Область техники, к которой относится изобретение
Настоящее изобретение относится к пластинам и сегментам пластины для рафинеров и дисперсеров (известных также как диспергаторы), используемых в процессах механического пульпирования и вторичной переработки бумаги для производства материала волокнистой массы и вторичного материала волокнистой массы для различных конечных нужд.
Предпосылки к созданию изобретения
В производстве материала волокнистой массы, предназначенного для изготовления бумаги или другого упаковочного материала на основе бумаги. Один обычный способ заключается в использовании механического рафинера. Механические рафинеры включают в себя, но этим не ограничены, рафинеры для обработки измельченного целлюлозного материала, такого как древесная щепа и т.д., чтобы получать волокнистую массу, а диспергаторы обычно используются при обработке вторичного бумажного материала. Механические рафинеры обычно включают в себя набор расположенных один против другого дисков, таких как пара плоских дисков, по меньшей мере один из которых вращается, пары конических дисков и сборки параллельных плоских и конических дисков. По мере того, как подаваемый материал движется через зазоры между расположенными один напротив другого дисками, находящиеся в материале волокна разделяются и дают рафинированную волокнистую массу, при этом, для того чтобы получить вторично используемый материал волокнистой массы, из бумаги могут удаляться красители и другие загрязнения.
Механические рафинеры, которые делают волокнистую массу из древесной щепы и другого измельченного целлюлозного материала, обычно называемые рафинерами, имеют пластины с ножами и канавками на лицевой стороне этих пластин. Пластины установлены на расположенных один напротив другого дисках. Зазор между пластинами с ножами и канавками образует типичный строгальный элемент, и образован между верхними гребнями ножей на противолежащих пластинах. Механические рафинеры, используемые для обработки вторично используемой бумаги и бумажного картонного материала, обычно называются диспергаторами или дисперсерами и имеют пластины с зубьями на лицевой стороне этих пластин. Зазор между противолежащими пластинами в дисперсере может иметь змеевидную форму, образованную взаимно зацепленными рядами зубьев на противолежащих лицевых сторонах пластин.
Действие размалывания или диспергирования имеет место, когда древесный материал, например, древесная щепа или вторично используемая бумага, заходит в зазор между дисками через отверстие в одной из пластин. Поданный материал посредством центробежной силы побуждается к радиальному движению наружу через этот зазор и между лицевыми сторонами пластин. Когда поданный материал перемещается через зазор, размалывающие или диспергирующие поверхности лицевых сторон действуют на этот материал, и он подвергается воздействию пульсирующих сил, обусловленных пересечением расположенных на пластинах ножей или зубьев.
Пластины могут быть образованы кольцевой сборкой сегментов пластин, установленных на дисках. Пластины обычно представляют собой кольцевой набор сегментов пластин, таких, как в форме сегментов пирога. Эти сегменты установлены бок о бок, образуя круговую пластину, смонтированную на установочной поверхности диска. Пластины имеют лицевую сторону с ножами и канавками, образующими в пульповом рафинере размалывающие поверхности, или с рядами зубьев, образующими в дисперсере размалывающие поверхности. Зазор в рафинере или в диспергаторе образован между лицевыми сторонами пластин расположенных один напротив другого дисков. Задние стороны пластин прикреплены к установочной поверхности диска. Болты и другие крепежные элементы удерживают эти пластины на установочной поверхности диска.
Сегменты пластин для обычного механического рафинера (способного обрабатывать поданный материал высокой, средней и низкой консистенции) или диспергатора (способного обрабатывать вторично используемый поданный материал) являются критичными компонентами рафинирующего или диспергирующего оборудования. Когда поданный материал перемещается через поверхность сегментов пластины, поверхность лицевых сторон сегментов пластины изнашивается. По мере того, как эти пластины изнашиваются, действие размалывания или диспергирования, выполняемое сегментами пластины, становится менее эффективным. Изношенные сегменты пластины должны быть заменены. В основном, сегменты пластины на рафинерах и диспергаторах периодически заменяют.
Типичный кольцевой набор сегментов пластин для рафинера или диспергатора включает в себя три (3) или двадцать четыре (24) одинаковых по размерам сегментов. При каждой смене платы все сегменты кольцевого набора сегментов пластины снимают и проверяют, установочные поверхности (поверхности дисков) чистят, и устанавливают новые сегменты. Сегменты пластин, которые могут быть использованы вновь, чистят, а изношенные сегменты заменяют новыми сегментами; обычно заменяют все сегменты, но бывают моменты, когда некоторые сегменты пластины могут быть очищены и использованы повторно. Очищенные и новые сегменты устанавливают один за другим на установочную поверхность диска. Установка каждого сегмента требует использования процесса регулировки подкладками, чтобы соблюдать одинаковый промежуток между сегментами. Установка также связана с приложением к крепежным элементам, прикрепляющим сегменты к установочной поверхности диска, соответствующего крутящего момента.
Рафинеры и диспергаторы обычно имеют две кольцевые пластины, установленные в рафинере одна напротив другой. В спаренных рафинерах или в спаренных диспергаторах могут быть четыре пластины, установленные на двух противолежащих парах пластин. Рафинер или диспергатор может иметь один ротор (который в спаренном рафинере или диспергаторе может быть двухсторонним ротором), направленный в сторону неподвижного статора. Альтернативно, рафинер или диспергатор может иметь расположенные друг против друга роторы с противовращением. Независимо от конкретной конфигурации диска прикрепленные к дискам сегменты пластины периодически заменяют. Замена сегмента пластины необходима, поскольку размалывающая или диспергирующая поверхность на сегментах изнашивается абразивной сущностью поданного материала, трущегося об эти поверхности. Изношенная размалывающая или диспергирующая поверхность снижает эффективность рафинера и диспергатора.
Сегменты пластины обычно должны быть жесткими и конструктивно прочными. Сегменты пластины должны удерживать лицевые стороны, которые содержат множество ножей и канавок для рафинеров и зубьев для диспергаторов, которые подвержены непрерывному воздействию процесса размалывания или диспергирования абразивного подаваемого материала, когда они взаимодействуют с этим подаваемым материалом, центробежных сил в рафинере или диспергаторе, и напряжениям от крепежных элементов, например, от болтов, которые прикрепляют сегменты к установочной поверхности диска. Минимальная толщина пластины обычно лежит в диапазоне от 1,0 до 1,5 дюймов (от 25 до 38 миллиметров (мм)). Дополнительно, задняя сторона сегментов пластины обычно имеет сетку выступающих ребер, окружающих болтовые отверстия стоек и других выступающих структур для обеспечения конструктивной опоры для сегментов и для обеспечения прилегания так, что садится на установочную поверхность диска.
Требуемая толщина и совокупность выступающих структур на сегментах пластин вносят существенный вклад в массу сегментов. Эти сегменты образованы посредством литья формующего металла. Отлитые сегменты пластин, как правило, имеют большую массу (то есть, тяжелые по весу), что затрудняет обращение с литыми сегментами пластин, когда необходима их замена. Большая масса сегментов пластин увеличивает стоимость литья из-за стоимости большого количества металла, стоимости доставки и стоимости обращения и установки этих сегментов на диск. Желательно изготавливать сегмент пластины, используя меньшее количество металла при одновременном удовлетворении монтажных и конструктивных требований, необходимых для получения конструктивно прочного и жесткого сегмента.
Краткое описание изобретения
Сегмент пластины, пригодный для использования в качестве сегментов пластин механического рафинера и сегментов пластин диспергатора, был задуман как имеющий уменьшенную массу (то есть, более легким по весу). Уменьшение по массе достигнуто минимизацией сетки выступающих ребер и других выступающих структур на задней стороне (не измельчающая и не размалывающая поверхность) обычного сегмента пластины. Новый легковесный сегмент пластины имеет достаточную прочность, чтобы удерживать измельчающие и размалывающие поверхности на передней стороне сегмента без чрезмерно повышенного риска разрушения сегмента.
Новый сегмент пластины может не иметь обычных ребер вдоль краев сегмента, ребер внешнего диаметра (называемых также опорным материалом) и многих (но не всех) обычных ребер усиления или опорного материала. Минимизация совокупности выступающих ребер и других структур сокращает вес сегмента пластины на от 20 до 40 процентов по сравнению с обычными сегментами пластины. Используя раскрытое здесь изобретение, совокупность ребер и других выступающих структур на задней стороне обычного сегмента пластины может быть получена без отрицательного влияния на конструктивную целостность и жесткость сегментов пластины.
Новый сегмент пластины был задуман как сконфигурированный для установки на диск диспергатора или рафинера для измельченного целлюлозного материала, при этом сегмент содержит лицевую сторону, включающую в себя диспергирующие зубья или размалывающие ножи; заднюю сторону, включающую в себя выступающую стойку, окружающую структуру установки крепежного элемента, и выступающий участок позиционирования пластины, а также боковые края, где между боковыми краями продолжаются два - радиально внешний край и радиально внутренний край, при этом задняя сторона не имеет выступающих структур вдоль боковых краев.
Краткое описание чертежей
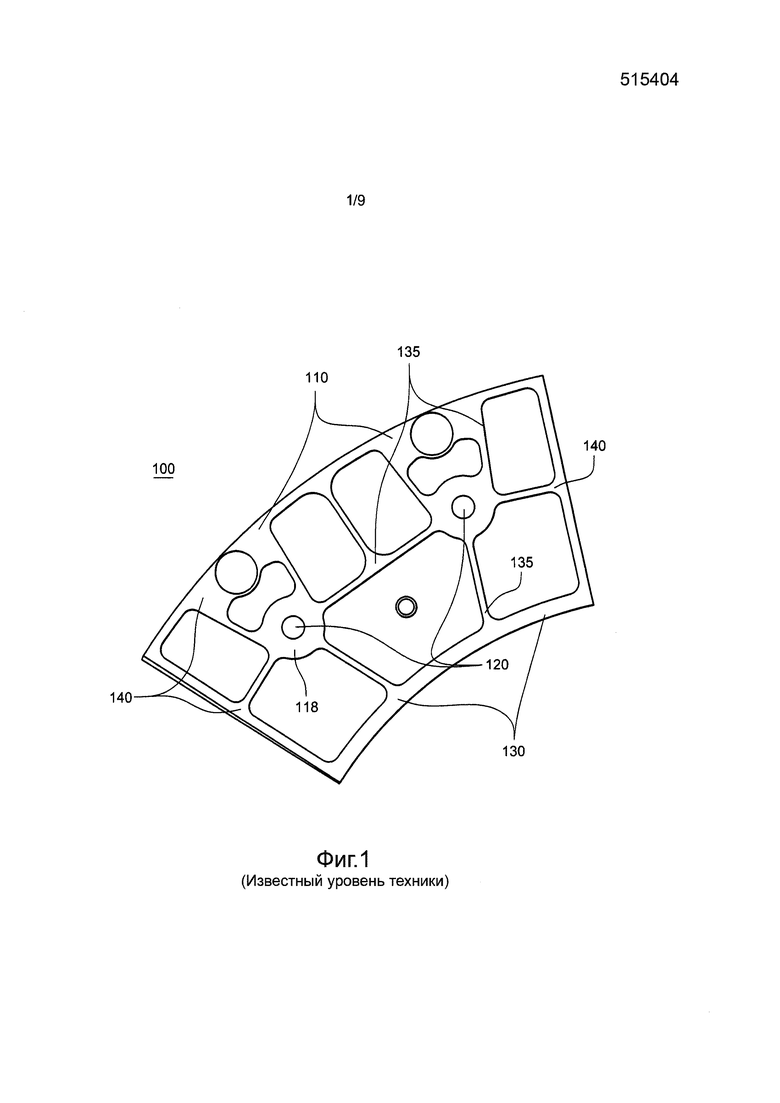
Фиг. 1 - вид в перспективе задней поверхности обычного сегмента пластины, пригодного для рафинера или диспергатора, в котором задняя поверхность включает в себя совокупность выступающих ребер и других выступающих структур.
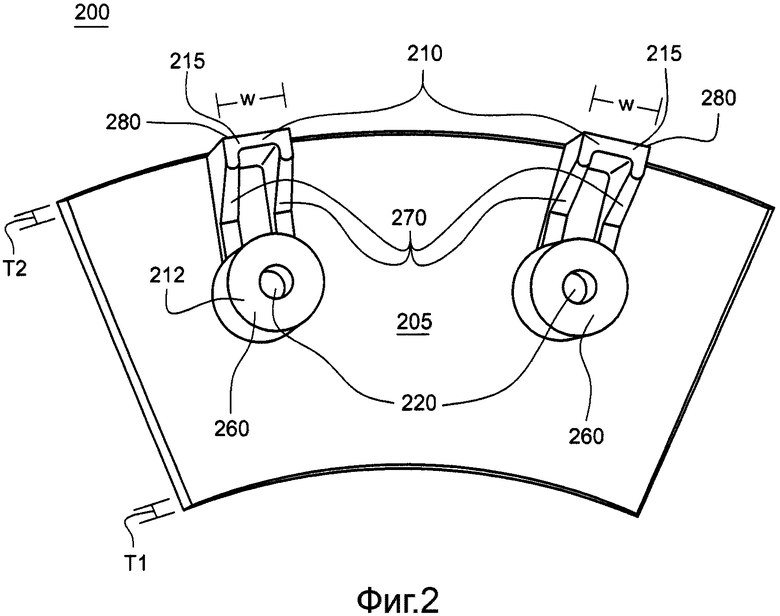
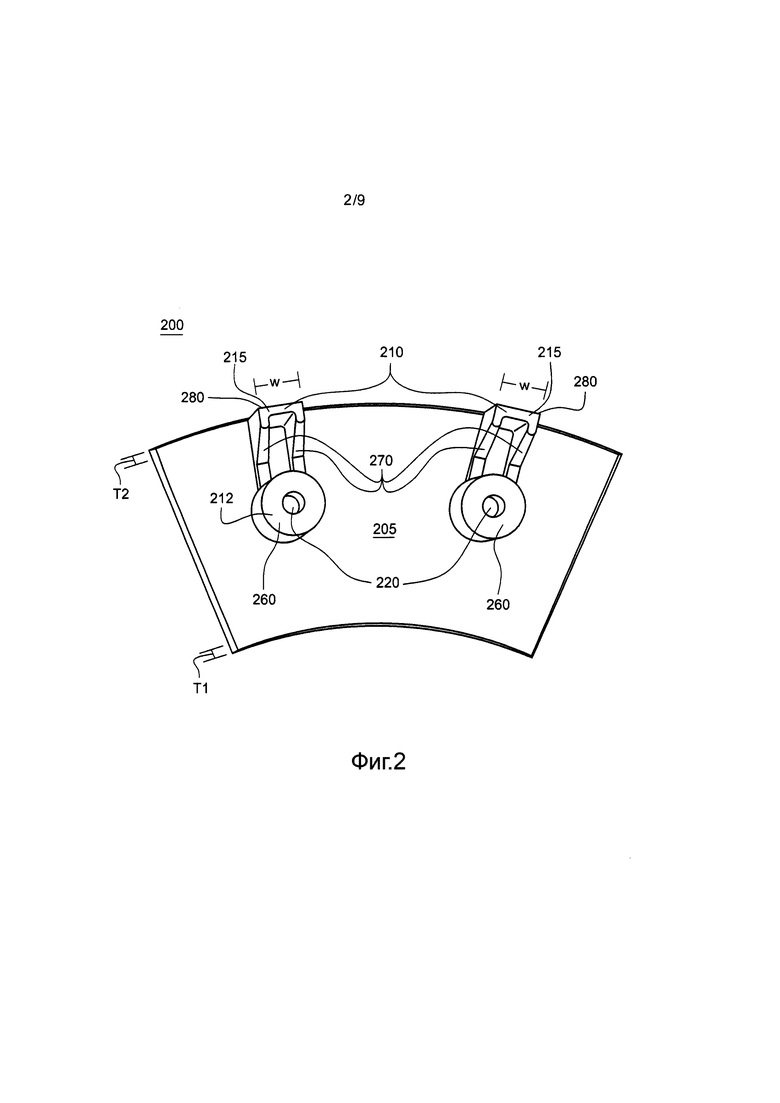
Фиг. 2 - вид в перспективе задней поверхности нового сегмента пластины, пригодного для рафинера или диспергатора, в котором задняя поверхность не имеет показанных на фиг. 1 выступающих ребер, а имеет выступающие стойки отверстий под болты и ребра позиционирования пластины, выставленные соосно со стойками.
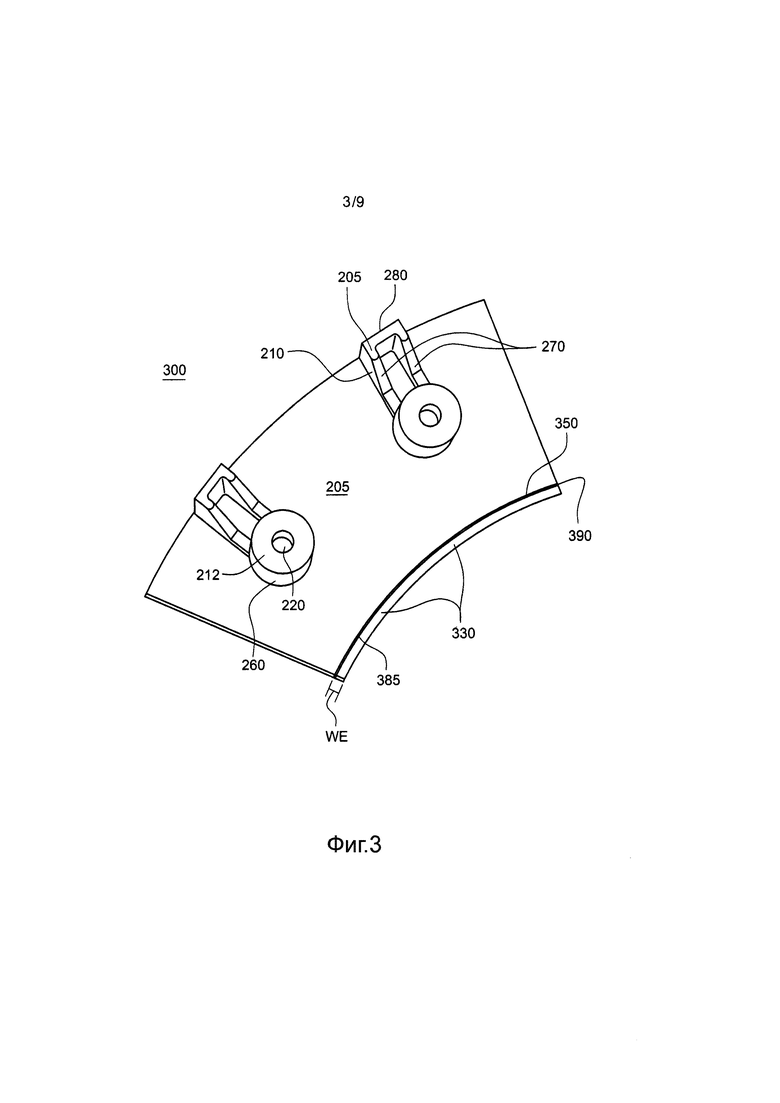
Фиг. 3 - вид в перспективе другого нового сегмента пластины, включающего в себя кольцевую часть вдоль внутреннего края сегмента.
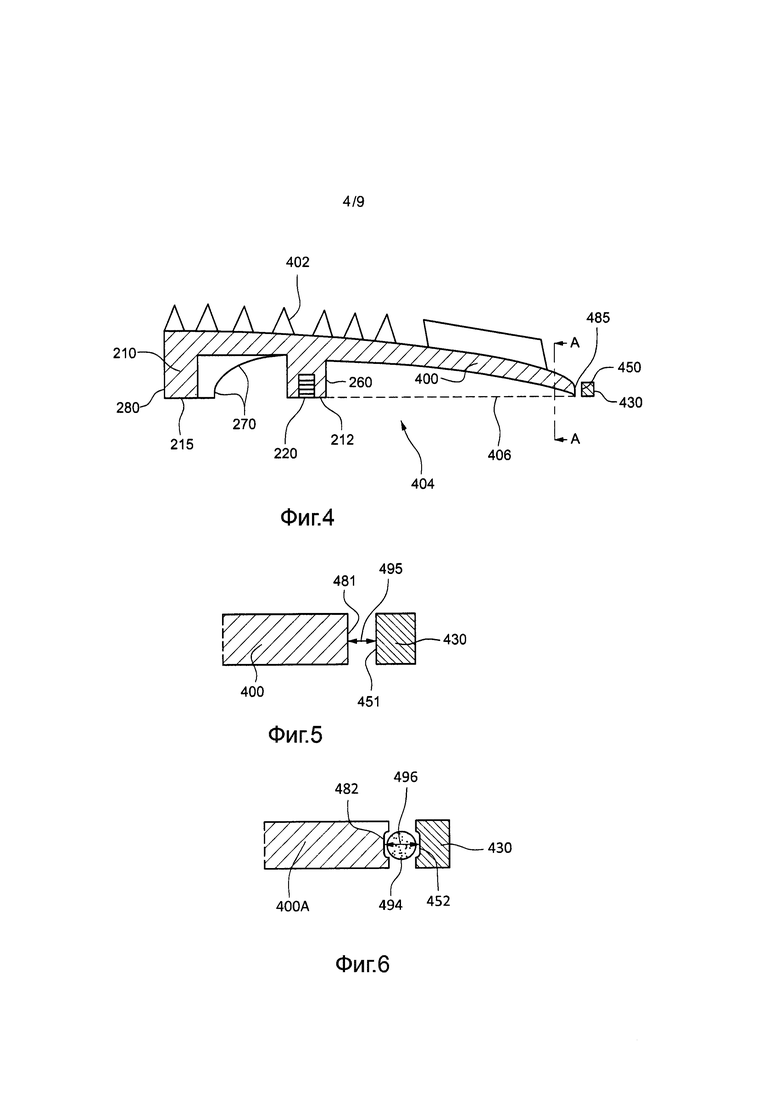
Фиг. 4 - вид сбоку в разрезе нового сегмента пластины, с кольцевой частью, отделенной от части внутреннего края, определенной линией A-A.
Фиг. 5 - вид сбоку в разрезе первого варианта исполнения кольцевой части и части внутреннего края.
Фиг. 6 - вид сбоку в разрезе второго варианта исполнения кольцевой части и части внутреннего края, где образованное пазом пространство на поверхностях внутреннего края направлено в сторону образованного пазом пространства на кольцевой части.
Фиг. 7 - вид сбоку в разрезе третьего варианта исполнения кольцевой части и части внутреннего края, где кольцевая часть и часть внутреннего края имеют взаимно упирающиеся наклонные поверхности.
Фиг. 8 - вид сбоку в разрезе четвертого варианта исполнения кольцевой части и части внутреннего края, где кольцевая часть и часть внутреннего края имеют взаимно упирающиеся наклонные поверхности.
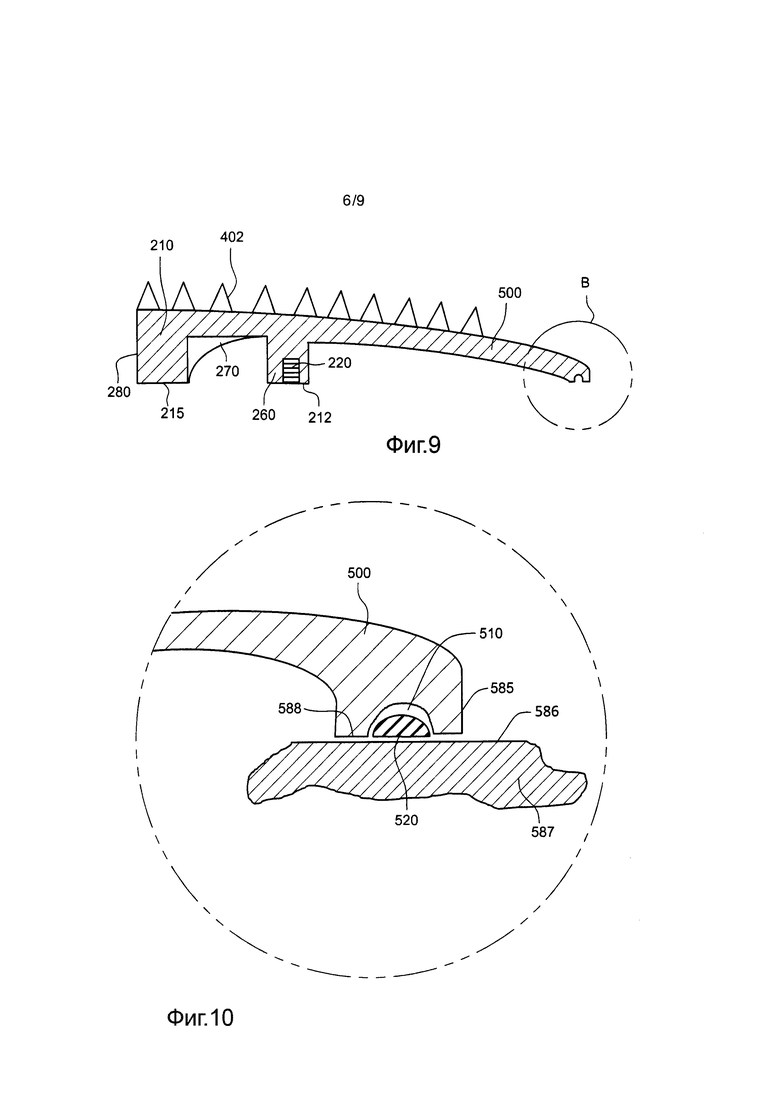
Фиг. 9 - вид сбоку в разрезе другого варианта исполнения нового сегмента пластины с частью внутреннего края, определенного круговой областью В.
Фиг. 10 - вид сбоку в разрезе части внутреннего края, показанной на фиг. 9, упирающейся в установочную поверхность диска.
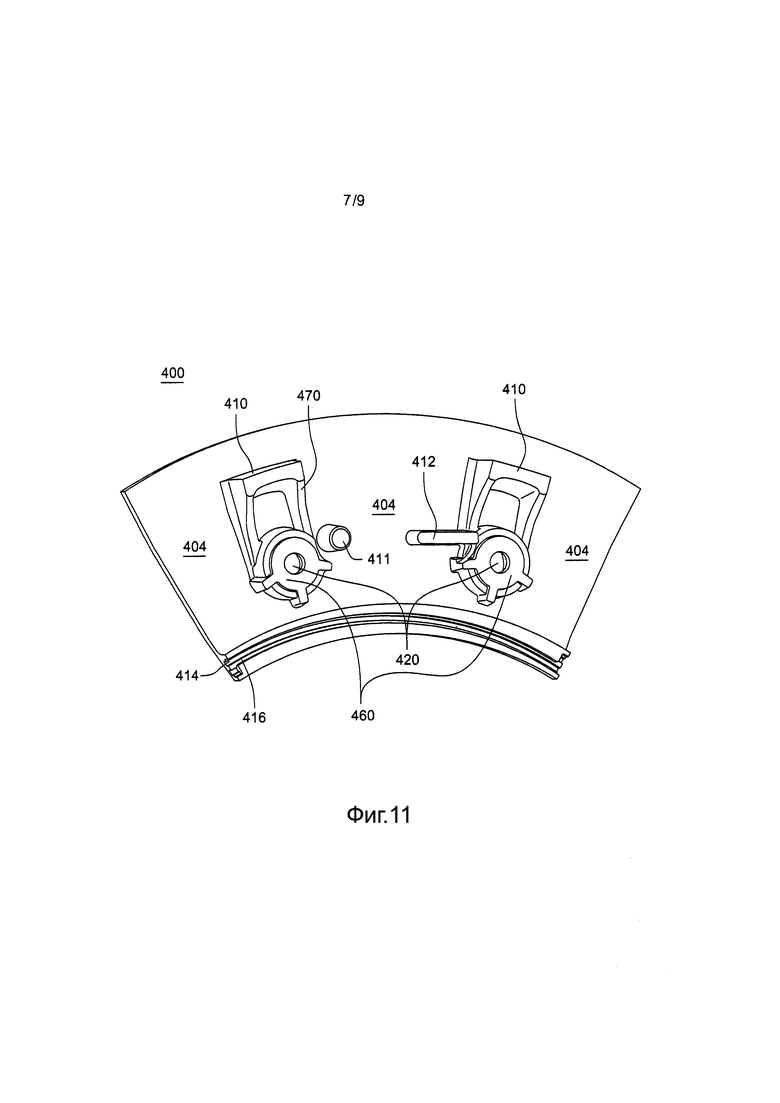
Фиг. 11 - вид в перспективе другого варианта исполнения нового сегмента пластины, включающего в себя кольцевую часть вдоль внутреннего края сегмента.
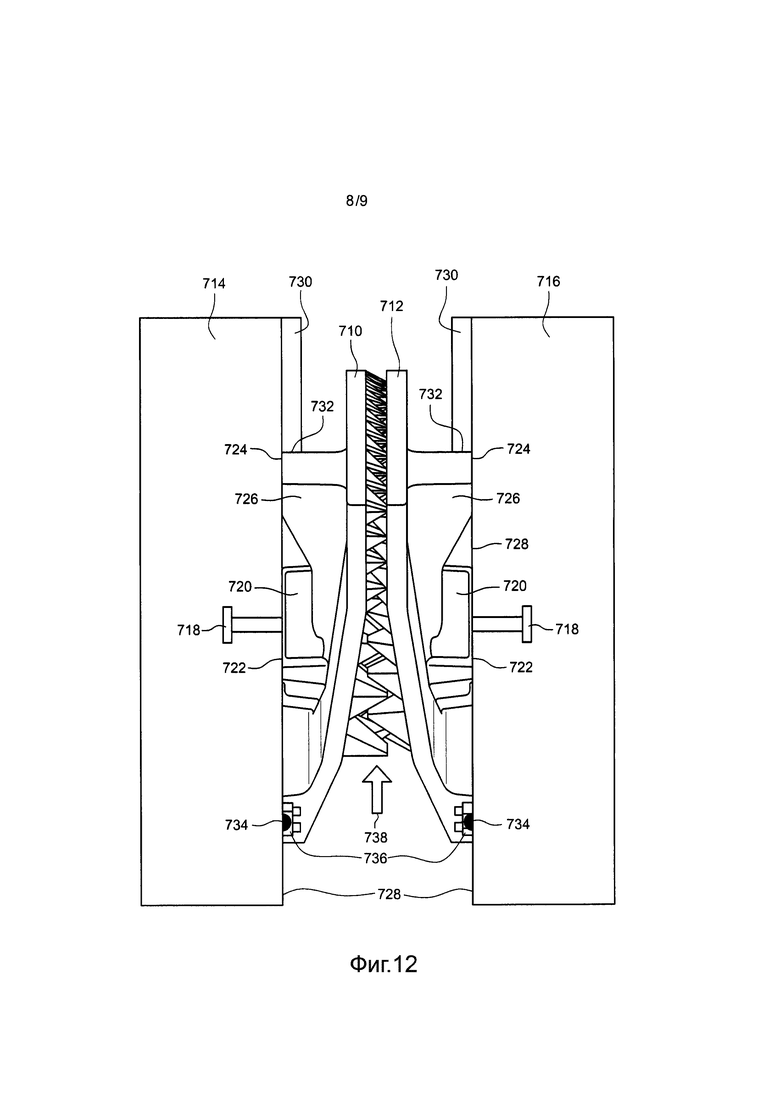
Фиг. 12 - вид сбоку расположенных один против другого сегментов пластины, каждый из которых установлен на установочной поверхности диска.
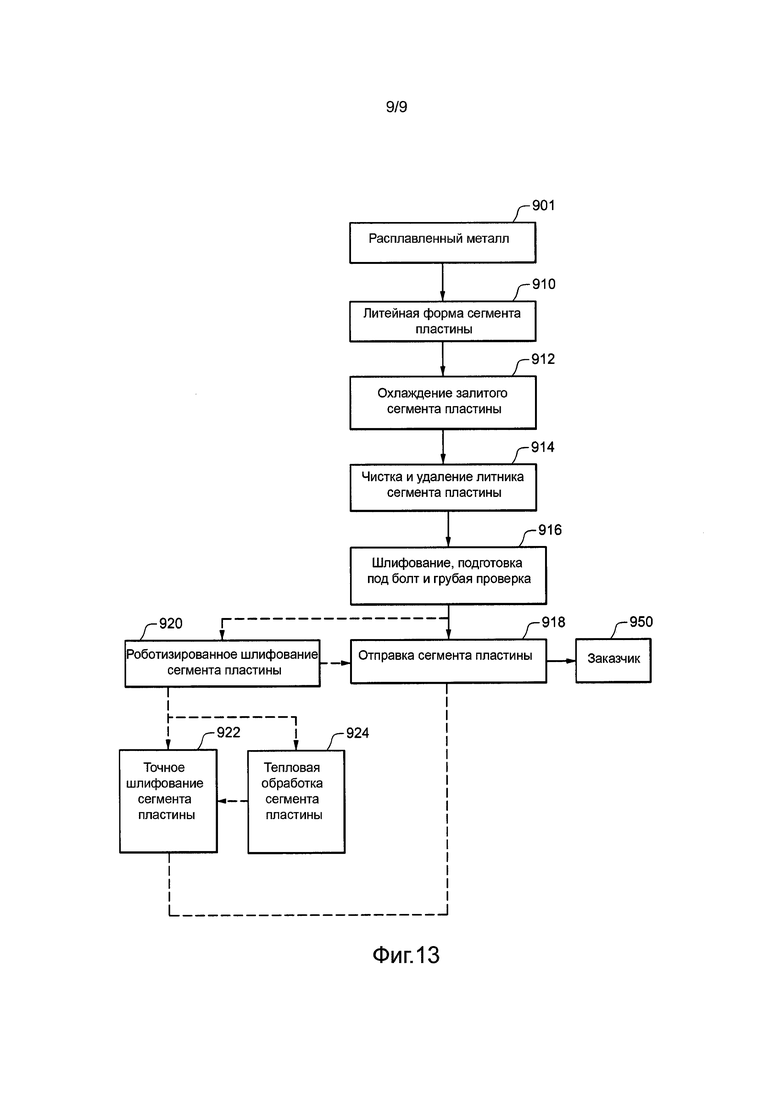
Фиг. 13 - блок-схема способа формирования сегмента пластины.
Подробное описание изобретения
Целью является предложить сегмент пластины рафинера или диспергатора с удаленной с задней поверхности пластины (то есть, с поверхности, смежной с поверхностью диска) массой (то есть, весом) при сохранении прочности, требуемой, чтобы обеспечить размалывающие или диспергирующие действия без конструктивных повреждений сегментов пластины.
Фиг. 1 показывает заднюю поверхность обычного сегмента 100 пластины. На задней поверхности сформирована совокупность ребер 110 и других выступающих областей. Эта совокупность включает в себя выступающие стойки 118, окружающие отверстия 120 под болты, краевые ребра 140 вдоль радиально идущих внешних краев сегмента пластины, внутренние ребра, а также выступающие структуры 135 и кольцевой сегмент 130 кольца по радиально вогнутому краю сегмента. Совокупность ребер 110 предназначена, чтобы обеспечить конструктивную опору и жесткость обычного сегмента пластины, чтобы уменьшить риск того, что сегмент разрушится, и чтобы обеспечить опорные поверхности, которые упираются в установочную поверхность диска.
Предназначенные функции, которые выполняются посредством совокупности ребер 110, основаны на общепринятом понимании, что такая совокупность на сегменте пластины необходима. Авторы раскрытых здесь легковесных сегментов пластины отошли от общепринятого понимания. Авторы поняли, что обычная совокупность ребер и других выступающих областей может быть заменена уменьшенной конфигурацией из опорных стоек для каждого из отверстий под болт и опорной полоской, связанной с каждой стойкой.
Задняя поверхность нового сегмента пластины, который имеет уменьшенную массу, включает в себя выступающие стойки и выступающие участки позиционирования пластины. Каждая выступающая стойка окружает одно из отверстий под болт и имеет установочную поверхность, упирающуюся в установочную поверхность диска. Выступающие участки позиционирования пластины также являются установочными поверхностями, которые помещаются напротив установочной поверхности диска. Эти стойки и участки позиционирования пластины обеспечивают достаточные установочные поверхности, чтобы удерживать сегмент пластины на установочной поверхности диска. Кроме того, они обеспечивают конструктивную опору для сегмента пластины.
Стойки и участки позиционирования пластины фиксируют положение сегмента пластины относительно сегмента пластины. Стойки и участки позиционирования пластины могут иметь только такие поверхности на сегменте пластины, которые упираются в установочные поверхности диска. Внутренний кольцевой сегмент (дугообразный край) на сегменте пластины также может упираться в установочную поверхность диска и фиксировать сегмент пластины к диску. Стойки, участки позиционирования пластины и внутренний кольцевой сегмент удерживают сегменты пластины. Другие выступающие структуры на задней поверхности не являются необходимыми для удержания сегментов пластины.
Был разработан легковесный сегмент пластины рафинера или диспергатора, содержащий радиально внутренний и внешний края; лицевую поверхность с размалывающими или диспергирующими элементами, при этом задняя поверхность включает в себя стойку, обеспечивающую отверстие под болт, и выступающий участок позиционирования пластины, где стойка и участок позиционирования пластины включают в себя поверхности, сконфигурированные так, чтобы они упирались в установочную поверхность диска.
В одном варианте исполнения этого легковесного сегмента пластины удален материал с задней стороны этого сегмента, в частности весь боковой опорный материал и опорный материал внешнего диаметра, ребра, или опорный материал в виде полосок, или массу сплошного материала, а также удалена бóльшая часть, но не все, усиливающих ребер или опорного материала, кроме тех, что удерживают участки позиционирования пластины. Этот вариант исполнения делает возможным сокращение общего веса сегмента пластины. Легковесный сегмент пластины является менее дорогим в производстве, более простым и менее дорогим в транспортировке, более простым в обращении (требуется меньшей рабочей силы для перемещения и установки пластин), более быстрым в установке и более безопасным как на производственных предприятиях, так и на предприятиях заказчика. Этот легковесный сегмент пластины позволяет заказчикам дополнительно оптимизировать свои рабочие процессы и процессы технического обслуживания обеспечением гибкости частоты замен сегментов пластины, поскольку эти сегменты пластины заменяются более быстро, более легко и безопаснее, тем самым сокращая связанные с их заменой затраты.
В одном варианте исполнения изобретения удалены бортики или края сегмента пластины, за исключением бортика или края, направленного в сторону потока подачи (такого как внутренняя периферия или диаметр). То есть удалены три из четырех бортиков или краев. Удаление этих бортиков или краев сегмента пластины (трех из четырех бортиков или краев) приводит к еще большему сокращению веса сегмента пластины.
Бортик на внутренней периферии или диаметре сегментов пластины остается таким, что при этом на внутреннем диаметре сегментов пластин образовано кольцо (называемое внутренним кольцом или лицевым кольцом). Внутренний периферийный бортик является важным для обеспечения уплотнения. Это внутреннее кольцо может быть сформировано как один элемент и способствует позиционированию сегмента пластины на диске. Внутреннее кольцо может быть одной цельной кольцевой частью на радиально вогнутом крае сегмента пластины. Внутреннее кольцо позволяет улучшить согласованное примыкание сегментов пластины к установочной поверхности диска, тем самым превращая ровную непрерывную последовательность сегментов пластины в завершенную пластину.
В образованном пазами промежутке величиной около от 0,5 до 2,5 мм между внутренним кольцом и диском может находиться уплотнение. Уплотнение может быть сформировано из подходящего материала, такого как мягкий гибкий уплотнительный материал или твердый уплотнительный материал типа "металл по металлу".
Легковесные сегменты пластины, как правило, являются более простыми и более безопасными в обращении, менее дорогими в производстве, и оказывают на диск меньшие усилия. Замена обычных сегментов пластины на легковесные сегменты пластины может быть выполнена быстро. Вследствие их более легкого веса существует меньше риска физического травмирования персонала размольного аппарата и персонала, связанного с производством легковесных сегментов пластины. Легковесные сегменты пластины могут быть быстрее перенесены на диски и установлены на них по сравнению с обычными более тяжелыми сегментами пластины.
Поскольку легковесные сегменты пластины могут быть легко и быстро заменены, то период между заменами пластины может быть сокращен без увеличения по существу общего времени простоя рафинера или диспергатора. Поскольку сегменты пластины могут заменяться более часто без уменьшения рабочего времени станка, то состояние поверхности этих сегментов пластины в течение рабочего периода станка - лучше, чем обычных с массивной задней стороной тяжелых сегментов пластины. Таким образом, использование в рафинерах или в диспергаторах новых легковесных сегментов пластины делает возможным более качественное размалывание (то есть, истирание волокон) или диспергирование (то есть, разрушение загрязнителей с последующим удалением), что приводит к получению улучшенного конечного продукта.
Фиг. 2 показывает заднюю поверхность легковесного сегмента 200 пластины для сегмента пластины в соответствии с одним вариантом исполнения изобретения (позиционные обозначения для частей, подобных частям на фиг. 1, - те же самые). Было обнаружено, что с обычного сегмента пластины может быть удалено значительное количество массы (то есть, веса) без потери конструктивного единства, в то же время, обеспечивая легковесный сегмент 200 пластины.
Задняя поверхность легковесного сегмента 200 пластины является по существу плоской поверхностью 205, которая имеет толщину Т1, Т2, подобную толщине самого узкого места по толщине обычного сегмента пластины. Плоская поверхность 205 может быть действительно плоской или может иметь малую кривизну вдоль радиального направления. Толщина Т1, Т2 легковесного сегмента 200 пластины может быть по существу постоянной по плоской поверхности 205, или же толщина Т1, Т2 может постепенно утончаться в радиальном направлении наружу. Например, Т1 может быть больше, чем Т2 на коэффициент от 1,2 до 1,5. Толщина Т1, Т2 может быть измерена от плоской поверхности 205 обратной стороны до лицевой поверхности и, в частности, до дна канавок между ножами на лицевой поверхности или до установочной поверхности у основания зубьев на лицевой поверхности. Толщина Т1, Т2 может быть в диапазоне от 1,0 до 1,5 дюймов (от 25 до 38 миллиметров (мм)).
Задняя поверхность легковесного сегмента 200 пластины не имеет обычной протяженной совокупности ребер 110 и других выступающих поверхностей, таких как показанных на фиг. 1. В частности, сегмент 200 лишен выступающих краевых ребер 140. Внутренние ребра 270 сведены к ребрам, продолжающимся от стоек 260, окружающих отверстия 220 под болты. Поверхности на задней стороне, которые упираются в установочную поверхность диска (см. фиг. 5) могут быть сведены к верхним поверхностям стоек 260 и к верхним и боковым поверхностям участков позиционирования пластины, которые направлены радиально наружу от стоек 260. Другие поверхности задней стороны, такие как по существу плоская поверхность 205, могут не касаться поверхности диска, которая расположена против задней поверхности. Вдоль радиально вогнутого края сегмента пластины может быть включена внутренняя кольцевая часть (см. фиг. 3-12). Внутренняя кольцевая часть тоже может упираться в поверхность установочной поверхности 205 диска.
Участки 210 позиционирования пластины и стойки 260, окружающие каждое из отверстий 220 под болты, могут быть основными выступающими частями на задней стороне легковесного сегмента 200 пластины. Участки 210 позиционирования пластины и стойки 260 могут также включать в себя контактные поверхности 212, 215, которые упираются в установочную поверхность 205 диска и удерживают сегмент пластины, когда он прикреплен к установочной поверхности диска. Если установочная поверхность диска имеет плоскую контактную поверхность, тогда контактные поверхности 212 на стойках 260 и контактные поверхности 215 на участках 210 позиционирования пластины могут быть по существу плоскими и лежать в общей плоскости. Альтернативно, если установочная поверхность диска является конической, то контактные поверхности 212, 215 могут соответствовать конической поверхности. Контактные поверхности 212, 215 взаимодействуют с болтовыми крепежными элементами для выравнивания легковесных сегментов 200 пластины относительно установочной поверхности диска, кроме того, болтовые крепежные элементы и контактные поверхности 212, 215 несут в себе силы, приложенные к легковесным сегментам 200 пластины.
Участки 210 позиционирования пластины могут также иметь внешнюю боковую стенку с контактной поверхностью 280, которая упирается в кольцо или в стойку 260 на установочной поверхности диска. Боковые контактные поверхности 280 выравнивают радиальное положение сегмента пластины на установочной поверхности диска и несут в себе радиальные силы, приложенные к сегменту 200 пластины. Боковые контактные поверхности 280 заменяют "упорные площадки" обычных сегментов пластины.
Участки 210 позиционирования пластины могут находиться на радиальном внешнем краю сегмента 200 пластины или на задней поверхности между внешним краем и стойкой 260. Каждый участок 210 позиционирования пластины может быть выровнен в радиальном направлении со стойкой 260 таким образом, чтобы радиальная линия от оси диска, к которому прикреплен сегмент 200 пластины, проходила и через стойку 260, и через участок 210 позиционирования пластины. От стойки 260 к участкам 210 позиционирования пластины продолжаются ребра, такие как параллельные ребра 270. Ребра 270 могут иметь высоту, меньшую, чем высота стойки 260 или участка 210 позиционирования пластины. Ребра 270 могут быть также парой ребер 270, продолжающихся от стойки 260 к участкам 210 позиционирования пластины. Эти ребра 270 обеспечивают конструктивную опору для участков 210 позиционирования пластины и стоек 260. Ребра 270 могут продолжаться вдоль радиальных линий от оси диска или же могут быть параллельной парой ребер 270.
В некоторых вариантах исполнения ребра 270 могут иметь такую же высоту, что и внешние периферийные участки 210 позиционирования пластины (элементы из сплошного материала), и могут заканчиваться у стойки 260, где высота конца у участка 210 позиционирования пластины находится в диапазоне между высотой стойки 260 и половиной высоты стойки 260.
Ширина W контактной поверхности 215 на участках 210 позиционирования пластины может по существу находиться, например, в пределах 20 процентов от диаметра стойки 260. Например, ширина W контактной поверхности 215 и диаметр стойки 260 могут быть в диапазоне от 3 мм до 30 мм. Высота участка 210 позиционирования пластины и стойки 260 также может по существу находиться, например, в пределах 20 процентов, в том же самом или в диапазоне от 2 мм до 50 мм.
Фиг. 3 показывает заднюю поверхность второго варианта исполнения легковесного сегмента 300 пластины (позиционные обозначения для частей, подобных частям на фиг. 2, - те же самые). Внутреннее кольцо 330 опирается на радиально вогнутый край легковесного сегмента 300 пластины. Это внутреннее кольцо 330 может быть кольцевым ободом, прикрепленным к установочной поверхности диска, чтобы создать упорную поверхность для внутренних краев легковесного сегмента 300 пластины. В другом варианте исполнения внутреннее кольцо 330 может быть отдельным от установочной поверхности диска. Это внутреннее кольцо 330 образует преграду или уплотнение между установочной поверхностью диска и легковесным сегментом 300 пластины для предотвращения прохождения несвязанного подаваемого материала и мусора в область между задней стороной легковесного сегмента 300 пластины и установочной поверхностью диска.
Внутреннее кольцо 330 может быть компонентом, отдельным от легковесного сегмента 300 пластины, чтобы избежать добавления массы к сегменту пластины. Внутреннее кольцо 330 может быть цельным кольцевым ободом, который посажен вокруг центрального колпака (не показан) рафинера или диспергатора. Внутреннее кольцо 330 может иметь ширину WЕ приблизительно в 1 дюйм (25 мм), и высоту, по существу такую же, что и толщина легковесного сегмента 300 пластины по внутреннему краю 385 легковесного сегмента 300 пластины. Между внутренним краем 385 легковесного сегмента 300 пластины и внешним краем 350 внутреннего кольца 330 может быть помещено уплотнение 390. Это уплотнение 390 выполнено из подходящего материала (материала, способного противостоять рабочему окружению рафинера или диспергатора по температуре, химическим компонентам и т.д.).
Во время производства, например, отливки легковесных сегментов 300 пластины, на стороны легковесных сегментов 300 пластины могут быть установлены более жесткие допуски, чтобы уменьшить зазоры между смежными легковесными сегментами 300 пластины, когда они установлены на диск статора или ротора, тем самым, исключая необходимость в выступающей кромке (такой, как показанное на фиг. 1 краевое ребро 140) вдоль краев сторон. Чтобы получить более жесткие допуски, легковесные сегменты 300 пластины могут быть либо отлиты, либо обработаны механически. При использовании наряду с более жесткими производственными допусками внутреннего кольца 330 за легковесный сегмент 300 пластины через зазор между легковесными сегментами 300 пластины, когда они расположены бок о бок, образуя завершенную пластину, будет протекать либо мало, либо никакого материала.
Внутреннее кольцо 330 предотвращает прохождение материала в область между сегментами пластины и установочной поверхностью диска. Подаваемый материал, идущий между сегментом пластины и установочной поверхностью диска, вызывает проблемы, связанные с балансировкой сегмента пластины. Если легковесные сегменты 300 пластины становятся несбалансированными, то рафинирующая или диспергирующая машина может начать вибрировать, и ее будет необходимо выключить для чистки и замены легковесных сегментов 300 пластины (то же самое справедливо и для обычных сегментов 100 пластины, таких, как показанный на фиг. 1).
Внутреннее кольцо 330 может иметь толщину самой толстой части легковесного сегмента 300 пластины, и оно может быть снято с поверхности диска, или же может оставаться в своем положении на диске, позволяя производить быстрый съем легковесного сегмента 300 пластины. Кроме того, внутреннее кольцо 330 может быть частью центрального колпака рафинера или диспергатора. Внутреннее кольцо 330 как функциональный элемент может быть также интегрировано в центральный колпак так, чтобы оно не являлось отдельной частью.
Нет необходимости, чтобы внутреннее кольцо 330 входило в прямой контакт с легковесным сегментом 300 пластины. Его основная задача заключается в том, чтобы предотвратить волокнистый материал от попадания на заднюю сторону легковесных сегментов 300 пластины. Чтобы получить более жесткие допуски, легковесные сегменты 300 пластины могут быть либо отлиты, либо обработаны механически так, чтобы волокна не проходили за легковесные сегменты 300 пластины. Край внешнего диаметра легковесного сегмента 300 пластины оставлен открытым, имея в виду, что центробежная сила будет поддерживать эту область свободной от нежелательного материала. Материал внутреннего кольца 330 является материалом, пригодным для использования в "истирающем" окружении, воздействию которого подвержены сегменты пластины рафинирующих или диспергирующих машин.
Фиг. 4 - вид сбоку в разрезе легковесного сегмента 400 пластины и внутреннего кольца 430. Лицевая поверхность имеет зубья 402, в случае с пластиной диспергатора. Зубья 402 представляют также ножи на размалывающей пластине. Уменьшенная масса легковесного сегмента 400 пластины очевидна из-за наличия минимального количества выступающих структур на задней стороне 404. Эти структуры включают в себя стойку 260, окружающую отверстие 220 под болты, и участок 210 позиционирования пластины. Ребра 270, чтобы уменьшить их массу, могут быть сужающимися, в то же время, обеспечивающими конструктивную опору для участка 210 позиционирования пластины. Задняя сторона 404 может упираться в установочную поверхность диска только через контактные поверхности 215 и 212. Другие поверхности на задней стороне 404 могут не касаться установочной поверхности диска.
Контактная поверхность 215 на участке 210 позиционирования и контактная поверхность 212 на стойке 260 находятся в по существу одной и той же контактной плоскости 406. Радиальный внутренний край 485 легковесного сегмента 400 пластины также может иметь контактный край в контактной плоскости 406. Подобным же образом, внутреннее кольцо 430 имеет контактную поверхность в контактной плоскости 406. Контактная плоскость 406 соответствует поднимающейся поверхности диска. Если эта поднимающаяся поверхность является не плоской, а, например, конической, то контактные поверхности 215 и 212, а также самый внутренний край 485 и внутреннее кольцо 430 согласованы с поднимающейся поверхностью и не выровнены в одной плоскости.
Легковесный сегмент 400 пластины имеет самый внутренний край 485, направленный в сторону и расположенный напротив самого внешнего края 450 внутреннего кольца 430. Эти противолежащие края могут иметь поверхности, предназначенные для одного или более из следующего: простоты, удержания уплотнения между противолежащими краями и выравнивания сегмента пластины на установочной поверхности диска.
Фиг. 5 показывает сечение альтернативного варианта для области А-А радиального внутреннего края легковесного сегмента 400 пластины (показанного на фиг. 4) и внутреннего кольца 430. Противолежащие краевые поверхности 481, 451 легковесного сегмента 400 пластины и внутреннего кольца 430 являются прямыми (линейными) в направлении оси рафинера или диспергатора и дугообразными в направлении, перпендикулярном этой оси. Противолежащие краевые поверхности 481, 451 имеют простую форму. Промежуток 495 между противолежащими краевыми поверхностями 481, 451 может быть достаточно узким, таким, чтобы подаваемый материал не мог проходить через этот промежуток 495, или достаточно широким, чтобы в этот промежуток 495 можно было вставить уплотнение. Например, промежуток 495 может быть в диапазоне от 0,5 до 2,5 мм, что является достаточно узким, чтобы препятствовать попаданию подаваемого материала между задней стороной легковесного сегмента 400 пластины и установочной поверхностью диска. Промежуток 495 может быть полностью нарушен контактом "металл по металлу" между легковесным сегментом 400 пластины и внутренним кольцом 430.
Фиг. 6 показывает сечение альтернативного легковесного сегмента 400А пластины (для радиальной внутренней области А-А, показанной на фиг. 4) и внутреннего кольца 430. В сегменте 400А пластины на противолежащих краевых поверхностях 482, 452 легковесного сегмента 400А пластины и внутреннего кольца 430 сформирован образованный пазами промежуток 496. Этот образованный пазами промежуток 496 заключен между выступающими уголками каждой из краевых поверхностей 482, 452. Образованный пазами промежуток 496, сформированный между противолежащими краевыми поверхностями 482, 452, принимает в себе эластичное уплотнение 494 (такое как эластичное уплотнительное кольцо, прокладка или иная подходящая вставка). Уплотнение 494 заполняет образованный пазами промежуток 496 и препятствует прохождению подаваемого материала между задней стороной легковесного сегмента 400 пластины и установочной поверхностью диска.
Фиг. 7 показывает сечение дополнительного альтернативного легковесного сегмента 400В пластины (для радиальной внутренней области А-А пластины, показанной на фиг. 4) и внутреннего кольца 430. Внутренняя краевая поверхность 483 легковесного сегмента 400В пластины является косой, то есть наклонной относительно оси диска рафинера. Эта наклонная внутренняя краевая поверхность 483 направлена в сторону наклонной краевой поверхности 453 на внутреннем кольце 430. Наклонный промежуток 497 между "параллельной" внутренней поверхностью 483 и наклонной краевой поверхностью 453 - также наклонный. При использовании с прямой нижней поверхностью 454 внешнего края внутреннего кольца 430 наклонный промежуток 497 может иметь расстояние от 0,5 до 2,5 мм, или достаточно узкое, - для предотвращения попадания материала с поверхности рафинера/диспергатора сегментов пластины рафинера и его отложения в области между задней стороной легковесного сегмента 400В пластины и установочной поверхностью диска.
Внутреннее кольцо 430 может включать в себя также нижнюю поверхность 454, которая не наклонна, то есть является параллельной оси диска. Угол между нижней поверхностью 454 наклонной краевой поверхностью 453 обеспечивает прилегание легковесного сегмента 400В пластины к наклонной внутренней краевой поверхности 483. Это прилегание способствует предотвращению прохождения остатков и подаваемого материала через наклонный промежуток 497.
На фиг. 7 внутреннее кольцо 430 имеет высоту Н1, большую, чем толщина Т3 легковесного сегмента 400В пластины. Нижняя поверхность 454 внутреннего кольца 430 продолжается через область 493 между задней стороной сегмента пластины и установочной поверхностью 492 диска.
Фиг. 8 показывает сечение еще одного возможного альтернативного легковесного сегмента 400С пластины (для радиальной внутренней области А-А сегмента по фиг. 4) и внутреннего кольца 430, в котором внутренняя губа 498 на внутреннем кольце 430 может поддерживать область внутреннего края легковесного сегмента 400С пластины. Легковесный сегмент 400С пластины включает в себя наклонную краевая поверхность 483 внутреннего кольца и направлен в сторону наклонной краевой поверхности 453 внутреннего кольца 430. Высота Н2 внутреннего кольца 430 больше, чем толщина Т4 легковесного сегмента 400С пластины.
Внутренняя губа 498 продолжается радиально наружу под внутренней частью легковесного сегмента 400С пластины. Внутренняя губа 498 и угол между этой внутренней губой 498 и наклонным промежутком 497 предотвращают прохождение подаваемого материала и его остатков в область 493 между легковесным сегментом 400С пластины и установочной поверхностью 492 диска. В области 493, а также между этой внутренней губой 498 и легковесным сегментом 400С пластины может быть размещено уплотнение (не показано).
Фиг. 9 - вид сечения легковесного сегмента 500 пластины, а фиг. 10 - увеличенный вид сечения показанной на фиг. 9 части В. Самый внутренний край 585 легковесного сегмента 500 пластины сконфигурирован таким образом, что является смежным с установочной поверхностью 586 диска кольцевого диска 587. Контактные поверхности 212 стойки 260 и контактная поверхность на участке 210 позиционирования пластины упираются в установочную поверхность 586 диска. Кольцевая часть 588 задней стороны направлена в сторону установочной поверхности 586. Участок 510 с канавкой на кольцевой части 588 задней стороны принимает в себе уплотнение 520, например, деформируемое кольцевое уплотнение, которое может быть прикреплено к установочной поверхности 586 диска или же может быть отделенным как от легковесного сегмента 500 пластины, так и от установочной поверхности 586 диска. Уплотнение 520 может иметь форму поперечного сечения, которая является круговой, овальной, прямоугольной, треугольной, восьмиугольной или комбинацией этих форм, или же может иметь любую приемлемую форму, которая пригодна для того, чтобы быть принятой участком 510 с канавкой.
Участок 510 с канавкой может быть расположен рядом с легковесным сегментом 500 пластины, наружу в радиальном направлении от его самого внутреннего края 585. Уплотнение 520 между кольцевой частью 588 задней стороны и установочной поверхностью 586 диска предотвращает прохождение подаваемого материала и его остатков в область между легковесным сегментом 500 пластины и установочной поверхностью 586 диска.
Фиг. 11 показывает другой легковесный сегмент 400 пластины, имеющий заднюю сторону 404, которая в значительной степени лишена выступающих структур. Стойка 460 для отверстия 420 под болты, участок 410 позиционирования пластины и ребра 470 подобны выступающим структурам, показанным на фиг. 2, 3 и 9. Эти выступающие структуры могут включать в себя палец 411 и полосу 412, которые обеспечивают захватывающие устройства для перемещения легковесного сегмента 400 пластины, когда он еще не прикреплен к установочной поверхности диска (особенно в процессе изготовления). Даже с пальцем 411, полосой 412, стойкой 460 и участком 410 позиционирования пластины задняя сторона 404 остается незагроможденной выступающими структурами и массой, связанной с обширными выступающими поверхностями. В некоторых вариантах исполнения палец 411 и полоса 412 могут отсутствовать.
Самый внутренний край 414 подобен показанному на фиг. 10 самому внутреннему краю 585. Этот самый внутренний край 414 имеет заднюю сторону 404, сконфигурированную таким образом, что она противостоит установочной поверхности диска. Участок 416 с канавкой подобен участку 510 с канавкой на фиг. 10, и сконфигурирован таким образом, чтобы располагаться на установочной поверхности поверх уплотнения (не показано).
Фиг. 12 - вид сбоку пары легковесных сегментов 710, 712 пластины, каждый из которых установлен на установочную поверхность дисков 714, 716. Эти легковесные сегменты 710, 712 пластины расположены рядом друг с другом и образуют круговую совокупность установочных поверхностей дисков 714, 716. Сегменты 710, 712 пластины установлены на установочную поверхность диска 714, но не установлены на смежные сегменты пластины в этой круговой конструкции. Диски 714, 716 могут быть дисками ротора и статора диспергатора (как показано на фиг. 12), а легковесные сегменты 710, 712 пластины могут иметь зубья для диспергирования красителя и других загрязнений из вторично используемой бумаги и других материалов. Альтернативно, сегменты пластины могут иметь ножи и канавки, и при этом установлены на дисках для размалывания (не показаны).
Из диска 714, 716 в болтовые отверстия стоек 720 на задней стороне легковесных сегментов 710, 712 пластины продолжается крепежный элемент, такой как болт 718. Болты 718 прикрепляют легковесные сегменты 710, 712 пластины к диску 714, 716. Контактная поверхность 722 на стойке 720 и контактная поверхность 724 на участках 726 позиционирования пластины упираются в установочную поверхность 728 диска 714, 716. Болтовой крепежный элемент и прилегания между контактными поверхностями 722 и установочной поверхностью 728 фиксируют легковесные сегменты 710, 712 пластины к диску 714, 716.
Планка 730 на установочной поверхности 728 может упираться в боковую контактную поверхность 732 на каждом из участков 726 позиционирования пластины. Эта планка 730 препятствует радиальному перемещению легковесного сегмента 710, 712 пластины и выравнивает легковесный сегмент 710, 712 пластины на диске 714, 716. В промежутке 736, в области внутреннего края легковесного сегмента 710, 712 пластины, располагается кольцевое уплотнение 734. Уплотнение 734 препятствует тому, чтобы подаваемый материал (представленный стрелкой 738) попадал в область между легковесными сегментами 710, 712 пластины и между легковесным сегментом 710, 712 пластины и диском 714, 716. Подаваемый материал 738 движется радиально наружу между противолежащими лицевыми сторонами легковесного сегмента 710, 712 пластины.
Фиг. 13 является блок-схемой, показывающей иллюстративный процесс литья для изготовления сегмента пластины. Показанные на блок-схеме этапы, которые соединены сплошными линиями, относятся к предпочтительным этапам процесса. Этапы, соединенные пунктирными линиями, указывают возможные этапы процесса.
Сегменты пластины могут быть изготовлены литьем металла. Обычный производственный процесс включает в себя разлив металла в форму, имеющую соответствующую конструкцию для конкретно необходимого сегмента пластины. После того, как отлитый в форму сегмент пластины остыл, этот сегмент пластины извлекается из формы и направляется на чистку и удаление литника, за чем следует шлифование и грубая проверка, включая подготовку болтового отверстия, этап второго шлифования, роботизированное шлифование сегмента пластины перед термической обработкой и точным шлифованием.
Для описанных здесь сегментов пластины возможен модифицированный обычный производственный процесс. Модифицированный производственный процесс обеспечивает легковесный сегмент пластины, тем самым значительно сокращая производственные этапы и стоимость изготовления без отрицательного воздействия на прочность нового легковесного сегмента пластины.
Изготовление конструкции легковесного сегмента пластины начинается с отливки сегмента пластины обеспечением (901) расплавленного металла и заливкой (910) расплавленного металла в форму. Литьевая форма, которая будет использована, имеет новую конфигурацию задней стороны, которая в значительной степени лишена выступающих поверхностей, таких как обычная сеть ребер и, особенно, - ребер вокруг краев и боков сегмента. Литьевая форма может включать в себя элементы для формирования выступающих поверхностей, таких как стойка, участок позиционирования и опорные ребра массы. После того, как форма заполнена расплавленным металлом, отлитому сегменту пластины дают возможность остыть (912) до температуры, которая приемлема для безопасного обращения.
Охлажденный сегмент пластины извлекают из формы. Отлитый сегмент пластины чистят и шлифованием удаляют (914) литники. Выполняют также грубую проверку и подготовку болтового отверстия легковесного сегмента пластины. В этот момент легковесный сегмент пластины может быть готов к отгрузке (918), или же, этот легковесный сегмент пластины, возможно, может пройти производственные этапы грубого роботизированного шлифования (920) и, возможно, точного шлифования (922), а также термическую обработку (924) перед отгрузкой (918). Если возможный этап производственного процесса - термическая обработка - исключен, значит, металлический материал, использованный для изготовления легковесного сегмента пластины, возможно, имеет достаточную прочность, чтобы образовать такой легковесный сегмент пластины, для которого этап термической обработки не нужен.
Вследствие более низких производственных затрат размольная станция с рафинерами или диспергаторами может позволить более частую смену комплектов сегментов пластины. Смена легковесных пластин может быть выполнена более легко, за меньшее время по сравнению с тяжелыми пластинами. Более частая смена пластин позволяет производить более эффективное размалывание или диспергирование, поскольку пластины заменяют до того, как их ножи и зубья становятся тупыми или ломаются.
При наличии внутреннего кольца легковесные сегменты пластины могут быть извлечены из статора и ротора без удаления самогó внутреннего кольца. Внутреннее кольцо может быть встроено в центральный колпак диска. Когда внутреннее кольцо становится поврежденным или требует замены, оно снимается в то же самое время, что и легковесные пластины.
Использование комбинированного легковесного сегмента пластины и внутреннего кольца во внутреннем диаметре легковесного сегмента пластины имеет многочисленные преимущества перед обычными сегментами пластины, используемыми в рафинирующих и диспергирующих машинах. Эти преимущества включают в себя меньшее количество материала, необходимого для изготовления сегментов пластины, легкость снятия и установки сегментов пластины, тем самым сокращение времени, чтобы снять и установить сегменты пластины, пониженные транспортировочные расходы как на доставку новых сегментов пластины на фабрику, так и на возврат использованных сегментов пластины (использованные сегменты пластины обычно возвращают производителю для того, чтобы металл можно было использовать вторично); из-за более легкого веса сегментов пластины обращение с легковесными сегментами пластины более безопасно для персонала фабрики, а также для других, связанных с транспортированием сегментов пластины.
В другом альтернативном варианте исполнения задняя сторона легковесного сегмента пластины может иметь образованное пазом пространство для удержания уплотнения. Это образованное пазом пространство для уплотнения втянуто назад, радиально внутрь от края внутренней периферийной области задней стороны легковесного сегмента пластины. Материал уплотнения является эластичным материалом, способным без разложения противостоять рабочему окружению машины (температура, химические вещества и т.д.), в то же время, прижимая легковесный сегмент пластины к установочной поверхности диска.
Хотя здесь были показаны и описаны предпочтительные варианты исполнения, в них могут быть внесены различные изменения и замены, не выходя за рамки сущности и объема изобретения. Соответственно, следует понимать, что настоящее изобретение было описано с целью иллюстрации, а не ограничения.

Изобретение относится к пластинам и сегментам пластины для рафинеров и диспергаторов, используемых для производства волокнистой массы из вторсырья. Сегмент пластины, выполненный с возможностью установки на диск диспергатора или рафинера для измельченного целлюлозного материала, содержит лицевую сторону, имеющую диспергирующие зубья или размалывающие ножи, заднюю сторону, имеющую выступающую стойку, окружающую структуру установки крепежного элемента, и выступающий участок позиционирования пластины, а также боковые края сегмента пластины, радиально внешний край и радиально внутренний край, продолжающиеся между боковыми краями, при этом задняя сторона не имеет выступающих структур вдоль боковых краев. Также раскрыта сборка диска и сегмента пластины для рафинера или диспергатора и способ формирования сегмента пластины, включающий в себя отливку сегмента пластины посредством заливки расплавленного металла в форму, где форма включает в себя углубления для задней стороны сегмента пластины, которая не содержит выступающих ребер вдоль боковых краев задней стороны, охлаждение сегмента пластины и извлечение сегмента из формы после заливки расплавленного металла, а также чистку и удаление литников от охлажденного сегмента пластины и шлифование охлажденного сегмента пластины. 3 н. и 17 з.п. ф-лы, 13 ил.
1. Сегмент (200, 300, 400, 400A, 400B, 400C, 500, 710, 712) пластины, выполненный с возможностью установки на диск диспергатора или рафинера для обработки измельчаемого целлюлозного материала, при этом сегмент (200, …, 712) содержит:
- лицевую сторону сегмента пластины, включающую в себя диспергирующие зубья (402) или размалывающие ножи;
- заднюю сторону (205) сегмента пластины на главной поверхности, противолежащей лицевой стороне, включающую в себя выступающую стойку (260, 720), окружающую структуру (220) установки крепежного элемента, и выступающий участок (210, 726) позиционирования пластины;
- боковые края сегмента пластины, расположенные вдоль краев лицевой стороны и задней стороны (205); и
- радиально внешний край и радиально внутренний край, продолжающиеся между боковыми краями;
причем задняя сторона (205) не имеет выступающих структур вдоль боковых краев.
2. Сегмент (200, …, 712) пластины по п. 1, в котором выступающий участок (210, 726) позиционирования пластины радиально выровнен с выступающей стойкой (260, 720) вдоль радиальной линии, проходящей от оси вращения диспергатора или рафинера, в состоянии, в котором сегмент (200, …, 712) пластины установлен на диск диспергатора или рафинера.
3. Сегмент (200, …, 712) пластины по п. 1 или 2, дополнительно содержащий вторую стойку (260, 720) и второй участок (210, 726) позиционирования пластины, выровненные вдоль радиальной линии, проходящей от оси вращения диспергатора или рафинера, в состоянии, в котором сегмент (200, …, 712) пластины установлен на диск диспергатора или рафинера.
4. Сегмент (200, …, 712) пластины по п. 1 или 2, в котором радиально внешний край также не имеет какую-либо выступающую структуру.
5. Сегмент (200, …, 712) пластины по п. 1 или 2, в котором каждый из выступающей стойки (260, 720) и выступающего участка (210, 726) позиционирования пластины имеет контактные поверхности (212, 215; 722, 724) и эти контактные поверхности (212, 215; 722, 724) выровнены в общей плоскости (406).
6. Сегмент (200, …, 712) пластины по п. 1 или 2, дополнительно содержащий ребро (270), продолжающееся радиально наружу от стойки (260, 720) к участку (210, 726) позиционирования пластины.
7. Сегмент (200, …, 712) пластины по п. 1 или 2, содержащий образованное пазом пространство (510) на задней стороне, смежное с радиально внутренним краем, при этом образованное пазом пространство выполнено с возможностью приема уплотнения (520).
8. Сегмент (200, …, 712) пластины по п. 7, в котором радиально внутренний край (585) задней стороны расположен в общей плоскости с контактными поверхностями (212, 215; 722, 724) стойки (260, 720) и участка (210, 726) позиционирования пластины.
9. Сборка диска и сегмента (200, …, 712) пластины для рафинера или диспергатора, содержащая:
- сегмент (200, …, 712) пластины по любому из пп. 1-8; и
- диск (714, 716), имеющий установочную поверхность (586, 728) диска, выполненную с возможностью установки сегмента (200, …, 712) пластины,
при этом сегмент (200, …, 712) пластины и диск (714, 716) выполнены так, что установочная поверхность (586, 728) диска упирается в стойку (260, 720) и в участок (210, 726) позиционирования пластины сегмента (200, …, 712) пластины в состоянии, в котором сегмент (200, …, 712) пластины установлен на диск диспергатора или рафинера.
10. Сборка по п. 9, дополнительно содержащая несколько сегментов (200, …, 712) пластины, установленных бок о бок на установочной поверхности (586, 728) диска с образованием кольцевого набора на установочной поверхности (586, 728) диска (714, 716), при этом сегменты (200, …, 712) пластины не установлены на смежных сегментах пластины (200, …, 712).
11. Сборка по п. 9 или 10, дополнительно содержащая область промежутка между задней стороной (205) сегмента пластины и установочной поверхностью (586, 728) диска, в которой задняя сторона (205) не упирается в установочную поверхность (586, 728) диска, тогда как поверхности выступающей стойки (260, 720) и выступающего участка (210, 726) позиционирования пластины упираются в установочную поверхность (586, 728) диска.
12. Сборка по п. 9 или 10, дополнительно содержащая на установочной поверхности диска круговое кольцо (330, 430), при этом круговое кольцо (330, 430) является радиально внутренним и смежным с радиально внутренним краем (485) сегмента (300, 400, 400A, 400B, 400C) пластины.
13. Сборка по п. 12, в которой поверхность (481, 482) радиально внутреннего края сегмента (300, 400, 400A) пластины направлена в сторону поверхности (451, 452) кругового кольца (330, 430), причем эти обращенные друг к другу поверхности (481, 451; 482, 452) являются прямыми в направлении оси рафинера или диспергатора и круговой промежуток (495) между обращенными друг к другу поверхностями (481, 451) предпочтительно имеет толщину в диапазоне от 0,5 до 2,5 мм.
14. Сборка по п. 12, в которой поверхность (481, 482) радиально внутреннего края сегмента (300, 400, 400A) пластины направлена в сторону поверхности (451, 452) кругового кольца (330, 430) и эти обращенные друг к другу поверхности (481, 451; 482, 452) образуют кольцевой промежуток (495) для приема кольцевого уплотнения (390, 494, 734), причем кольцевое уплотнение (390, 494, 734) предпочтительно является деформируемым уплотнением и предпочтительно имеет форму, которая является круговой, овальной, прямоугольной, треугольной, восьмиугольной или комбинацией этих форм.
15. Сборка по п. 13 или 14, в которой обращенные друг к другу поверхности (481, 451; 482, 452) упираются в различные точки вдоль внутреннего края сегмента (300, 400, 400A) пластины.
16. Сборка по п. 12, в которой поверхность (582) радиально внутреннего края сегмента (400A) пластины направлена в сторону поверхности (452) кругового кольца (430) и каждая из этих обращенных друг к другу поверхностей (482, 452) имеет образованное пазом пространство (496), причем эти образованные пазами пространства (496) образуют канал для приема кольцевого уплотнения (494), а кольцевое уплотнение (494) предпочтительно является деформируемым уплотнением и предпочтительно имеет форму, которая является круговой, овальной, прямоугольной, треугольной, восьмиугольной или комбинацией этих форм.
17. Сборка по п. 12, в которой поверхность (483) радиально внутреннего края сегмента (400B, 400C) пластины направлена в сторону поверхности (453) кругового кольца и эти обращенные друг к другу поверхности (483, 453) параллельны одна другой и являются наклонными в направлении оси рафинера или диспергатора, причем поверхность (453) кругового кольца (430) предпочтительно включает в себя губу (483), продолжающуюся под сегментом (400C) пластины.
18. Сборка по п. 17, в которой круговое кольцо (43) имеет толщину (H1, Н2), большую, чем толщина (T3, T4) сегмента (400B, 400C) пластины на радиально внутреннем крае, так что этот радиально внутренний край не упирается в установочную поверхность диска.
19. Способ формирования сегмента (200, …, 400C) пластины по п. 1, включающий в себя:
- отливку сегмента (200, …, 400C) пластины посредством заливки расплавленного металла в форму, где форма включает в себя углубления для задней стороны (205) сегмента (200, …, 400C) пластины;
- охлаждение сегмента (200, …, 400C) пластины и извлечение сегмента (200, …, 400C) из формы после заливки расплавленного металла;
- чистку и удаление литников от охлажденного сегмента (200, …, 400C) пластины; и
- шлифование охлажденного сегмента (200, …, 400C) пластины.
20. Способ по п. 19, в котором углубления в литейной форме для задней стороны (205) ограничены углублениями для по меньшей мере одной выступающей стойки (260, 720), окружающей структуру установки крепежного элемента, по меньшей мере одного выступающего участка (210, 726) позиционирования пластины, радиально выровненного с каждой выступающей стойкой (260, 720), и по меньшей мере одного ребра (270), продолжающегося между каждой выровненной выступающей стойкой (260, 720) и каждым выступающим участком (210, 726) позиционирования пластины.
| US 8006924 B2, 30.08.2011 | |||
| Гарнитура дисковой мельницы для размола волокнистого материала | 1986 |
|
SU1390281A1 |
| Размалывающий диск мельницы | 1984 |
|
SU1227750A1 |
| ЗУБЧАТЫЕ ПЛИТЫ РАФИНЕРА, ИМЕЮЩИЕ V-ОБРАЗНЫЕ ЗУБЬЯ, И СПОСОБ РАФИНИРОВАНИЯ | 2006 |
|
RU2393282C2 |

