Изобретение относится к технологии изготовления элементов систем теплообмена в промышленных нагревателях, в холодильных, конденсаторных установках, в тепловых пушках и конвекторах, элементов систем отопления жилых домов, общественных зданий и промышленных объектов, в частности, к способу установки конвективных элементов на теплообменные элементы с целью организации развитой поверхности теплообмена.
В теплотехнических конструкциях широко используют изделия с оребрением или «оперением», при котором, например, на гладкую трубу наваривают металлические полоски или пластинки, что обеспечивает повышение эффективности теплообмена.
(См., например, http://atmofor.com.ua/truby-radiatory-odnostyennyye-nyerzh-1m-stal-10mm/)
Известны также другие способы оребрения теплопередающих поверхностей, в частности, труб, такие как: литье, приварка токами высокой частоты (ТВЧ) спиральных и продольных ребер, приварка электродуговой или контактной сваркой, обжим шайбами, поперечно-винтовая холодная прокатка, навивка с натягом алюминиевой ленты на сталь, электродуговая сварка в среде аргона
(См., например, http://uralkmz.ru/kotelnoe-oborudovanie/orebrennye-truby/10010991/) или (www.ural-mep.ru/trubi-teploobmennie-dlya-teploobmennikov/orebrenie-trub-teploobmennikov.html).
Известны также дымоход Bertrams Радиатор 120 мм, в котором конвективные ребра выполнены прямоугольными и приварены точечно мелким шагом к рабочей поверхности теплообменника
(См., например, https://www.dom.by/sellers/dimohodi/bertrams/radiator-120mm/minsk/) или труба-радиатор для дымохода d 120 мм; 0.8 мм; 50 см из нержавейки AISI 304 - «Версия Люкс» с Г-образными конвективными ребрами, приваренными точечно крупным шагом к рабочей поверхности теплообменника. (См., например, https://рrom.uа/р671643797-truba-radiator-dlya.html) или бытовой электрический конвектор Zilon (Россия), в котором установлен цельнолитой X-образный ребристый алюминиевый ТЭН
(См., например, https://rus-radiator.ru/catalog/elektricheskie-konvektory-zilon).
Наиболее близким техническим решением, по мнению заявителя, является известный способ продольного оребрения рабочей поверхности теплообменника, при котором конвективные U-образные элементы устанавливают вдоль рабочей поверхности теплообменника методом сварки (См., например, http://www.ural-mep.ru/trubi-teploobmennie-dlya-teploobmennikov/orebrenie-trub-teploobmennikov.html).
Однако все указанные известные способы, направленные на создание конвективного блока тепловой системы, предполагают использование высокотехнологичных энерго-затратных сложных приемов с применением дорогого оборудования и с потерями рабочего времени при изготовлении теплового оборудования.
Техническим результатом заявленного изобретения является повышение эффективности теплоотдачи теплообменных устройств, за счет значительного увеличения площади соприкосновения рабочей поверхности теплообменника с тепловым агентом, упрощение технологического процесса закрепления конвективных элементов на рабочей поверхности теплообменника, например, на трубе, по которой движется теплоноситель, либо на трубке ТЭНа, улучшение эргономических свойств теплового оборудования, упрощение процессов обслуживания этого оборудования, сокращение рабочего времени при монтаже теплового оборудования.
Указанный технический результат достигают тем, что при заявляемом способе продольного оребрения рабочей поверхности теплообменника, в том числе труб с теплоносителем или хладагентом, а также ТЭН любого диаметра, с использованием конвективного модуля, состоящего из конвективных элементов, изготовленных из листового металла произвольной конфигурации, в том числе U-, V-, W-образного типа, каждый из которых имеет вершину, правое и левое ребро произвольной конфигурации и фальцевые кромки, выполненные таким образом, что при сопряжении конвективных элементов друг с другом разноименными ребрами с образованием фальцевого подвижного соединения, на рабочей поверхности теплообменника конвективные элементы зацепляют в натяг, используя их упругие свойства, при этом последний конвективный элемент замыкают с первым, образуя, таким образом, конвективный модуль. Кроме того, конвективный модуль может быть размещен на рабочей поверхности теплообменника с возможностью инвариантной установки, обеспечивая его присоединение к рабочей поверхности любой стороной, кроме того конвективные элементы могут быть выполнены из листового металла с декоративным покрытием и с различным внешним цветовым решением, а также фальцевые кромки правого и левого ребра могут быть направлены в разные стороны или в одну сторону, кроме того фальцевые кромки правого и левого ребра могут быть направлены относительно ребра в любом направлении, обеспечивая подвижное фальцевое соединение при сборке, при этом также ребра конвективного элемента могут быть выполнены прямыми, криволинейными или с перфорацией, кроме того, конвективный модуль может быть собран из разнообразных конвективных элементов разного типа с ребрами и кромками различной конфигурации, а также конвективные модули на рабочей поверхности теплообменника могут быть установлены по всей длине теплового контура и не менее одного, и также получившиеся конвективные модули на рабочей поверхности теплообменника могут быть установлены по всей длине теплового контура и при этом не менее одного или более одного путем сбора воедино монолитным блоком за счет сдвига отдельных конвективных элементов в смежных конвективных модулях.
Предлагаемый способ продольного оребрения рабочей поверхности теплообменника предполагает использование конвективных элементов, например, U-, V-, W-образного типа, изготовленных из листового металла. Каждый конвективный элемент имеет вершину, правое и левое ребро произвольной конфигурации и фальцевые кромки. Фальцевые кромки выполнены таким образом, что при сопряжении конвективных элементов друг с другом разноименными ребрами образуют фальцевое подвижное соединение. Формируя цепочку сопряжений из конвективных элементов, составляют конвективный модуль. Во время сборки конвективный модуль укладывают на рабочую поверхность теплообменника либо вершинами, либо фальцевыми кромками конвективных элементов, образуя контактные площадки с рабочей поверхностью теплообменника, обволакивая его, а последний конвективный элемент замыкают с первым в натяг, используя упругие свойства конвективных элементов. При таком способе продольного оребрения рабочей поверхности теплообменника нет необходимости подбирать подходящие коэффициенты расширения металлов конвективных элементов и рабочей поверхности теплообменника. Изменение геометрических размеров теплового устройства, в частности рабочей поверхности теплообменника типа трубы или ТЭН при температурных перепадах не оказывает отрицательного влияния на конвективный модуль благодаря фальцевому подвижному соединению и упругой посадке конвективного модуля. Конвективные модули при установке на трубы и ТЭНы не требуют никакого крепежа. Конвективные модули «сами себя держат». Деформации отсутствуют. Благодаря отсутствию сварки и крепежа рабочая поверхность теплообменника не травмируется и, следовательно, установка такого конвективного модуля не снижает эксплуатационных свойств теплового устройства. Способ не требует больших временных затрат на установку конвективных элементов. Конвективные элементы могут быть выполнены из металла с декоративным покрытием, что дает применению предлагаемого способа несомненные дизайнерские преимущества при использовании, как на производстве, так и в быту. Можно придавать различные цвета и фактурные решения, имитировать дерево, натуральный камень или другие природные материалы. Конвективные элементы инвариантны в сборке, их можно повернуть к рабочей поверхности теплообменника любой стороной, как вершинами, так и фальцевыми кромками конвективных элементов для максимального сопряжения поверхности элемента с рабочей поверхностью теплообменника. Конвективные модули на рабочей поверхности теплообменника могут быть установлены по нескольку штук по всей длине теплового контура через интервалы, а могут быть собраны воедино монолитным блоком, просто за счет сдвига отдельных элементов в соседних модулях. Простота сборки и разборки: не нужны профессиональные навыки, и можно обойтись без специального инструмента. Разборка не представляет труда: это просто выдвижение одного любого элемента из блока, что облегчает разборку модулей для чистки и переноса и транспортировки в более удобное место. Удобство сборки заключается в том, что конвективный модуль можно собрать на столе, а затем перенести на рабочую поверхность теплообменника и замкнуть его «по месту».
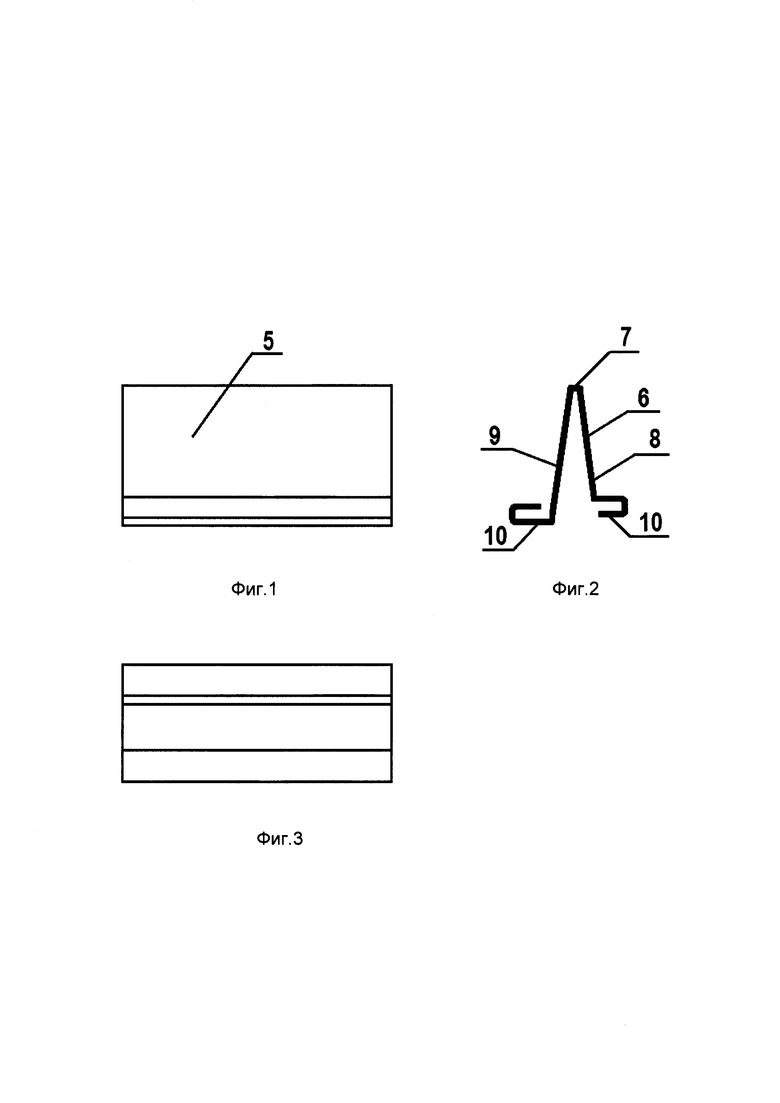
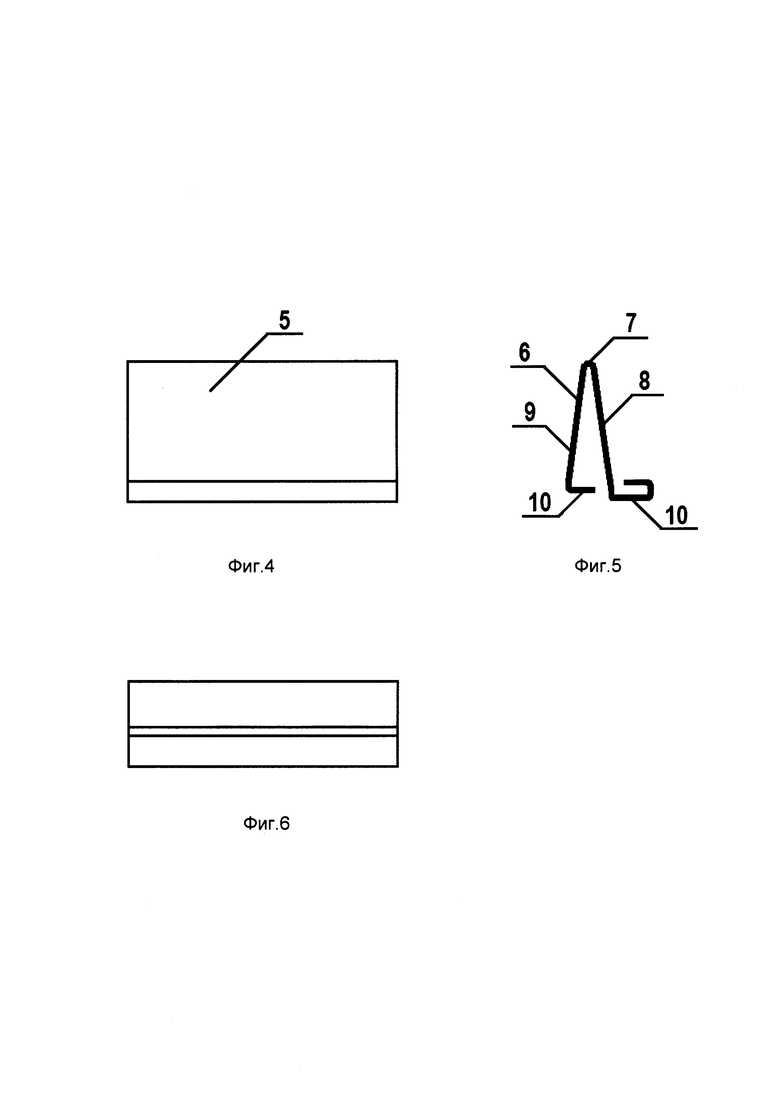
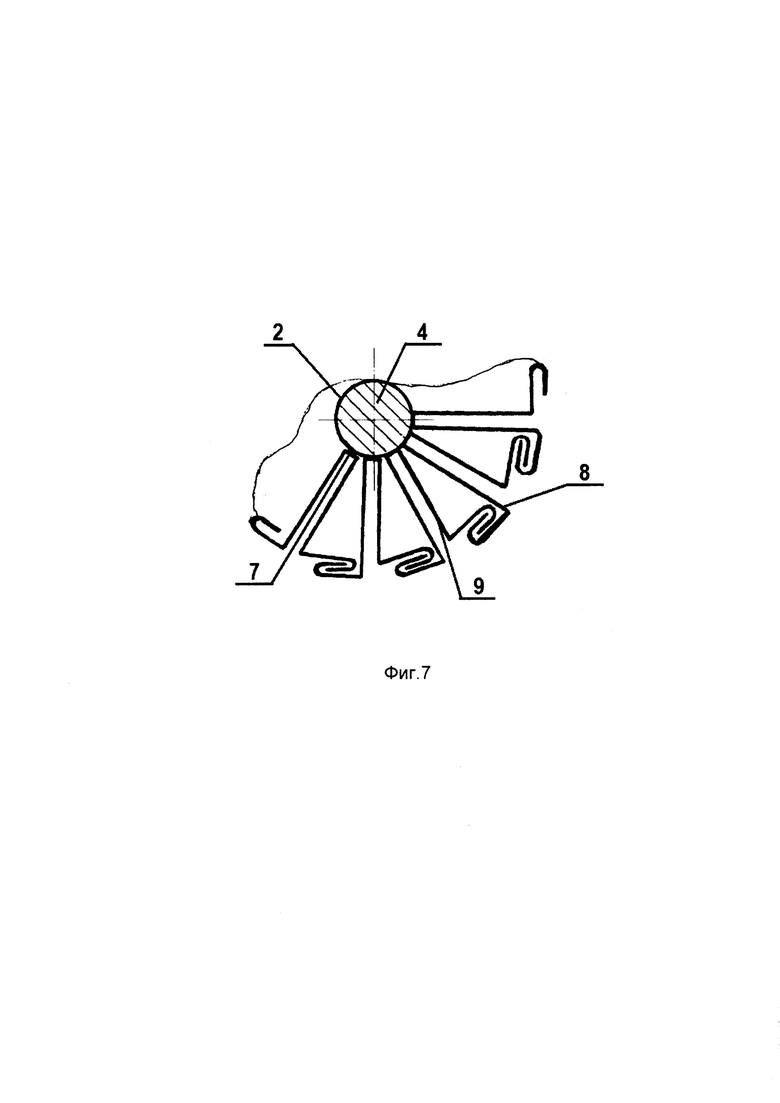
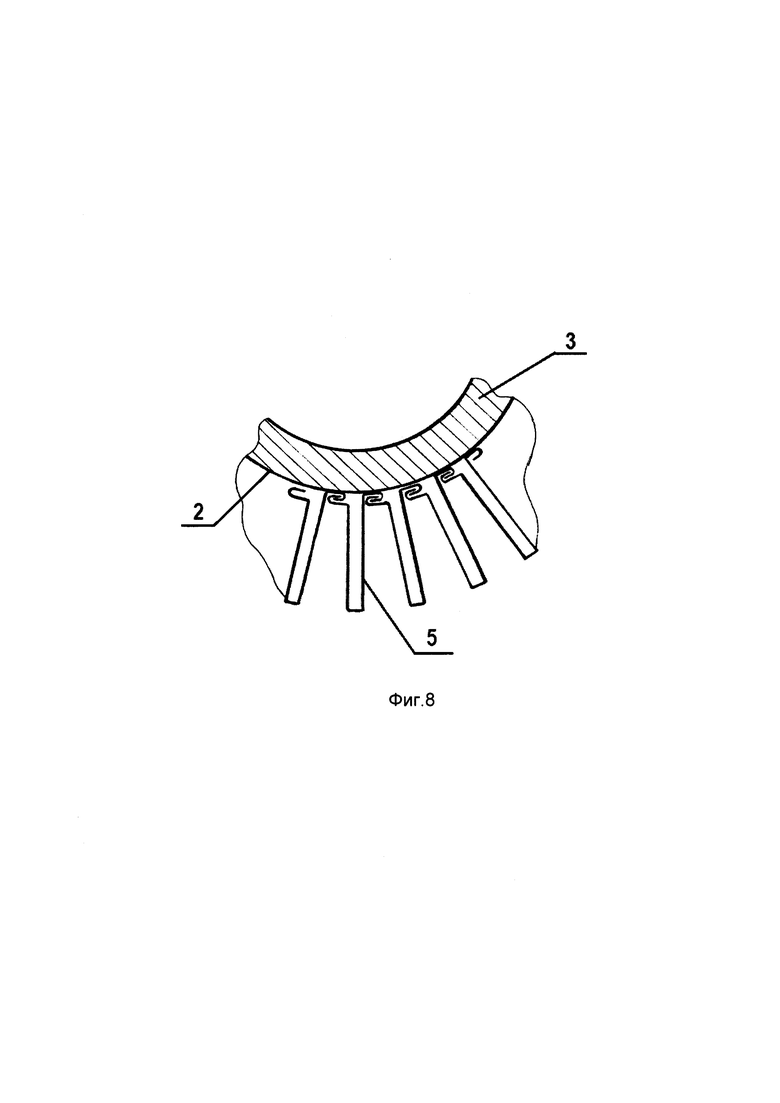
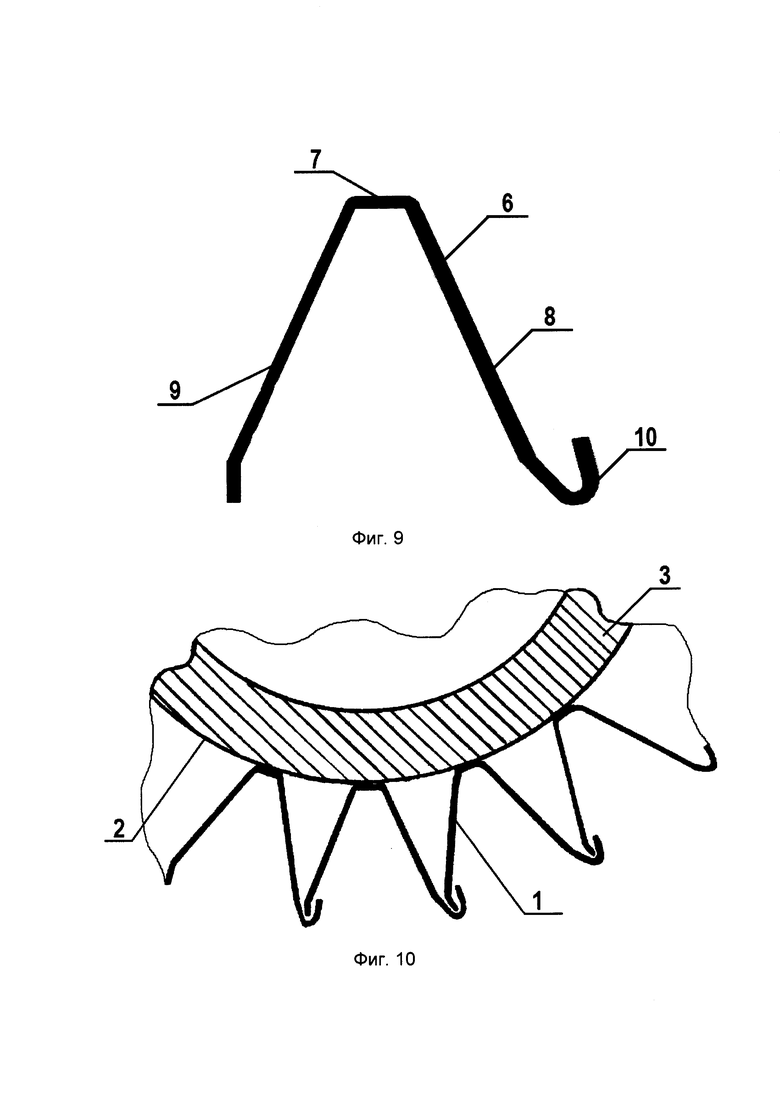
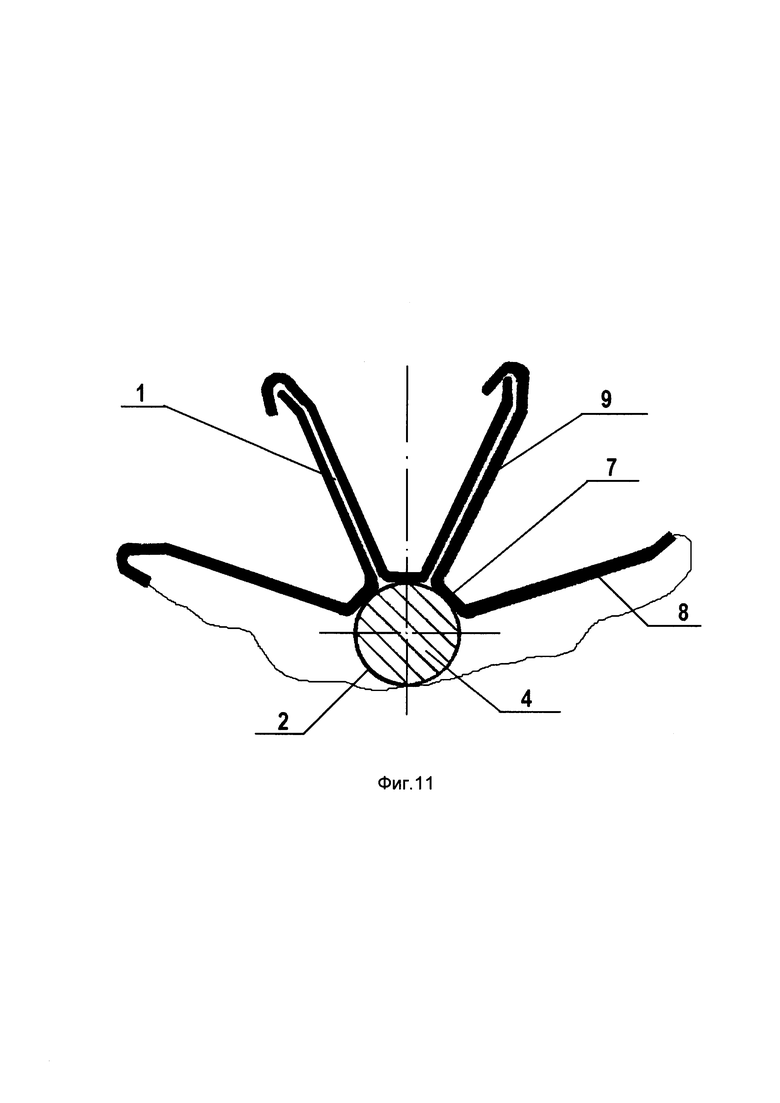
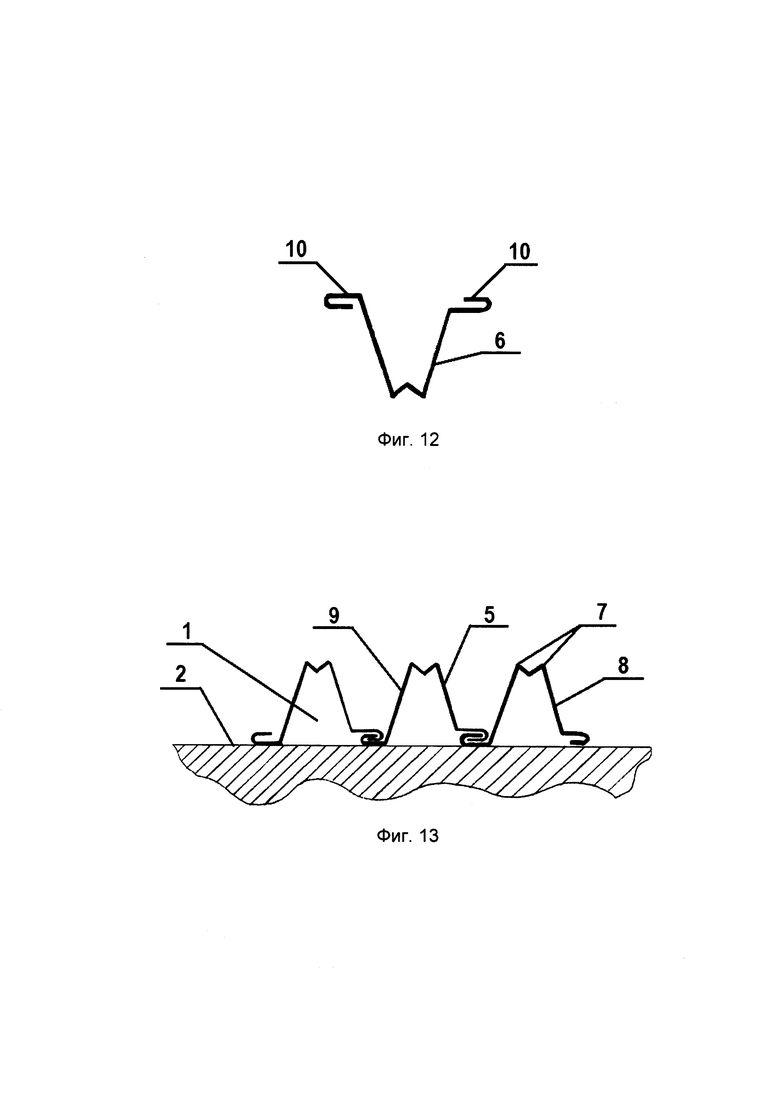
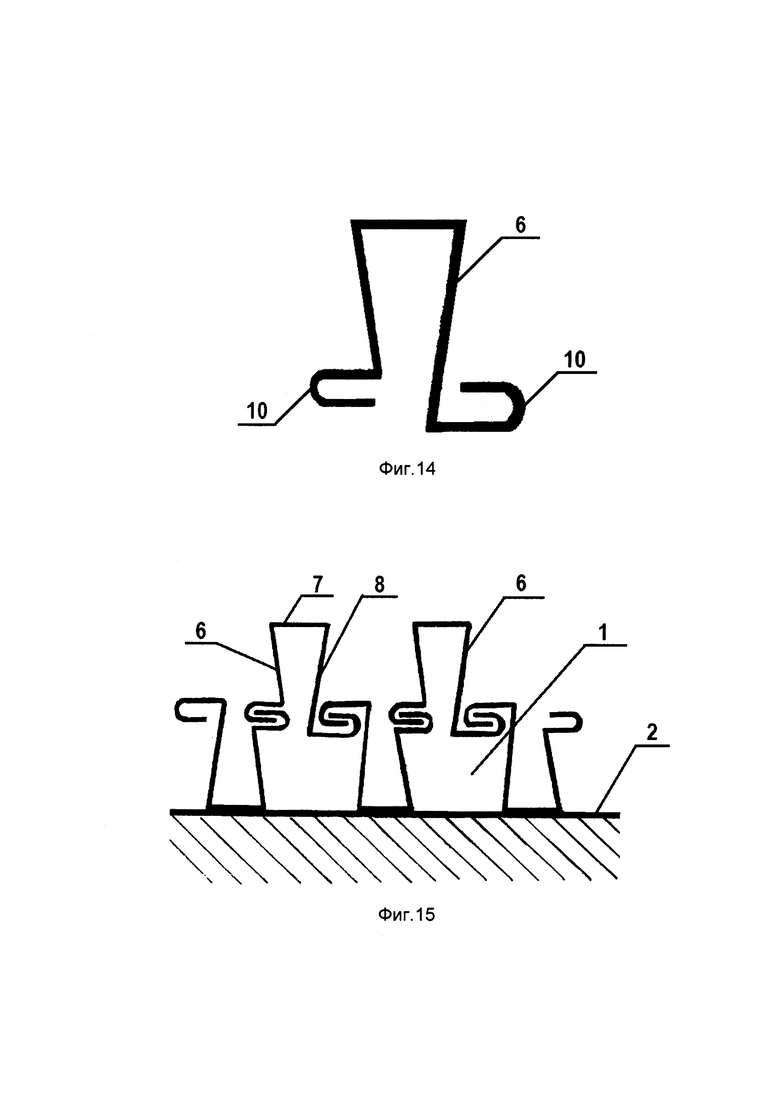
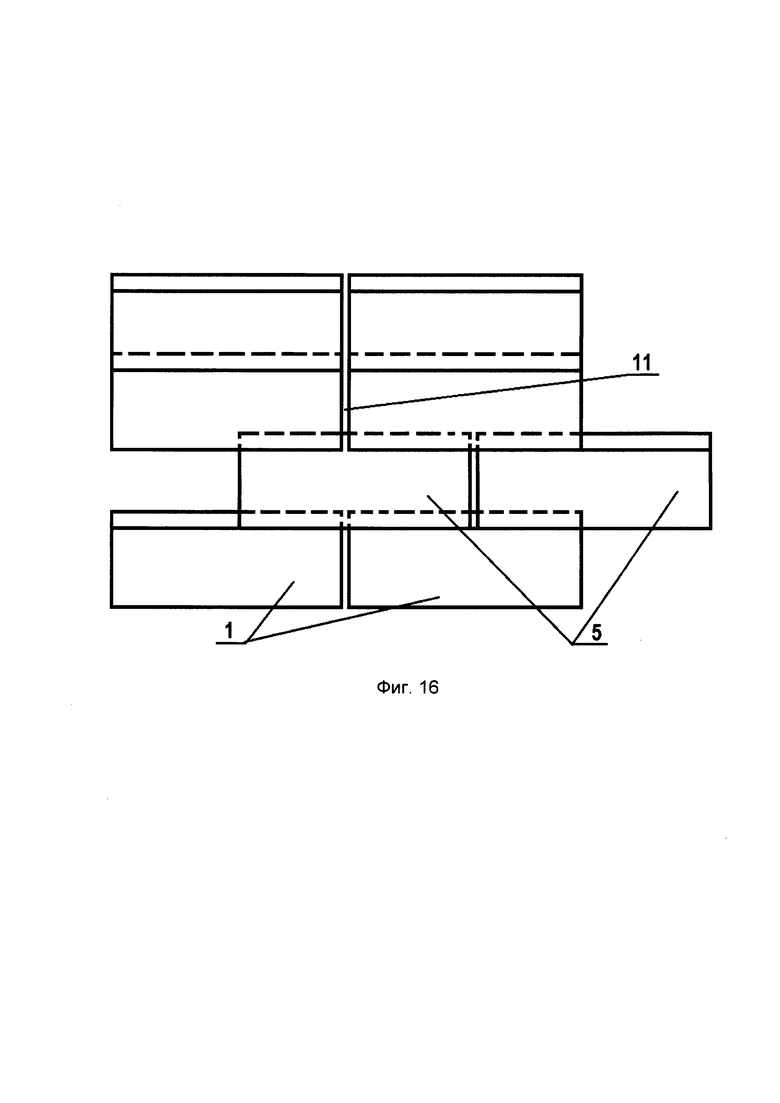
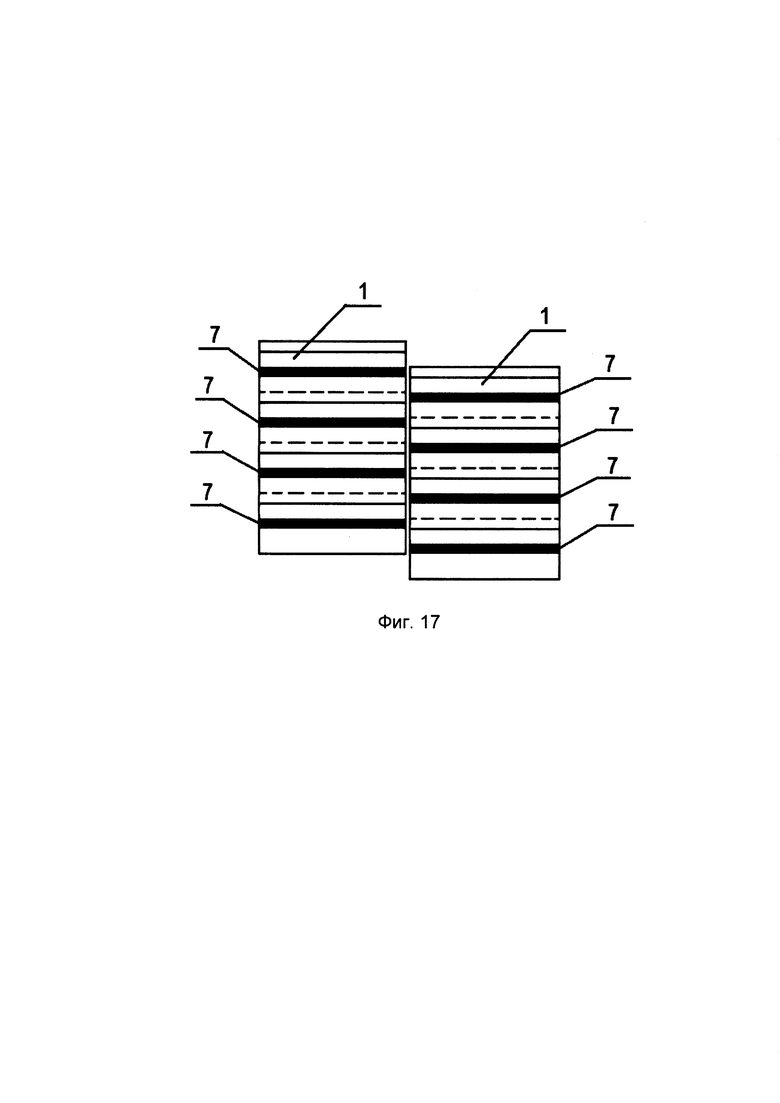
На фиг. 1 представлен вид спереди примера выполнения конвективного элемента с фальцевыми кромками в разные стороны; на фиг. 2 - вид сбоку указанного примера; на фиг. 3 - вид сверху того же примера; на фиг. 4 - вид спереди примера выполнения конвективного элемента с фальцевыми кромками в одну сторону; на фиг. 5 - вид сбоку указанного на фиг. 4 примера; на фиг. 6 - вид сверху того же примера; на фиг. 7 - фрагмент размещения U-образного конвективного элемента с плоской вершиной на стержне малого диаметра, например, на ТЭН; на фиг. 8 - фрагмент размещения U-образного конвективного элемента с плоской вершиной на тепловой трубе большого диаметра; на фиг. 9 представлен V-образный конвективный элемент с угловой фальцевой кромкой, позволяющей формировать конвективные модули на трубах как «большого», так и «малого» диаметров; на фиг. 10 показан фрагмент размещения V-образного конвективного элемента с угловой фальцевой кромкой на трубе «большого» диаметра; на фиг. 11 показан фрагмент размещения V-образного конвективного элемента с угловой фальцевой кромкой на рабочей поверхности теплообменника «малого» диаметра, например, на ТЭН; на фиг. 12 представлен W-образный конвективный элемент; на фиг. 13 - представлен пример формирования конвективного модуля на рабочей поверхности теплообменника из W-образных конвективных элементов, с реализацией рабочего теплового контакта фальцевыми кромками; на фиг. 14 показан U-образный конвективный элемент с плоской вершиной; на фиг. 15 - представлен пример формирования конвективного модуля с двухступенчатым расположением конвективных элементов на рабочей поверхности теплообменника, на фиг. 16 - схематично представлен пример выполнения монолитного блока из двух смежных конвективных модулей; на фиг. 17 - схематично представлен пример выполнения двух смежных конвективных модулей на трубе со сдвигом на половину ширины конвективного элемента.
Для сборки конвективного модуля 1, который в дальнейшем будет установлен на рабочей поверхности 2 теплообменника, в том числе труб 3 с теплоносителем или хладагентом, а также ТЭН 4 любого диаметра, используют конвективные элементы 5, которые изготовлены из листового металла произвольной конфигурации 6, в том числе U-, V-, W-образного типа, каждый из которых имеет вершину 7, правое 8 и левое 9 ребра, выполненные таким образом, что при сопряжении конвективных элементов 5 друг с другом разноименными ребрами 8, 9 образуют фальцевое подвижное соединение, При заявляемом способе на рабочей поверхности 2 теплообменника конвективные элементы 5 зацепляют в натяг сопрягаемыми кромками 10 разноименных ребер 8, 9, при этом последний конвективный элемент 5 замыкают с первым, образуя, таким образом, конвективный модуль 1. При этом конвективный модуль 1 может быть размещен на рабочей поверхности 2 теплообменника с возможностью инвариантной установки, обеспечивая его присоединение к рабочей поверхности 2 любой стороной (см. фиг. 8, 13), кроме того конвективные элементы 5 могут быть выполнены из листового металла с декоративным покрытием и с различным внешним цветовым решением, а также фальцевые кромки 10 правого 8 и левого 9 ребер могут быть направлены в разные стороны (см. фиг. 2) или в одну сторону (см. фиг. 5), кроме того фальцевые кромки 10 правого 8 и левого 9 ребер могут быть направлены относительно ребер 8, 9 в любом направлении (см. фиг. 9), обеспечивая подвижное фальцевое соединение при сборке, при этом также ребра 8, 9 конвективного элемента 5 могут быть выполнены прямыми, изогнутыми, криволинейными или с перфорацией, а получившиеся конвективные модули 1 на рабочей поверхности 2 теплообменника могут быть установлены по всей длине теплового контура, и при этом не менее одного или более одного путем сбора воедино монолитным блоком 11 за счет сдвига отдельных конвективных элементов 5 в смежных конвективных модулях 1 (см. фиг. 16). Смежные конвективные модули 1 при установке на трубе 3 могут быть сдвинуты вершинами 7 на половину ширины конвективного элемента 5 для улучшения теплоотдачи (см. фиг. 17).
Одним из преимуществ указанного технического решения является также возможность применения собранных заявляемым способом конвективных модулей 1 на обогревающих устройствах, расположенных на верхних этажах высотных зданий, вплоть до небоскребов, т.к. они не подвержены воздействию имеющегося там высокого технологического давления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки малых архитектурных форм из набора профильных элементов | 2022 |
|
RU2777435C1 |
| Раскатной стол для теплицы | 2021 |
|
RU2762092C1 |
| Способ формирования поверхностей и объемных форм при изготовлении металлической мебели и объемных конструкций из металлического профиля | 2020 |
|
RU2738229C1 |
| Способ сборки составных и многослойных термоколонн и термобалок перекрытий | 2021 |
|
RU2769001C1 |
| Линеарный панельный комплект | 2020 |
|
RU2751031C1 |
| Холоднокатаный симметричный профильный элемент для каркасов ворот | 2022 |
|
RU2796149C1 |
| Металлическая ламель | 2021 |
|
RU2752457C1 |
| Несущие элементы для металлокаркаса (варианты). | 2020 |
|
RU2744549C1 |
| Способ сборки каркаса для ограждений, заборов, панелей и перегородок | 2021 |
|
RU2766967C1 |
| Способ сборки металлического изделия типа дверь, окно или панель | 2022 |
|
RU2790642C1 |
Изобретение относится к теплотехнике и может быть использовано при изготовлении элементов систем теплообмена. В заявляемом способе продольного оребрения рабочей поверхности теплообменника, конвективный модуль, состоящий из конвективных элементов, изготовленных из листового металла произвольной конфигурации, в том числе U-, V-, W-образного типа, каждый из которых имеет вершину, правое и левое ребро произвольной конфигурации и фальцевые кромки, выполненные таким образом, что при сопряжении конвективных элементов друг с другом разноименными ребрами с образованием фальцевого подвижного соединения, на рабочей поверхности теплообменника конвективные элементы зацепляют в натяг, используя их упругие свойства, при этом последний конвективный элемент замыкают с первым, образуя конвективный модуль. Технический результат - упрощение технологического процесса закрепления конвективных элементов на рабочей поверхности теплообменника, 9 з.п. ф-лы, 17 ил.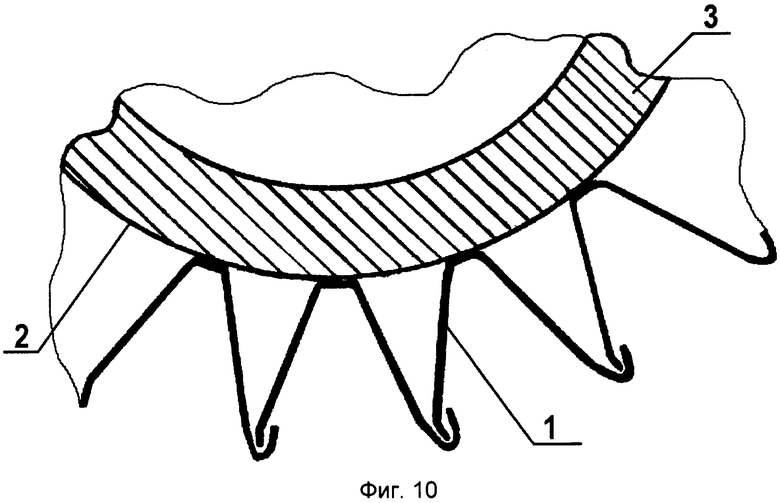
1. Способ продольного оребрения рабочей поверхности теплообменника, в том числе труб с теплоносителем или хладагентом, а также ТЭН любого диаметра, с использованием конвективного модуля, состоящего из конвективных элементов, характеризующийся тем, что изготовленные из листового металла с фальцевыми кромками произвольной конфигурации, в том числе U-, V-, W-образного типа, конвективные элементы, каждый из которых имеет вершину, правое и левое ребро произвольной конфигурации и фальцевые кромки, выполненные таким образом, что при сопряжении конвективных элементов друг с другом разноименными ребрами с образованием фальцевого подвижного соединения, на рабочей поверхности теплообменника конвективные элементы зацепляют внатяг, используя их пружинные свойства, сопрягаемыми кромками разноименных ребер, при этом последний конвективный элемент замыкают с первым, образуя, таким образом, конвективный модуль.
2. Способ продольного оребрения рабочей поверхности теплообменника по п. 1, отличающийся тем, что конвективный модуль размещен на рабочей поверхности теплообменника с возможностью инвариантной установки, обеспечивая при этом его присоединение к рабочей поверхности любой стороной.
3. Способ продольного оребрения рабочей поверхности теплообменника по п. 1, отличающийся тем, что конвективные элементы выполнены из листового металла с декоративным покрытием и с различным внешним цветовым решением.
4. Способ продольного оребрения рабочей поверхности теплообменника по п. 1, отличающийся тем, что фальцевые кромки правого и левого ребра направлены в разные стороны.
5. Способ продольного оребрения рабочей поверхности теплообменника по п. 1, отличающийся тем, что фальцевые кромки правого и левого ребра направлены в одну сторону.
6. Способ продольного оребрения рабочей поверхности теплообменника по п. 1, отличающийся тем, что фальцевые кромки правого и левого ребра направлены относительно ребра в любом направлении, обеспечивая подвижное фальцевое соединение при сборке.
7. Способ продольного оребрения рабочей поверхности теплообменника по п. 1, отличающийся тем, что ребра конвективного элемента выполнены прямыми, криволинейными, с перфорацией.
8. Способ продольного оребрения рабочей поверхности теплообменника по п. 1, отличающийся тем, что конвективный модуль собран из разнообразных конвективных элементов разного типа с ребрами и кромками различной конфигурации.
9. Способ продольного оребрения рабочей поверхности теплообменника по п. 1, отличающийся тем, что конвективные модули на рабочей поверхности теплообменника установлены по всей длине теплового контура и не менее одного.
10. Способ продольного оребрения рабочей поверхности теплообменника по п. 9, отличающийся тем, что конвективные модули на рабочей поверхности теплообменника установлены по всей длине теплового контура более одного, путем сбора воедино монолитным блоком за счет сдвига отдельных конвективных элементов в смежных конвективных модулях.
| ПЛОСКАЯ ТРУБКА, ТЕПЛООБМЕННИК ИЗ ПЛОСКИХ ТРУБОК И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2433894C2 |
| ТЕПЛООБМЕННИК ОТЖИГАТЕЛЬНОЙ ПЕЧИ ДЛЯ ТЕПЛООБМЕНА МЕЖДУ ДВУМЯ ТЕКУЧИМИ СРЕДАМИ | 2009 |
|
RU2493526C2 |
| ИСКРОГАСИТЕЛЬ ДЛЯ ПАРОВОЗОВ | 1923 |
|
SU1035A1 |
| ВСЕСОЮЗНАЯ IГ^АТ?НТ|10-Г1ХН!1^1Г..ЯДЙ | 0 |
|
SU341198A1 |

