ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее раскрытие относится к механическим рафинерам для образования пульпы из древесной щепы и других раздробленных лигноцеллюлозных материалов. Заявка конкретно относится к пластинам рафинера, использующимся в механических рафинерах.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Механические рафинеры применяются в изготовлении материала пульпы из лигноцеллюлозного материала, подлежащего использованию в производстве бумаги или другого упаковочного материала на основе бумаги. Механические рафинеры также могут использоваться для изготовления пульпы из повторно используемого бумажного материала. Механические рафинеры, которые обрабатывают повторно используемый материал, типично называются измельчителями или диспергаторами.
Механические рафинеры могут использовать плоскую размалывающую поверхность, коническую размалывающую поверхность или комбинацию плоской и конической размалывающих поверхностей. Механические рафинеры могут содержать две группы плоских дисков, вращающийся диск, общеизвестный как "ротор", и стационарный диск, общеизвестный как "статор". Некоторые механические рафинеры могут использовать два вращающихся диска, или механические рафинеры могут использовать имеющие коническую форму диски, выполненные любым из ранее описанных способов. Пластины рафинера монтируются на диски, которые, в свою очередь, монтируются в рафинер. Зазор имеется между дисками, через которые может перемещаться подаваемый материал. Подаваемый материал может содержать древесную щепу или другой целлюлозный материал. Размалывающее действие выполняется, когда подаваемый материал проходит, в основном, наружу через зазоры между противоположными относительно вращающимися дисками.
В механическом рафинере на подаваемый материал обычно оказывается воздействие, когда он перемещается вдоль поверхностей пластин рафинера, тем самым обеспечивая разделение и разрезание материала. Размалывающие поверхности пластин противоположных дисков в рафинере типично представляют собой комбинацию ножей и канавок, направляющихся друг к другу и пересекающихся друг с другом, когда по меньшей мере один из дисков перемещается, или посредством группы взаимно-зацепляющихся зубьев, которые пересекаются друг с другом, тем самым прикладывая усилия сжатия и сдвига к материалу, подлежащему размалыванию. Пластины рафинера обычно монтируются на диски и обеспечивают противоположные поверхности для размалывания. Подаваемый материал обычно перемещается через зазор, образованный между противоположными поверхностями пластин.
Традиционные механические рафинеры обычно способны работать с подаваемым материалом высокой, средней или низкой плотности, тогда как традиционные диспергаторы обычно способны работать с повторно используемым подаваемым материалом. Пластины рафинера, для традиционного механического рафинера или диспергатора, являются критичной составной частью размалывающего или диспергирующего оборудования и должны быть способными работать с подаваемым материалом (подаваемым материалом высокой, средней или низкой плотности или повторно используемым, или восстановленной раздробленной бумагой или упаковочным материалом, использующимся в качестве подаваемого материала). Геометрии поверхностей пластин рафинера, смонтированных на дисках, например ножей и канавок или взаимно-зацепляющихся зубьев, типично определяют качество работы, прикладываемой к подаваемому материалу, подлежащему размалыванию.
Когда подаваемый материал перемещается по поверхности пластин рафинера, поверхность пластин рафинера имеет тенденцию изнашиваться и становиться менее эффективной в обеспечении требуемого размалывающего или диспергирующего действия. Изнашивание пластин рафинера предполагает регулярную замену пластин рафинера для поддержания выполнения размалывания или диспергирования со временем. Типичная окружность пластин рафинера или диспергатора содержит от 3 до 24 имеющих одинаковые размеры сегментов, которые вместе образуют окружность.
Механические рафинеры, включая диспергаторы, типично имеют пластины рафинера, смонтированные на дисках. Эти пластины рафинера типично выполнены сегментами. Эти сегменты представляют собой, в основном, кольцевые усеченные клинья, такие как имеющие форму сектора клинья, но сегменты могут иметь другие формы. Группы сегментов могут монтироваться рядом друг с другом на диске таким образом, чтобы образовывать полноценную пластину рафинера.
"Сегменты пластины рафинера", которые могут характеризовать как сегменты пластины механического рафинера, так и сегменты пластины диспергатора-рафинера, обычно выполняются из нержавеющей стали или отливок из белого чугуна, механически обработанных таким образом, чтобы совместно устанавливаться в виде комплекта в рафинер. Материалы, использующиеся для этих сегментов, представляют собой относительно твердые сплавы, и отливки требуют прецизионной механической обработки всех поверхностей. Эта прецизионная механическая обработка приводит к очень острым краям и углам, представляющим собой проблему безопасности для тех, кто манипулирует сегментами.
За прошедшие годы рабочие, манипулирующие сегментами, получили множество травм. Хотя эти края и углы могут полироваться вручную для уменьшения опасности, ручное полирование является времязатратным и дорогостоящим. Существует давно испытываемая потребность в менее дорогостоящем, более безопасном механически обработанном сегменте пластины.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Был предположен сегмент пластины механического рафинера, который уменьшает опасности острых краев на сегменте. Места для уменьшения острых краев на сегментах пластины рафинера могут находиться на соединении, например краях и углах, механически обработанных поверхностей на сегменте пластины. Например, механически обработанные поверхности типично сходятся на четырех углах на сегменте пластины рафинера и на краях ребер на задней стороне сегмента пластины рафинера. На этих соединениях механически обработанных поверхностей прецизионная механическая обработка металла может приводить к острым краям и углам.
Для преодоления опасности острых краев и углов на сегментах пластины притупленные поверхности на соединениях могут добавляться непосредственно на литейную форму. Эти притупленные поверхности могут представлять собой фаски, добавленные к литейной форме на участках литейной формы, которые иным образом образовывали бы край или угол между механически обработанными металлическими поверхностями на пластине рафинера. В альтернативных вариантах осуществления эти притупленные поверхности на соединениях могут представлять собой скругленные секции, добавленные к литейным формам на участках литейной формы, которые иным образом образовывали бы край или угол между механически обработанными металлическими поверхностями на пластине рафинера.
Литые притупленные поверхности, добавленные непосредственно к литейной форме, шире, чем притупленные поверхности на размалывающей пластине, остающиеся после механической обработки поверхностей пластины рафинера. Литейная форма обычно содержит позитивную форму сегмента пластины рафинера. Затем песок или другой такой подходящий материал обычно насыпается в форму и уплотняется, чтобы образовать негативную форму сегмента пластины рафинера. Затем расплавленный металл обычно заливается в песчаную форму для образования литого сегмента пластины рафинера. Притупленные поверхности могут образовывать литые притупленные поверхности на соединениях соответствующих сегментов пластины рафинера, которые шире, чем эти притупленные поверхности после их механической обработки. Литые притупленные поверхности на соединениях могут представлять собой литую скошенную поверхность или литую скругленную поверхность, в зависимости от типа притупленной поверхности, использующейся в форме. В иллюстративном варианте осуществления литые притупленные поверхности на соединениях создаются посредством литья сегмента пластины рафинера, а не посредством механической обработки сегмента пластины рафинера.
В иллюстративном варианте осуществления был предположен сегмент пластины рафинера для изготовления пульпы посредством размалывания лигноцеллюлозного материала, содержащий переднюю сторону, имеющую поверхность, выполненную с возможностью размалывания лигноцеллюлозного материала; и заднюю сторону, имеющую литую притупленную поверхность на соединении между первой литой поверхностью и второй литой поверхностью на задней стороне, причем первая литая поверхность является по существу перпендикулярной относительно второй литой поверхности.
Использование притупленных поверхностей на соединениях в литейной форме тем самым создает сегмент пластины рафинера, которым можно манипулировать более безопасно, без высоких производственных затрат, связанных с ручной полировкой сегментов пластины рафинера.
Когда поверхности механически обрабатываются на литом сегменте пластины, литые притупленные поверхности обычно длиннее, чем глубина припуска на шлифование, механически обрабатываемого с соседних поверхностей. То есть, когда участки сегмента пластины рафинера механически обрабатываются во время этапа прецизионной механической обработки, литые притупленные поверхности не полностью механически обрабатываются. Эта длина предохраняет механически обработанные поверхности на сегменте пластины от непосредственного контакта с другими механически обработанными поверхностями на внешних соединениях сегмента пластины. Эти внешние соединения могут представлять собой периметрические соединения на задней стороне поверхности пластины рафинера, периметрические соединения на передней поверхности пластины рафинера и корпусные соединения на задней стороне пластины рафинера, которые не представляют собой периметрические соединения; внешние соединения более вероятно подлежат непосредственному манипулированию операторами.
В одном иллюстративном варианте осуществления один (1) миллиметр (мм) припуска на шлифование снимается шлифованием с внешних поверхностей литого сегмента пластины рафинера. Механическая обработка внешних поверхностей удаляет металл и тем самым уменьшает определенные размеры поверхностей, такие как их высоту или ширину. Механически обработанные поверхности обычно включают в себя поверхности, параллельные относительно оси вращения сегмента пластины рафинера, и поверхности, перпендикулярные относительно оси. Соединение, например край, между параллельными и перпендикулярными поверхностями имеет тенденцию становиться очень острым, так как обе поверхности механически обрабатываются. Литье притупленной поверхности, такой как фаска, на одном или более соединениях между этими параллельными и перпендикулярными поверхностями является эффективным для исключения острых краевых соединений, образующихся вследствие механической обработки. Однако, если литые притупленные поверхности являются слишком маленькими, они будут полностью удаляться посредством механической обработки и не будут предотвращать образование острых краев посредством механической обработки. Притупленные поверхности должны быть достаточно широкими таким образом, что они не удаляются посредством механической обработки параллельных и перпендикулярных поверхностей. Из-за наличия нешлифованной, т.е. еще не обработанной механическим образом, литой притупленной поверхности на соединении, которая на около 1 мм больше, чем глубина механически обработанных поверхностей, требующих шлифования, финишные механически обработанные параллельные и перпендикулярные поверхности, в основном, не будут контактировать друг с другом и образовывать острый край.
Притупленные поверхности на соединениях на литейной форме обычно не выполнялись бы на секциях литейной формы, которые могут использоваться для образования передней поверхности пластины рафинера. Передняя поверхность пластины рафинера имеет рабочую функцию, заключающуюся в манипулировании (разрезании, разделении и т.д.) материалом, подаваемым в механический рафинер. Например, в некоторых применениях размалывания, если рабочая поверхность сегмента пластины рафинера была бы отлита таким образом, что литые притупленные поверхности образованы на краях размалывающих ножей и канавок, результат, вероятно, негативно влиял бы на работу рабочей поверхности сегментов пластины рафинера.
Все или только некоторые из соединений между поверхностями, подлежащими механической обработке, могут иметь литые притупленные поверхности, включая литые притупленные поверхности на внутренней задней стороне сегмента пластины рафинера. Например, притупленные поверхности, выполненные на соединениях на внешнем периметре сегмента пластины рафинера, являются особенно полезными для уменьшения острых краев на сегменте пластины, которые могут порезать или иным образом нанести вред рабочим, манипулирующим сегментом пластины.
В иллюстративных вариантах осуществления эта литая притупленная поверхность может располагаться на внешних соединениях задней стороны сегментов пластины рафинера и на периметрических соединениях передней поверхности пластины рафинера. В других иллюстративных вариантах осуществления литые притупленные поверхности могут располагаться на внешних соединениях задней стороны сегментов пластины рафинера, и первая, и вторая литые поверхности могут представлять собой поверхности ребра на задней стороне сегмента пластины рафинера. В еще одном другом иллюстративном варианте осуществления литые притупленные поверхности могут располагаться на внешних соединениях на задней стороне пластины рафинера, периметрических соединениях задней стороны сегмента пластины рафинера и на периметрических соединениях передней поверхности пластины рафинера. В еще одном другом иллюстративном варианте осуществления не все внешние соединения на задней стороне сегментов пластины рафинера могут иметь литые притупленные поверхности. Хотя некоторые варианты осуществления могут иметь литые притупленные поверхности на всех соединениях, где механически обработанный металл иным образом непосредственно контактировал бы с механически обработанным металлом, обычно является желательным иметь литые притупленные поверхности на внешних соединениях на задней стороне сегмента пластины рафинера.
В иллюстративных вариантах осуществления литые притупленные поверхности могут располагаться на внешних соединениях. В других вариантах осуществления литые притупленные поверхности могут располагаться на корпусном соединении, и первая литая поверхность располагается на периметре сегмента пластины. В еще одних других вариантах осуществления литые притупленные поверхности могут располагаться на корпусных соединениях, и первая и вторая литые поверхности могут представлять собой поверхности ребра на задней стороне сегмента пластины рафинера. В еще других вариантах осуществления литые притупленные поверхности могут располагаться на периметрических ребрах сегмента пластины рафинера, и первая и вторая литые поверхности могут представлять собой поверхности периметрического ребра.
В вариантах осуществления, где литая притупленная поверхность представляет собой литую скошенную поверхность, литая скошенная поверхность может располагаться под углом от 105 градусов до 165 градусов, желательно, от 120 градусов до 150 градусов, относительно механически обработанной горизонтальной поверхности края.
В иллюстративных вариантах осуществления, где литая притупленная поверхность представляет собой литую скругленную поверхность, литая скругленная поверхность может иметь радиус до шлифования от 2,5 мм до 15 мм, желательно, от 3 мм до 5 мм. Эта литая скругленная поверхность может добавляться для предотвращения острого соединения, образованного посредством прецизионной механической обработки литого сегмента пластины рафинера, и может достигаться в местах, где множество поверхностей механически обрабатываются, или одна поверхность механически обрабатывается, тем самым оставляя более безопасную литую притупленную поверхность на внешних соединениях на задней стороне сегмента пластины рафинера.
В другом иллюстративном варианте осуществления литые притупленные поверхности могут представлять собой комбинацию литых скошенных поверхностей и литых скругленных поверхностей. Был предположен сегмент пластины рафинера для изготовления пульпы посредством размалывания лигноцеллюлозного материала, причем сегмент пластины содержит переднюю поверхность пластины рафинера, выполненную с возможностью размалывания лигноцеллюлозного материала, и заднюю сторону, имеющую литые притупленные поверхности. Литые притупленные поверхности могут представлять собой литые скошенные поверхности. В другом иллюстративном варианте осуществления литые притупленные поверхности могут представлять собой литые скругленные поверхности. Передняя поверхность пластины рафинера может содержать комбинацию ножей и канавок, группы зубьев или признаки, предназначенные для прикладывания усилий сжатия и сдвига к материалу, подлежащему размалыванию.
В другом иллюстративном варианте осуществления был предположен сегмент пластины диспергатора для удаления загрязнений из повторно используемой или восстановленной раздробленной бумаги или упаковочного материала, содержащий переднюю поверхность пластины рафинера, выполненную с возможностью воздействия на раздробленный материал, и заднюю сторону, имеющую литые притупленные поверхности. Литые притупленные поверхности могут быть скошенными или скругленными.
Был предположен способ формирования сегмента пластины для рафинера или диспергатора, содержащий отливку металлического сегмента пластины, причем литой металлический сегмент пластины имеет диагональную литую поверхность между литой верхней поверхностью и литой боковой поверхностью, механическую обработку литой верхней поверхности для образования механически обработанной верхней поверхности, механическую обработку литой боковой поверхности для образования механически обработанной боковой поверхности, причем по меньшей мере участок диагональной литой поверхности остается, отделяя механически обработанную верхнюю поверхность и механически обработанную боковую поверхность.
В способе, механически обработанная верхняя поверхность может быть ортогональной относительно механически обработанной стороны. Механическая обработка механически обработанной верхней поверхности и механически обработанной боковой поверхности может удалять около 1 мм в глубину литого материала с литой верхней поверхности. В иллюстративных вариантах осуществления литая притупленная поверхность может иметь радиус, по меньшей мере в 1,5 раза - 2,5 раза больший глубины литого материала, удаляемого во время механической обработки литой верхней поверхности и литой боковой поверхности.
Способ может дополнительно содержать заливку расплавленного металла в литейную форму, причем литейная форма имеет притупленные поверхности на соединениях, комплементарных относительно внешних соединений и корпусных соединений на сегменте пластины рафинера.
Предложен другой иллюстративный вариант осуществления отлитого металлического сегмента пластины для рафинера лигноцеллюлозного материала или диспергатора раздробленной бумаги или упаковочных продуктов, при этом сегмент пластины содержит переднюю размалывающую поверхность, включающую переднюю поверхность, выполненную с возможностью размалывания лигноцеллюлозного материала или диспергирования раздробленной бумаги или упаковочных продуктов, и заднюю сторону, противоположную относительно передней стороны, включающую угол или край, причем угол или край содержит отлитую поверхность между механически обработанными планарными поверхностями рядом с углом или краем.
Была предложена литейная форма для сегмента пластины рафинера, выполненного с возможностью изготовления пульпы из лигноцеллюлозного материала, содержащая притупленные поверхности, расположенные на соединениях, комплементарных относительно внешних соединений и корпусных соединений на сегменте пластины рафинера, причем притупленные поверхности в литейной форме шире, чем механически обработанная верхняя поверхность и механически обработанная боковая поверхность на сегменте пластины рафинера, подлежащем формированию с помощью литейной формы.
В иллюстративных вариантах осуществления литейной формы для сегмента пластины рафинера притупленные поверхности могут представлять собой скругленные поверхности, и эти скругленные поверхности могут иметь радиус, по меньшей мере в 1,5 раза - 2,5 раза больший глубины литого материала, удаляемого во время механической обработки литой верхней поверхности и литой боковой поверхности.
В других иллюстративных вариантах осуществления литейной формы для сегмента пластины рафинера притупленные поверхности могут представлять собой скошенные поверхности, и эти скошенные поверхности могут иметь длину, по меньшей мере в 1,5 раза - 2,5 раза большую глубины литого материала, удаляемого во время механической обработки литой верхней поверхности и литой боковой поверхности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
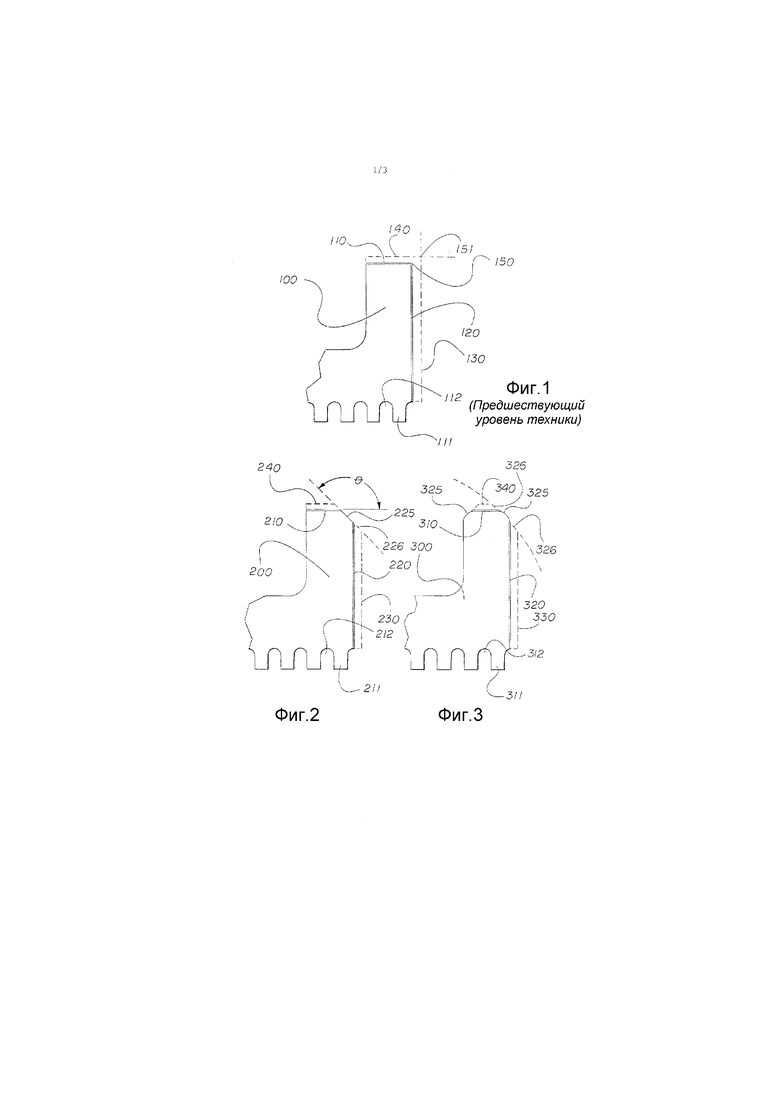
На фиг.1 показано традиционное большое ребро с плоскими механически обработанными поверхностями сегмента пластины рафинера.
На фиг.2 показано иллюстративное большое ребро со скошенной поверхностью нового сегмента пластины рафинера.
На фиг.3 показано иллюстративное большое ребро со скругленной поверхностью сегмента пластины рафинера.
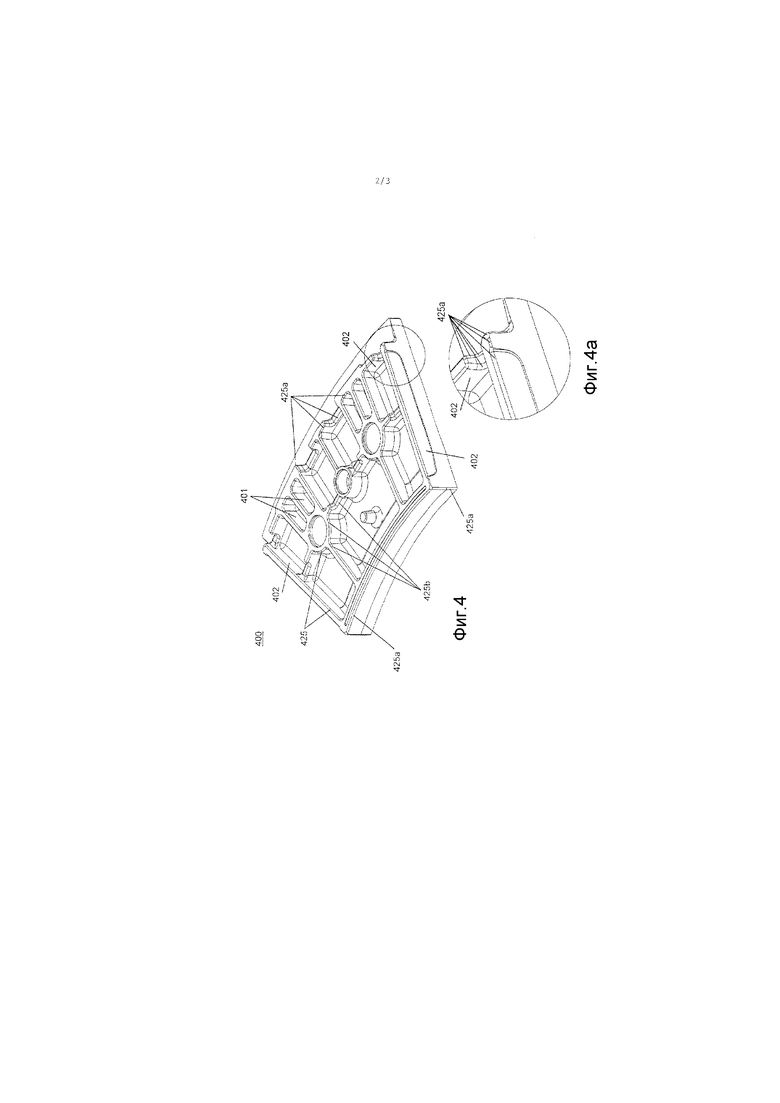
На фиг.4 показана иллюстративная задняя сторона сегмента пластины рафинера со скошенными поверхностями, использующимися на всей задней стороне сегмента пластины рафинера.
На фиг.4а показан узел в окружности, показанной на фиг.4, задней стороны иллюстративного сегмента пластины рафинера, где литые скошенные поверхности используются на соединениях на задней стороне сегмента рафинера.
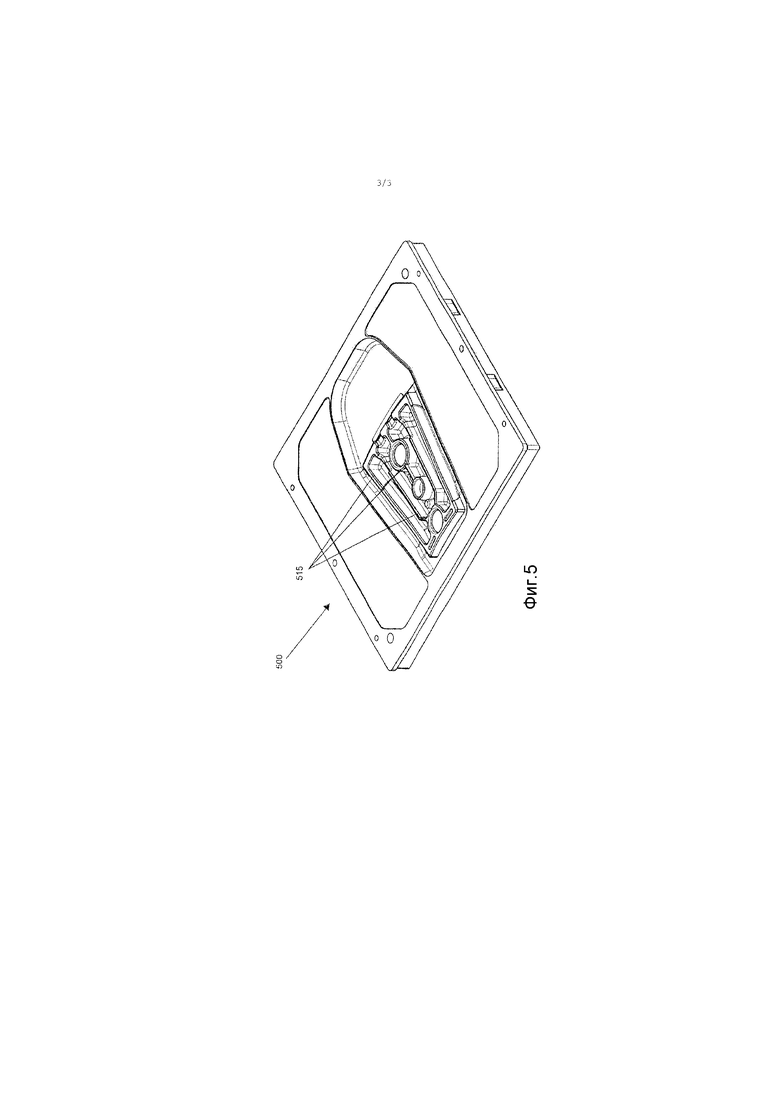
На фиг.5 показана иллюстративная литейная форма для сегмента пластины рафинера, имеющая скругленные притупленные поверхности на участках литейной формы, которые могут образовывать внешние соединения задней стороны сегмента пластины рафинера.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Вышеизложенное будет очевидным из нижеследующего более конкретного описания иллюстративных вариантов осуществления описания изобретения, показанных на прилагаемых чертежах, на которых подобные ссылочные позиции относятся к одинаковым частям на всех разных видах. Чертежи необязательно выполнены в масштабе, вместо этого акцент делается на иллюстрацию вариантов осуществления раскрытого устройства.
Является желательным обеспечить сегмент пластины рафинера или диспергатор с литыми притупленными поверхностями, особенно заднюю сторону сегмента пластины рафинера, для уменьшения опасных острых краев и углов, создаваемых при прецизионной механической обработке литого сегмента пластины рафинера.
На фиг.1 показано ребро 100 с плоскими механически обработанными поверхностями, как образуется в настоящее время при прецизионной механической обработке литого сегмента пластины рафинера. Ребро 100 имеет ножи 111 и канавки 112 на нижней части. Эти ножи 111 и канавки 112 находятся на рабочей поверхности сегмента пластины рафинера. В настоящих сегментах пластины рафинера нижняя сторона сегмента может иметь острые, квадратные края и углы, причем края и углы вместе называются соединениями. Литая верхняя поверхность 140 (показанная пунктирными линиями) и литая боковая поверхность 130 (показанная пунктирными линиями) пересекаются и образуют литой острый квадратный край 151.
Как только отлит, сегмент пластины рафинера может прецизионно механически обрабатываться. Во время механической обработки, приблизительно 1 мм материала снимается шлифованием с литых поверхностей, чтобы получить плоские металлические поверхности, такие как механически обработанная верхняя поверхность 110 и механически обработанная боковая поверхность 120. Соединения между пересекающимися металлическими поверхностями образуют острые механически обработанные соединения металл к металлу. Соединение 150 представляет собой пример острого краевого соединения, образованного пересечением механически обработанной верхней поверхности 110 и механически обработанной краевой поверхности 120. Эти острые механически обработанные соединения 150 металл к металлу представляли и продолжают представлять собой источник травм для работников, манипулирующих сегментами пластин рафинера.
На фиг.2 показан иллюстративный вариант осуществления, где литая притупленная поверхность представляет собой литую скошенную поверхность 225. Ребро 200 изображено с литой скошенной поверхностью 225 вдоль края ребра 200. Ребро 200 имеет ножи 211 и канавки 212 на нижней части. Как и в случае ножей 111 и канавок 112 на фиг.1, эти ножи 211 и канавки 212 могут находиться на рабочей поверхности сегмента пластины рафинера. Литая верхняя поверхность 240 (показанная пунктирными линиями), литая боковая поверхность 230 (показанная пунктирными линиями) и диагональная литая поверхность 226 (показанная пунктирными линиями) пересекаются. Диагональная литая поверхность 226 может иметь такие размеры, чтобы быть достаточно большой, таким образом, прецизионная механическая обработка литого сегмента пластины рафинера приводит к литой скошенной поверхности 225, образующей угол θ с горизонтальной литой верхней поверхностью 240, при этом угол θ составляет от 105 градусов до 165 градусов, желательно, от 120 градусов до 150 градусов.
Как только отлит, сегмент пластины рафинера может прецизионно механически обрабатываться. Приблизительно 1 мм материала может сниматься шлифованием с литой верхней поверхности 240 и литой боковой поверхности 230, чтобы сформировать механически обработанную верхнюю поверхность 210 и механически обработанную боковую поверхность 220. Диагональная литая поверхность 226 является достаточно большой, чтобы не полностью удаляться посредством механической обработки литой верхней поверхности 240 и литой боковой поверхности 230. После механической обработки остается участок диагональной литой поверхности. Остающийся участок диагональной литой поверхности представляет собой литую скошенную поверхность 225. Литая скошенная поверхность 225 находится между механически обработанной верхней поверхностью 210 и механически обработанной боковой поверхностью 220. Вследствие литой скошенной поверхности 225, прецизионная механическая обработка механически обработанной верхней поверхности 210 и механически обработанной боковой поверхности 203 не образует острых краев и углов. Литая скошенная поверхность 225, в основном, не режет руки рабочих, манипулирующих сегментами пластины.
Прецизионная механическая обработка ребра 200 может осуществляться таким образом, чтобы обеспечивать множество литых скошенных поверхностей 225. Например, литые скошенные поверхности могут механически обрабатываться на каждой стороне ребра 200. В альтернативном варианте осуществления только одна литая скошенная поверхность 225 может выполняться на одной стороне ребра 200.
На фиг.3 показан иллюстративный вариант осуществления, в котором литая притупленная поверхность представляет собой литую скругленную поверхность. На этой фигуре показано ребро 300 с литой скругленной поверхностью 325 вдоль ребра 300. Ребро 300 имеет ножи 311 и канавки 312 на нижней части. Как и в случае ножей 111 и канавок 112 на фиг.1, эти ножи 311 и канавки 312 могут находиться на рабочей поверхности сегмента пластины рафинера. Литая верхняя поверхность 340 (показанная пунктирными линиями), литая боковая поверхность 330 (показанная пунктирными линиями) и скругленная литая поверхность 326 (показанная пунктирными линиями) пересекаются. Скругленная литая поверхность 326 задана с таким размером, чтобы иметь радиус кривизны, достаточно большой, чтобы обеспечивать то, что механическая обработка литой верхней поверхности 340 и литой боковой поверхности 330 не полностью удаляет скругленную литую поверхность 326. Участок скругленной литой поверхности 326, который остается после механической обработки, представляет собой литую скошенную поверхность 325.
Во время прецизионной механической обработки приблизительно 1 мм материала снимается шлифованием с литой верхней поверхности 340, чтобы получить механически обработанную верхнюю поверхность 310, и приблизительно 1 мм материала может удаляться с литой боковой поверхности 330, чтобы получить механически обработанную боковую поверхность 320. Так как литая скругленная поверхность 325 не полностью удаляется посредством прецизионной механической обработки, острые края и углы, в основном, не образуются пересечением механически обработанной верхней поверхности 310 и механически обработанной боковой поверхности 320.
Прецизионная механическая обработка ребра 300 может осуществляться таким образом, чтобы обеспечивать множество литых скругленных поверхностей 325 (на каждой стороне большого ребра 300), как показано. В другом иллюстративном варианте осуществления только одна литая скругленная поверхность 325 может выполняться.
На фиг.4 показана задняя сторона иллюстративного сегмента 400 пластины рафинера с литыми скошенными поверхностями 425, использующимися на всей задней стороне сегмента 400 пластины рафинера. Литые скошенные поверхности 425 могут использоваться на внешних соединениях 425а и корпусных соединениях 425b задней стороны сегмента пластины рафинера. Хотя в этом иллюстративном варианте осуществления показаны скошенные поверхности 425, использующиеся на большей части ребер 401 на задней стороне сегмента 400 пластины рафинера, в других вариантах осуществления скошенные поверхности 425 могут использоваться главным образом на выбранных ребрах 401, например периметрических ребрах 402.
На фиг.4а показан узел x с фиг.4. На фиг.4а показана задняя сторона иллюстративного сегмента 400 пластины рафинера. В иллюстративных вариантах осуществления литые скошенные поверхности 425 могут располагаться между механически обработанными поверхностями (см. 210 и 220 на фиг.2), которые являются по существу ортогональными относительно механически обработанных поверхностей.
На фиг.5 показана иллюстративная литейная форма 500, в которой притупленные поверхности представляют собой скошенные притупленные поверхности 515. В других иллюстративных вариантах осуществления притупленные поверхности могут представлять собой скругленные притупленные поверхности. Литейная форма может представлять собой позитивную форму конечного сегмента пластины рафинера. Песок или другой такой подходящий материал обычно насыпается в литейной форму 500 и уплотняется, чтобы образовать песчаную форму (не показана), которая представляет собой негативную форму сегмента пластины рафинера. Расплавленный металл обычно заливается в эту форму для создания литого сегмента пластины рафинера (см. фиг.4). Скошенные притупленные поверхности 515 располагаются на участках литейной формы, которые иным образом образовывали бы соединение между механически обработанными металлическими поверхностями на пластине рафинера. Эти соединения могут образовываться по существу ортогональными механически обработанными поверхностями (см. 210 и 220 на фиг.2). В других иллюстративных вариантах осуществления эти соединения могут образовываться механически обработанными поверхностями, которые образуют острые или тупые углы относительно соседних механически обработанных поверхностей.
Хотя предпочтительные варианты осуществления были показаны и описаны, различные модификации и замены могут быть выполнены относительно них, не выходя за пределы идеи и объема изобретения. Соответственно, следует понимать, что настоящее изобретение было описано в качестве иллюстрации, а не ограничения.
Изобретение относится к формированию сегмента пластины для механического рафинера или диспергатора. Осуществляют отливку сегмента пластины. Сегмент пластины имеет переднюю сторону, имеющую размалывающую поверхность, и заднюю сторону, имеющую третью литую поверхность, расположенную на соединении между первой литой поверхностью и второй литой поверхностью. Первая литая поверхность является перпендикулярной относительно второй литой поверхности. Осуществляют механическую обработку первой литой верхней поверхности и механическую обработку второй литой поверхности. Третья литая поверхность остается между первой механически обработанной поверхностью и второй механически обработанной поверхностью. В результате уменьшается возможность образования острых краев на сегменте. 2 н. и 18 з.п. ф-лы, 5 ил.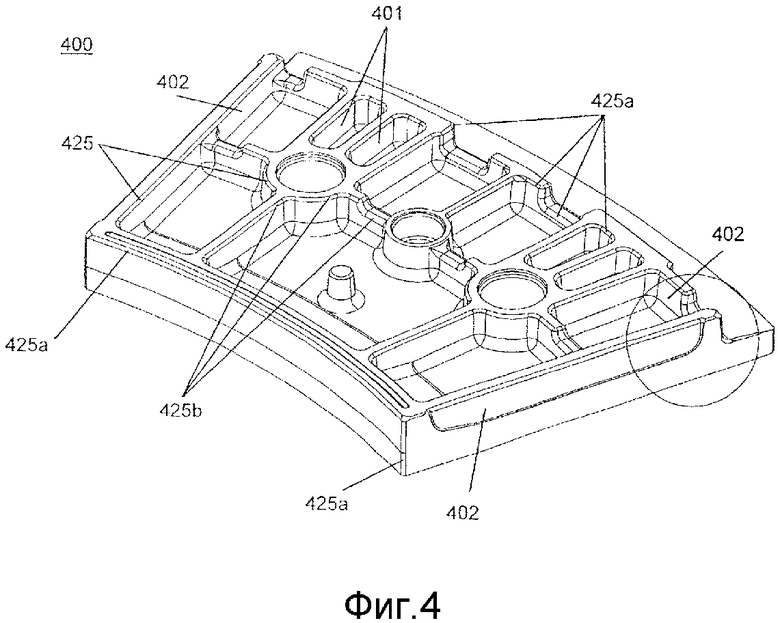
1. Способ формирования сегмента пластины для механического рафинера, предназначенного для размалывания лигноцеллюлозного материала, или для диспергатора, предназначенного для диспергирования повторно используемого бумажного или упаковочного материала, содержащий
отливку сегмента пластины, причем сегмент пластины имеет переднюю сторону, имеющую размалывающую поверхность, выполненную с возможностью образования волокон материала, направляемого через механический рафинер или диспергатор, и заднюю сторону, имеющую третью литую поверхность, расположенную на соединении между первой литой поверхностью и второй литой поверхностью, причем первая литая поверхность является по существу перпендикулярной относительно второй литой поверхности;
механическую обработку первой литой верхней поверхности для формирования первой механически обработанной поверхности;
механическую обработку второй литой поверхности для формирования второй механически обработанной поверхности, причем третья литая поверхность остается после механической обработки первой литой поверхности и второй литой поверхности, при этом третья литая поверхность остается между первой механически обработанной поверхностью и второй механически обработанной поверхностью.
2. Способ по п.1, в котором при механической обработке первой литой поверхности удаляют около 1 мм от первой литой поверхности для формирования первой механически обработанной поверхности.
3. Способ по п.1, в котором при механической обработке второй литой поверхности удаляют около 1 мм от второй литой поверхности для формирования второй механически обработанной поверхности.
4. Способ по п.1, в котором третья литая поверхность, остающаяся после этапов механической обработки, представляет собой литую притупленную поверхность.
5. Способ по п.4, в котором литая притупленная поверхность представляет собой литую скругленную поверхность.
6. Способ по п.4, в котором литая притупленная поверхность представляет собой литую скошенную поверхность.
7. Способ по п.6, в котором литая скошенная поверхность образует угол θ при пересечении первой механически обработанной поверхности и третьей литой поверхности, при этом угол θ составляет от 105 градусов до 165 градусов.
8. Способ по п.6, в котором литая скошенная поверхность образует угол θ при пересечении второй механически обработанной поверхности и третьей литой поверхности, при этом угол θ составляет от 105 градусов до 165 градусов.
9. Способ по п.4, в котором литая притупленная поверхность продолжается вдоль периметра на задней стороне сегмента пластины.
10. Способ по п.4, в котором литая притупленная поверхность находится на корпусном соединении, при этом первая механически обработанная поверхность и вторая механически обработанная поверхность представляют собой поверхности ребра на задней стороне сегмента пластины.
11. Способ по п.1, в котором третья литая поверхность имеет радиус, в 1,5-2,5 раза больший глубины всего литого материала, удаляемого во время механической обработки первой литой поверхности и второй литой поверхности.
12. Способ по п.1, дополнительно содержащий заполнение литейной формы песком для формирования негативной формы сегмента пластины, причем литейная форма представляет собой позитивную форму сегмента пластины, при этом литейная форма содержит притупленную поверхность, соответствующую третьей литой поверхности сегмента пластины.
13. Способ по п.12, дополнительно содержащий удаление литейной формы от негативной формы перед заливкой расплавленного металла в негативную форму и обеспечение возможности охлаждения расплавленного металла для формования сегмента пластины.
14. Способ по п.12, в котором литейная форма дополнительно содержит внешние соединения, выбранные из группы, состоящей из периметрических соединений, соответствующих периметрическим соединениям на задней стороне сегмента пластины, и корпусных соединений, соответствующих корпусным соединениям на задней стороне сегмента пластины, причем корпусные соединения на задней стороне сегмента пластины не являются периметрическими соединениями.
15. Способ по п.1, в котором сегмент пластины дополнительно содержит внешние соединения, выбранные из группы, состоящей из периметрических соединений на задней стороне сегмента пластины, периметрических соединений на передней стороне сегмента пластины и корпусных соединений на задней стороне сегмента пластины, причем корпусные соединения на задней стороне сегмента пластины не являются периметрическими соединениями.
16. Способ формирования сегмента пластины для механического рафинера, предназначенного для размалывания лигноцеллюлозного материала, или для диспергатора, предназначенного для диспергирования повторно используемого бумажного или упаковочного материала, содержащий:
отливку сегмента пластины, причем сегмент пластины имеет переднюю сторону, имеющую размалывающую поверхность, выполненную с возможностью образования волокон материала, направляемого через механический рафинер или диспергатор, и заднюю сторону, имеющую третью литую поверхность, расположенную на соединении между первой литой поверхностью и второй литой поверхностью; и
механическую обработку первой литой верхней поверхности для формирования первой механически обработанной поверхности, причем третья литая поверхность остается после механической обработки первой литой поверхности, при этом третья литая поверхность отделяет первую механически обработанную поверхность от второй литой поверхности.
17. Способ по п.16, в котором соединение между первой литой поверхностью и второй литой поверхностью представляет собой корпусное соединение.
18. Способ по п.16, дополнительно содержащий механическую обработку второй литой верхней поверхности для формирования второй механически обработанной поверхности.
19. Способ по п.18, в котором соединение между первой литой поверхностью и второй литой поверхностью представляет собой внешнее соединение, выбранное из группы, состоящей из периметрического соединения на задней стороне сегмента пластины и периметрического соединения на передней стороне сегмента пластины.
20. Способ по п.16, в котором первая литая поверхность является по существу перпендикулярной относительно второй литой поверхности.
| US 2002185560 A1, 12.12.2002 | |||
| ПЛАСТИНЫ РАФИНЕРА С НОЖАМИ В ФОРМЕ ЛОГАРИФМИЧЕСКОЙ СПИРАЛИ | 2003 |
|
RU2304022C2 |
| US 5251682 A, 12.10.1993. | |||

