Изобретение относится к области транспортировки предметов, а именно к устройствам для переворачивания перемещающихся конвейером штучных предметов (упаковок пищевых или не пищевых продуктов) для упаковочных машин, упаковочных линий, конвейерных линий, в которых по технологическим требованиям необходимо перевернуть предметы, например, при их перегрузке на принимающий конвейер для дополнительной упаковки творожных сырков на машине типа «flow pack» или для вспомогательных операций, например, наклейки этикетки, и может быть использовано в пищевой, легкой и других отраслях промышленности.
Под используемыми по тексту описания терминами понимаем:
- «предмет» - всякий объект (вещь, продукт (https://dic.academic.ru), выступающий как ограниченный или завершенный (http://terme.ru/termin/predmet.html), такой как упаковки пищевых или не пищевых продуктов, например, брикеты, блоки, тюки, пакеты, коробки, наполненные мешки или другие, подобные им не разрушающиеся объекты, и объекты, для которых допустимы незначительные деформации;
- «упаковка» - также конечный результат упаковочных операций, например, тара с упакованными в ней материалами, изделия, завернутые в оберточный материал, группа предметов, связанных шпагатом или проволокой и т.д.;
- «материалы» - понимаем вещества или множество предметов или изделий, подлежащих упаковке, в отличие от отдельных предметов;
- «опорная балка» - линейный элемент, опирающийся своими концами на удерживающие его консольные элементы и служащий опорой в процессе переворачивания предметов;
- «консольный элемент» - понимаем конструктивный элемент, один конец которого жестко закреплен, а его свободный конец служит для удержания опорной балки с обоих ее концов, например, кронштейн, фасонка и др.
- «кронштейн» - консольный элемент, используемый для закрепления деталей и узлов машин и устройств (к примеру, подшипников) преимущественно там, где нет больших нагрузок. Чаще всего применяемые с целью регулировки расстояния от края устанавливаемого изделия (http://samastroyka.ru/vidy-kronshtejnov.html). Служит для удержания опорной балки и фиксирования ее положения относительно конвейера.
Известно устройство для переворачивания упаковок, содержащее подающий транспортер, перемещающее средство, включающее каретку и направляющую с кулачком, имеющим изогнутый участок. На каретке установлен, по меньшей мере, один захват, закрепленный на поворотном валу, снабженном рычагом с роликом, взаимодействующим с кулачком, при этом изогнутый участок кулачка выполнен так, что его начало и конец находятся на одном уровне с горизонтальной линией перемещения поворотного вала, а центральный участок имеет симметричный изгиб с максимальным удалением от линии вала на величину, равную длине рычага с роликом. Обеспечивает переворачивание упаковок на 180° (патент RU 2061639, B65G 47/00, 1989).
Известно устройство для подачи упаковок от упаковочной машины, содержащее средство для перемещения и поворота упаковок, выходящих из упаковочной машины вверх дном, помещая перевернутые должным образом упаковки на приемном пункте устройства. Упаковки снимают с упаковочной машины вверх дном, переворачивают и размещают должным образом на приемном пункте. Позволяет перемещать упаковки, стоящие на стороне дна, хотя их заполняли со стороны дна и поэтому они выходили из упаковочной машины верхней стороной вниз (патент RU 2341437, B65G 47/08, 2008).
Общим недостатком данных устройств является конструктивная сложность, отсутствие универсальности при использовании различных предметов, ограниченная скорость, а в связи с этим высокая стоимость, пониженные эксплуатационная надежность и ремонтопригодность.
Известны блочные твистеры, предназначенные для переворота продуктов при маркировке, которые могут применяться как для цилиндрических продуктов, так и для коробок и других жестких упаковок. Их изготавливают из высокомолекулярного полиэтилена (РЕ 1000). Каждый производитель предлагает индивидуальное решение (http://new.atsystem.ru/subpage8.html).
Известны устройства «Murtfeldt» для переворачивания банок, бутылок, стеклянных бокалов, пластиковых стаканов, небольших коробочек или картонных коробок с любым углом поворота, выполненные из обработанного пластика с антифрикционными свойствами. Устройства могут применяться почти на каждой ступени производства и обработки (для выравнивания до/после процесса розлива или упаковывания; для очистки перед наполнением; до и после маркирования), может помещаться на существующем ленточном контейнере, между двумя ленточными контейнерами, креплением под углом (для переворачивания продуктов с помощью силы тяжести, например, при работе с легко повреждаемыми продуктами) (http://smp-plast.ru/produkcia/detali/ustroj stvo-dla-perevoracivania-produktov).
К недостаткам данных устройств можно отнести сравнительно узкое назначение, пониженную скорость в процессе переворота и необходимость дополнительной настройки оборудования в случае смены упаковываемого продукта (предмета) для синхронизации работы оборудования в целом, что ограничивает их функциональные возможности и повышает стоимость продукции.
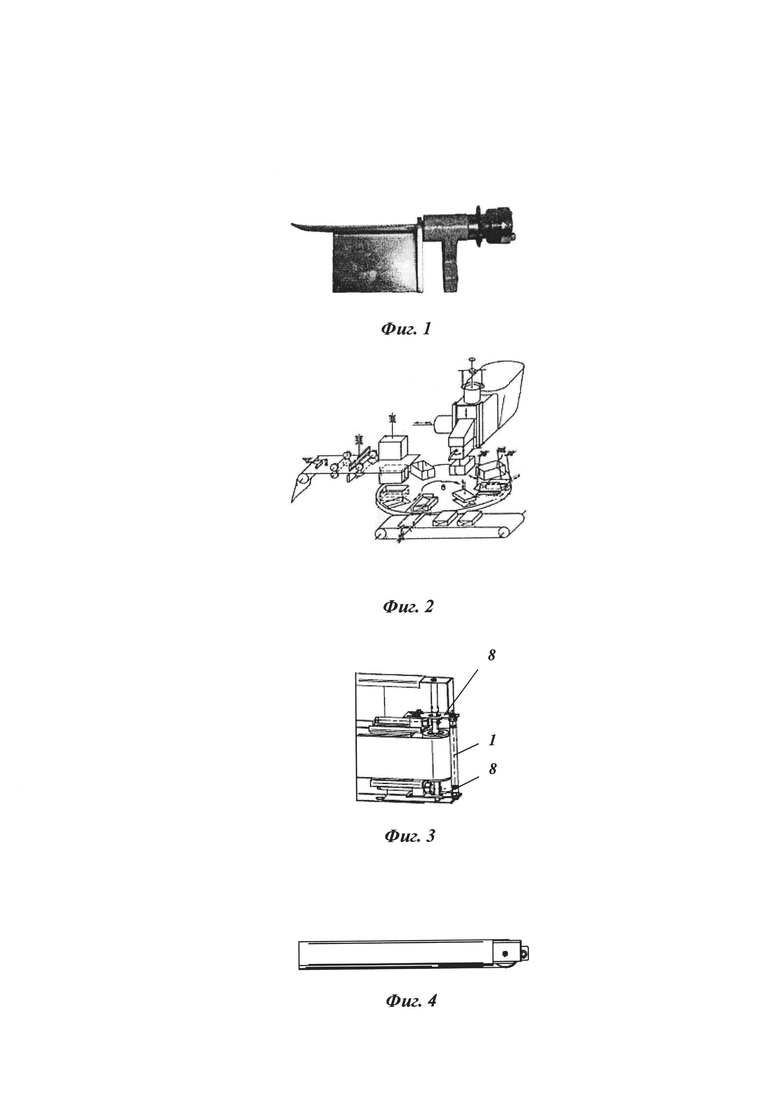
Наиболее близким техническим решением по совокупности существенных признаков является известное переворачивающее устройство (переворачиватель) (фиг. 1), установленное на автомате фасовки и упаковки творожной массы М6-АР2С (фиг. 2) производства ОАО «Завод им. В.А. Дегтярева» г. Ковров (http://www.zid.ru), содержащее моторизованную поворотную планку, линейный элемент которой расположен поперечно направлению движения предметов. Переворачивающее устройство (http://moltechsnab.ru/zapasnye_chasti), привод которого осуществляется пневмоцилиндром, переворачивает упакованные брикеты (предметы), доставляемые толкателем с формовочного стола на конвейер, для их дальнейшей транспортировки (http://2snau.ru/izuchenie-avtomata-karuselnogo-tipa-m6-ar2t/; https://lektsia.com/7x79ac.html). Переворачивающее устройство составляет часть конвейерной системы на выходе с формовочного стола и позволяет перевернуть брикеты на угол 180 градусов. Данное решение принято за прототип.
К недостаткам данного переворачивающего устройства можно отнести его конструктивную сложность из-за использования приводной системы, необходимость дополнительной настройки оборудования в случае смены упаковываемого продукта для синхронизации работы оборудования в целом (следовательно, дорогостоящим), а в связи с этим его пониженную эксплуатационную надежность и ремонтопригодность, ограничение производительности оборудования из-за необходимости возвращения поворотной планки в исходное положение для принятия нового брикета.
Как известно современные машины также требуют продолжительного времени и дополнительного труда для перестройки на другие продукты, если машина вообще способна с ними работать. В то же время возможность бесперебойного перемещения с высокими скоростями упакованных продуктов (предметов), возможность использования универсальных устройств к упаковочным машинам при замене упаковываемого продукта может быть существенной при увеличении объема выпуска в условиях массового производства.
Таким образом, известные конструкции устройств для переворачивания штучных предметов имеют сложную конструкцию и сравнительно узкое назначение, что определяет актуальность их дальнейшего совершенствования в направлении изменения конструкции и компоновки устройства для возможности их универсального применения.
Задачей, на решение которой направлено предложение заявителя, является разработка простого и одновременно универсального устройства для стадии транспортировки упакованного продукта (предмета), обеспечивающего его переворачивание на угол 180° наиболее эффективным, простым и экономичным образом, не нарушающим быструю и надежную автоматизированную подачу предметов.
Технический результат заключается в создании простого по конструкции универсального устройства для переворачивания предметов, перемещаемых конвейером, работающего вне зависимости от производительности основного оборудования, бесшумного в работе, путем использования для переворачивания смещения центра тяжести предмета относительно опорной поверхности.
Дополнительно достигается удешевление как самого устройства для переворачивания предметов, так и оборудования в целом, снижение энергетических и материальных затрат, исключение необходимости синхронизации устройства с толкателем предметов на конвейер и дополнительной настройки оборудования в случае изменения его производительности, возможность оперативной переналадки для простой адаптации к различным габаритам предмета, расширение функциональных возможностей, технологичность конструкции со значительно улучшенной эксплуатационной гибкостью, надежность, удобство и простота в эксплуатации, отсутствие необходимости технического обслуживания и ремонта, что влечет за собой снижение себестоимости продукции.
Сущность заявляемого технического решения заключается в том, что в устройстве для переворачивания предметов, перемещающихся конвейером, содержащем линейный элемент, расположенный поперечно направлению перемещения предметов, особенность состоит в том, что линейный элемент выполнен в виде опорной балки, которая снабжена, по меньшей мере, двумя консольными элементами, выполненных с возможностью удержания опорной балки с обоих ее концов, при этом опорная балка размещена у торцевого края перемещающей поверхности конвейера на выходе предметов на расстоянии от него по горизонтали до края опорной балки, наиболее удаленного от конвейера, равном 30-70% от толщины переворачиваемого предмета, и по вертикали ниже перемещающей поверхности конвейера на расстоянии не менее 7 мм до верхнего края опорной балки, а консольные элементы закреплены неподвижно к каркасу конвейера для фиксирования положения опорной балки относительно конвейера. Особенность состоит и в том, что на концах опорной балки по периметру в местах ее сопряжения с консольными элементами выполнены пазы с возможностью подвижной посадки опорной балки на консольных элементах, которые выполнены с вырезами, соответствующими профилю опорной балки. В качестве консольных элементов могут быть использованы кронштейны. Также в качестве консольных элементов могут быть использованы фасонки. Кроме этого, отверстия для крепления консольных элементов желательно выполнить с возможностью регулирования положения опорной балки по вертикали и горизонтали. Целесообразно консольные элементы закрепить к боковым поверхностям каркаса конвейера. Также консольные элементы могут быть закреплены к торцевой поверхности каркаса конвейера со стороны выхода предметов. Опорная балка может представлять собой отрезок профилированной трубы, например, круглого профиля. Также опорная балка может представлять собой отрезок: профилированного прута или пластины.
Данная совокупность существенных признаков обеспечивает достижение указанного технического результата.
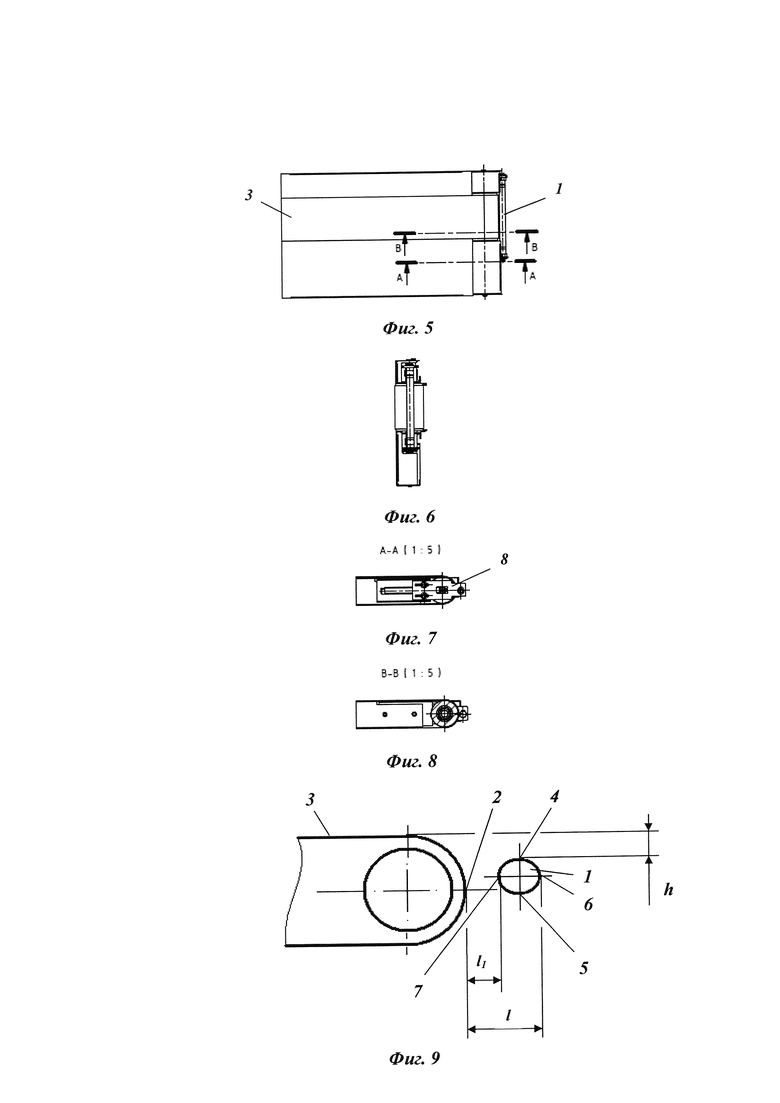
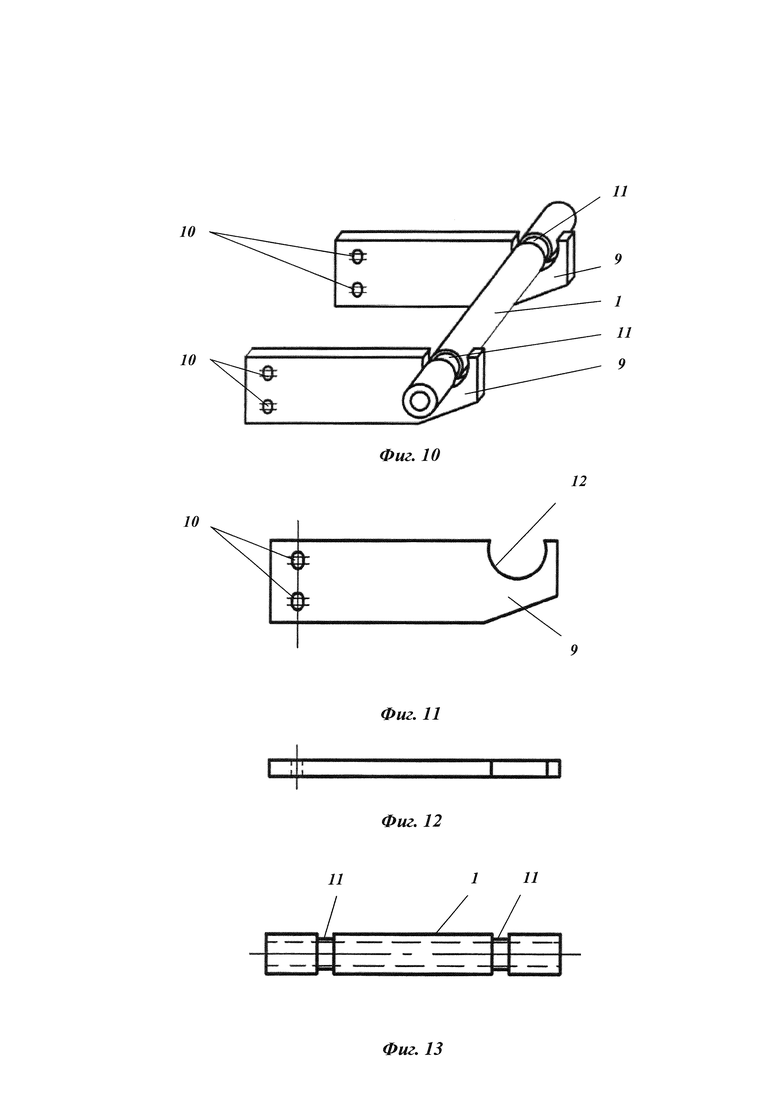
На фиг. 1 представлено переворачивающее устройство по прототипу; на фиг. 2 представлена схема автомата фасовки и упаковки творожной массы М6-АР2С, на которой показано поперечное расположение линейного элемента переворачивающего устройства относительно направления движения предметов; на фиг. 3 представлена конструкция монтажа одного из вариантов исполнения предлагаемого устройства в аксонометрии; на фиг. 4 представлена конструкция монтажа предлагаемого устройства фиг. 3 -общий вид; на фиг. 5 представлена конструкция монтажа предлагаемого устройства фиг. 3 - вид сверху; на фиг. 6 представлена конструкция монтажа предлагаемого устройства фиг. 3 - вид сбоку; на фиг. 7 представлена конструкция монтажа предлагаемого устройства фиг. 3 - разрез А-А на фиг. 5; на фиг. 8 представлена конструкция монтажа предлагаемого устройства фиг. 3 - разрез В-В на фиг. 5; на фиг. 9 представлена схема положения опорной балки относительно конвейера; на фиг. 10 представлена конструкция быстросъемного варианта исполнения предлагаемого устройства в аксонометрии; на фиг. 11 представлена конструкция кронштейна для быстросъемного устройства фиг. 10 - общий вид; на фиг. 12 представлена конструкция кронштейна для быстросъемного устройства фиг. 10 - вид сверху; на фиг. 13 представлена конструкция опорной балки круглого сечения для быстросъемного устройства фиг. 10 - общий вид.
Устройство для переворачивания предметов составляет часть конвейерной системы и обеспечивает выполнение переворачивания предметов на 180°, перемещаемых конвейером, при перегрузке предметов на принимающий конвейер или рабочий стол. Средство конвейерной подачи может быть выполнено, как в виде ленточных (ременных), так и цепных, пластинчатых и др. конвейеров. Устройство может быть сконфигурировано таким образом, чтобы функционировать с широким разнообразием типов и форматов предметов, которые могут быть ориентированы и доставлены для последующих операций. При создании изобретения особое внимание было уделено возможности его применения в системах для упаковки пищевых продуктов. В частном случае, осуществление настоящего изобретения рассматривается касательно переворачивания предметов в виде брикетов твороженной массы перед вторичным упаковыванием на машине типа «flow pack», что не ограничивает возможности его применения для переворачивания других предметов.
Предлагаемое устройство сопряжено с конвейером и содержит в качестве рабочей детали линейный элемент, снабженный, по меньшей мере, двумя элементами для удержания его с двух концов. Линейный элемент представляет собой опорную балку 1, которая может быть выполнена из профиля: трубы, прутка, арматуры с гладкой поверхностью, пластины и др. в зависимости от характеристик переворачиваемого предмета. При наличии вдоль опорной балки 1 острых граней целесообразно их скруглить для смягчения удара предмета в момент соприкосновения с опорной балкой 1 в процессе переворачивания и уменьшения повреждения предмета. Опорная балка 1 размещена у торцевого края 2 перемещающей поверхности 3 конвейера на выходе предметов поперечно направлению их перемещения. Положение опорной балки 1 относительно перемещающей поверхности 3 конвейера для возможности переворачивания предмета подбирали опытным путем. Оно зависит от величины предмета, его плотности и других показателей и подбирается из условия возможности переворачивания предмета. По вертикали положение опорной балки 1 определено расположением ее верхнего края 4 ниже перемещающей поверхности 3 на расстоянии h (фиг. 9), составляющим не менее 7 мм. При этом нижний край 5 опорной балки 1 должен быть расположен на расстоянии не менее минимального технологически допустимого зазора между ним и принимающим предметы конвейером или рабочим столом. По горизонтали положение опорной балки 1 определено расстоянием  (фиг. 9) - от торцевого края 2 перемещающей поверхности 3 конвейера на выходе предметов до края 6 опорной балки 1, наиболее удаленного от конвейера, составляющим 30-70% от толщины переворачиваемого предмета (чтобы упасть, предмет должен съехать с конвейера более чем на половину своей ширины, далее край предмета опускается и только затем падает вниз). Чем больше габаритные размеры предмета (например, короб), тем больше расстояние
(фиг. 9) - от торцевого края 2 перемещающей поверхности 3 конвейера на выходе предметов до края 6 опорной балки 1, наиболее удаленного от конвейера, составляющим 30-70% от толщины переворачиваемого предмета (чтобы упасть, предмет должен съехать с конвейера более чем на половину своей ширины, далее край предмета опускается и только затем падает вниз). Чем больше габаритные размеры предмета (например, короб), тем больше расстояние  При этом край 7 опорной балки 1, наиболее близкий к конвейеру, расположен на расстоянии
При этом край 7 опорной балки 1, наиболее близкий к конвейеру, расположен на расстоянии  (фиг. 9) от торцевого края 2 поверхности 3 конвейера, составляющим не менее минимального технологически возможного зазора или более. Длина и форма сечения опорной балки 1 зависят от размеров конвейера и переворачиваемого предмета, ширины поверхности 3 и т.п. Ширина (диаметр) опорной балки 1 зависит от следующих факторов: толщины предмета, консистенции предмета (плотности предмета), допустимости незначительной деформации предмета, конструкции конвейера, положения опорной балки 1 относительно конвейера и определяется опытным путем.
(фиг. 9) от торцевого края 2 поверхности 3 конвейера, составляющим не менее минимального технологически возможного зазора или более. Длина и форма сечения опорной балки 1 зависят от размеров конвейера и переворачиваемого предмета, ширины поверхности 3 и т.п. Ширина (диаметр) опорной балки 1 зависит от следующих факторов: толщины предмета, консистенции предмета (плотности предмета), допустимости незначительной деформации предмета, конструкции конвейера, положения опорной балки 1 относительно конвейера и определяется опытным путем.
В графических материалах представлены варианты осуществления предлагаемого устройства с опорной балкой 1 круглого сечения (например, стальной трубкой), что не исключает возможности использования других видов и форм ее сечения.
Элементы для удержания опорной балки 1 представляют собой консольные элементы 8. Фиксирование положения опорной балки 1 относительно поверхности 3 конвейера выполнено посредством неподвижного закрепления удерживающих ее консольных элементов 8 любым из возможных известных способов, преимущественно посредством крепления консольных элементов 8 к каркасу конвейера, в частности крепления справа и слева к его боковым сторонам, или к его торцевой части, или др. В качестве консольных элементов 8 могут быть использованы любые известные их конструкции: кронштейны 9, фасонки, опоры, и т.п.
Консольные элементы 8 желательно выполнить с возможностью изменения положения опорной балки 1 в горизонтальной и вертикальной плоскостях, что важно для обеспечения переворачивания предметов. Соединение опорной балки 1 с консольными элементами 8 может быть фиксированным, шарнирным, регулируемым или быстросъемным и задается согласно определенным критериям, включающим в себя рабочую скорость конвейера, характеристики поверхности 3 конвейера и факторы, обеспечивающие силу трения между предметом и поверхностью 3 конвейера. Опорная балка 1 может быть установлена с возможностью вращения вокруг своей оси или неподвижно.
При использовании кронштейнов 9, их крепление осуществляется с возможностью незначительного регулирования расположения опорной балки 1 по высоте и по горизонтали для определения оптимального ее положения относительно поверхности 3 конвейера и относительно ее торцевого края 2. Для этого соответствующим образом выполнены отверстия 10 для крепления кронштейнов 9. Соединение опорной балки 1 с консольными элементами 8, в частности кронштейнами 9, может осуществляться: винтовыми соединениями, шплинтами и другими известными способами, а также с помощью подшипников разных типов (шариковых, роликовых, игольчатых и др.), установленных как в торцах опорной балки 1, так и на консольных элементах 8.
По периметру (например, по окружности) опорной балки 1 в местах ее сопряжения с консольными элементами 8, в частности кронштейнами 9, могут быть выполнены пазы 11 под ее установку на консольных элементах 8, например, в кронштейнах 9. Для этого консольные элементы 8 должны быть выполнены с возможностью такой установки, например, выполнены с вырезами 12, соответствующими профилю опорной балки 1. При этом ширина паза 11 больше толщины консольного элемента 8, в частности кронштейна 4, на величину, достаточную для того, чтобы обеспечить возможность свободной подвижной посадки опорной балки 1 и чтобы ограничить ее продольное линейное смещение, например, на величину равную 0,2 мм или более. В этом случае устройство будет быстросъемным (фиг. 10-13).
Предложенное устройство обеспечивает переворачивание разнообразных предметов и может быть применено для различного оборудования с конвейерными системами, так как является универсальным. Конструктивные элементы устройства могут быть выполнены из: нержавеющей стали, черной стали, пластика, дерева и т.п. Выбор материала зависит от предмета, который необходимо перевернуть и соответствующих ограничений работы с предметом (пищевая продукция, химическая агрессивная продукция, радиоактивная продукция и т.п.), а также окружающей среды: повышенная влажность, запыленность, радиоактивность и т.п.
Предлагаемое устройство работает следующим образом.
Предметы, перемещающиеся конвейером вдоль пути транспортировки и по его окончанию (в конце конвейера) свободно падают. При падении каждый предмет частью боковой поверхности соприкасается с опорной балкой 1 и, за счет смещения центра тяжести, по инерции, переваливается через опорную балку 1, переворачивается на угол 180° (сочетание вращательного движения /вокруг оси вращения/ с поступательным /вдоль радиуса вращения/) и переориентированный предмет падает на принимающий конвейер или рабочий стол. Например, предмет, перевернувшись, падает на конвейер машины «flow pack».
Таким образом, опорная балка 1 встроена в траекторию движения предметов при их падении.
Опорная балка 1 сообщает нужные траекторию движения и кинетический момент. Согласованы между собой четыре параметра: приобретенный предметом перед отрывом от опорной балки 1 кинетический момент, время от прекращения контакта с опорной балкой 1 до прихода на любую опорную поверхность в завершающей стадии падения, главный момент инерции предмета и необходимый угол переворота предмета. Из них последний жестко задан (180°), в основном можно управлять первым и третьим параметрами, варьируя их с учетом второго и четвертого как заданных.
На основании описания понятно, что самые различные предметы могут быть доставлены с их переворачиванием.
Предлагаемое устройство обеспечивает выполнение этапа переворачивания предметов, подаваемых с транспортирующей их поверхности конвейера, располагая указанные предметы перевернутыми на 180° без необходимости в остановке или замедлении конвейера. Позволяет при этом избежать потерь энергии и эффективности. Предложенное устройство может быть сконфигурировано таким образом, чтобы функционировать с широким разнообразием типов предметов.
Из описанного осуществления настоящего изобретения очевидно, что могут быть сделаны различные модификации, которые не будут выходить за пределы настоящего изобретения. Могут быть созданы другие системы для перемещения с переворачиванием. В общем, данные новые устройства могут быть использованы для разнообразных предметов, которые могут быть перевернуты и доставлены для последующих операций.
Аналогично подразумевается, что возможно использование других физических конфигураций устройства в пределах объема настоящего изобретения. В любом случае такие конфигурации достаточно ясны для специалиста.
Заявляемое устройство (фиг. 3-8) внедрено на машине MILCOM РА1, Чехия, для переворачивания брикетов творожных сырков на заводе ЗАО «МК «Авида», г. Старый Оскол, Белгородская область.
Брикет творожных сырков имеет габаритные размеры 70×50×30 мм, вес 100 г, влажность 60%, вязкую консистенцию.
Конструкция конвейера не позволила приблизить опорную балку 1 по горизонтали на расстояние  менее 4 мм.
менее 4 мм.
Для переворачивания брикетов положение опорной балки 1 выбиралось опытным путем.
ПРИМЕР 1.
В качестве опорной балки 1 использован пруток круглого сечения диаметром 5 мм.
Расстояние от торцевого края 2 поверхности 3 конвейера до края 7 опорной балки 1 равняется 4 мм.
Расстояние по горизонтали  от торцевого края 2 поверхности 3 конвейера до края 6 опорной балки 1 равняется 9 мм, что составляет 30% от толщины переворачиваемого брикета.
от торцевого края 2 поверхности 3 конвейера до края 6 опорной балки 1 равняется 9 мм, что составляет 30% от толщины переворачиваемого брикета.
В вертикальной плоскости опорная балка 1 установлена на 17 мм ниже поверхности 3 перемещения брикетов, с минимальным технологически возможным зазором от принимающего конвейера машины «flow pack» до края 5 опорной балки 1, составляющим 0,2 мм между краем 5 опорной балки 1 и принимающим конвейером машины «flow pack». Эффект положительный. Брикеты перевернуты на 180°.
ПРИМЕР 2.
В качестве опорной балки 1 использована профилированная труба круглого сечения диаметром 16 мм.
Расстояние от торцевого края 2 поверхности 3 конвейера до края 7 опорной балки 1 равняется 4 мм.
Расстояние по горизонтали от торцевого края 2 поверхности 3 конвейера до переднего края 6 опорной балки 1 равняется 20 мм, что составляет 66% от толщины переворачиваемого брикета.
В вертикальной плоскости опорная балка 1 установлена на 7 мм ниже поверхности 3 перемещения брикетов, с минимальным технологически возможным зазором, составляющим 0,2 мм от принимающего конвейера машины «flow pack» до края 5 опорной балки 1. Эффект положительный. Брикеты перевернуты на 180°.
ПРИМЕРЗ.
В качестве опорной балки 1 использована профилированная труба круглого сечения диаметром 16 мм.
Расстояние от торцевого края 2 поверхности 3 конвейера до края 7 опорной балки 1 равняется 5 мм.
Расстояние по горизонтали от торцевого края 2 поверхности 3 конвейера до края 6 опорной балки 1 равняется 21 мм, что составляет 70% от толщины переворачиваемого брикета.
В вертикальной плоскости опорная балка 1 установлена на 7 мм ниже поверхности 3 перемещения брикетов, с минимальным технологически возможным зазором 0,2 мм от принимающего конвейера машины «flow pack» до края 5 опорной балки 1. Эффект положительный. Брикеты перевернуты на 180°.
Было принято решение зафиксировать опорную балку 1 в соответствии с ПРИМЕРОМ 2.
При других значениях расстояния  за пределами указанного интервала 30-70% от толщины переворачиваемого брикета, технический результат не достигался.
за пределами указанного интервала 30-70% от толщины переворачиваемого брикета, технический результат не достигался.
Преимущество предложенного устройства в сравнении с прототипом заключается в обеспечении эффекта переворачивания брикетов при любой производительности оборудования, простоте конструкции, дешевизне изготовления, универсальности, бесшумности работы (позволяет улучшить условия труда рабочих). Требуется менее продолжительное время и дополнительный труд для переналадки на другие предметы, с которыми машина способна работать.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| СИСТЕМА РАЗГРУЗКИ И СПОСОБ РАЗГРУЗКИ ТРАНСПОРТНОЙ ТЕЛЕЖКИ ДЛЯ ПРОТЕКТОРОВ ШИН | 2015 |
|
RU2656465C2 |
| УСТРОЙСТВО ПЕРЕМЕШИВАНИЯ ШИХТЫ И СТЕКЛОБОЯ НА ЛЕНТОЧНОМ КОНВЕЙЕРЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2019 |
|
RU2708290C1 |
| НАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2013 |
|
RU2524273C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕВОРАЧИВАНИЯ ОБРАТНОЙ ВЕТВИ ЛЕНТЫ КОНВЕЙЕРА | 1994 |
|
RU2065831C1 |
| СТАВ КОНВЕЙЕРА | 2009 |
|
RU2394745C1 |
| КОНВЕЙЕР ДЛЯ ТРАНСПОРТИРОВКИ ЗАГОТОВОК В ПРЕССЕ | 2004 |
|
RU2355579C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2016766C1 |
| СПОСОБ ГРУППОВОГО УПАКОВЫВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ В ЧЕХОЛ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1723756A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЖАРЕННОЙ ЛАПШИ БЫСТРОГО ПРИГОТОВЛЕНИЯ И ОБЖАРИВАЮЩЕЕ УСТРОЙСТВО | 2013 |
|
RU2628294C2 |
Устройство содержит опорную балку, снабженную, по меньшей мере, двумя консольными элементами, выполненными с возможностью удержания опорной балки с обоих ее концов. Опорная балка размещена у торцевого края конвейера на выходе предметов поперечно направлению перемещения предметов. Расстояние по горизонтали от торцевого края конвейера до края опорной балки, наиболее удаленного от конвейера, составляет 30-70% от толщины переворачиваемого предмета. По вертикали опорная балка расположена ниже поверхности конвейера на расстоянии не менее 7 мм до верхнего края опорной балки. Консольные элементы закреплены неподвижно к каркасу конвейера для фиксирования положения опорной балки относительно конвейера. Устройство обеспечивает переворачивание предметов на угол 180° и является простым, надежным и удобным в обслуживании. 10 з.п. ф-лы, 13 ил., 3 пр.
1. Устройство для переворачивания предметов, перемещающихся конвейером, содержащее линейный элемент, расположенный поперечно направлению перемещения предметов, отличающееся тем, что линейный элемент выполнен в виде опорной балки, которая снабжена, по меньшей мере, двумя консольными элементами, выполненными с возможностью удержания опорной балки с обоих ее концов, при этом опорная балка размещена у торцевого края перемещающей поверхности конвейера на выходе предметов на расстоянии от него по горизонтали до края опорной балки, наиболее удаленного от конвейера, равном 30-70% от толщины переворачиваемого предмета, и по вертикали ниже перемещающей поверхности конвейера на расстоянии не менее 7 мм до верхнего края опорной балки, а консольные элементы закреплены неподвижно к каркасу конвейера для фиксирования положения опорной балки относительно конвейера.
2. Устройство по п. 1, отличающееся тем, что на концах опорной балки по периметру в местах ее сопряжения с консольными элементами выполнены пазы с возможностью подвижной посадки опорной балки на консольных элементах, которые выполнены с вырезами, соответствующими профилю опорной балки.
3. Устройство по п. 1 или 2, отличающееся тем, что в качестве консольных элементов использованы кронштейны.
4. Устройство по п. 1 или 2, отличающееся тем, что в качестве консольных элементов использованы фасонки.
5. Устройство по п. 1, отличающееся тем, что отверстия для крепления консольных элементов к каркасу конвейера выполнены с возможностью регулирования положения опорной балки по вертикали и горизонтали.
6. Устройство по п. 1, отличающееся тем, что консольные элементы закреплены к боковым поверхностям каркаса конвейера.
7. Устройство по п. 1, отличающееся тем, что консольные элементы закреплены к торцевой поверхности каркаса конвейера со стороны выхода предметов.
8. Устройство по п. 1, отличающееся тем, что опорная балка представляет собой отрезок профилированной трубы.
9. Устройство по п. 8, отличающееся тем, что профиль трубы круглый.
10. Устройство по п. 1, отличающееся тем, что опорная балка представляет собой отрезок профилированного прута.
11. Устройство по п. 1, отличающееся тем, что опорная балка представляет собой отрезок пластины.
| JP 2008068895 A, 27.03.2008 | |||
| МЕХАНИЗМ ДЛЯ ПЕРЕВЮРАЧИВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ ИЗ ГОРИЗОНТАЛЬНОГО ПОЛОЖЕНИЯ В ВЕРТИКАЛЬНОЕ | 0 |
|
SU355077A1 |
| Устройство для поштучной подачи предметов | 1977 |
|
SU713773A1 |
| СПОСОБ ЛЕЧЕНИЯ СИНДРОМОВ ЗАВИСИМОСТИ | 2010 |
|
RU2441682C1 |

