Область техники
Изобретение относится к технологии получения изделий из материалов с градиентной структурой методами аддитивного производства, в частности, к способам получения с помощью электронно-лучевой аддитивной технологии изделий из титановых сплавов с функционально-градиентными свойствами, обеспечивающими высокую твердость и износостойкость изделий, работающих в особо жестких условиях эксплуатации.
Уровень техники
В связи с быстрым развитием аэрокосмической, автомобильной сферы и производства ядерной энергии изготовление композитных металлокерамических конструкций в настоящее время является актуальной задачей. По сравнению с металлическими такие конструкции обладают рядом положительных факторов в виду низкой плотности и высокой удельной прочности. Приложения c экстремальными средами требуют таких изделий, части которых работают при радикально отличающихся температурах. Поэтому такие свойства, как устойчивость к коррозии и окислению, прочность, ударная вязкость, износостойкость, малый вес и разумная стоимость, могут потребоваться, например, в различных частях компонентов двигателя или другого работающего устройства, но редко так бывает, что все эти свойства требуются от всей детали целиком. Для работы в подобных условиях очень желательны функционально-градиентные материалы (ФГМ) с разной геометрией создаваемых внутри их объема структур. Поэтому разработка ФГМ с градиентной металлокерамической структурой является перспективной для преодоления ограничений, встречающихся во многих отраслях при работе изделий в экстремальных средах (аэрокосмическая, автомобильная, производство ядерной энергии).
Разработано множество методов изготовления ФГМ, таких как центробежное литье, самораспространяющийся высокотемпературный синтез, плазменно-искровое спекание, порошковая металлургия и лазерное осаждение [Giselle Hsiang Loha, Eujin Pei, David Harrison, Mario  An overview of functionally graded additive manufacturing // Additive Manufacturing Volume 23, October 2018, Pages 34-44].
An overview of functionally graded additive manufacturing // Additive Manufacturing Volume 23, October 2018, Pages 34-44].
Известны способы получения градиентных материалов, заключающиеся, например, в последовательном нанесении слоев из различных порошков и их селективном спекании (Wang, Chunchau, Hu, Yiadong. Cu/Fe Powder Gradient Material Sintering by Laser Processing // Proceedings SPIE. Vol. 3550. Pp. 60-64. 1998).
Известен способ получения композиционных материалов с градиентной структурой (RU 2164260, опубл. 20.03.2001), включающий приготовление шихты, прессование и спекание в засыпке, при этом шихту готовят из соединений, выбранных из группы, состоящей из карбидов, оксикарбидов, карбонитридов, нитридов с добавлением сталей или сплавов, содержащих элементы, способные испаряться в процессе спекания, а спекание проводят в вакууме при 1200-1500°C с выдержкой 10-300 мин, при этом одна из поверхностей прессовки свободна от засыпки.
Основным недостатком описанных выше известных технологий является резкое изменение свойств в макрообъемах материала, а также многостадийность технологического процесса получения градиентного материала.
Известны способы лазерной аддитивной технологии, при котором ФГМ получают посредством выращивания детали в порошковом слое, либо путем локальной подачи металлического порошка и порошка армирующих соединений в зону выращивания.
Так, например, известен способ лазерной аддитивной технологии, при котором металлическую проволоку и армирующие частицы химических соединений с ковалентной связью и высокими значениями твердости (карбидов и боридов переходных металлов) подают в расплавленную сварочную ванну в атмосфере инертного газа [Peter Kayode Farayibi Microstructural Evolution of Metal Matrix Composites Formed by Laser Deposition of Ti-6Al-4V Wire and WC-W2C Powder// Advanced Engineering Forum ISSN: 2234-991X, Vol. 26, pp 22-32 doi:10.4028/www.scientific.net/AEF.26.22 © 2018 Trans Tech Publications, Switzerland; Fuquan Li, Zhenzeng Gao, Liqun Li, Yanbin Chen Microstructural study of MMC layers produced by combining wire and coaxial WC powder feeding in laser direct metal deposition// Optics & Laser Technology 77 (2016) 134-143]. Этот метод с комбинированным выращиванием посредством нагрева проволоки и порошка лазером считается перспективным для изготовления металлокерамических композитов с градиентной структурой, однако, материалы, полученные такими методами, склонны к улавливанию сферической газовой пористости, которая ухудшает прочностные свойства.
Как правило, металлические порошки имеют высокую удельную поверхность, что обусловливает неизбежное наличие пористости, а также перенос адсорбированных на поверхности порошинок загрязняющих веществ в объем готового изделия.
Известен способ, при котором порошковую проволоку с металлической оболочкой из алюминия и армирующими частицами карбида кремния используют для получения электронно-лучевой аддитивной технологией композита с равномерно распределенными по объему армирующими частицами [Devon Gonzales, Stephen Liu, Marcia Doack, Robert A Hafley Using Powder Cored Tubular Wire Technology to Enhance Electron Beam Freeform Fabricated Structures: Supplemental Proceedings In book: TMS 2016: 145 th Annual Meeting & Exhibition: Supplemental Proceedings DOI:10.1002/9781119274896.ch23]. Однако получаемые материалы не имеют градиентной структуры.
Известен способ, раскрытый в публикации заявки CN 107470624 A (опубликован 15.12.2017), в котором в ванну расплава подают два имеющих разные свойства металлических проволочных материала, где происходит их плавление под высокоэнергетическим воздействием ионного источника энергии. Указанный способ позволяет получать материалы с градиентной биметаллической структурой с заданным соотношением ее компонентов от 0 до 100% с шагом 20%.
Недостатком указанного способа являются недостаточно высокие прочностные свойства получаемых изделий.
Титановый сплав Ti6Al4V используется в аэрокосмической области из-за его высокой прочности к единице массы, однако широкому использованию препятствует его высокая склонность к абразивному износу и низкая твердость. Создание в поверхностном слое металлокерамического соединения является перспективным решением для увеличения твердости и износостойкости титанового сплава, при этом в качестве армирующих частиц обычно выбирают такие соединения, как TiB2, SiC и WC.
Известен из патента US 9101979 B2 (опубликован 11.08.2015), являющийся наиболее близким аналогом аддитивного способа получения изделий с градиентной структурой из тугоплавких металлов, где градиент достигается путем плавления металлических или легированных порошков с использованием лазера или путем плавления нескольких проволок с использованием электронного пучка. Градиент может применяться при добавлении состава от 1% до 100%. В вариантах осуществления способ включает охлаждение, по меньшей мере, одного из слоев указанного изделия со скоростью охлаждения, достаточной для образования одной или аморфной или нанокристаллической структуры в указанном слое. В некоторых таких вариантах охлаждение включает в себя метод, выбранный из группы, состоящей из уменьшения, увеличения скорости осаждения слоя и продувки газа над слоем.
Недостатком указанного метода является невозможность создания посредством той технологии, которая использует в качестве источника нагрева электронный пучок, композиционных материалов с градиентной структурой, в которых армирующими частицами являются твердые химические соединения с ковалентной связью на основе карбидов и боридов металлов, вследствие отсутствия подобных проволочных материалов.
Кроме того, следует отметить, что общим недостатком присущим большинству известных способов получения материалов с функционально градиентной структурой является низкая производительность, что сдерживает их применение в промышленности.
В основу изобретения поставлена задача преодоления вышеупомянутых недостатков и создания способа получения методом электронно-лучевой аддитивной технологии изделий из титановых сплавов, выполненных полностью или частично с функционально-градиентной металлокерамической структурой и с получением при этом физико-механических и эксплуатационных свойств (таких как твердость и износостойкость) улучшенных по сравнению с традиционными технологиями.
Техническим результатом является получение беспористой градиентной структуры, характеризующейся минимальным количеством структурных дефектов - композиционных неоднородностей, газовой пористости, дефектных пограничных зон и протяженных границ раздела фаз, которые снижают конечные свойства изделия.
Техническим результатом является также получаемая равномерность распределения в металлической матрице армирующих частиц, что в целом сказывается в повышенной твердости получаемого изделия из титанового сплава с градиентной структурой.
Еще одним результатом является возможность формирования плавного перехода от металлического материала к части детали с металлокерамической структурой без межфазной границы макроскопического размера.
Еще одной целью предлагаемого изобретения является упрощение процесса создания материалов с градиентной структурой из тугоплавких и жаропрочных сплавов, что приводит к расширению диапазона применения аддитивных технологий при производстве новых изделий из таких материалов.
Раскрытие сущности изобретения
Поставленная задача решается тем, что в способе аддитивного производства изделий из титановых сплавов с функционально-градиентной структурой, в котором для изготовления, по меньшей мере, части изделия осуществляют подачу первой проволоки и второй проволоки в ванну расплава, где происходит их плавление под высокоэнергетическим воздействием электронного пучка; при этом осуществляют варьирование скорости подачи, по меньшей мере, одной из первой или второй проволок;
при том, что первая проволока является сплошной и выполнена из сплава на основе титана; новым является то, что вторая проволока является порошковой, в которой оболочка выполнена из того же материала, что и материал сплошной проволоки, а в качестве наполнителя используют частицы, по меньшей мере, одного порошка химического соединения с ковалентной связью и высокими значениями твердости;
причем средний размер частиц порошка лежит в диапазоне от 2 мкм до 180 мкм; при этом угол наклона подачи сплошной проволоки к подложке выбран из диапазона от 20° до 35°, а угол наклона подачи порошковой проволоки к подложке выбран из диапазона от 30° до 60°.
Целесообразно, чтобы в качестве наполнителя были использованы частицы порошка химического соединения, выбранного из ряда: карбид вольфрама и/или диборид титана и/или диборид циркония и/или карбид кремния и/или карбид ванадия и/или карбид титана и/или карбид циркония.
Желательно, чтобы в качестве титанового сплава был использован сплав Ti6Al4V или ВТ6 или другие титановые сплавы с огнеупорными металлами с дуплексными (α+β) структурами.
Возможно, чтобы толщина проволок была выбрана из диапазона от 0,8 мм до 4,0 мм.
Целесообразно, чтобы варьирование скорости подачи проволок осуществляли в диапазоне от 0.1 мм/мин до 3000 мм/мин, предпочтительно от 1 мм/мин до 1000 мм/мин.
Желательно, чтобы электронный пучок имел следующие параметры: ускоряющее напряжение в диапазоне от 25 кВт до 150 кВт, при токе пучка в диапазоне от 10 до 80 мА.
При осуществлении заявленного способа образуется титановый сплав с градиентной структурой, металлическая часть которого формируется при плавлении сплошной (монолитной) проволоки из титанового сплава и выполненной из такого же материала оболочки порошковой проволоки, внутри которой находятся армирующие частицы химических соединений с ковалентной связью и высокими значениями твердости. Армирующие частицы попадают в ванну расплава из порошкового проволочного материала после плавления его оболочки, в которой они были размещены.
Градиентная структура при этом формируется за счет регулирования скоростей подачи порошковой и монолитной проволок (т.е. их расхода), которое обеспечивает разные пропорции компонентов металлокерамической структуры в разных частях образца титанового сплава (от 0 об. % до 40 об. %). При этом получаемая структура характеризуется минимальным количеством композиционных неоднородностей, газовой пористости, дефектных пограничных зон и протяженных границ раздела фаз, являющихся структурными дефектами и снижающими конечные свойства изделия. Получение таких свойств доказывается повышенными значениями твердости по сравнению с аналогами.
Поскольку титан обладает высокой реакционной способностью к химическим элементам, содержащимся в атмосферном воздухе - кислороду и азоту, а также к углероду и попадание этих элементов в титановые сплавы приводит к их сильному охрупчиванию, то самым эффективным средством для предотвращения попадания загрязняющих элементов в титановые сплавы в процессе аддитивного производства является проведение технологического процесса в вакууме.
Краткое описание чертежей
Далее приведено описание настоящего изобретения, включая предпочтительные варианты выполнения, со ссылкой на сопроводительные чертежи, на которых:
Фиг. 1. показывает схематично устройство, используемое при осуществлении заявляемого способа;
Фиг. 2. иллюстрирует этапы формирования изделия;
Фиг. 3-6 иллюстрируют свойства получаемых образцов, согласно соответствующих примеров осуществления способа (соответственно пример 1 - пример 4), где пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок.
Термин "Аддитивное производство" является общим для всех технологий, которые основаны на послойном построении (выращивании) изделий по данным находящимся в управляющем устройстве компьютерной 3D-модели. Металлические части, изготовленные аддитивными технологиями обычно подвергаются сложной циклической термической истории, состоящей из направленного теплового воздействия, повторного плавления и быстрого затвердевания.
При использовании в качестве источника теплового воздействия электронного луча построение изделия характеризуется подачей исходного материала непосредственно в рабочую зону.
Как показано на Фиг. 1 устройство для электронно-лучевого аддитивного производства (далее устройство) содержит вакуумную камеру 1 с оборудованием 2 для создания разрежения в ее рабочем объеме. В рабочем объеме камеры 1 размещен электронно-лучевой узел 3, предназначенный для генерации и подачи электронного пучка к рабочему столу 4. На электронно-лучевом узле 3 размещены направляющие устройства 5 и 6, предназначенные для задания пространственного положения подаваемых проволочных материалов относительно подложки.
Направляющие устройства 5 и 6 выполнены таким образом, чтобы сохранять заданное положение относительно подложки в течение всего процесса производства изделия.
Устройство снабжено подающими устройствами 7 и 8, оснащенными механизмами подачи проволочного материала на рабочий стол 4 устройства. Устройство также имеет механизмы (не показаны) для поступательного перемещения электронно-лучевого узла 3 и рабочего стола 4 друг относительно друга не менее чем по трем координатным осям с координатами X, Y, Z. Координаты X и Y определяют относительные перемещения элементов в плоскости, параллельной плоскости рабочего стола, в ходе которых формируется контур изделия. Координата Z определяет относительное перемещение элементов в направлении, перпендикулярном плоскости рабочего стола 4, которое определяет толщину (высоту) изделия. В зависимости от конфигурации оборудования, перемещение по координате Z может осуществляться либо перемещением электронно-лучевого узла 3, либо рабочего стола 4, либо носить комбинированный характер.
Процесс получения изделия состоит из трех этапов: подготовительные работы, этап формирования изделия, заключительные работы. Подготовительные работы включают в себя загрузку проволок и установку подложки 9 рабочего стола 4, установку направляющих устройств 5 и 6 в требуемое положение относительно электронно-лучевого узла, а также установку технологических параметров устройства и создание разрежения в его рабочей камере до величины от 1×10-4 Па до 1×10-5 Па.
Верхний предел ограничивается возможностями насосов вакуумной установки. При значениях меньше минимального значения диапазона режим теплового воздействия электронным лучом становиться нестабильным, вследствие того, что происходит уменьшение длины свободного пробега электронов.
Положение проволок определяется углами подачи к подложке, находящимися в диапазоне от 20° до 50° для сплошной проволоки и от 20° до 60° для порошковой проволоки.
За пределами указанных диапазонов ухудшается качество формирующихся слоев, поскольку теряется стабильность процесса плавления кончика сплошной (монолитной) проволоки и не происходит стекания жидкого металла в ванну расплава непрерывным потоком, а также ухудшается равномерность распределения в них керамических армирующих частиц, что в целом сказывается в пониженных значениях твердости изделия.
Углы подачи монолитной и порошковой проволоки определены эмпирически.
Диапазоны толщин используемых сплошной и порошковой проволок определяются требуемой производительностью процесса и лежат в диапазоне от 0,8 до 4,0 мм.
При требуемой производительности, например 12 кг изделий/ч используются проволоки с диаметром 4 мм, при производительности 5 кг/ч - 0.8 - 1.6 мм.
В основе технологий изготовления большинства проволочных материалов, используемых для электронно-лучевого аддитивного производства, лежат принципы изготовления проволок для сварки и наплавки лазерным лучом, плазменной или электрической дугой в атмосфере защитных газов.
Порошковые проволоки являются широко распространенным видом филаментов, используемых для наплавки, и представляют собой, как правило, металлическую трубчатую оболочку, заполненную уплотненным порошковым наполнителем.
Процесс изготовления порошковой проволоки обычно включает в себя следующие этапы. Оболочка сгибается в полосу U-образной формы, после чего она наполняется необходимым количеством металлического порошка. Последующие процессы формообразования включают уплотнение порошка и волочение (прокатку/вытяжку) до окончательной формы и размеров.
Количество материала в сердечнике порошковой проволоки принято оценивать коэффициентом заполнения Кз, который определяется по формуле [Сварка порошковой проволокой https://books.google.ru/books?id=vqb6AgAAQBAJ&printsec=frontcover&hl=ru#v=onepage&q&f=false]:
 где gм - масса материала, закатанного в 1 м проволоки; gоб - масса оболочки 1 м проволоки.
где gм - масса материала, закатанного в 1 м проволоки; gоб - масса оболочки 1 м проволоки.
Обычно коэффициент заполнения составляет величину не выше 60%, предпочтительно должен быть 40% из-за необходимости сохранения достаточной прочности оболочки порошковой проволоки.
Одним из важных требований к порошковой проволоке, используемой для электронно-лучевого аддитивного производства, является минимальное содержание кислорода и газообразующих элементов в материале проволоки. Их чрезмерное содержание при расплавлении проволоки приводит к их испарению и образованию пор в структуре наплавленного материала.
В качестве сплошной проволоки и оболочки порошковой проволоки могут быть использованы, например, такие титановые сплавы как Ti-6Al-4V (содержащий масс. %: титан 85-90, алюминий 5-7, ванадий 4-7 и примеси остальное) или его российский аналог ВТ6, а кроме этого другие титановые сплавы с огнеупорными металлами с дуплексными (α+β) структурами.
В качестве наполнителя в зависимости от поставленной задачи улучшения свойств создаваемого изделия могут быть использованы частицы порошков химических соединений с ковалентной связью и высокими значениями твердости, выбранные из ряда, например, карбид вольфрама; диборид титана; диборид циркония, карбид кремния, карбид ванадия, карбид титана, карбид циркония. Каждый из указанных порошков, может быть использован как в отдельности, так и в виде смеси с другим порошком.
Введение в состав порошковой проволоки указанных частиц позволяет повысить эксплуатационные свойства материала.
Частицы карбидов и боридов обладающие высокой термодинамической стабильностью, переходя из порошковой проволоки в ванну расплава, подвергаются незначительному растворению в расплаве титанового сплава, воздействуя на кинетику кристаллизации расплавленного металла. В результате обеспечивается эффект модифицирования металла, что приводит к уменьшению размера эпитаксиально растущих зерен β-фазы, обусловливая, согласно соотношению Холла-Петча, зернограничное упрочнение, сопровождающееся повышением предела текучести, а также пластичности и термостойкости наплавленного металла. Наличие равномерно распределенных в металлической матрице твердых армирующих частиц карбидов и боридов, создает повышенное сопротивление движению дислокации в металле при его пластическом деформировании, реализуя эффект упрочнения выращенного изделия.
Гранулометрический состав порошков, которые входят в наполнитель, находится в пределах от 2 мкм до 180 мкм. При использовании более мелких частиц порошков, наблюдается значительное увеличение пористости выращенного материала, так как увеличивается поверхность, на которой адсорбируется примесные соединения, которые вносятся в ванну расплава, что снижает механические свойства изделия. Верхний предел гранулометрического состава ограничивается появлением большого количества дефектов в виде пор и трещин на границе раздела "армирующая частица/матрица титанового сплава". Экспериментально установлено, что наиболее подходящей фракцией для данного технологического процесса является размер частиц находящийся в диапазоне 5-120 мкм.
Перед процессом формирования изделия порошковую проволоку отжигают в вакуумной печи. Отжиг уменьшает остаточное напряжение, что приводит к лучшей подаче проволочного материала в процессе формирования изделия. Стадия вакуумного отжига также испаряет любые органические загрязнители снаружи или внутри проволоки.
При использовании в качестве оболочки порошковой проволоки материала соответствующего химическому составу сплошной проволоки обеспечивается минимальное изменение коэффициента термического расширения в полученных слоях градиентной части изделия, что обеспечивает его высокую плотность и отсутствие дефектов в виде пор и трещин.
Иллюстрация к этапу формирования изделия приведена на Фиг. 2. В зону воздействия пучка 10 на подложку 9 подают с заданными скоростями сплошную проволоку 11 и порошковую проволоку 12.
Подающие механизмы направляющих устройств 5 и 6 обеспечивают подвод проволочного материала в зависимости от заданной производительности со скоростями подачи от 0.1 до 3000 мм/мин, предпочтительно от 1 до 1000 мм/мин. Превышение максимального предела скорости приводит к недостаточному плавлению подаваемых проволок в ванне расплава и резкому понижению качества получаемого изделия.
При контакте с пучком 10 металл проволок плавится с образованием ванны расплава 13.
Электронный пучок, в зависимости от размера послойно выращиваемого изделия, имеет следующие диапазоны технологических параметров: ускоряющее напряжение от 25 до 150 кВт, ток пучка от 10 до 150 мА. Нижние значения ускоряющего напряжения и тока пучка определяются способностью электронного пучка обеспечить достаточную мощность для формирования ванны расплава. Максимальные значения ограничиваются способностью электроннолучевой установки отводить тепло от подложки материала.
В процессе плавления осуществляется перемещение элементов устройства по координатам X и Y, в результате которого формируется первый слой материала 14 с образованием контура изделия. После завершения формирования первого слоя производится перемещение элементов устройства по координате Z и процесс формирования слоя повторяется.
Рабочие поступательные перемещения устройства осуществляют с точностью не менее 0,1 мм в диапазоне скоростей от 100 до 1000 мм/мин в зависимости от требуемой производительности. Экспериментально установлено, что при скоростях выше максимального значения качество выращиваемых изделий резко понижается вследствие недостаточного плавления формирующихся слоев.
В процессе формирования изделия в зависимости от требуемой функциональности изделия осуществляют варьирование скоростей подачи проволок. Это приводит к перераспределению относительного содержания армирующих частиц в объеме металлической матрицы, результатом которого является образование градиентной структуры с требуемыми эксплуатационными характеристиками (повышенная твердость, повышенная износостойкость, повышенные упругие и прочностные характеристики).
Изменение скорости, по меньшей мере, одной из первой или второй проволок включает в себя: поддержание первой и второй скорости потока для первого слоя композиционного материала на поверхности подложки; и после формирования первого слоя, осуществляют изменение скорости при формировании последующего слоя материала.
Градиент композиции может изменяться изменяется линейно или поэтапно вдоль, по меньшей мере, одного размера подложки.
В результате процесса формируется материал, химический, состав которого плавно изменяется по заданному закону, при этом граница раздела фаз наносимого слоя отсутствует за счет регулирования расхода проволок.
Изменением температуры рабочего стола обеспечивают возможность в процессе послойного выращивания изменять скорости охлаждения в диапазоне от 10 до 510°С/с изменять соотношение количества α- и β-фазы титанового сплава, а также количества мартенситной α'-фазы, что определяет оптимальное для определенных приложений сочетание таких характеристик материала, как прочность, пластичность и твердость изделия.
После завершения процесса формирования изделия отключают электронно-лучевую пушку, прекращают подачу материала и полученное изделие остывает до температуры 200-300°С.
Заключительными работами являются повышение давления в рабочей камере 1 устройства до атмосферного, охлаждение полученного изделия и его извлечение из рабочей камеры.
Подобранные параметры устройства позволяют реализовать указанный способ получения функционально-градиентных металлокерамических структур со скоростью формирования изделия от 5 до 12 кг/ч, что не уступает известным устройствам аддитивной электронно-лучевой технологии.
Кроме того, следует отметить тот факт, что предпочтительные ФГМ-структуры могут быть сформированы как во всем объеме изделия в целом, так и в какой-то его выбранной части, в зависимости от требований локальной механической целостности.
Указанная технология аддитивного изготовления может быть использована для выращивания такого изделия, как лопасть или лопатка газовой турбины, полностью или частично, например выращивания лопаточного венца. Изделие также могло бы быть вставкой или испытательным образцом, используемыми, например, для процессов ремонта всего изделия в целом
Примеры конкретного осуществления способа
В иллюстрирующих заявленный способ примерах получения изделия с функционально-градиентной структурой были использованы экспериментальные образцы, для которых готовили подложки необходимого размера и при необходимости производили обработку с применением фрезерного или иных станков для достижения требуемого качества поверхности. Далее, подготовленные подложки закрепляли на рабочем столе.
Комбинация параметров технологического процесса формирования изделия (ускоряющее напряжение, ток пучка, диаметр проволок, скорость перемещения рабочего стола) задавались таким образом, чтобы обеспечить стабильность процесса плавления проволочных материалов и попадания получаемого плавящегося материала в ванну расплава в виде непрерывного потока. Измерения твердости проводились на микротвердомере Duramin 5 при нагрузке 50 г. Объемное количество упрочняющих частиц оценивалось методом количественной металлографии по изображениям растровой электронной микроскопии.
Пример 1
В качестве исходного материала использованы монолитный проволочный материал из титанового сплава Ti-6Al-4V диаметром 1 мм и порошковый проволочный материал диаметром 1.6 мм с оболочкой из титанового сплава Ti-6Al-4V и частицами порошка карбида вольфрама WC со средним размером частиц от 5 до 20 мкм.
Формирование изделия проводилось на подложке из титанового сплава Ti-6Al-4V с размерами 75×75 мм толщиной 6 мм, закрепленной на рабочем столе устройства. Угол наклона подачи к подложке для обоих направляющих устройств - 30°. При формировании изделия использовались следующие параметры процесса: мощность пучка - 1500 Вт (ускоряющее напряжение пучка - 30 кВ, ток пучка - 50 мА), линейная скорость формирования изделия в направлении осей X и Y - 220 мм/мин.
Скорости подачи монолитного и порошкового проволочных материалов варьировались в диапазоне от 0 мм/мин до 880 мм/мин. При этом, с увеличением числа наплавляемых слоев скорость подачи сплошного проволочного материала Ti-6Al-4V уменьшалась с 880 мм/мин до 0 мм/мин, а скорость подачи порошкового проволочного материала WC/Ti-6Al-4V увеличивалась с 0 мм/мин до 880 мм/мин.
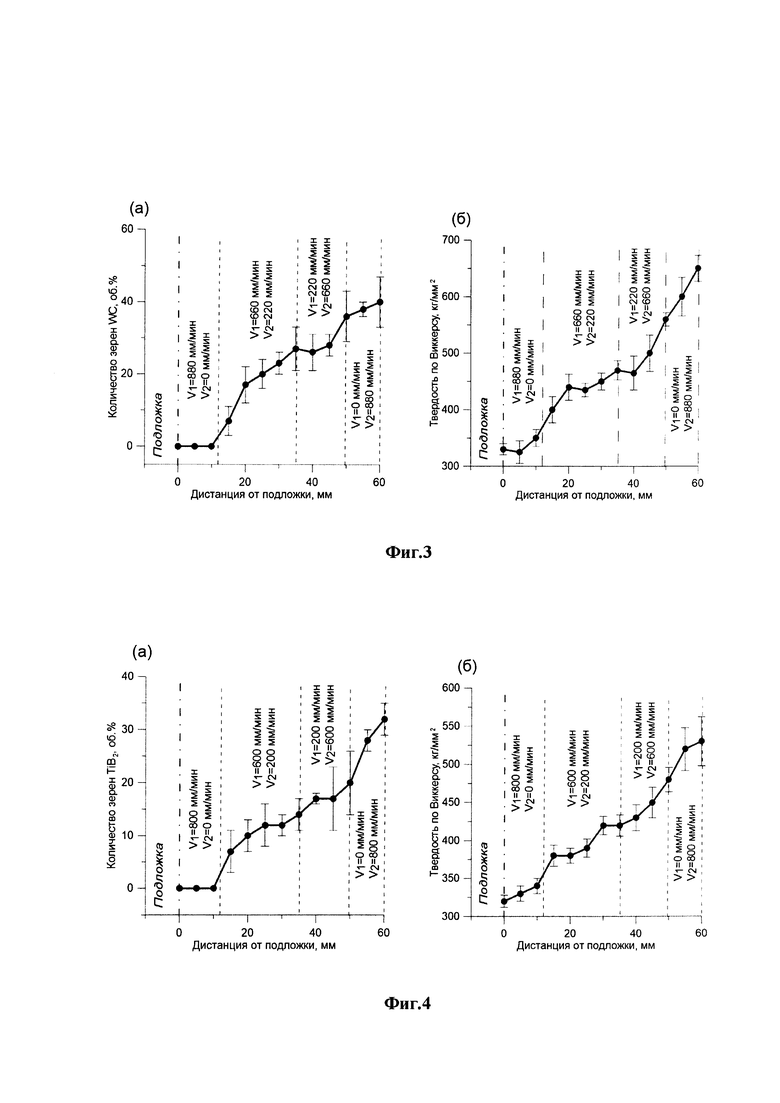
На Фиг. 3а и Фиг. 3б показана зависимость объемного количества армирующих зерен карбида вольфрама WC и значения твердости по Виккерсу от расстояния до подложки в образце, полученном посредством комбинированной подачи сплошного проволочного материала Ti-6Al-4V и порошкового проволочного материала WC/Ti-6Al-4V. Пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок.
Показан эффект повышения микротвердости (Фиг. 3б) вследствие плавного изменения количества армирующих частиц WC (Фиг. 3а) в объеме образца Ti-6Al-4V от подложки до его вершины. Минимальное значение микротвердости измерено на интерфейсе подложка/первый слой, состоящем полностью из Ti-6Al-4V. С увеличением расстояния от подложки от 0 до 60 мм происходит увеличение значений твердости от 320 кг/см2 до 650 кг/см2, обусловленное ростом количества армирующих частиц карбида вольфрама WC от 0 об. % до 40 об. %.
Пример 2
В качестве исходного материала использованы сплошной проволочный материал из титанового сплава Ti-6Al-4V диаметром 1 мм и порошковый проволочный материал диаметром 1.6 мм с оболочкой из титанового сплава Ti-6Al-4V с диаметром и частицами порошка диборида титана TiB2 со средним размером частиц от 10 до 40 мкм.
Формирование изделия проводилось на подложке из титанового сплава Ti-6Al-4V с размерами 75×75 мм толщиной 6 мм, закрепленной на рабочем столе устройства. Угол наклона подачи к подложке для направляющего устройства сплошного материала - 30°, для порошкового материала - 60°.
При формировании изделия использовались следующие параметры процесса: мощность пучка - 1000 Вт (ускоряющее напряжение пучка - 25 кВ, ток пучка - 40 мА), линейная скорость формирования изделия - 180 мм/мин в направлении осей X и Y.
Скорости подачи сплошного и порошкового проволочных материалов варьируются в диапазоне от 0 мм/мин до 800 мм/мин. При этом, с увеличением числа наплавляемых слоев скорость подачи монолитного сплошного проволочного материала Ti-6Al-4V уменьшалась с 800 мм/мин до 0 мм/мин, а скорость подачи порошкового проволочного материала TiB2/Ti-6Al-4V увеличивалась с 0 мм/мин до 800 мм/мин.
На Фиг. 4а и Фиг. 4б показана зависимость объемного количества армирующих зерен диборида титана TiB2 и значения твердости по Виккерсу от расстояния до подложки в образце, полученном посредством комбинированной подачи сплошного проволочного материала Ti-6Al-4V и порошкового проволочного материала TiB2/Ti-6Al-4V. Пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок.
Показан эффект повышения микротвердости (Фиг. 4б), вследствие плавного изменения количества армирующих частиц TiB2 (Фиг. 4а) в объеме образца Ti-6Al-4V от подложки до его вершины. С увеличением расстояния от подложки от 0 до 60 мм происходит увеличение значений твердости от 340 кг/см2 до 530 кг/см2, обусловленное ростом количества армирующих частиц диборида титана от 0 об. % до 32 об. %.
Пример 3
В качестве исходного материала использованы сплошной проволочный материал из титанового сплава Ti-6Al-4V диаметром 1 мм и порошковый проволочный материал диаметром 1.6 мм с оболочкой из титанового сплава Ti-6Al-4V с диаметром и порошка карбида кремния SiC со средним размером частиц от 15 до 80 мкм.
Формирование изделия проводилось на подложке из титанового сплава Ti-6Al-4V с размерами 75×75 мм толщиной 6 мм, закрепленной на рабочем столе устройства. Угол наклона подачи к подложке для направляющего устройства сплошной проволоки - 30°, для порошковой проволоки - 37°. При формировании изделия использовались следующие параметры процесса: мощность пучка - 1500 Вт (ускоряющее напряжение пучка - 30 кВ, ток пучка - 50 мА), линейная скорость формирования изделия - 250 мм/мин в направлении осей X и Y. Скорости подачи монолитного и порошкового проволочных материалов варьируются в диапазоне от 0 мм/мин до 900 мм/мин. При этом, с увеличением числа наплавляемых слоев скорость подачи сплошного проволочного материала Ti-6Al-4V уменьшалась с 900 мм/мин до 0 мм/мин, а скорость подачи порошкового проволочного материала SiC/Ti-6Al-4V увеличивалась с 0 мм/мин до 900 мм/мин.
На Фиг. 5а и Фиг. 5б показана зависимость объемного количества армирующих зерен карбида кремния SiC и значения твердости по Виккерсу от расстояния до подложки в образце, полученном посредством комбинированной подачи сплошного проволочного материала Ti-6Al-4V и порошкового проволочного материала SiC/Ti-6Al-4V. Пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок.
Показан эффект повышения микротвердости (Фиг. 5б), вследствие плавного изменения количества армирующих частиц SiC (Фиг. 5а) в объеме образца Ti-6Al-4V от подложки до его вершины. Минимальное значение микротвердости измерено на интерфейсе подложка/первый слой, состоящем полностью из Ti-6Al-4V. С увеличением расстояния от подложки от 0 до 60 мм происходит увеличение значений твердости от 315 кг/см2 до 640 кг/см2, обусловленное ростом количества армирующих частиц карбида кремния SiC от 0 об. % до 47 об. %.
Пример 4
В качестве исходного материала использованы сплошной проволочный материал из титанового сплава Ti-6Al-4V диаметром 1 мм и порошковый проволочный материал диаметром 1.6 мм с оболочкой из титанового сплава Ti-6Al-4V с диаметром и частицами порошка карбида вольфрама WC со средним размером частиц от 5 до 20 мкм.
Формирование изделия проводилось на подложке из титанового сплава Ti-6Al-4V с размерами 75×75 мм толщиной 6 мм, закрепленной на рабочем столе устройства. Угол наклона подачи к подложке для обоих направляющих устройств - 30°. При формировании изделия использовались следующие параметры процесса: мощность пучка - 1500 Вт (ускоряющее напряжение пучка - 30 кВ, ток пучка - 50 мА), линейная скорость формирования изделия - 220 мм/мин в направлении осей X и Y.
Скорости подачи монолитного и порошкового проволочных материалов варьируются в диапазоне от 0 мм/мин до 880 мм/мин. При этом, с увеличением числа наплавляемых слоев скорость подачи сплошного проволочного материала Ti-6Al-4V уменьшалась с 880 мм/мин до 0 мм/мин, а скорость подачи порошкового проволочного материала WC/Ti-6Al-4V увеличивалась с 0 мм/мин до 880 мм/мин.
На Фиг. 6а и Фиг. 6б оказана зависимость объемного количества армирующих зерен карбида вольфрама WC и значения твердости по Виккерсу от расстояния до подложки в образце, полученном посредством комбинированной подачи сплошного проволочного материала Ti-6Al-4V и порошкового проволочного материала WC/Ti-6Al-4V. Пунктирными линиями обозначены области послойно построенного образца, в которых происходило изменение соотношения между скоростями подачи сплошной (v1) и порошковой (v2) проволок.
Виден эффект повышения микротвердости (Фиг. 6б) вследствие плавного роста количества армирующих частиц WC (Фиг. 6а) в объеме образца Ti-6Al-4V от подложки до его середины и затем плавного понижения по направлению к вершине образца с одновременным уменьшением количества армирующих частиц WC.
Промышленная применимость
Созданные с использованием заявленного способа ФГМ различной функциональности могут предложить уникальные решения инженерных задач по сравнению с обычными структурами традиционных материалов. Возможна функциональная интеграция различных свойств, которые не могут сочетаться в композитах с однородной структурой. Полученные при изготовлении разные пропорции компонентов градиентной металлокерамической структуры (от 100 об. % титанового сплава матрицы до 60 об. % армирующих керамических частиц), обеспечивают уникальные функциональные свойства, которые могут равномерно или скачкообразно изменяться по объему изделия.
Изобретение обеспечивает возможность получения изделий с контролируемой градиентной металлокерамической структурой заданного состава. Изобретение также расширяет диапазон применения материалов изготовленных методом электронно-лучевой аддитивной технологии, способствуя более широкому спектру их промышленных применений. По сравнению с обычным способом изготовления функционально-градиентных металлокерамических изделий, заявляемый способ получения имеет простой процесс и короткий производственный цикл. Кроме того, некоторые металлокерамические изделия особенно трудно обрабатывать, и данный способ может существенно снизить материальные затраты на их финишную механическую обработку.
В отличие от обычных композиционных материалов, полученный согласно изобретению функционально градуированный материал изготовлен из двух (или более) материалов с различными свойствами. Регулированием компонент и структуры двух (или более) материалов, обеспечивают изменение свойств материала. Функционально градуированные материалы имеют характер постепенно измененных компонентов в определенном пространстве, поэтому они могут эффективно преодолевать недостаток обычных композитных материалов. Функционально градуированные материалы могут использоваться в качестве слоя для соединения двух несовместимых материалов, что значительно повышает прочность сцепления. Кроме того, функционально градуированный материал может также использоваться в качестве слоя для уменьшения остаточного напряжения и теплового напряжения крайних точек. Создаваемые с использованием способа структуры повышают прочность соединения и одновременно снижают возможность появления трещин.
Применение расходных материалов в виде проволоки обеспечивает перспективы производства крупноразмерных деталей.
Указанный способ позволяет получать изделия, к которым могут предъявляться требования к различию между свойствами приповерхностных и глубинных слоев материала, в зависимости от их функционального назначения. Как правило, такие изделия эксплуатируются в тяжелых условиях, характеризующихся высокими контактными, температурными и прочностными нагрузками
Применение предлагаемой технологии позволяет создавать изделия сложнейшей формы, которые невозможно получить традиционными методами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АДДИТИВНОГО ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ С ФУНКЦИОНАЛЬНО-ГРАДИЕНТНОЙ СТРУКТУРОЙ | 2019 |
|
RU2721109C1 |
| Способ комплексной упрочняющей обработки изделия из титанового сплава Ti-6Al-4V, полученного методом аддитивного производства | 2019 |
|
RU2716926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИСПЫТЫВАЮЩИХ УДАРНЫЙ И АБРАЗИВНЫЙ ИЗНОС, АДДИТИВНЫМ МЕТОДОМ ЭЛЕКТРОДУГОВОГО ВЫРАЩИВАНИЯ | 2024 |
|
RU2840326C1 |
| Медьсодержащий титановый сплав и способ его получения | 2023 |
|
RU2820186C1 |
| ПРОВОЛОКИ ИЗ МНОЖЕСТВА МАТЕРИАЛОВ ДЛЯ АДДИТИВНОГО ПРОИЗВОДСТВА ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2722025C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ МЕТОДОМ КОАКСИАЛЬНОЙ ЛАЗЕРНОЙ ОПЛАВКИ | 2011 |
|
RU2503740C2 |
| МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ СТРУЖКООБРАЗУЮЩЕЙ ОБРАБОТКИ, УПЛОТНЕННАЯ КЕРАМИЧЕСКАЯ КОМПОЗИЦИЯ, СПОСОБ СТРУЖКООБРАЗУЮЩЕЙ ОБРАБОТКИ, СПОСОБ УПЛОТНЕНИЯ ИЗДЕЛИЙ, СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ПЛАСТИН, КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ | 1994 |
|
RU2107607C1 |
| Способ электронно-лучевого аддитивного производства изделий из меди и алюминиево-кремниевого сплава с функционально-градиентной структурой | 2022 |
|
RU2802948C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ОСТЕОИНТЕГРИРУЕМЫХ ИМПЛАНТАТОВ | 2023 |
|
RU2836712C1 |
| СПОСОБЫ ПОЛУЧЕНИЯ КОВАНЫХ ИЗДЕЛИЙ И ДРУГИХ ОБРАБОТАННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2702888C1 |


Изобретение относится к аддитивному производству изделий с функционально-градиентной структурой из титановых сплавов. Способ включает изготовление, по меньшей мере, части изделия путем подачи первой проволоки и второй проволоки в ванну расплава с обеспечением плавления высокоэнергетическим воздействием электронного пучка. Подачу проволок осуществляют с изменением скорости подачи по меньшей мере одной из упомянутых проволок. Угол наклона подачи в ванну расплава первой проволоки составляет от 20° до 50°, а угол наклона подачи в ванну расплава второй проволоки составляет от 20° до 60°. В качестве первой проволоки используют сплошную проволоку из титанового сплава, а в качестве второй проволоки используют порошковую проволоку, состоящую из оболочки, выполненной из материала сплошной проволоки, и наполнителя в виде порошка карбидов или боридов металлов, или их смеси со средним размером частиц от 2 мкм до 180 мкм. Обеспечивается высокая твердость и износостойкость изделий за счет минимального количества композиционных неоднородностей, газовой пористости, дефектных пограничных зон и протяженных границ раздела фаз. 7 з.п. ф-лы, 6 ил., 4 пр.
1. Способ аддитивного производства изделий с функционально-градиентной структурой из титановых сплавов, включающий изготовление, по меньшей мере, части изделия путем подачи первой проволоки и второй проволоки в ванну расплава с обеспечением плавления высокоэнергетическим воздействием электронного пучка, отличающийся тем, что подачу проволок осуществляют с изменением скорости подачи по меньшей мере одной из упомянутых проволок, при этом угол наклона подачи в ванну расплава первой проволоки составляет от 20 до 50°, а угол наклона подачи в ванну расплава второй проволоки составляет от 20 до 60°, причем в качестве первой проволоки используют сплошную проволоку из титанового сплава, а в качестве второй проволоки используют порошковую проволоку, состоящую из оболочки, выполненной из материала сплошной проволоки, и наполнителя в виде порошка карбидов или боридов металлов, или их смеси со средним размером частиц от 2 до 180 мкм.
2. Способ по п. 1, отличающийся тем, что используют карбиды металлов, выбранные из группы, включающей карбид вольфрама, карбид кремния, карбид ванадия, карбид титана и карбид циркония, при этом используют бориды металлов, выбранные из группы, включающей диборид титана и диборид циркония.
3. Способ по п. 1 или 2, отличающийся тем, что в качестве титанового сплава используют сплав Ti6Al4V, или сплав ВТ6, или титановый сплав с огнеупорными металлами с дуплексными (α+β) структурами.
4. Способ по п. 1, отличающийся тем, что используют проволоки толщиной от 0,8 до 4,0 мм.
5. Способ по п. 1, отличающийся тем, что скорость подачи проволок изменяют в диапазоне от 0,1 до 3000 мм/мин, предпочтительно от 1 до 1000 мм/мин.
6. Способ п. 1, отличающийся тем, что используют электронный пучок, имеющий ускоряющее напряжение в диапазоне от 25 до 150 кВт и ток в диапазоне от 10 до 150 мА.
7. Способ по п.1, отличающийся тем, что при изготовлении, по меньшей мере, части изделия получают области, имеющие структуру композита с матрицей из титанового сплава с содержанием от 0,1 до 60 об.% армирующих частиц наполнителя.
8. Способ по п.1, отличающийся тем, что используют отожжённую порошковую проволоку.
| US 9101979 B2, 11.08.2015 | |||
| RU 2017114423 A, 25.10.2018 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β) - ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ С ИНДУКЦИОННЫМ НАГРЕВОМ И КОНТРОЛЕМ ПРОЦЕССА МЕТОДОМ АКУСТИЧЕСКОЙ ЭМИССИИ | 2017 |
|
RU2655482C1 |
| ПОРОШКОВАЯ КОМПОЗИЦИОННАЯ СМЕСЬ ДЛЯ ЛАЗЕРНОЙ НАПЛАВКИ НА МЕТАЛЛИЧЕСКУЮ ПОДЛОЖКУ | 2013 |
|
RU2542922C2 |

