Изобретение относится к области металлургии, а именно к способу определения параметров прокатного стана с целью контроля или управления его работой, и может быть использовано для резервирования его детекторов, например, при их отказе или некорректной работы в процессе изготовления проката.
Из уровня техники известен патент RU 2563161 С2 (Федеральное государственное бюджетное учреждение науки Институт конструкторско-технологической информатики Российской академии наук (ИКТИ РАН), 20.09.2015), который можно принять в качестве прототипа, раскрывающий способ определения параметров и технической диагностики сложного технологического оборудования в процессе его работы, и может использоваться, в том числе, при работе прокатного стана, в котором сначала на прокатном стане и в рабочей зоне размещают детекторы и производят измерения и преобразования сигналов, задающих рабочие и структурные параметры прокатного стана, после чего формируют сигналы первичного обучения для нейронной сети в форме векторов значений входов и выходов и по этим сигналам проводят первоначальное обучение нейронной сети. Обученную нейронную сеть подключают к входам и выходам модуля интеллектуального анализа, который содержит динамическую модель, реализованную на обученной нейронной сети, причем в процессе работы прокатного стана производят улучшение динамической модели путем дополнительного обучения нейронной сети, добавления новых параметров и выявления новых взаимных связей между упомянутыми параметрами.
Способ подразумевает использование нейронной сети, анализирующей накопленную базу данных производства для выявления соответствий между искомым параметром и вводимыми (первичными) или исходными (измеряемыми) параметрами работы прокатного стана при технологическом процессе.
Нейронная сеть представляет собой связанный набор входных сигналов и линейных функций (нейронов). Расчет результирующих данных представляет собой последовательное преобразование входных данных при помощи этих функций с заданными коэффициентами. Процесс поиска этих коэффициентов называется обучением нейронной сети.
Для обучения нейронной сети необходимы первичные и измеренные параметры, и набор известных данных об искомом параметре, например, данные с датчика или из лаборатории. Необходимость большого количества известных данных об искомом параметре затрудняет использование системы в качестве основного способа измерения, однако этот недостаток можно устранить, установив временный датчик для набора статистики или используя данные из лаборатории.
Одним из недостатков указанного способа является крайне узкое применение. Нейронная сеть способна функционировать при прокатке только одной конкретной марки стали, потому что при изменении химического состава металла будут изменяться зависимости между искомым параметром и остальными параметрами проката и прокатного стана.
Еще один недостаток заключается в том, что технологический процесс проката постоянно эволюционирует, появляются новые марки стали, меняются задания по толщине и ширине полосы, ставится новое оборудование. Нейронная сеть же способна функционировать только в тех условиях, которые наблюдались во время сбора данных, использующихся при ее обучении.
Кроме того, указанная система не будет функционировать, в случае если отсутствует один из параметров, используемых для обучения и применения нейронной сети. Подобное явление на реальном производстве наблюдается достаточно часто в связи с выходом из строя или некорректной работе того или иного измерительного оборудования.
Таким образом, недостатком известного способа являются невозможность контроля и управления работой прокатного стана при отказе или некорректной работе каких-либо детекторов и крайне узкое его применение.
Технической проблемой является устранение указанных недостатков и создание способа работы прокатного стана, позволяющего обеспечивать возможность контроля и управления работой прокатного стана как при отказе или некорректной работе каких-либо детекторов, так и возможность его применения для более широкого спектра технических условий и задач.
Технический результат заключается в повышении точности определения широкого круга параметров прокатного стана и, соответственно, надежности контроля и управления его работой.
В части определения параметров поставленная проблема решается, а технический результат достигается тем, что предлагаемый способ определения параметров работы прокатного стана, включает этапы:
первичного обучения множества нейронных сетей, при котором
осуществляют множественный ввод и измерение первичных параметров проката и параметров прокатного стана, выбор искомого параметра из параметров проката или параметров прокатного стана и измерение искомого параметра,
проводят первичное обучение множеств нейронных сетей на основе указанного множественного ввода и измерения первичных параметров, каждое из которых соответствует своей марке стали или группе марок стали и своему искомому параметру, причем для каждого искомого параметра выбирают из указанных первичных параметров свой оптимальный набор исходных параметров, предназначенный для обучения соответствующего множества нейронных сетей, содержащего нейронные сети, как с полным, так и с не полным набором указанных исходных параметров;
определения искомого параметра в процессе изготовления проката, при котором
осуществляют выбор искомого параметра из параметров проката или параметров прокатного стана, измерение текущих параметров проката и/или параметров прокатного стана, и проверку наличия и корректности всех текущих параметров проката и/или параметров прокатного стана,
выбирают из множества нейронных сетей, соответствующего имеющейся марке стали или группе марок стали и выбранному искомому параметру, нейронную сеть, которая соответствует имеющемуся набору корректных исходных параметров, а при ее отсутствии - нейронную сеть с наиболее близким набором исходных параметров,
рассчитывают посредством выбранной нейронной сети искомый параметр, если отсутствует корректный измеренный искомый параметр.
При этом в случае наличия нейронной сети, соответствующей имеющемуся набору корректных исходных параметров, и наличия корректного измеренного искомого параметра предпочтительно осуществляют калибровку выбранной нейронной сети.
При отсутствии нейронной сети, соответствующей имеющемуся набору корректных исходных параметров, и наличия корректного измеренного искомого параметра предпочтительно осуществляют обучение новой нейронной сети, на основе нейронной сети с наиболее близким набором исходных параметров.
Указанный оптимальный набор исходных параметров при этом предпочтительно выбирают таким образом, чтобы минимизировать их попарную корреляцию и использовать как можно больше исходных параметров, коррелирующих с искомым параметром.
В части работы прокатного стана поставленная задача решается, а технический результат достигается тем, что в предлагаемом способе работы прокатного стана, включающем в себя этапы предварительной настройки, контроля работы и корректировки настроек прокатного стана, на этапах контроля и/или корректировки настроек прокатного стана используют параметры работы прокатного стана, определенные согласно вышеописанному способу.
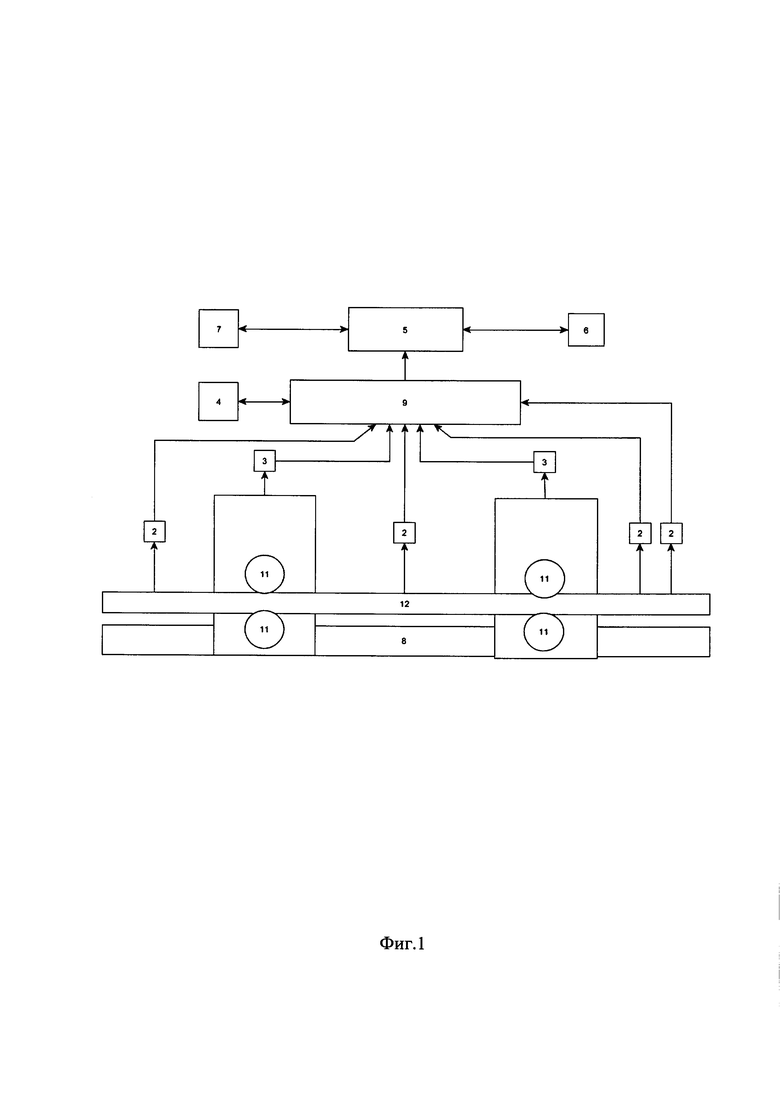
На фиг. 1 представлена принципиальная схема системы прокатки, например, металлической полосы на прокатном стане, на которой могут быть реализованы предлагаемые способы;
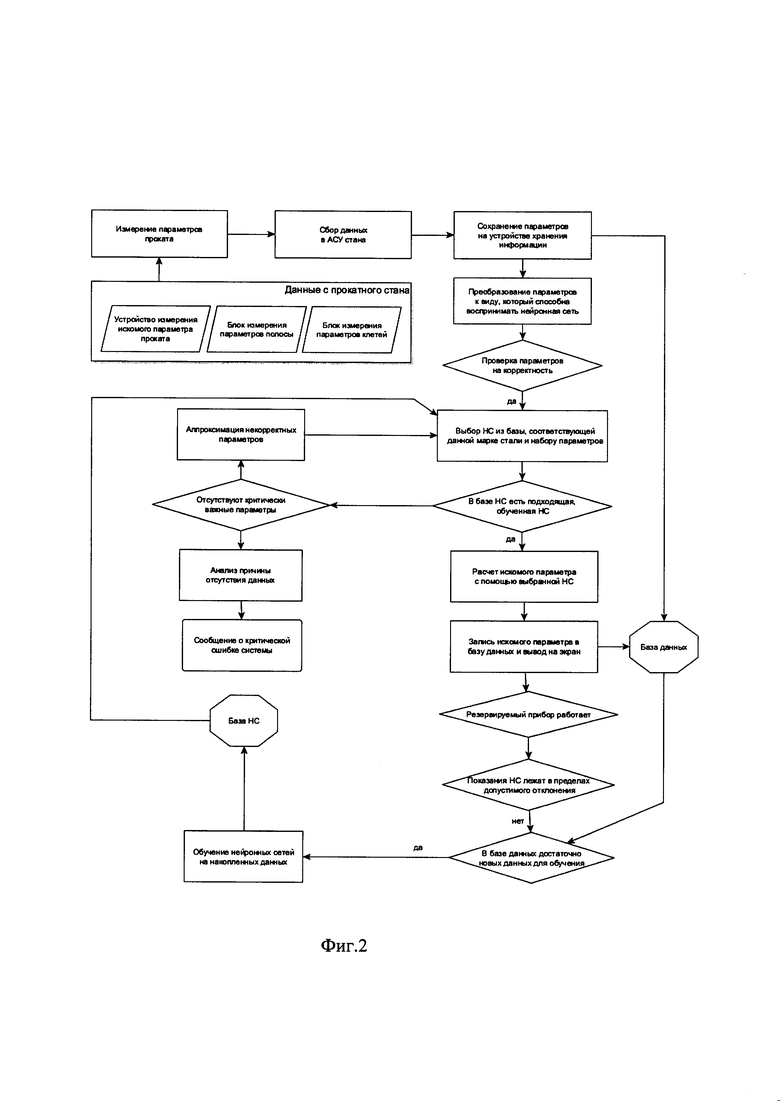
на фиг. 2 - алгоритм работы прокатного стана согласно предлагаемому способу определения параметров его работы.
Предлагаемые способы определения параметров работы прокатного стана и работы прокатного стана осуществляются системой прокатки, например, металлической полосы на прокатном стане (см. фиг. 1), в состав которой входят:
1 - устройство измерения искомого параметра металлической полосы;
2 - блок измерения параметров металлической полосы;
3 - блок измерения параметров клетей;
4 - устройство ввода исходных параметров металлической полосы;
5 - аппаратно-расчетный комплекс;
6 - устройство хранения информации;
7 - устройство ввода-вывода информации;
8 - прокатный стан;
9 - автоматическая система управления прокатного стана;
10 - клети прокатного стана;
11 - валки прокатного стана;
12 - прокатная металлическая полоса (прокат).
Следует учитывать, что состав и количество элементов указанной системы прокатки могут быть различными, как и сам объект прокатки, в данном случае за объект прокатки принята металлическая полоса (далее полоса).
Упрощенно технологический процесс проката заключается в прогоне полосы 12 через прокатный стан 8, с последовательным уменьшением ее толщины в каждой клети 10 прокатного стана с помощью давления валков 11. Перед прокаткой полосы 12, оператором прокатного стана 8 или программно указывается информация о необходимой толщине и ширине металлической полосы 12, а также информация о марке металлической полосы 12 с помощью устройства ввода 4 исходных параметров проката. Указанная информация передается в автоматическую систему 9 управления прокатного стана 8, где вырабатываются первичные настройки прокатных клетей 10. В процессе прокатки, процесс контролируется блоками измерения 2 и 3, информация от которого также передается в автоматическую систему 9 управления прокатного стана 8.
Эта информация может содержать:
 показания толщиномера (толщина полосы между клетями, финальная толщина металлической полосы и т.п.);
показания толщиномера (толщина полосы между клетями, финальная толщина металлической полосы и т.п.);
показания шириномера (финальная ширина металлической полосы, ширина металлической полосы в клетях и т.п.);
показания пирометров (температура в клетях, температура валков, температура металлической полосы и т.п.);
показания дефектоскопов (отклонение металлической полосы от плоскостности на выходе из чистовой группы, наличие трещин, степень износа оборудования и т.п.);
показания датчика скорости металлической полосы;
параметры клетей (углы петлевиков, осевые сдвижки, усилия на валки, раствор валков, толщина масляного слоя и т.п.).
Один из этих параметров может быть выбран в качестве искомого параметра, определен предлагаемым способом и использован при осуществлении контроля и коррекции работы прокатного стана 8. Все остальные параметры могут быть введены и/или измерены при первичном обучение нейронных сетей и выбраны в качестве исходных параметров для расчета искомого параметра.
Суть предлагаемого способа определения параметров прокатного стана 8 заключается в том, что для определения искомого параметра создают, обучают, используют и периодически обновляют базу нейронных сетей, находящуюся в распоряжении аппаратно-расчетного комплекса 5. Обученные нейронные сети представляют собой файлы, устанавливающие соответствие между исходными данными, полученными от устройств 1-4 и искомым параметром. Каждая нейронная сеть отвечает за свою марку стали или группу марок стали, в зависимости от количества имеющейся информации. До введения системы в эксплуатацию проводится первичное обучение нейронных сетей, с целью определить оптимальное набор исходных параметров, обеспечивающее максимальную точность системы. Для этого необходимо получить объем данных за несколько месяцев от устройств 1-4. В случае, если искомый параметр ничем не измеряется, устанавливается временный детектор или же, вместо него используются показания лаборатории.
В процессе работы системы происходит накопление данных, полученных от устройств 1-4 в устройстве 6 хранения информации. По указанию оператора с помощью устройства 7 ввода-вывода или посредством автоматической системы 9 управления прокатным станом 8, происходит пополнение базы нейронных сетей в аппаратно-расчетном комплексе 5, за счет чего сохраняется работоспособность системы при изменении условий прокатки.
Этап первичного обучения нейронных сетей.
Первичное обучение нейронных сетей реализуют на основе множественного ввода и измерения посредством устройств 1-4 первичных параметров полосы 12 и прокатного стана 8 (то есть их значений), каждая из которых, как уже было сказано, соответствует своей марке стали или группе марок стали и своему искомому параметру. Множественный ввод первичных параметров полосы 12 и прокатного стана 8 может быть осуществлен как вручную, так с помощью автоматизированной системы 9 управления прокатного стана.
Чтобы учесть сортаменты стали, которые редко катаются и имеющихся данных для них недостаточно для обучения сети, производится группировка марок стали в зависимости от их влияния на искомый параметр. Группировка проводится либо вручную, разделяя марки на группы с определенным шагом по химическому составу и среднему заданию толщины полосы 12, либо с использованием нейросетевого классификатора. То есть для каждой марки или группы марок стали, на стадии постановки задачи выбирают определенное количество искомых параметров, например, все указанные первичные параметры прокатного стана 8 и полосы 12, которые можно замерить. При первичном обучение нейронных сетей для каждого искомого параметра из первичных параметров выбирают свой оптимальный набор исходных параметров, предназначенный для обучения соответствующего множества нейронных сетей. Указанный оптимальный набор исходных параметров при этом выбирают таким образом, чтобы минимизировать их попарную корреляцию и использовать как можно больше исходных параметров, коррелирующих с искомым параметром. Исходными параметрами являются измеренные параметры проката и прокатного стана в процессе проката.
Каждое множество нейронных сетей, соответствующее своему искомому параметру и марке или группе марок стали, содержит нейронные сети, как с полным, так и с не полным набором указанных исходных параметров. То есть каждое указанное множество содержит одну нейронную сеть с полным набором исходных параметров и несколько нейронных сетей с набором, в котором отсутствует один из исходных параметров. При дальнейшем обучение нейронных сетей, могут попадаться нейронные сети без двух или более исходных параметров в наборе. Полученные множества нейронных сетей сохраняются в устройстве 6 хранения информации и используются для расчета искомых параметров в процессе прокатки.
Предложенный способ определения параметров прокатного стана 8 в процессе прокатки реализуют с помощью специальной компьютерной программы, установленной на аппаратно-расчетном комплексе 5, следующим образом (см. фиг. 2).
1) В ручную или посредством автоматической системы управления 9 вводят первичные параметры полосы 12 и прокатного стана 8 (первоначальные размеры полосы 12, марку стали, выходные размеры полосы 12 и т.д.) и выбирают какой искомый параметр необходимо контролировать в процессе прокатки. После чего проводят их корреляционный анализ и, тем самым, становится известен полный набор исходных параметров.
2). В процессе работы прокатного стана 8 проводят дублирующие измерения исходных параметров полосы 12 и прокатного стана 8. Результаты измерений от устройств 1-4 передаются в автоматическую систему 9 управления, откуда потом поступают в аппаратно-расчетный комплекс 5.
3). Полученную информацию сохраняют в устройстве хранения информации 6.
4). В аппаратно-расчетном комплексе 5 производят преобразование исходных параметров к виду который способна воспринимать нейронная сеть. Из-за того, что детекторы, проводящие измерение технологических параметров прокатки, установлены в разных местах, преобразование данных проводится таким образом, чтобы входные параметры представляли собой список данных для одного и того же пространственного промежутка на прокате, а не временного промежутка показаний детекторов. Для этого проводится преобразование вектора a(t)=(a1(t), an(t))- к виду а(1)=(a1(1), an(1))-=(a1(t+τ1), an(t+τn))-, где τi - разница во времени между измерением участка полосы 1 первым и i-м датчиком.
5). В аппаратно-расчетном комплексе 5 производят определение корректности полученной информации, то есть определяют все ли исходные параметры имеются в наличии и находятся в пределах известных значений.
6). Если все показания корректны, из базы нейронных сетей выбирают обученную нейронную сеть, соответствующую полному набору корректных исходных параметров, заданной марке или группе марок стали и искомому параметру. В ином случае проверяют наличие обученной нейронной сети для текущей марки или группы марок стали и соответствующего не полного набора исходных параметров. Набор исходных параметров определяют только исходя из имеющихся корректных исходных параметров. Если в базе данных отсутствует данная марка стали или какие-то исходные параметры из набора, но их количество не превышает заданного максимального значения, выбирают наиболее близкую по набору исходных параметров нейронную сеть.
7). Далее на основе выбранной нейронной сети производят расчет искомого параметра, посредством которого далее осуществляется контроль и возможная корректировка настроек прокатного стана 8. В случае, если расчетное значение искомого параметра отличается от заданного значения этого параметра, указанного в технологической инструкции, производится корректировка настроек прокатного стана.
8). Производят запись рассчитанного параметра в устройство хранения информации 6, а также его вывод на устройство 7 ввода-вывода информации.
9). Если в процессе работы прокатного стана 8 функционирует устройство 1 измерения искомого параметра металлической полосы, то возможно обновление базы нейронных сетей. Для этого проверяется отклонение расчетного значения искомого параметра от измеренного значения искомого параметра, полученного с помощью устройства 1.
10). Если наблюдается отклонение, выходящее за пределы заданного значения, то следующим шагом проверяется наличие в базе данных информации для обучения нейронной сети.
11). Если количество измеренных прокатов в базе данных (с такой же маркой стали и заданием) больше некоторого минимального значения необходимого для обучения нейронной сети, то по указанию оператора может быть обучена нейронная сеть, соответствующая данной марке стали и набору входных параметров.
12). Обученную нейронную сеть добавляют в базу данных нейронных сетей. Если данной марке стали и набору параметров ранее соответствовала другая нейронная сеть - она переносится в архив.
13). В случае, когда отсутствует часть исходных параметров набора, больше выбранного критического значения, система не способна работать. В этом случае проводят анализ данных по каждому из некорректных исходных параметров чтобы определить причину их дефекта или отсутствия. Причина может быть связана с неполадкой самого устройства 1-4, ошибкой передачи данных или ошибкой в технологическом процессе. В этом случае аппаратно-расчетный комплекс 5 передает на устройство 6 ввода-вывода информации сообщение о критической ошибке.
Результатом описанных выше действий является создание, расчет и применение нейронных сетей, позволяющих с высокой точностью производить расчет искомого параметра полосы 12, повышении точности определения широкого круга параметров прокатного стана и, соответственно, надежности контроля и управления его работой.
Таким образом, предполагаемый способ определения параметров работы прокатного стана 8 позволяет осуществлять резервирование широкого круга приборов 1-4 и прогнозировать результаты управляющих воздействий операторов или автоматической системы 9 управления прокатного стана 8, благодаря анализу накопленной базы данных производства о протекающем технологическом процессе прокатки. При этом полученные параметры могут быть использованы для более надежного контроля и управления работой (корректировки настроек) прокатного стана 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПТИМИЗАЦИИ РАСПРЕДЕЛЕНИЯ ШИРИНЫ ПОЛОСЫ НА КОНЦАХ ПОЛОСЫ ПРОКАТА, ПРОХОДЯЩЕЙ ЧЕРЕЗ ПРОКАТНЫЙ СТАН | 1997 |
|
RU2157284C1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ ПРОКАТА | 2000 |
|
RU2184632C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСТАНОВОЧНЫХ УСЛОВИЙ ДЛЯ ПРОИЗВОДСТВЕННОГО ОБЪЕКТА, СПОСОБ ОПРЕДЕЛЕНИЯ ЗНАЧЕНИЯ НАСТРОЙКИ ДЛЯ ПРОКАТНОГО СТАНА, УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ЗНАЧЕНИЯ НАСТРОЙКИ ДЛЯ ПРОКАТНОГО СТАНА, СПОСОБ ПРОИЗВОДСТВА ПРОДУКЦИИ И СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО МАТЕРИАЛА | 2019 |
|
RU2768986C1 |
| Способ производства проката | 2016 |
|
RU2655398C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2277445C1 |
| СПОСОБ УСТАНОВКИ СОСТОЯНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ЧЕРНОВОЙ ПОЛОСЫ | 2008 |
|
RU2473406C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2007 |
|
RU2350411C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2268793C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2373003C1 |
Изобретение относится к способам работы и определения параметров работы прокатного стана. Технический результат заключается в повышении точности определения широкого круга параметров прокатного стана, надежности контроля и управления его работой. Способ включает этапы предварительной настройки, контроля работы и корректировки настроек прокатного стана, при которых осуществляют первичное обучение множества нейронных сетей, каждое из которых соответствует своей марке стали или группе марок стали и своему искомому параметру, для каждого искомого параметра выбирают свой оптимальный набор исходных параметров, предназначенный для обучения соответствующего множества нейронных сетей, содержащего нейронные сети, с полным или не полным набором указанных исходных параметров, и определяют искомый параметр в процессе изготовления проката, осуществляют выбор искомого параметра, выбирают из множества нейронных сетей соответствующую имеющейся марке стали или группе марок стали и выбранному искомому параметру нейронную сеть, соответствующую имеющемуся набору корректных исходных параметров, а при ее отсутствии - нейронную сеть с наиболее близким набором исходных параметров, рассчитывают искомый параметр, если отсутствует корректный измеренный искомый параметр. 2 н. и 3 з.п. ф-лы, 2 ил.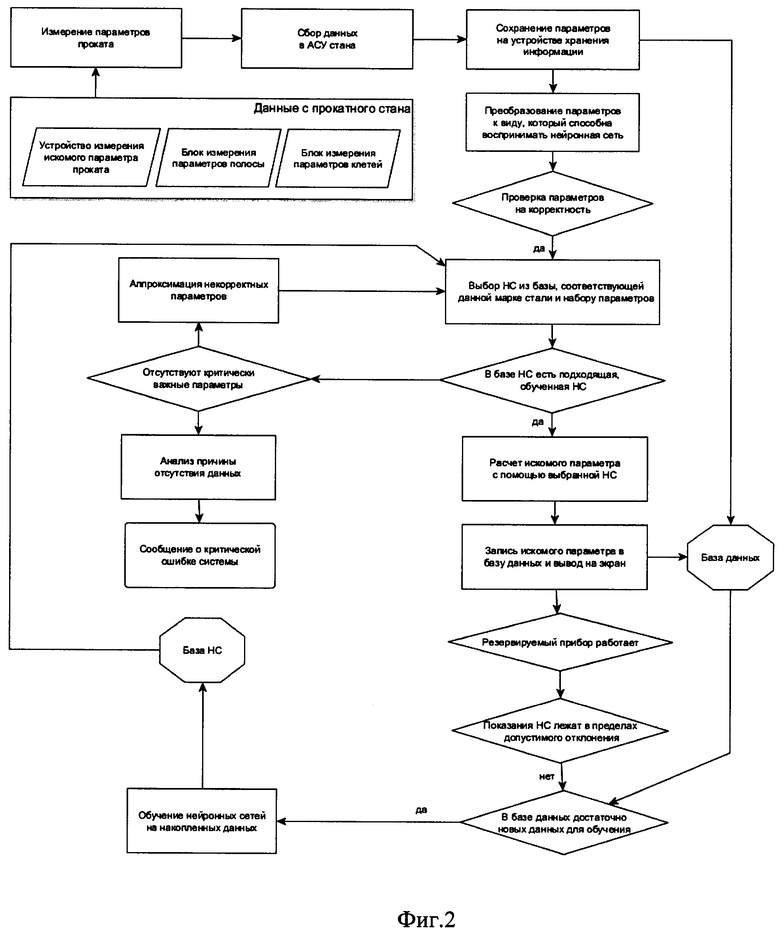
1. Способ определения параметров работы прокатного стана, включающий этапы:
первичного обучения множества нейронных сетей, при котором
осуществляют множественный ввод и измерение первичных параметров проката и параметров прокатного стана, выбор искомого параметра из параметров проката или параметров прокатного стана и измерение искомого параметра,
проводят первичное обучение множеств нейронных сетей на основе указанного множественного ввода и измерения первичных параметров, каждое из которых соответствует своей марке стали или группе марок стали и своему искомому параметру, причем для каждого искомого параметра выбирают из указанных первичных параметров свой оптимальный набор исходных параметров, предназначенный для обучения соответствующего множества нейронных сетей, содержащего нейронные сети, как с полным, так и с не полным набором указанных исходных параметров;
определения искомого параметра в процессе изготовления проката, при котором
осуществляют выбор искомого параметра из параметров проката или параметров прокатного стана, измерение текущих параметров проката и/или параметров прокатного стана и проверку наличия и корректности всех текущих параметров проката и/или параметров прокатного стана,
выбирают из множества нейронных сетей соответствующую имеющейся марке стали или группе марок стали и выбранному искомому параметру нейронную сеть, которая соответствует имеющемуся набору корректных исходных параметров, а при ее отсутствии - нейронную сеть с наиболее близким набором исходных параметров,
рассчитывают посредством выбранной нейронной сети искомый параметр, если отсутствует корректный измеренный искомый параметр.
2. Способ по п. 1, отличающийся тем, что в случае наличия нейронной сети, соответствующей имеющемуся набору корректных исходных параметров, и наличия корректного измеренного искомого параметра осуществляют калибровку выбранной нейронной сети.
3. Способ по п. 1, отличающийся тем, что в случае отсутствия нейронной сети, соответствующей имеющемуся набору корректных исходных параметров, и наличия корректного измеренного искомого параметра осуществляют обучение новой нейронной сети на основе нейронной сети с наиболее близким набором исходных параметров.
4. Способ по п. 1, отличающийся тем, что указанный оптимальный набор исходных параметров выбирают таким образом, чтобы минимизировать их попарную корреляцию и использовать как можно больше исходных параметров, коррелирующих с искомым параметром.
5. Способ работы прокатного стана, включающий в себя этапы предварительной настройки, контроля работы и корректировки настроек прокатного стана, отличающийся тем, что на этапах контроля и/или корректировки настроек прокатного стана используют параметры работы прокатного стана, определенные согласно способу по п. 1.
| СПОСОБ И УСТРОЙСТВО ТЕХНИЧЕСКОЙ ДИАГНОСТКИ СЛОЖНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ НА ОСНОВЕ НЕЙРОННЫХ СЕТЕЙ | 2013 |
|
RU2563161C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ КОНТРОЛЯ ТЕХНИЧЕСКОЙ УСТАНОВКИ, СОДЕРЖАЩЕЙ МНОЖЕСТВО СИСТЕМ, В ЧАСТНОСТИ УСТАНОВКИ ЭЛЕКТРОСТАНЦИИ | 2003 |
|
RU2313815C2 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Протез кисти руки | 1943 |
|
SU75247A1 |
| US 6353815 B1, 05.03.2002. | |||

