по п. 10.
16. Впитывающее изделие по п. 15, отличающееся тем, что указанное изделие дополнительно содержит поглощающий жидкость слой, расположенный между указанным верхним листом и указанной впитывающей сердцевиной.
17. Впитывающее изделие по п. 16, отличающееся тем, что указанный верхний лист связан с указанным поглощающим жидкость слоем.
18. Впитывающее изделие по п. 15, отличающееся тем, что указанное изделие представляет собой подгузник.
19. Впитывающее изделие по п. 15, отличающееся тем, что указанное изделие представляет собой гигиенический продукт для женщин.
| CN 101564913 A, 28.10.2009 | |||
| CN 102963103 A, 13.03.2013 | |||
| WO 2014155456 A1, 02.10.2014. |

