Изобретение относится к производству строительных материалов, а именно к устройствам для изготовления изделий из холоднотвердеющей смеси, в частности отделочных плиток.
Известны устройства для изготовления отделочных плиток, а также изделий из холоднотвердеющих смесей, в которых заложен принцип поштучного (одиночного) изготовления изделий, что не позволяет обеспечить высокую производительность линии и требует больших площадей для ее размещения [1, 2].
Наиболее близкой по совокупности существенных признаков к заявляемой поточной линии является поточная линия для изготовления керамических изделий, которая содержит устройство для приготовления смеси из составляющих компонентов, один дозатор смеси, загрузочный толкатель, приемный стол, многоярусные платформы, загрузочный подъемник, рельсовый путь, механизм перемещения многоярусных платформ по рельсовому пути, кран-балку и устройство выгрузки готовых изделий [3].
В этой линии повышена производительность по отношению к другим известным линиям за счет применения многоярусных платформ и подъемников для них, а также загрузочного толкателя. Однако вследствие невысокой производительности загрузки многоярусных платформ и необходимости перекладки изделий производительность линии недостаточно высока.
Задачей, на решение которой направлено изобретение, является повышение производительности поточной линии для изготовления отделочных плиток из холоднотвердеющей смеси.
Повышение производительности является основным техническим результатом, который может быть получен при осуществлении изобретения. Кроме того, получен дополнительный технический результат, который выражается в достижении высокой компактности поточной линии.
Указанный технический результат достигается тем, что поточная линия для изготовления строительных изделий, преимущественно плиток из холоднотвердеющей смеси, содержащая размещенные в технологической последовательности устройство для приготовления смеси из составляющих компонентов, дозатор смеси, загрузочный толкатель, приемный стол, многоярусные платформы, загрузочный подъемник, рельсовый путь, механизм перемещения многоярусных платформ по рельсовому пути, устройство выгрузки готовых изделий и кран-балку, снабжена дополнительными подъемником и дозаторами и устройством упаковки готовых изделий, формы выполнены многоместными, дозаторы - по числу мест в многоместной форме, при этом загрузочный подъемник установлен после приемного стола для перемещения платформы при загрузке ее ярусов заполненными смесью формами, а дополнительный подъемник установлен перед приемным столом для перемещения платформы при разгрузке пустых форм с ее ярусов на приемный стол, кроме того, кран-балка установлена с возможностью перемещения многоярусных платформ от устройства выгрузки готовых изделий до дополнительного подъемника.
Целесообразно в поточной линии устройство выгрузки готовых изделий из многоярусных платформ выполнить в виде вибратора, разгрузочного толкателя, разгрузочного подъемника и кантователя, причем вибратор и разгрузочный подъемник выполнены с возможностью установки на них форм в перевернутом положении, а разгрузочный толкатель - с возможностью контактирования с готовыми изделиями, расположенными на обратной стороне формы.
Кроме того, кантователь может быть закреплен на кран-балке.
Устройство для упаковки может быть выполнено в виде наклонных желобов, число которых равно числу рядов в многоместных формах, створок с механизмом их поворота навстречу друг другу и поддонов для установки упаковочных ящиков с механизмом их шагового перемещения, причем створки размещены у нижнего края наклонных желобов.
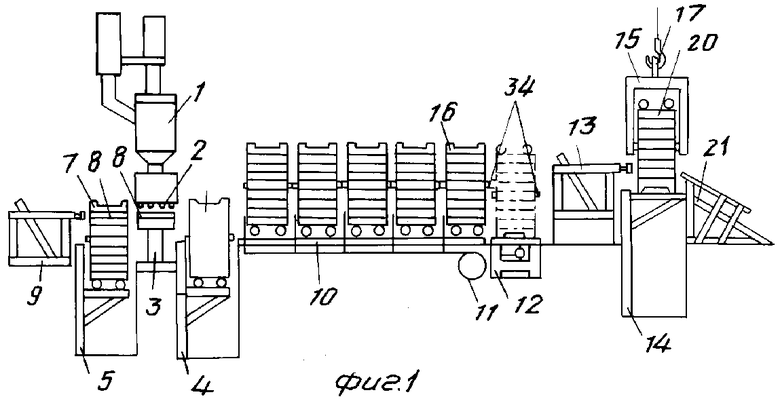
На фиг. 1 изображен общий вид заявляемой линии; на фиг. 2 - часть линии с конструкцией устройства упаковки; на фиг. 3 - часть линии с кантователем, размещенным на кран-балке; на фиг. 4 - разрез А-А на фиг. 3.
Поточная линия включает устройство 1 для приготовления смеси, дозаторы 2 смеси, приемный стол 3, расположенный между двумя подъемниками: загрузочным 4 и дополнительным 5. На указанных подъемниках установлены многоярусные платформы 6 и 7 соответственно. Приемный стол 3 может быть снабжен вибратором (не показан). Линия снабжена многоместными формами 8, предназначенными для одновременной формовки большого количества плиток. Многоярусная платформа 7 заполнена пустыми многоместными формами 8, платформа 6 от форм освобождена. Количество дозаторов 2 равно количеству мест в многоместной форме 8.
В начале линии перед дополнительным подъемником 5 размещен загрузочный толкатель 9. Для перемещения платформы 6 после загрузки, а также всех остальных платформ по рельсовому пути 10 служит механизм 11 перемещения. В конце рельсового пути 10 расположено устройство выгрузки готовых плиток, которое может иметь любую конструкцию, обеспечивающую соответствие темпа выгрузки производительности линии. В предлагаемом варианте устройство выгрузки содержит вибратор 12, разгрузочный толкатель 13, разгрузочный подъемник 14 и кантователь 15. Кантователь 15 предназначен для переворота на 180о платформы 16 с затвердевшими плитками, расположенной последней на рельсовом пути 10. В общем случае кантователь 15 может быть выполнен в виде отдельного устройства и размещен вблизи устройства выгрузки в пределах досягаемости кран-балки 17. Однако наивысшая производительность достигается при размещении кантователя 15 на кран-балке 17 (фиг. 1), что позволяет совместить подъем платформы с ее переворотом в соответствии с требованиями технологического процесса. Разгрузочный толкатель 13 размещен перед разгрузочным подъемником 14 и установлен с возможностью взаимодействия своим штоком 18 (фиг. 2) с готовыми отделочными плитками 19, размещенными на обратных сторонах многоместных форм 8 установленной на подъемнике 14 перевернутой платформы 20. Кран-балка 17 размещена с возможностью перемещения многоярусных платформ в пределах всей линии, в частности от подъемника 14 до подъемника 5.
В конце линии установлено автоматическое устройство 21 упаковки готовых отделочных плиток. В общем случае конструкция устройства может быть любой с обеспечением единственного требования: соответствия скорости упаковки производительности линии. Однако наивысшая производительность достигается при конструкции устройства, содержащей наклонные желоба 22 (фиг. 2), число которых равно числу продольных рядов мест для отделочных плиток в многоместных формах, створки 23 с механизмом 24 их поворота навстречу друг другу и поддоны 25 для установки упаковочных ящиков 26. Перемещение поддонов 25 осуществляется механизмом 27 шагового перемещения. Для обеспечения попарной установки плиток лицевой стороной друг к другу число поперечных рядов мест в многоместной форме выполнено четным (в рассматриваемом случае - 4).
На фиг. 2 изображена часть устройства упаковки для одного продольного ряда. В каждой конкретной поточной линии число таких частей и штоков 18 должно быть равно числу продольных рядов мест в многоместной форме.
В общем случае механизм поворота створок 23 вокруг осей 28 может быть любой. В рассматриваемой конструкции этот механизм выполнен в виде пневмоцилиндра 29, на штоке 30 которого шарнирно закреплены два поводка 31, свободные концы которых шарнирно закреплены на створках 23. Механизм 27 шагового перемещения в простейшем случае может быть выполнен в виде зубчато-реечной передачи с электро- или пневмоприводом.
На фиг. 3 изображена часть устройства выгрузки готовых отделочных плиток с кантователем 15 и переворачиваемой платформой 20. Кантователь 15 выполнен в виде траверсы и предназначен для подъема, транспортировки и переворачивания многоярусной платформы. Для зацепления многоярусной платформы кантователь 15 снабжен двумя крюками 32 с пазами 33, состоящими из наклонной и вертикальной частей. С двух сторон каждой многоярусной платформы закреплены бугели 34, общая ось которых проходит через центр тяжести платформы.
На одном из крюков 32 установлен механизм переворачивания платформы, содержащий вал 35, установленный в подшипниковом узле. На торце вала 35 выполнен паз 36. На втором конце вала установлена фрикционная муфта 37 с ведомой звездочкой 38, которая цепной передачей 39 связана с червячным редуктором 40. Червячный редуктор 40 приводится во вращение электродвигателем 41 через клиноременную передачу 42. Бугель 34 платформы 20 снабжен шипом 43 с плоскими боковыми поверхностями, размещенным внутри паза 36 вала 35. Кантователь снабжен поручнем 44, концы которого закреплены на обоих крюках 32.
Поточная линия содержит также электрическую, пневматическую и гидравлическую системы управления (не показаны).
Поточная линия работает следующим образом.
В устройстве 1 для приготовления смеси составляющие компоненты перемешиваются и полученная смесь подается в дозаторы 2, которые обеспечивают нормированную подачу смеси в многоместную форму 8, установленную заранее на приемный стол 3. Также заранее на подъемники 4 и 5 устанавливаются соответственно платформа 6 без многоместных форм 8 и платформа 7 с пустыми многоместными формами 8, а подъемники 4 и 5 опускаются в крайнее нижнее положение. После заполнения дозаторами 2 многоместной формы 8 на приемном столе 3 (и уплотнения смеси в формах вибратором при его наличии) автоматически включается загрузочный толкатель 9, который своим штоком выдвигает пустую форму из платформы 7 на приемный стол 3. При этом пустая форма передвигает заполненную форму с приемного стола в платформу 6. Шток загрузочного толкателя 9 возвращается в исходное положение, а подъемники 4 и 5 одновременно поднимаются на величину шага ярусов платформ 6 и 7. Одновременно с этим многоместная форма 8, установленная на приемном столе 3, заполняется смесью через дозаторы 2. Процесс заполнения в указанной последовательности повторяется до тех пор, пока подъемники 4 и 5 на займут крайнее верхнее положение, при котором все пустые многоместные формы 8 из платформы 7, кроме последней, окажутся заполненными смесью и загруженными в платформу 6. Последняя незаполненная многоместная форма 8 остается на приемном столе 3 для участия в процессе заполнения форм следующей платформы. После заполнения платформа 6 посредством механизма 11 перемещения переводится на рельсовый путь 10. На освободившееся от платформы 6 место на подъемнике 4 кран-балкой 17 переносится платформа 7, разгруженная от многоместных форм 8. Одновременно с этим в конце рельсового пути 10 идет разгрузка платформы 16, заполненной затвердевшими плитками. Кран-балкой 17 платформа 16 поднимается и устанавливается в кантователь 15 (если он выполнен в виде отдельного устройства), посредством которого переворачивается на 180о, после чего устанавливается на вибратор 12. В рассматриваемой конструкции кантователь 15 размещен на кран-балке 17, что позволяет совместить подъем и переворот платформы 16. Под действием вибрации готовые плитки отделяются от форм и падают на нижнюю форму. Далее платформа 16 устанавливается на разгрузочный подъемник 14, который затем опускается в крайнее нижнее положение. Включается разгрузочный толкатель 13, который своим штоком 18, воздействующим одновременно на все ряды плиток, выталкивает на наклонные желоба 22 автоматического устройства 21 упаковки по две плитки из каждого продольного ряда, которые, скатываясь по желобам 22, попадают на створки 23. Автоматически включается механизм 24 поворота створок 23. При этом шток 30 пневмоцилиндра 29 перемещается вниз, поворачивая вокруг осей 28 створки 23 навстречу друг другу. Когда створки 23 займут относительно друг друга параллельное положение, плитки, сложенные лицевыми сторонами, через щель, образованную между створками 23, упадут в упаковочный ящик 26. После этого створки 23 возвращаются в исходное положение, а поддоны 25 вместе с упаковочными ящиками 26 посредством механизма 27 шагового перемещения переместятся на величину, равную толщине двух плиток. Снова автоматически включается толкатель 13 и выталкивает следующие пары плиток. Процесс упаковки повторяется. Когда весь ярус платформы 20 разгружен от готовых плиток, шток разгрузочного толкателя 13 возвращается в исходное положение, а подъемник 14 поднимается на величину шага яруса платформы. Разгружается следующий ярус. Процесс разгрузки повторяется до тех пор, пока не будет разгружена от готовых плиток вся платформа 20. После этого платформа 20 с пустыми многоместными формами поднимается кран-балкой 17, переворачивается на 180о кантователем 15 и вновь кран-балкой 17 перемещается на подъемник 5 на освободившееся от платформы 7 место. Как указано ранее, платформа 7 этой же кран-балкой 17 была предварительно перенесена на подъемник 4. Заполнение многоместных форм смесью, разгрузка платформ от готовых плиток и их упаковка происходят одновременно.
Предлагаемый кантователь работает следующим образом.
Кран-балкой 17 крюки 32 кантователя 15 подводятся к бугелям 34 многоярусной платформы. Положение крюков 32 при необходимости может быть отрегулировано оператором при помощи поручня 44. При подъеме кантователя 15 бугели 34 перемещаются вначале по наклонным, а затем по вертикальным частям пазов 33, при этом шип 43 попадает в паз 36.
После этого платформа 20 поднимается. Опускание платформы 20 и отсоединение кантователя 15 происходит в обратной последовательности. При необходимости переворота платформы, осуществляемого в ее поднятом положении, включается электродвигатель 41, который через передачи 42 и 39, редуктор 40 и муфту 37 поворачивает вал 35. Вращение через паз 36, шип 43 и бугель 34 передается платформе 20. После ее поворота на 180о электродвигатель 41 отключается. На кантователе 15 возможно размещение конечных выключателей для его остановки при подъеме и отключении электродвигателя при переворачивании платформы на 180о.
Следует обратить внимание на то, что при перевороте платформы на 180о выпадания многоместных форм не происходит. Это объясняется тем, что переворот платформы осуществляется в плоскости, перпендикулярной плоскости загрузки.
Процесс изготовления плиток может быть непрерывным, что обеспечивается определенным соотношением времени затвердевания смеси и количеством платформ, участвующих в работе. Также возможна односменная работа линии. При этом в оставшееся время суток происходит затвердевание смеси в формах. При такой организации в течение смены происходит выгрузка затвердевших плиток из платформ и заполнение последних многоместными формами со смесью.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Поточная линия обработки стружки | 1986 |
|
SU1344583A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Машина для изготовления форм | 1971 |
|
SU446347A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И ВЫГРУЗКИ МНОГОЯРУСНОГО ГИДРОПРЕССА | 1968 |
|
SU427774A1 |
| АВТОМАТИЗИРОВАННАЯ ПЕЧЬ ДЛЯ НАГРЕВА ИЗДЕЛИЙ | 1992 |
|
RU2102670C1 |
| КАРТОФЕЛЕХРАНИЛИЩЕ | 1990 |
|
RU2019951C1 |



Использование: в производстве строительных материалов, а именно для изготовления изделий из холоднотвердеющих смесей, в частности отделочных плиток. Сущность изобретения: линия содержит размещенные в технологической последовательности подъемник, предназначенный для размещения многоярусной платформы, разгружаемой от пустых многоместных форм, загрузочный толкатель, приемный стол, предназначенный для установки многоместной формы, заполняемой холоднотвердеющей смесью, устройство для приготовления смеси из составляющих компонентов, дозаторы, число которых равно числу мест для отделочных плиток в многоместной форме, загрузочный подъемник, предназначенный для установки многоярусной платформы, загружаемой заполненными смесью многоместными формами, рельсовый путь, по которому перемещаются многоярусные платформы при помощи механизма их перемещения, устройство выгрузки готовых отделочных плиток, устройство их упаковки и кран-балку для перемещения многоярусных платформ вдоль всей линии. Устройство выгрузки содержит вибратор, разгрузочный толкатель, разгрузочный подъемник и кантователь, который может быть закреплен на кран-балке. Вибратор и разгрузочный подъемник предназначены для установки перевернутых многоярусных платформ, а разгрузочный толкатель установлен с возможностью взаимодействия с готовыми отделочными плитками, расположенными на обратных сторонах многоместных форм. Устройство для упаковки содержит наклонные желоба, число которых равно числу продольных рядов мест для отделочных плиток в многоместных формах, створки с механизмом их поворота навстречу друг другу и поддоны для установки упаковочных ящиков с механизмом их шагового перемещения, причем створки попарно размещены у нижнего края наклонных желобов. 3 з.п.ф-лы, 4 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Поточная линия для изготовления керамических изделий | 1976 |
|
SU585980A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
