[0002] Изобретение относится к способу получения гофрируемого текстильного материала, который имеет электростатически заряженные волокна, и к гофрируемому текстильному материалу, который предпочтительно получается соответствующим изобретению способом. Текстильный материал главным образом используется в качестве материала для фильтра с высокой проницаемостью. Фильтр, в котором применяется этот фильтрационный материал с высокой проницаемостью, обычно отличается очень хорошими фильтрационными характеристиками.
[0003] Из уровня техники, в частности, из области технологии фильтрации, уже известны так называемые бимодальные нетканые материалы, которые состоят из двух, по меньшей мере местами смешанных между собой типов волокна. Волокна обоих типов различаются друг от друга своими средними диаметрами, то есть, бимодальный нетканый материал выполнен из грубых и тонких волокон, которые по меньшей мере местами интенсивно смешаны друг с другом.
[0004] При применении такого бимодального нетканого материала в качестве фильтрационного материала более тонкие волокна служат для того, чтобы отфильтровывать прежде всего более мелкие частицы, то есть, чтобы повысить эффективность фильтрации в отношении более мелких частиц. Грубые волокна служат, с одной стороны, чтобы отфильтровывать более крупные частицы, с другой стороны, чтобы грубые волокна обеспечивали достаточную механическую стабильность нетканого материала. Этим также предусматривается, что более тонкие волокна в результате смешения с грубыми волокнами в таком нетканом материале находятся на определенном расстоянии от них. В случае нетканого материала, который состоял бы исключительно из более тонких волокон, более тонкие волокна прилегали бы друг к другу слишком плотно, то есть, такой нетканый материал, будучи используемым в качестве фильтра, обусловливал бы слишком высокое падение давления, и, как правило, очень быстро засорялся бы при запылении, или при протекании сквозь него содержащей частицы среды.
[0005] В US 2008/0026659 A1 описано получение бимодального нетканого материала, при котором используется единственная сопловая балка, которая имеет сопла с различными диаметрами капилляров. Естественно, однако, что при такой сопловой балке создаются только бимодальные нетканые материалы, в которых разница между средними значениями диаметров более грубых и более тонких волокон не слишком велика. К тому же предусматривается, что все сопла размещаются в один ряд по ширине применяемой сопловой балки. Вследствие этого волокна обоих типов всегда выходят из применяемой сопловой балки практически на одно и то же место и параллельно друг другу. Поэтому повлиять на смешение волокон обоих типов практически нельзя.
[0006] US 8,372,175 B2 показывает способ получения фильтрационного материала, в котором более грубые волокна получаются с помощью способа изготовления фильерного нетканого материала, и более тонкие волокна получаются способом аэродинамического распыления расплава, и должны смешиваться в процессе получения. После получения нетканого материала его волокна, например, посредством коронного разряда или с помощью так называемого гидрозаряжания, могут приобретать электростатический заряд. Обычные при способе изготовления фильерного нетканого материала небольшие скорости формирования нитей явственно отличаются от очень высоких скоростей формирования нитей в способе аэродинамического распыления расплава, то есть, скорости формирования нитей очень сильно различаются между собой. Кроме того, значительные скорости потока воздуха в способе аэродинамического распыления расплава оказывают существенное негативное влияние на массив нитей. Поэтому следует предполагать, что при перемешивании волокон возникают очень высокие турбулентности, и вследствие этого данным способом не могут быть получены высококачественные, однородные нетканые материалы.
[0007] В принципе известны сопловые балки, которые выполнены с линейным размещением сопел, которые также называются соплами конструкции Exxon (далее: Exxon-сопловые балки). Кроме того, известны также сопловые балки, которые, которые имеют сопла с концентрическим размещением (далее: сопловые балки с концентрическими соплами). Специальная конструктивная форма сопел с концентрическим размещением называется Biax-соплами (по наименованию фирмы «Biax», которая изготавливает эти сопла).
[0008] В DE 10 2006 013 170 A1 представлен способ получения бимодального нетканого материала с помощью двух так называемых Exxon-сопловых балок, при котором посредством одной сопловой балки изготавливаются более тонкие, и с помощью другой сопловой балки получаются более грубые волокна. Но в способе как не обсуждается электрическое заряжание волокон, так и не предлагается применение полимеров различных сортов для более тонких и более грубых волокон.
[0009] Кроме того, в WO 2015/195648 A2 показан способ получения бимодального нетканого материала, в котором грубые волокна могут получаться с помощью сопловой балки, которая может быть выполнена с концентрическими соплами, и тонкие волокна посредством другой сопловой балки, которая может быть сформирована либо с Exxon-соплами, либо с концентрическими соплами. И в этом способе электрическое заряжание волокон бимодального нетканого материала не принимается во внимание.
[0010] Кроме того, известны способы, в которых волокна фильтрационных материалов могут быть электростатически заряжены. Посредством электростатического заряжания может быть явно улучшена эффективность фильтрации фильтрационных материалов, в особенности в отношении мелких частиц. Тогда частицы, которые только приближаются к электростатически заряженным волокнам, могут притягиваться их электрическим полем и вследствие этого задерживаться фильтром, тогда как соответственные частицы в случае незаряженного волокна не задерживались бы. Тем самым изменяется принцип механической фильтрации, который подразумевает, что мелкие частицы могут отфильтровываться только посредством тонких волокон. Тогда мелкие частицы могут отфильтровываться также с помощью электрически заряженных грубых волокон.
[0011] Известный способ представляет собой заряжание волокон с помощью коронного разряда. Однако в известных до сих пор способах, в которых применяется коронный разряд, невозможно интенсивное/эффективное электростатическое заряжание волокон.
[0012] В еще одном способе волокна приобретают электростатический заряд с помощью эффекта Ленарда (гидрозаряжание; смотри EP 2 609 238 B1) посредством электрически заряженных капелек воды.
[0013] Соответственно этому, задача изобретения состоит в разработке способа, которым в одной технологической стадии может быть получен гофрируемый текстильный материал, предпочтительно для применения в качестве фильтрационного материала для электретного фильтра, со слоистой структурой и/или с постепенным изменением величины диаметра волокон. При этом волокна могут быть электростатически заряжены полупостоянно.
[0014] Для исполнения способа получения трибоэлектрически заряженных текстильных материалов используется сопловая конструкция, которая имеет по меньшей мере две отдельных сопловых балки. Способ предпочтительно исполняется только с двумя сопловыми балками, но при специальных вариантах применения в способе также могут быть использоваться три или более сопловых балок.
[0015] Посредством сопловых балок обычно исполняется один из известных в уровне техники способов прядения волокна из расплава аэродинамическим распылением (способ прядения из расплава), например, также так называемый фильерный способ Spun-Blown®. Первая сопловая балка всегда имеет концентрические сопла, например, Biax-сопла. В качестве второй сопловой балки (и, при необходимости, третьей/дополнительных сопловых балок) может по выбору использоваться сопловая балка, которая оснащена соплами в линейном порядке (Exxon-сопла) или концентрическими соплами, например, Biax-соплами.
[0016] В фильерных способах формования волокна из расплава аэродинамическим распылением (способе плавления с раздувом) расплав полимера продавливается через капиллярные отверстия сопловой балки. При выходе полимера из капиллярных отверстий полимер попадает в поток газа, обычно в воздушный поток, с очень высокой скоростью. Выходящий полимер подхватывается газовым потоком и при этом вытягивается так, что образуется полимерное волокно, которое имеет значительно меньший диаметр, чем диаметр соответствующему ему капиллярного отверстия/капилляра. При фильерных способах прядения волокна из расплава аэродинамическим распылением образуются длинные нитевидные фрагменты (то есть, длинные волокна), причем, однако, по сравнению со способом фильерного способа прядения нетканого материала, могут образовываться значительно более разнообразные профили нитей.
[0017] Для осуществления способа с помощью первой сопловой балки прядут расплав первого полимера с образованием волокон первого типа волокна. С помощью второй сопловой балки прядут расплав второго полимера посредством фильерного способа формования волокна из расплава аэродинамическим распылением с образованием волокон второго типа волокна. При необходимости с использованием третьей сопловой балки прядут расплав третьего полимера с образованием волокон третьего типа волокна. С помощью дополнительных сопловых балок могут быть спрядены волокна дополнительных типов волокна.
[0018] Из волокон всех типов волокна, но по меньшей мере из волокон первого типа волокна и волокон второго типа волокна, посредством накопительного устройства формируется соответствующий изобретению текстильный материал. При этом технологические параметры выбираются таким образом, что волокна первого типа волокна имеют больший средний диаметр волокон, чем волокна второго типа волокна.
[0019] В соответствии с изобретением, волокна первого типа волокна по меньшей мере местами смешиваются с волокнами второго типа волокна до и/или во время формирования текстильного материала с помощью накопительного устройства. Кроме того, волокна первого типа волокна и/или волокна второго типа волокна, по меньшей мере во время формирования волокон и/или во время вытягивания, подвергаются обработке полярной жидкостью (предпочтительно водой в форме мелких капелек).
[0020] Соответствующим изобретению способом в одностадийном процессе могут быть получены текстильные материалы, которые имеют слоистую структуру и/или строение с постепенным изменением (то есть, с градиентным характером изменения) компонентов более грубых и более тонких волокон. При этом волокна могут интенсивно/эффективно электростатически заряжаться. Поскольку концентрические сопла, например, такие как Biax-сопла, используются для получения более грубых волокон, более грубые волокна могут иметь еще больший диаметр, чем обычно имело бы место при применении Exxon-сопел.
[0021] Соответствующий изобретению гофрируемый текстильный материал состоит соответственно этому из волокон, которые получаются способом прядения волокна из расплава. Волокна состоят из волокон первого типа волокна, которые составлены первым полимером, и волокон второго типа, которые составлены вторым полимером. Средний диаметр волокон первого типа волокна при этом является бóльшим, чем средний диаметр волокон второго типа волокна. По меньшей мере в части объема текстильного материала доли волокон первого типа волокна и волокон второго типа волокна в пределах поперечного сечения текстильного материала проявляют градиентное изменение. При этом по меньшей мере часть волокон первого и/или второго типа волокна электростатически заряжается.
[0022] При применении текстильного материала в качестве фильтрационного материала могут быть получены улучшенные фильтры, которые обладают высокой фильтрационной эффективностью и высокой способностью удерживать частицы (высокой способностью удерживать пыль в случае фильтрации воздуха). При этом диаметр более грубых волокон может выбираться настолько большим, что фильтрационный материал (нетканый материал) может использоваться без подложки, например, такой как фильерный нетканый материал. В частности, достижимы качественные показатели свыше 0,2. Качественный показатель QF при этом определяется как
QF=(-ln(проникновение NaCl%/100))/падение давления в мм H2O)
Точное определение «проникновения NaCl%» (коэффициент пропускания ненагруженного фильтра) и также падение давления могут быть измерены с помощью фильтр-тестера TSI Model 8130 при скорости протекания 0,1 м/сек и 2%-ного раствора NaCl.
[0023] Накопительное устройство предпочтительно представляет собой оснащенные всасывающим устройством ленточный конвейер или транспортирующий барабан. Волокна первого и второго типов волокна засасываются всасывающим устройством ленточного конвейера или транспортирующего барабана и совместно укладываются на ленточный конвейер/на транспортирующий барабан.
[0024] Обычно текстильный материал из волокон первого типа волокна и волокон второго типа волокна формуется с помощью накопительного устройства таким образом, что до и/или во время сбора волокон, например, укладкой волокон на приемную ленту или приемный барабан, происходит смешение волокон обоих типов. Накоплением волокон формируется текстильный материал. Тогда в готовом текстильном материале волокна первого типа волокна смешиваются с волокнами второго типа волокна по меньшей мере на отдельных участках. Но участок может быть настолько малым, что присутствуют в некотором роде два (соответственно, три или больше, если применяются три или более сопловой балок) отдельных слоя, которые удерживаются вместе только очень тонким смесевым участком.
[0025] Технологические параметры, например, угол между направлениями выпуска первой и второй сопловой балки или прочие характеристики пространственного размещения сопловых балок и накопительного устройства, предпочтительно выбираются так, что в полученном текстильном материале, по меньшей мере на отдельном участке, доля волокон первого типа волокна и второго типа волокна имеет градиентный характер изменения. Этот отдельный участок предпочтительно занимает по меньшей мере 50%, 90% или 98% объема текстильного материала.
[0026] Если в отношении текстильного материала речь идет о нетканом материале, который должен использоваться в качестве фильтрационного материала с высокой проницаемостью для электростатически заряженной фильтрационной среды, тогда градиент предпочтительно формируется так, что на той стороне нетканого материала, которая должна находиться в фильтре на стороне набегающего потока, доля более грубых волокон является более высокой, чем доля более тонких волокон, и на стороне, которая должна находиться на стороне выходящего потока, доля более тонких волокон является более высокой, чем доля более грубых волокон. Тем самым достигается то, что более высокая доля крупных частиц задерживается уже в области более грубых волокон, и более мелкие частицы усиленно задерживаются в областях, в которых относительно высока доля более тонких волокон. Тем самым предотвращается то, что области, в которых доля более тонких волокон является относительно высокой, быстро забьются крупными частицами. Благодаря градиентному изменению к тому же устраняются поверхности раздела участков с большими различиями в диаметрах волокон, которые проявляют склонность к тому, что частицы концентрируются на них и в конечном счете блокируют их. Благодаря этому почти все поперечное сечение структуры используется для фильтрации.
[0027] Если соответствующий изобретению нетканый материал применяется для изготовления гофрированного фильтра, то в качестве фильтрационного материала с высокой проницаемостью выбирается более тонкий нетканый материал, который тем не менее имеет такую же способность задерживать частицы и пыль, как и полученный традиционным путем более толстый нетканый материал. В случае гофрированных фильтров сгибы и, соответственно, гребни складок обычно не участвуют в фильтрации или лишь минимально содействуют ей. Вследствие этого фильтрующее действие фильтров, полученных из соответствующих изобретению тонких нетканых материалов, является лучшим, чем фильтров, изготовленных из более толстых нетканых материалов. Тогда в случае более тонких нетканых материалов становится меньшей бесполезная для фильтрации площадь сгибов/гребней, чем в случае более толстых нетканых материалов.
[0028] Волокна первого типа волокна, то есть, более грубые волокна, предпочтительно прядут таким образом, что среднее значение диаметра волокна составляет свыше 10 мкм, более 15 мкм, более 25 мкм или более 50 мкм. Среднее значение диаметра волокна может быть в диапазоне, например, от 2 мкм до 200 мкм, от 5 мкм до 60 мкм, или от 10 мкм до 30 мкм. Среднее значение диаметра волокна предпочтительно составляет величину в диапазоне от 5 мкм до 60 мкм.
[0029] Волокна второго типа волокна, то есть, более тонкие волокна, предпочтительно прядут таким образом, что среднее значение диаметра волокна составляет менее 11 мкм, менее 5 мкм, или менее 3 мкм. Диаметры волокна самых мелких волокон второго типа волокна при этом могут достигать минимального диаметра вплоть до 20 нм.
[0030] Средние значения диаметров волокон обоих типов должны находиться на таком отдалении друг от друга, что в общем распределении диаметров волокон могут быть четко различимыми два максимума. Такое распределение волокон называется «бимодальным распределением волокон».
[0031] Чтобы достигнуть такого бимодального распределения диаметров волокон, может быть применена первая сопловая балка, которая имеет сопла, имеющие диаметр в диапазоне от 500 до 850 микрометров, и использована вторая сопловая балка с соплами, которые имеют диаметр в диапазоне от 100 до 500 микрометров.
[0032] При исполнении соответствующего изобретению способа должно быть обеспечено, что (в качестве первого и второго полимеров для волокон первого и второго типа волокна) в общем используются полимеры, которые имеют показатели текучести расплава (далее: MFI; индекс текучести расплава) менее 1000, менее 500 или менее 300. Определение значения MFI, насколько возможно, должно проводиться согласно стандарту ISO 1133. В остальном следует действовать согласно стандарту ASTM D1238. В приведенной ниже таблице указаны дополнительные стандартные условия для различных полимеров. Если в обоих стандартах и приведенной таблице не имеются стандартные параметры для определения MFI данного полимера, следует обратиться к содержащему табличный материал изданию, например, такому как каталог стандартов DIN «Thermoplastische Formmassen», база данных CAMPUS, или технические паспорта на материалы, издаваемые производителями соответствующего полимера. Поскольку часто для одного и того же полимера при определении MFI приводятся многообразные наборы параметров, в частности, многообразные температуры при испытании и/или тестовые нагрузки, в таком случае всегда следует выбирать серию параметров с наивысшей температурой и, при необходимости, набор параметров, который наряду с наивысшей температурой дополнительно задает наибольшую испытательную нагрузку.
Таблица 1: стандартные параметры для измерения значений MFI различных полимеров
/°С
EVA
POM
PP
WPC
SAN
ASA
PVDF
PA-11
PA-11
PPE/PS
PPE/PS
PPSU
PSU
PPSU
PEEK
В качестве первого полимера благоприятным образом могут быть использованы полипропилен (PP), поликарбонат (PC), полилактид (PLA), полиамид (PA), или смеси из этих полимеров. В качестве второго полимера предпочтительно могут быть применены полипропилен (PP), полиэтилен (PE), поликарбонат (PC), полилактид (PLA), полиамид (PA), полибутилентерефталат (PBT), полиэтилентерефталат (PET), поливинилиденфторид (PVDF), или смеси из этих полимеров.
[0033] Особенно интенсивный и длительно сохраняемый статический заряд может быть достигнут тем, что в качестве первого полимера и/или в качестве второго полимера применяется полимер, который содержит по меньшей мере одну добавку, которая может связывать радикалы, то есть, так называемый акцептор свободных радикалов. В качестве акцептора свободных радикалов может быть использовано, например, вещество из группы пространственно затрудненных аминов (так называемых HALS: светостабилизаторы на основе стерически затрудненных аминов) например, такое как, как известное под торговым наименованием Chimasorb® 944. Но в качестве альтернативы веществам HALS могут быть также использованы вещества из группы производных пиперазина, или из группы производных оксазолидона.
[0034] Также должно быть обеспечено, что применяется первый полимер и/или второй полимер, который содержит по меньшей мере одну добавку, которая может действовать как внутренняя смазка (миграционная добавка), например, такая как вещество из группы стерамидов. В качестве особенно пригодного оказался дистеарилэтилендиамид (так называемый EBS: этилен-бис(стеарамид), также известный под торговым наименованием Crodamide® EBS).
[0035] Предпочтительно используются полимеры, которые содержат по меньшей мере одну из вышеуказанных добавок, которая может действовать в качестве акцептора свободных радикалов, и одновременно по меньшей мере одну из вышеуказанных добавок, которая может действовать как внутренняя смазка. Особенно хорошее действие этих присадок/добавок наблюдалось в сочетании с полипропиленом.
[0036] Действующие в качестве акцептора свободных радикалов вещества в состоянии сравнительно долговременно связывать электростатические заряды. Внутренней смазкой обеспечивается то, что вещества, которые в состоянии сравнительно долговременно связывать электростатические заряды, в расплавленном полимере могут легче двигаться на поверхности полимера. Поскольку электростатическое заряжание всегда производится на поверхности, тем самым бóльшая часть этого вещества является доступной для связывания электростатических зарядов. Соответствующие вещества практически не оказывают никакого действия, когда они находятся внутри полимера (полимерного волокна).
[0037] Кроме того, может быть применен первый полимер и/или второй полимер, который содержит по меньшей мере одну дополнительную добавку, которая в состоянии, например, физически, связывать дополнительные заряды, например, такие как ферроэлектрические керамические материалы (например, титанат бария), или, альтернативно, содержит дополнительную добавку, которая пригодна для того, чтобы препятствовать тому, что заряды, которые уже находятся на соответствующих волокнах, слишком быстро стекают (то есть, действует вроде бы как защита имеющихся зарядов). Для этого могут быть также применены предпочтительно фторсодержащие химические вещества, например, такие как фторсодержащий оксазолидинон, фторсодержащий пиперазин, или сложный эфир стеариновой кислоты и перфторированных спиртов.
[0038] Для дополнительного улучшения фильтра к волокнам первого типа волокна и/или к волокнам второго типа волокна могут быть примешаны тонкие волокна (то есть, волокна со средним диаметром волокна менее 1 микрометра). Альтернативно или дополнительно, к волокнам первого типа волокна и/или к волокнам второго типа волокна могут быть примешаны также штапельные волокна, например, посредством так называемого устройства Rando Weber, или частицы, например, такие как частицы активированного угля, например, с помощью разбрасывателя Streurinne.
[0039] Примешивание выполняется в соответствующем изобретению способе до и/или во время формования текстильного материала в накопительном устройстве. Тонкие волокна обычно вводятся не в виде готовых волокон/частиц, а посредством отдельного прядильного устройства, например, с помощью прядильного устройства с выдуванием из раствора, которое создает тонкие волокна непосредственно перед их примешиванием.
Далее изобретение подробнее разъясняется посредством примеров осуществления. Для этого показывают:
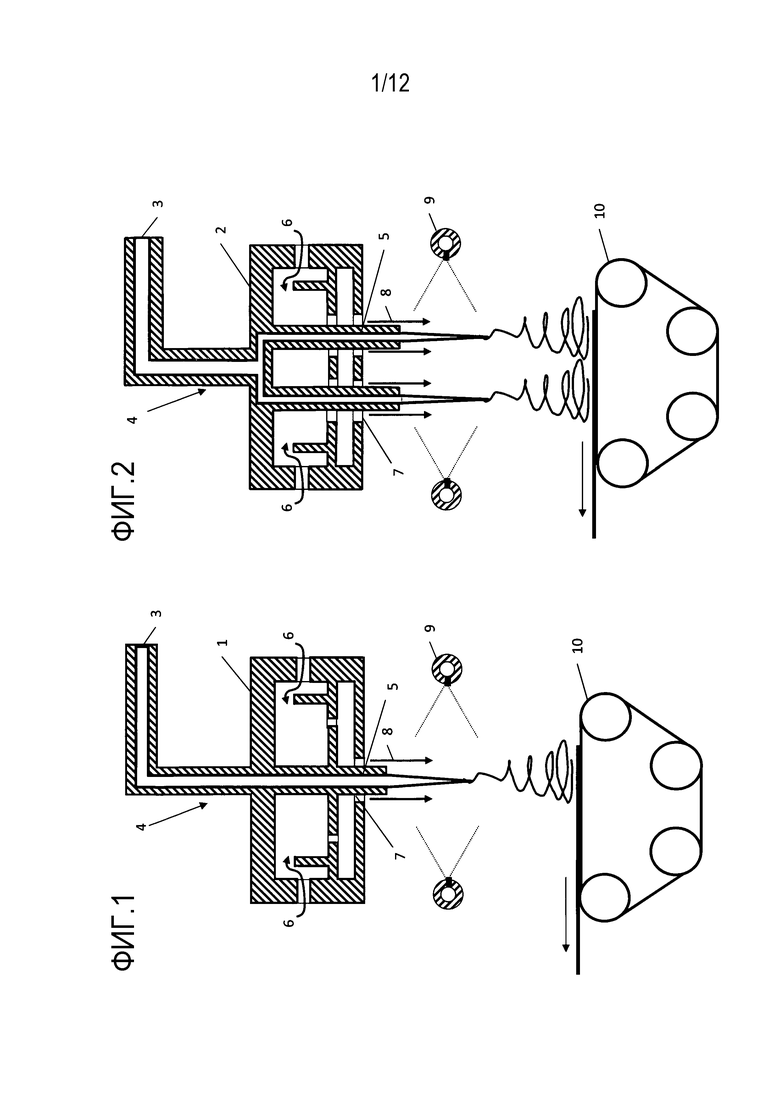
Фиг. 1 схематически представляет конструкцию установки для аэродинамического распыления расплава с Biax-сопловыми балками с однорядной структурой,
Фиг. 2 схематически представляет конструкцию установки для аэродинамического распыления расплава с Biax-сопловыми балками с многорядной структурой,
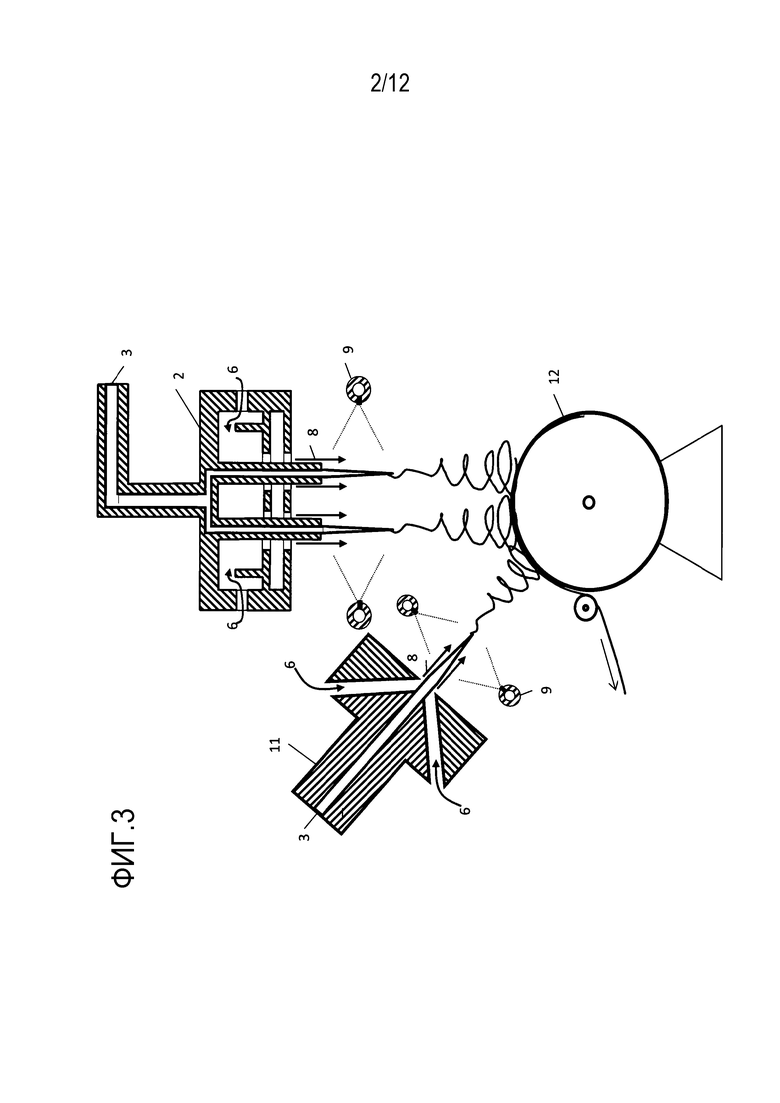
Фиг. 3 схематически представляет конструкцию установки для аэродинамического распыления расплава с конфигурацией сопел, которая состоит из одной Exxon- и одной Biax-сопловой балкой,
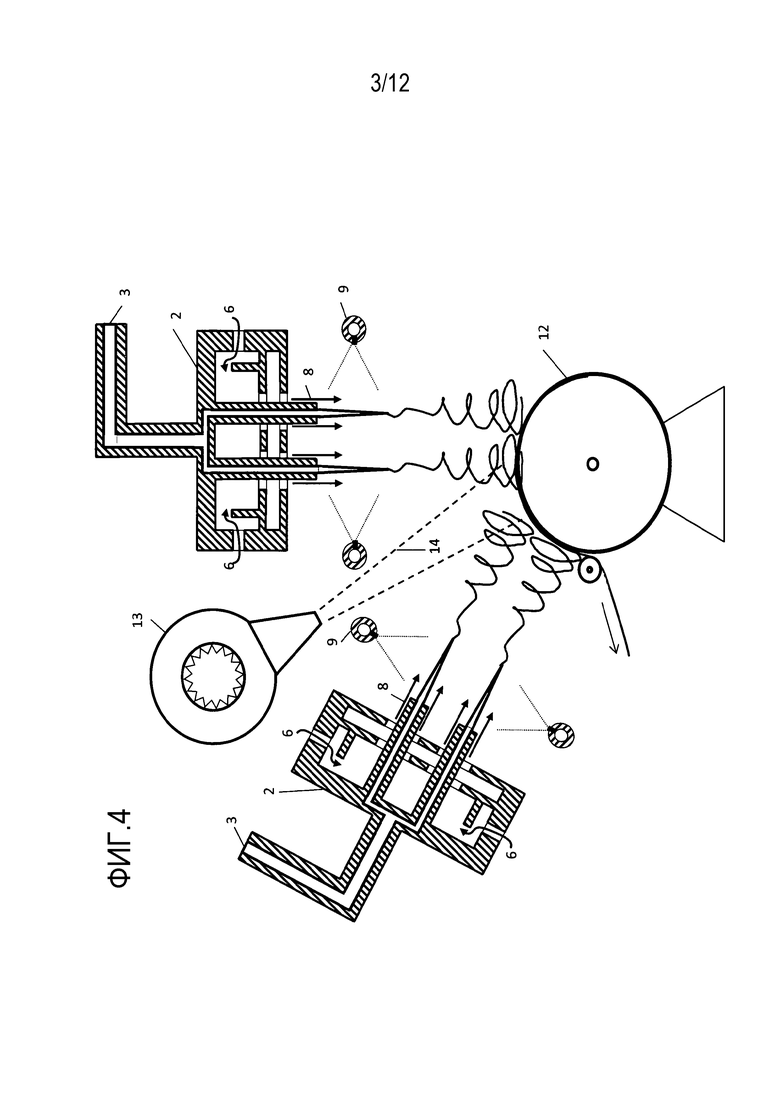
Фиг. 4 схематически представляет конструкцию установки для аэродинамического распыления расплава с конфигурацией сопел, которая состоит из двух Biax-сопловых балок,
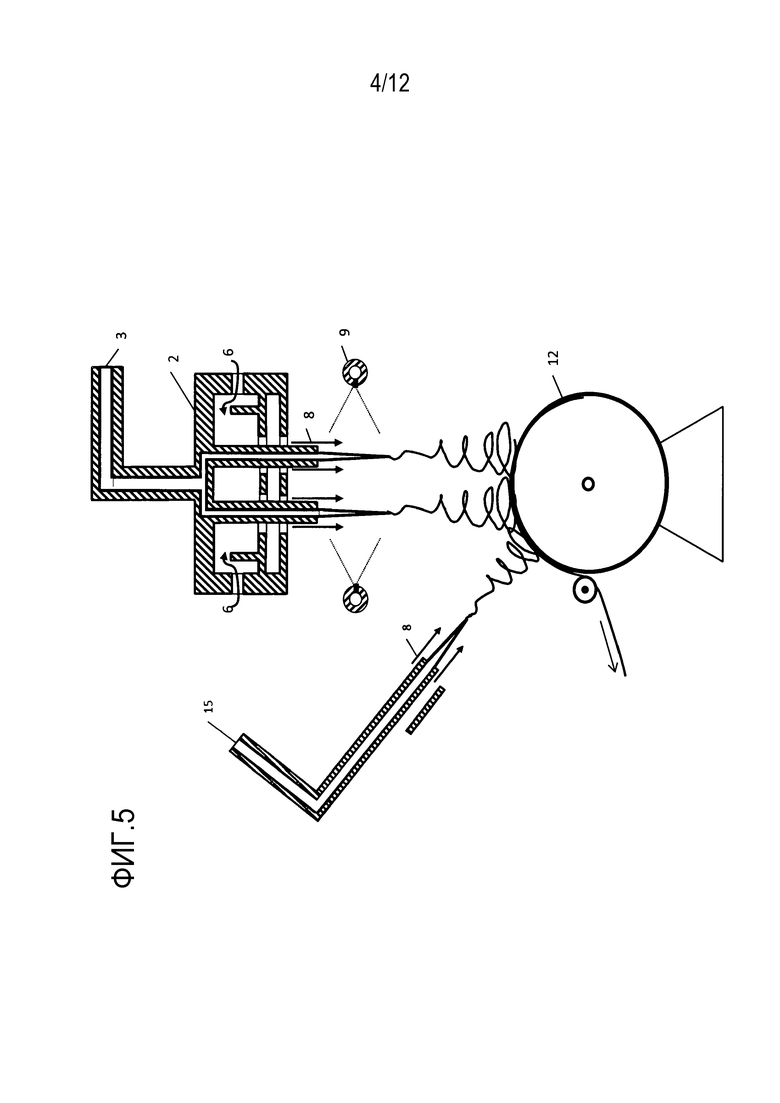
Фиг. 5 схематически представляет конструкцию установки с одной Biax-сопловой балкой и устройством для прядения из раствора с аэродинамическим распылением,
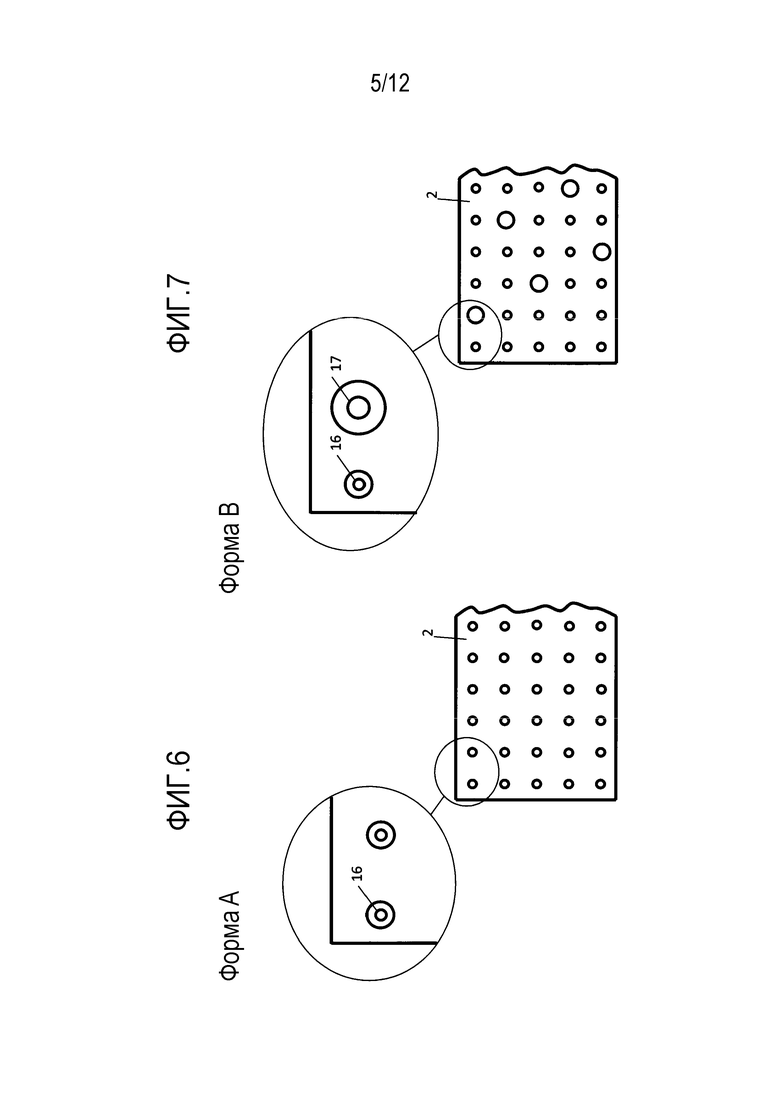
Фиг. 6 представляет Biax-сопловую балку с одном типом концентрических сопел, которые имеют одинаковые диаметры капилляров,
Фиг. 7 представляет Biax-сопловую балку с двумя различными типами концентрических сопел, которые имеют различные диаметры капилляров, и/или сопловых трубок, и/или воздуховыпускных отверстий,
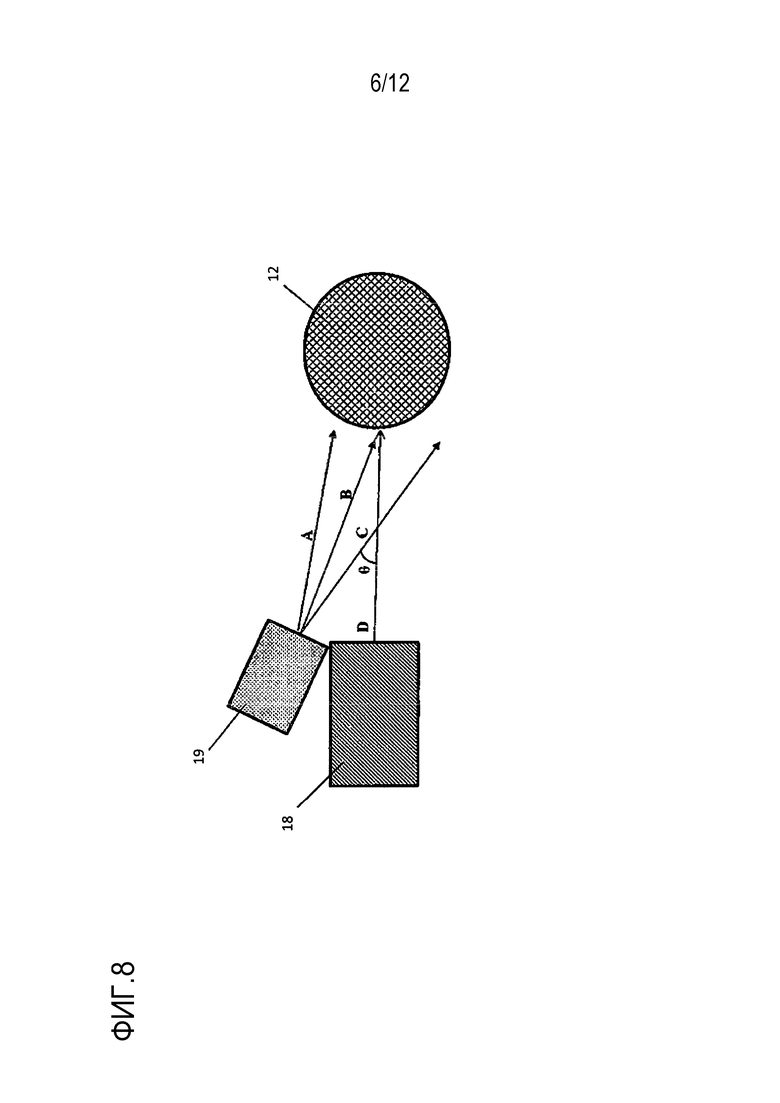
Фиг. 8 представляет схематическое изображение геометрии установки для аэродинамического распыления расплава с двумя сопловыми балками,
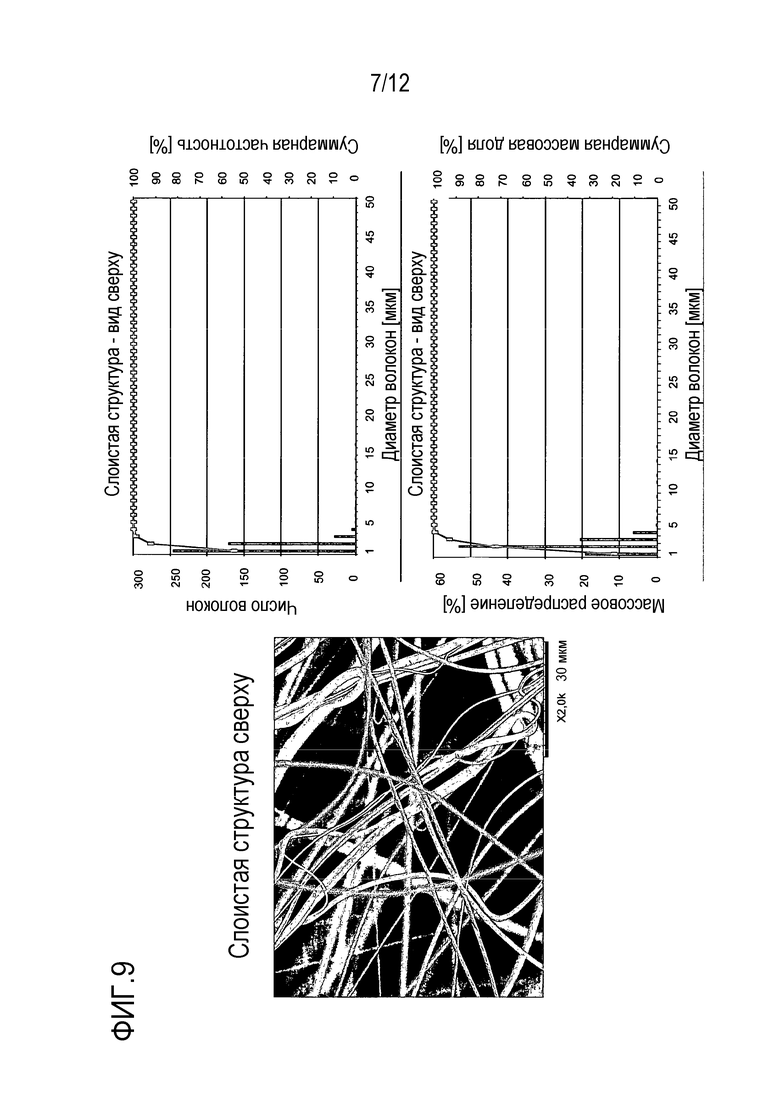
Фиг. 9 представляет полученное в растровом электронном микроскопе (REM) изображение, а также относящиеся к этому распределения волокон, верхней стороны волокнистого нетканого материала со слоистой структурой
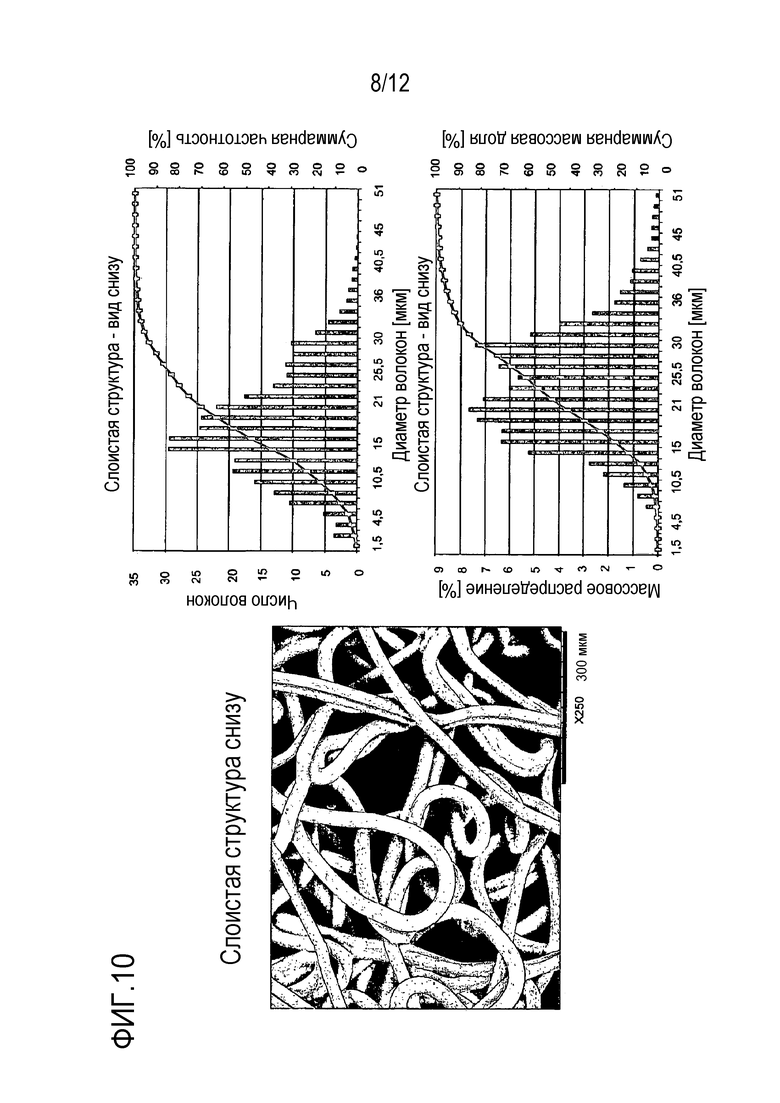
Фиг. 10 представляет REM-изображение, а также относящиеся к этому распределения волокон, нижней стороны волокнистого нетканого материала со слоистой структурой
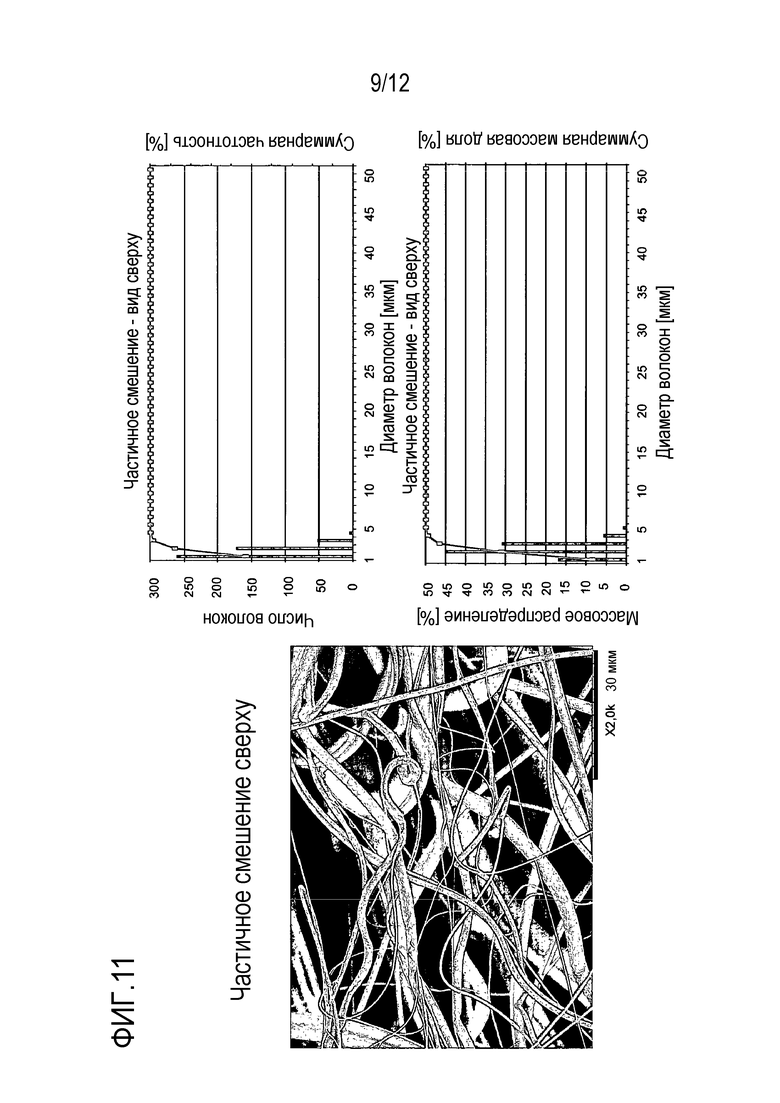
Фиг. 11 представляет REM-изображение, а также относящиеся к этому распределения волокон, верхней стороны волокнистого нетканого материала с частичным смешением
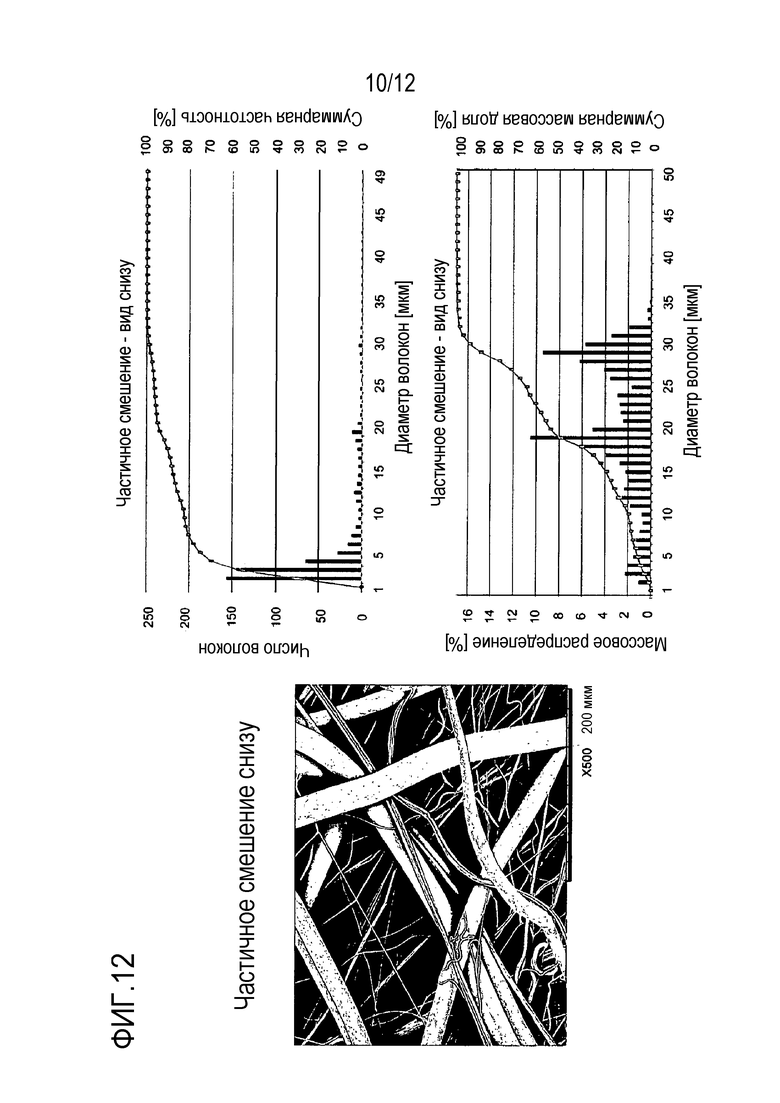
Фиг. 12 представляет REM-изображение, а также относящиеся к этому распределения волокон, нижней стороны волокнистого нетканого материала с частичным смешением
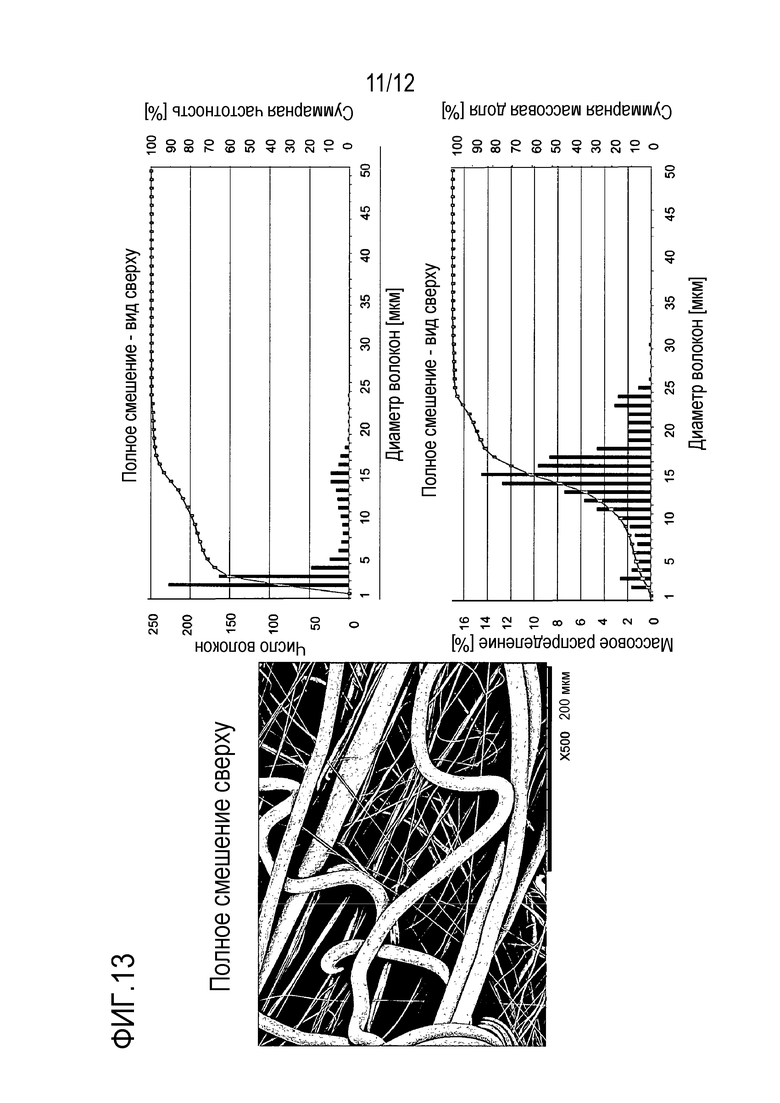
Фиг. 13 представляет REM-изображение, а также относящиеся к этому распределения волокон, верхней стороны волокнистого нетканого материала с полным смешением
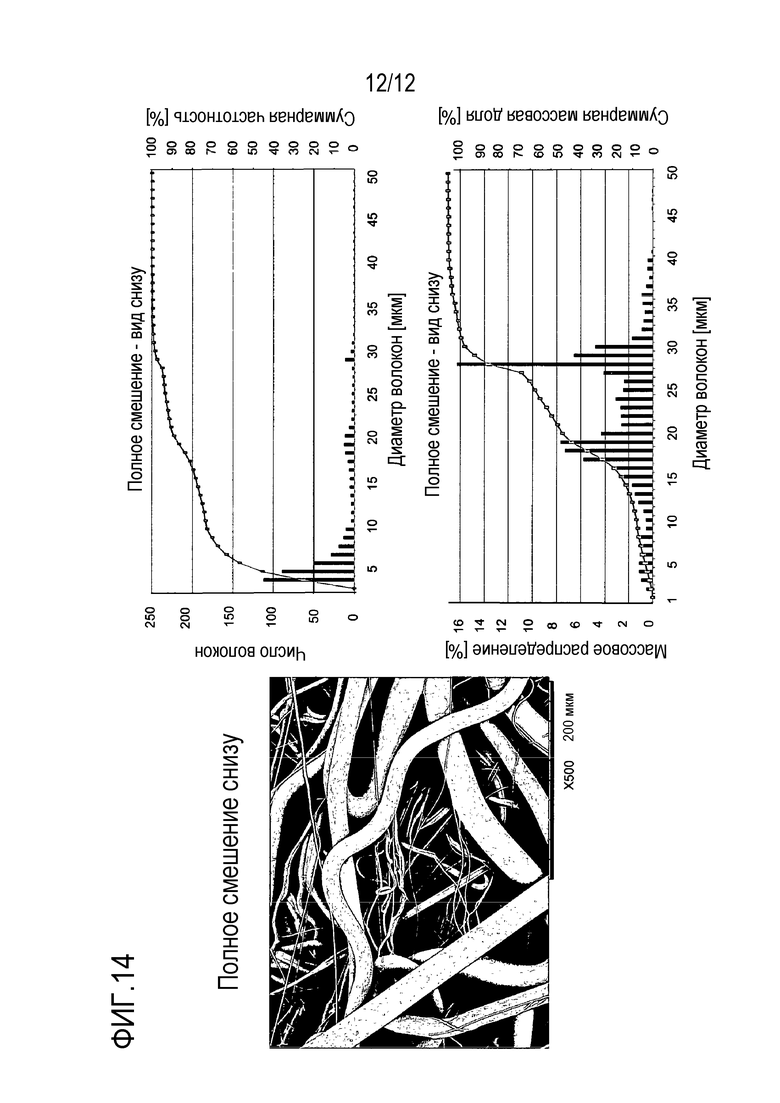
Фиг. 14 представляет REM-изображение, а также относящиеся к этому распределения волокон, нижней стороны волокнистого нетканого материала с полным смешением
[0040] В Фиг. 1 схематически показана конструкция установки для аэродинамического распыления расплава, которая имеет одну Biax-сопловую балку 1, то есть, в которой Biax-сопла в сопловой балке размещены в один ряд по ширине сопел. Фиг. 2 показывает аналогичную конструкцию с многорядной Biax-сопловой балкой 2.
[0041] Как можно заключить из Фиг. 1 и 2, жидкий полимер 3 подается посредством подводящего полимер трубопровода 4 и опять выходит на конце сопловой трубки 5. В Biax-сопла также вводится сжатый горячий воздух 6, который опять выходит через воздуховыпускное отверстие 7 в виде вытягивающего воздуха 8. Выходящий полимер 3 подхватывается вытягивающим воздухом 8, в результате чего происходит вытягивание образованных из выходящего полимера 3 полимерных волокон. Непосредственно после выхода из сопловых трубок полимерные волокна опрыскиваются с помощью распылительных устройств 9 достаточным количеством воды, в результате чего происходит электростатическое заряжание (гидрозаряжание). Соответствующие полимерные волокна укладываются на приемную ленту 10 (сборную ленту).
[0042] В Фиг. 3 показана установка для аэродинамического распыления расплава с конфигурацией сопел, которая в каждом случае состоит из одной многорядной Biax-сопловой балки 2 и Exxon-сопловой балки 11. Сформированные волокна двух типов здесь укладываются на приемный барабан 12. Фиг. 4 показывает подобную установку для аэродинамического распыления расплава, однако с двумя многорядными Biax-сопловыми балками 2. Кроме того, установка включает устройство Rando Weber 13, с помощью которого к сформированным волокнам перед укладкой на транспортерную ленту могут быть добавлены короткорезанные волокна 14. Вместо устройства Rando Weber 13 также могут быть примешаны частицы через устройство Streurinne.
[0043] В Фиг. 5 представлена установка, в которой более тонкие волокна формируются с помощью аэродинамического распыления из раствора. Вместо полимерного расплава 3 при этом для получения волокна применяется раствор 15 полимера.
[0044] Фиг. 6 показывает многорядную Biax-сопловую балку 2 со стороны, от которой выходит полимер, которая имеет Biax-сопловые трубки 16 с капиллярами одинаковой величины, в то время как Фиг. 7 показывает многорядную Biax-сопловую балку 2, которая включает более мелкие сопловые трубки 16 с капиллярами и более крупные сопловые трубки 17 (с капиллярами).
[0045] В Фиг. 8 схематически изображено, как может быть конфигурирована геометрия установки для аэродинамического распыления расплава, которая имеет первую сопловую балку 18 и вторую сопловую балку 19. При показанных впоследствии опытах, чтобы целенаправленно регулировать слоистую структуру формируемого с помощью установки нетканого материала, во-первых, оси А, В и С второй сопловой балки 19 отклонялись на угол θ относительно оси D первой сопловой балки 18, и/или варьировалось расстояние от первой сопловой балки 18 до приемного барабана 12. Как правило, отклонение выполняется на угол от 15° до 60°. Во-вторых, варьируется длина оси D, то есть, расстояние от первой сопловой балки 18 до приемного барабана 12. Чтобы получить высококачественный волокнистый нетканый материал, диаметр капилляров сопел, а также число сопел, данный расход потока полимера и количества вытягивающего воздуха, должны выбираться так, чтобы спрясть достаточное число тонких и грубых волокон, и одновременно создавался по возможности однородный нетканый материал.
[0046] Надлежащим выбором параметров в общем в каждом случае могут быть изготовлены волокнистые нетканые материалы со слоистой структурой, с частичным смешением (с градиентной структурой) волокон обоих типов, или с полным (с практически однородной структурой с незначительным градиентом) смешением волокон обоих типов. В Фигурах 9-14 в каждом случае показаны REM-изображения, а также соответственные этому распределения волокон, для слоистой структуры в виде сверху (Фиг. 9) и снизу (Фиг. 10), при частичном смешении в виде сверху (Фиг. 11) и снизу (Фиг. 12), а также для полного смешения в виде сверху (Фиг. 13) и снизу (Фиг. 14).
[0047] Эксперимент: для изучения влияния как конструкции волокнистого нетканого материала, так и влияния электростатически заряженных волокон в соответствующем волокнистом нетканом материале, на характеристики фильтрации, были проведены опыты. При этом сначала были расплавлены добавки Crodamide EBS и Chimasorb 944 в соотношении 1:1, и в достаточном количестве введены в расплав полимера, предпочтительно путем соэкструзии. Затем расплавы были тщательно перемешаны.
[0048] При нетканых материалах с электростатически заряженными волокнами, которые в каждом случае имеют удельный вес в расчете на единицу площади около 50 г/м2, при их получении на обе создаваемых из данных сопловых балок волоконные струи с обеих сторон набрызгивалась вода в достаточном количестве, а именно, непосредственно перед тем, как обе струи расплава встречались, так, что содержащиеся в волоконных струях волокна интенсивно заряжались.
[0049] Затем образованные таким образом волокнистые нетканые материалы были измерены с использованием фильтр-тестера TSI Model 8130 при скорости протекания 0,1 м/сек, с 2%-ным раствором NaCl. Результаты приведены в обеих нижеследующих таблицах
[0050] Неожиданно было установлено, что волокнистые нетканые материалы с частичным смешением и электростатически заряженными волокнами проявляли намного более высокие качественные показатели QF, чем все другие волокнистые нетканые материалы.
Список ссылочных позиций
1 Biax-сопловая балка, однорядная
2 Biax-сопловая балка, многорядная
3 полимер
4 подводящий полимер трубопровод
5 сопловая трубка с капилляром
6 сжатый горячий воздух
7 выпускное отверстие для вытягивающего воздуха
8 вытягивающий воздух (коаксиально)
9 распылительное устройство
10 приемная лента
11 Exxon-сопловая балка
12 приемный барабан
13 Rando Weber
14 короткорезанные волокна
15 раствор полимера
16 меньшая Biax-сопловая трубка с капилляром
17 бóльшая Biax-сопловая трубка с капилляром
18 первая сопловая балка
19 вторая сопловая балка
A, B, C оси второй сопловой балки
D ось первой сопловой балки
θ угол отклонения между осями первой сопловой балки и второй сопловой балки
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОФОРМОВАННЫЙ КОМПОЗИТНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2012 |
|
RU2609722C2 |
| НЕТКАНЫЙ ТЕРМОКЛЕЕВОЙ МАТЕРИАЛ | 1991 |
|
RU2016153C1 |
| СЛОИСТЫЙ ПОЛИМЕРНЫЙ ВОЛОКНИСТЫЙ ФИЛЬТРУЮЩИЙ МАТЕРИАЛ ДЛЯ ОЧИСТКИ ПОТОКА ВОЗДУХА | 2004 |
|
RU2262376C1 |
| ФИЛЬТРУЮЩИЙ МАТЕРИАЛ | 2013 |
|
RU2655357C2 |
| ФИЛЬТР ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИИЯ | 2000 |
|
RU2240856C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРЕТНОГО ТОНКОВОЛОКНИСТОГО ФИЛЬТРУЮЩЕГО МАТЕРИАЛА ДЛЯ РЕСПИРАТОРОВ | 2001 |
|
RU2198718C1 |
| ЛАМИНИРОВАННЫЙ НЕТКАНЫЙ МАТЕРИАЛ С ВЫСОКИМ СОДЕРЖАНИЕМ ЦЕЛЛЮЛОЗЫ | 2010 |
|
RU2534534C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ТЕКСТИЛЬНОГО МАТЕРИАЛА, ВКЛЮЧАЮЩИЙ ПРОЦЕССЫ ОБРАБОТКИ ДЛЯ ПРИДАНИЯ МАТЕРИАЛУ ЗАЩИТНЫХ И АНТИСТАТИЧЕСКИХ СВОЙСТВ | 2011 |
|
RU2560351C2 |
| НЕТКАНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ СЛОЙ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА С ВЫСОКОЙ УПРУГОСТЬЮ | 2017 |
|
RU2746600C2 |
| НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ПРИМЕНЕНИЯ В КАЧЕСТВЕ ОБРАЩЕННОГО К ТЕЛУ ЛИСТА ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2007 |
|
RU2415659C1 |
Изобретение относится к текстильной промышленности, а именно к гофрируемому текстильному материалу, который имеет электростатически заряженные волокна, и к способу получения такого материала. При производстве гофрируемого текстильного материала применяются по меньшей мере две отдельные сопловые балки соответственно для получения более тонких и более грубых волокон с использованием способа прядения из расплава. По меньшей мере первая сопловая балка, которая служит для получения более грубых волокон, имеет концентрические сопла. Тонкие и грубые волокна смешиваются в процессе, по меньшей мере, местами и, кроме того, электростатически заряжаются с использованием полярной жидкости. Технический результат – расширение функциональных возможностей текстильного материала и повышение его качества. 2 н. и 14 з.п. ф-лы, 14 ил. 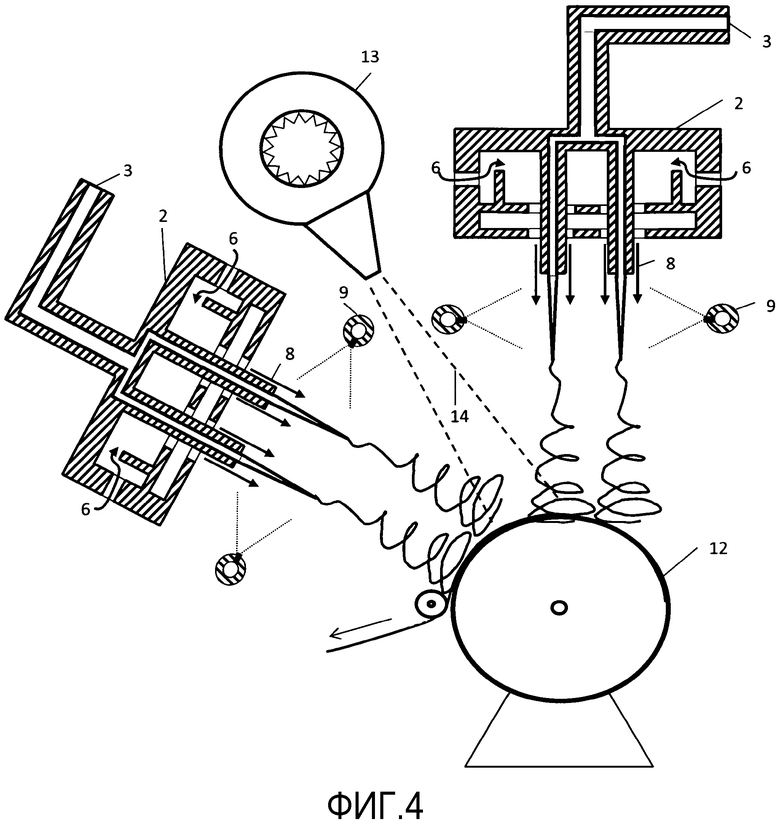
1. Способ получения гофрируемого текстильного материала с электростатически заряженными волокнами предпочтительно для применения в качестве фильтрационного материала для электретного фильтра,
причем в способе применяют сопловую конструкцию, которая выполнена по меньшей мере из двух отдельных сопловых балок, причем по меньшей мере первая сопловая балка имеет концентрические сопла,
и с помощью первой сопловой балки способом прядения с аэродинамическим распылением расплава прядут первый полимер с образованием волокон первого типа волокна, и с помощью второй сопловой балки способом прядения с аэродинамическим распылением расплава прядут второй полимер с образованием волокон второго типа волокна,
причем волокна первого и второго типов волокна прядут таким образом, что среднее значение диаметра волокна волокон первого типа волокна составляет более 10 мкм, причем волокна первого типа волокна имеют больший средний диаметр волокон, чем волокна второго типа волокна,
причем до и/или во время формирования текстильного материала с помощью накопительного устройства волокна первого типа волокна смешивают, по меньшей мере, местами с волокнами второго типа волокна,
и волокна первого типа волокна и/или волокна второго типа волокна, по меньшей мере, во время формирования волокна и/или во время вытягивания подвергают обработке полярной жидкостью, в результате чего волокна электростатически заряжаются.
2. Способ по п. 1, отличающийся тем, что как волокна первого типа волокна, так и волокна второго типа волокна электростатически заряжают посредством полярной жидкости.
3. Способ по одному из пп. 1 и 2, отличающийся тем, что для электростатического заряжания в качестве полярной жидкости используют воду.
4. Способ по одному из предшествующих пунктов, отличающийся тем, что до и/или во время формирования текстильного материала волокна первого типа волокна смешивают с волокнами второго типа волокна таким образом, что по меньшей мере в части объема текстильного материала доля волокон первого типа волокна и второго типа волокна имеет градиентный характер изменения в пределах поперечного сечения текстильного материала.
5. Способ по п. 4, отличающийся тем, что до и/или во время формирования текстильного материала волокна первого типа волокна смешивают с волокнами второго типа волокна таким образом, что по меньшей мере в 50% объема текстильного материала доля волокон первого типа волокна и волокон второго типа волокна имеет градиентный характер изменения.
6. Способ по одному из предшествующих пунктов, отличающийся тем, что в качестве первого полимера для получения волокон первого типа волокна используют полимер с показателем текучести расплава менее 800.
7. Способ по одному из предшествующих пунктов, отличающийся тем, что для получения волокон второго типа волокна применяют сопловую балку с концентрическими соплами и в качестве второго полимера используют полимер с показателем текучести расплава менее 2000.
8. Способ по одному из пп. 1-6, отличающийся тем, что для получения волокон второго типа волокна применяют сопловую балку, которая имеет Exxon-сопла, и в качестве второго полимера используют полимер с показателем текучести расплава более 300.
9. Способ по одному из предшествующих пунктов, отличающийся тем, что в качестве первого полимера и/или в качестве второго полимера применяют полипропилен, полиэтилен, поликарбонат, полилактид, полиамид, полибутилентерефталат, полиэтилентерефталат, поливинилиденфторид или смесь из этих полимеров.
10. Способ по одному из предшествующих пунктов, отличающийся тем, что применяют первый полимер и/или второй полимер, который содержит по меньшей мере одну добавку, которая может связывать радикалы.
11. Способ по одному из предшествующих пунктов, отличающийся тем, что применяют первый полимер и/или второй полимер, который содержит по меньшей мере одну добавку, которая может действовать как внутренняя смазка.
12. Способ по одному из предшествующих пунктов, отличающийся тем, что к волокнам первого типа волокна и к волокнам второго типа волокна до и/или во время формирования текстильного материала с помощью накопительного устройства примешивают тонкие волокна со средним диаметром волокна менее 1 мкм.
13. Гофрируемый текстильный материал, состоящий из волокон, которые получены способом прядения с аэродинамическим распылением расплава, причем объединяются волокна первого типа волокна, которые состоят из первого полимера, и второго типа волокна, которые состоят из второго полимера, причем средний диаметр волокон первого типа волокна составляет более 10 мкм, и средний диаметр волокон первого типа волокна больше, чем средний диаметр волокон второго типа волокна, и по меньшей мере в части объема текстильного материала доли волокон первого типа волокна и волокон второго типа волокна в пределах поперечного сечения текстильного материала имеют градиентный характер изменения, причем по меньшей мере часть волокон первого и/или второго типа волокна электростатически заряжена, причем с использованием текстильного материала может быть изготовлен фильтр с качественным показателем свыше 0,2.
14. Гофрируемый текстильный материал по п. 13, отличающийся тем, что волокна первого типа волокна прядут таким образом, что среднее значение их диаметра волокна составляет более 10 мкм.
15. Гофрируемый текстильный материал по п. 13 или 14, отличающийся тем, что волокна второго типа волокна прядут таким образом, что среднее значение их диаметра волокна составляет менее 10 мкм.
16. Гофрируемый текстильный материал по одному из предшествующих пунктов, отличающийся тем, что текстильный материал представляет собой нетканый материал.
| US 2008022643 A1, 31.01.2008 | |||
| DE 102006013170 A1, 27.09.2007 | |||
| EP 0705931 A1, 10.04.1996 | |||
| WO 2015195648 A2, 23.12.2015 | |||
| СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩЕГО ПОЛИМЕРНОГО МАТЕРИАЛА И ФИЛЬТРУЮЩИЙ МАТЕРИАЛ | 2011 |
|
RU2492912C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРА, СОДЕРЖАЩЕГО НЕТКАНЫЙ МАТЕРИАЛ И/ИЛИ ФИЛЬТРУЮЩИЕ ИНЖЕКТИРОВАННЫЕ СТРУКТУРЫ ИЛИ ЛИСТЫ, ПОЛУЧЕННЫЕ С ИСПОЛЬЗОВАНИЕМ УКАЗАННОГО СПОСОБА И ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ФИЛЬТРАЦИИ И УСТРАНЕНИЯ LEGIONELLA PNEUMOFILLA, И ФИЛЬТР, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2005 |
|
RU2350376C2 |

