Изобретение относится к способу оптимизации распределения ширины полосы на концах полосы, проходящей через прокатный стан.
Одной из основных проблем при прокатке полос, например стальной полосы, является обеспечение прямоугольной формы с постоянной шириной по длине полосы. Для управления шириной полосы служат вертикальные обжимные валки прокатного стана. Если используются обжимные валки с постоянной установкой валков, то, как правило, полоса на концах, т.е. на головном конце полосы и на хвостовом ее конце, ввиду несимметричного потока материала и других эффектов, будет иметь меньшую ширину, чем в средней части. Для противодействия этому положение установки обжимных валков в процессе прохода полосы регулируется, причем установочная позиция валков при проходе концов ленты поднимается путем коротких отклонений, так называемых "коротких ходов рабочего органа", относительно средней части. Эта коррекция установки валков для головного конца ленты и для хвостового ее конца производится в соответствии с рабочей характеристикой (так называемой характеристикой регулирования короткого хода рабочего органа или РКХ- характеристикой), которая может определяться посредством предварительно заданных параметров.
Известен способ регулирования ширины полосы, в котором в процессе регулирования производится, в частности, оптимизация распределения ширины полосы на концах полосы проката, проходящей через прокатный стан (см. авт. свид. SU 1581397 A1, кл. B 21 B 37/22, 1990 г.). В данном известном способе оптимизации распределения ширины полосы на концах полосы проката, проходящей через прокатный стан, изменяют положение вертикальных обжимных валков при проходе концов полосы в соответствии с характеристикой регулирования, описываемой заданными параметрами, и измеряют действительное распределение ширины полосы проката.
Задачей изобретения является обеспечить наиболее эффективным образом желаемое распределение ширины полосы на концах полосы проката путем задания характеристики регулирования для положения установки обжимных валков.
Указанный результат достигается тем, что в способе оптимизации распределения ширины полосы проката на концах полосы проката, проходящей через прокатный стан, включающем измерение действительного распределения ширины полосы проката и изменение положения вертикальных обжимных валков при проходе концов полосы в соответствии с характеристикой регулирования, описываемой заданными параметрами, в соответствии с изобретением на основе параметров, характеризующих процесс прокатки, и действительных расстояний между вертикальными валками посредством нейронной сети вырабатывают прогноз распределения ширины полосы, определяют ошибку (Δy) между прогнозируемым и измеренным действительным распределениями ширины полосы, которую используют для адаптации нейронной сети в направлении снижения ошибки (Δy), при этом с использованием адаптированной нейронной сети итеративным путем определяют оптимальные значения параметров характеристики регулирования, для которых прогнозируемое распределение ширины полосы минимально отклоняется от предварительно заданного номинального распределения ширины полосы, в соответствии с которыми затем изменяют положение установки вертикальных обжимных валков.
При этом предпочтительно используют отдельные нейронные сети для головного конца полосы и для хвостового конца полосы.
Кроме того, характеристику регулирования для изменения положения установки вертикальных обжимных валков при каждом проходе конца полосы предпочтительно выполняют из двух прямых отрезков, которые определяют с помощью двух значений (a1, a2) коррекции положения установки валков и двух координат длины (l1, l2) в направлении длины полосы, причем координаты длины (l1, l2) задают в виде экспериментальных значений, а значения (a1, a2) коррекции положения установки валков образуют параметры характеристики регулирования.
При этом для следующих друг за другом проходов одной и той же полосы проката предпочтительно используют отдельные нейронные сети, а для заданного числа следующих друг за другом проходов одной и той же полосы проката используют одну и ту же нейронную сеть.
Кроме того, в качестве параметров, характеризующих процесс прокатки, предпочтительно используют ширину полосы, толщину полосы и температуру полосы после каждого прохода, уменьшение ширины полосы, уменьшение толщины полосы при каждом проходе и величину сопротивления деформации материала полосы.
Кроме того, вышеуказанный технический результат в одном из вариантов способа оптимизации распределения ширины полосы проката на концах полосы проката, как определено выше, достигается в соответствии с изобретением тем, что на основе параметров процесса прокатки и измеренного действительного распределения ширины полосы с помощью нейронной сети вырабатывают прогноз параметров характеристики регулирования, определяют и используют ошибку (Δs) между прогнозируемыми параметрами характеристики регулирования и действительными параметрами характеристики регулирования, в соответствии с которой ранее изменялось положение установки обжимных валков, для адаптации нейронной сети в направлении снижения ошибки (Δs), при этом с использованием адаптированной нейронной сети на основе параметров процесса прокатки и предварительно заданного номинального распределения ширины полосы определяют оптимальные значения параметров характеристики регулирования, в соответствии с которой изменяют положение установки вертикальных обжимных валков.
В еще одном варианте способа оптимизации распределения ширины полосы проката на концах полосы проката, проходящей через прокатный стан, как определено выше, указанный технический результат достигается тем, что на основе параметров процесса прокатки и действительных параметров характеристики регулирования, в соответствии с которой ранее изменялось положение установки обжимных валков, посредством первой нейронной сети вырабатывают прогноз распределения ширины полосы, определяют и используют ошибку (Δy) между прогнозируемым распределением ширины полосы и измеренным действительным распределением ширины полосы для адаптации первой нейронной сети в направлении снижения ошибки (Δy), кроме того, на основе параметров процесса прокатки и предварительно заданного номинального распределения ширины полосы с использованием второй нейронной сети вырабатывают прогноз для оптимальных значений параметров характеристики регулирования, в соответствии с которой изменяют положение установки вертикальных обжимных валков, причем ошибку (Δy) между номинальным распределением ширины полосы и действительным измеренным распределением ширины полосы используют для адаптации второй нейронной сети для снижения ошибки (Δy).
Кроме того, вышеуказанный результат достигается согласно изобретению еще в одном варианте способа оптимизации распределения ширины полосы проката на концах полосы проката, проходящей через прокатный стан, как определено выше, за счет того, что на основе параметров процесса прокатки с помощью нейронной сети вырабатывают прогноз оптимальных значений параметров характеристики регулирования, в соответствии с которой изменяют положение установки вертикальных обжимных валков, причем по измеренной характеристике регулирования и ошибке (Δy) между предварительно заданным номинальным распределением ширины полосы и действительным измеренным распределением ширины полосы определяют номинальную характеристику регулирования, при этом используют ошибку (Δs) между прогнозируемыми оптимальными значениями параметров характеристики регулирования и соответствующими параметрами, полученными из номинальной характеристики регулирования, или ошибку между прогнозируемой характеристикой регулирования, определенной из прогнозируемых оптимальных значений параметров характеристики регулирования, и номинальной характеристикой регулирования для адаптации нейронной сети для снижения ошибки (Δs).
Определение параметров для построения характеристики регулирования, в соответствии с которой изменяется положение установки обжимных валков при проходе концов полосы, производится на основе прогнозирования процесса прокатки с использованием нейронных сетей, причем путем адаптации в процессе функционирования ("онлайнового обучения") нейронных сетей к процессу прокатки точность прогноза постоянно повышается. При этом для головного конца ленты и для хвостового ее конца предпочтительно используются отдельные нейронные сети. Для последовательных проходов одной и той же полосы, а также для нескольких проходов через обжимные валки могут использоваться отдельные нейронные сети. Если число проходов через обжимные валки задано постоянным, то можно использовать одну единственную нейронную сеть, чтобы определять параметры характеристик регулирования обжимных валков в следующих друг за другом проходах через обжимные валки.
Изобретение поясняется ниже со ссылками на чертежи, на которых показано следующее:
фиг. 1 - пример распределения ширины катаной полосы и полученная для этого случая характеристика регулирования обжимных валков для коррекции распределения ширины полосы;
фиг. 2 - пример структурной схемы регулирования прокатного стана, содержащей блок определения параметров для определения характеристики регулирования;
фиг. 3-8 - различные примеры осуществления блока определения параметров характеристики регулирования и
фиг. 9 - пример основанной на фиг. 8 детальной схемы определения параметров характеристики регулирования.
Диаграмма, представленная на фиг. 1, показывает пример распределения ширины y катаной полосы по ее длине l при проходе через прокатный стан, который, наряду с горизонтальными валками для прокатки плоских заготовок, обеспечивающими регулирование толщины полосы, также содержит вертикальные обжимные валки для регулирования ширины полосы. Постоянная установка обжимных валков, ввиду несимметричных потоков материала в полосе, приводит к уменьшению ширины полосы на ее концах, т.е. на головном конце и на хвостовом конце полосы. Чтобы противодействовать такой неравномерности ширины и обеспечить получение прямоугольной формы полосы по ее длине, положение установки обжимных валков при проходе концов полосы изменяется в соответствии с характеристикой регулирования f, которая состоит в показанном на чертеже примере из двух прямых отрезков, которые могут изменяться раздельно для головного конца полосы и для хвостового ее конца, а также для каждого прохода одной и той же катаной полосы через прокатный стан и для каждого прохода обжимных валков. Характеристика регулирования f при этом описывается четырьмя параметрами в форме двух значений a1 и a2 коррекции установки положения валков и двух значений l1 и l2 координат длины. Значения a1 и a2 коррекции установки относятся к расстоянию между валками, так что ход перемещения обоих обжимных валков соответственно равен половине указанной величины. Разумеется, можно описать ход перемещения иным путем и с использованием большего числа параметров.
Речь идет о том, чтобы параметры a1, a2, l1 и l2 характеристики регулирования f определить таким образом, чтобы перемещение положения установки обжимных валков в соответствии с характеристикой регулирования, определенной указанными параметрами, привело к предварительно заданному номинальному распределению ширины полосы, в данном случае к получению прямоугольной формы полосы. Это обеспечивается, как описано ниже на нескольких примерах, с использованием нейронных сетей, причем каждый отдельный параметр, например l1 и l2, может задаваться в виде экспериментальных данных.
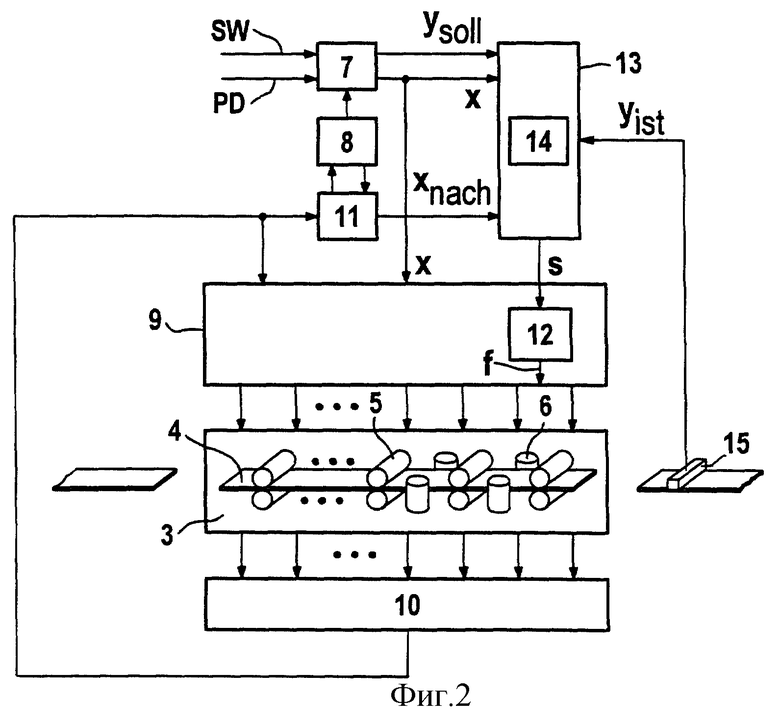
На фиг. 2 показана структурная схема прокатного стана 3, в котором осуществляется оптимизация действительного распределения ширины полосы yist для полосы 4, обрабатываемой на прокатном стане 3, в соответствии с предварительно заданным номинальным распределением ширины полосы ysoll. В случае прокатного стана 3 речь идет об обжимном или заготовочном стане, который имеет одну или несколько горизонтальных клетей с валками 5 плоской прокатки, причем перед последним из них или, в зависимости от необходимости, перед другими горизонтальными клетями, как в показанном примере, перед последними двумя горизонтальными клетями расположена соответствующая вертикальная клеть с обжимными валками 6. Перед каждой подачей полосы 4 в прокатный стан 3 в блоке 7 предварительного расчета на основе номинальных значений SW и исходных данных PD, а также с использованием математической модели 8 вычисляются соответствующие процессу прокатки параметры x процесса, выдаваемые в основной блок 9 автоматического регулирования, который осуществляет предварительную настройку прокатного стана 3. Во время процесса прокатки с помощью устройства 10 определения измеренных значений определяются текущие измеренные значения для процесса прокатки. Измеренные значения подаются на основной блок 9 автоматического регулирования для выполнения функции регулирования, а также на блок 11 последующего расчета. Блок 11 последующего расчета использует ту же самую математическую модель 8, что и блок 7 предварительного расчета, и адаптирует соответствующие параметры модели на основе измеренных величин, представляющих реальный ход процесса прокатки. Таким путем предварительный расчет для соответствующей следующей прокатываемой полосы 4 постоянно корректируется, приближаясь к реальному ходу процесса.
Для осуществления регулирования установки обжимных валков 6 основной блок 9 автоматического регулирования содержит соответствующее управляющее устройство 12. Оно вырабатывает в зависимости от поданных на него параметров s, например s= (a1, a2), согласно фиг. 1 характеристику регулирования f, в соответствии с которой изменяют положение установки обжимных валков 6 при проходе полос. Определение параметров s для характеристики регулирования f осуществляется в блоке 13, прежде всего в зависимости от заданного номинального распределения ширины полосы ysoll и предварительно рассчитанных параметров x процесса, а также с использованием по меньшей мере одной нейронной сети 14, которая вырабатывает прогноз процесса обжатия на концах полосы. Для улучшения и согласования прогноза нейронной сети 14 с действительным ходом процесса на выходе прокатного стана 3 с помощью устройства 15 измерения ширины измеряется действительное распределение ширины полосы yist и с использованием этого значения и параметров процесса xnach, вычисленных в блоке 11 последующего расчета, производится адаптация нейронной сети 14. Что касается числа используемых нейронных сетей 14, то предпочтительно для головного конца полосы и для хвостового ее конца используются отдельные нейронные сети. Помимо этого для последовательных проходов одной и той же полосы 4 могут использоваться отдельные нейронные сети. Если число проходов через валки от полосы к полосе изменяется, то все-таки для проходов с большими порядковыми номерами целесообразно использовать отдельные нейронные сети, поскольку в таком случае доступен меньший объем данных обучения.
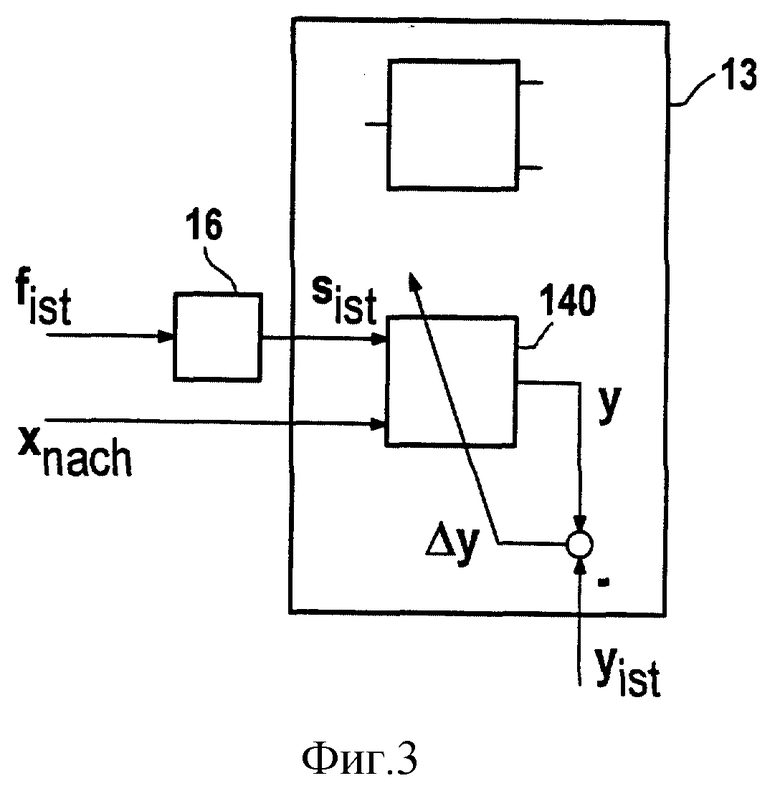
На фиг. 3 и 4 представлены первый возможный вариант осуществления блока 13 в двух рабочих состояниях. В качестве нейронной сети при этом используется нейронная модель 140 регулирования в направлении вперед, которая отображает процесс обжатия в его естественной взаимосвязи причины и воздействия. Входные параметры нейронной сети 140 на ее фазе обучения (фиг. 3) включают в себя параметры xnach последующего расчета и параметры sist характеристики регулирования, которые определяются посредством блока пересчета 16 из измеренной характеристики регулирования fist, соответственно которой обжимные валки 6 перемещаются при процессе прокатки. Нейронная сеть 140 выдает прогноз для распределения у ширины полосы, который сравнивается с измеренным действительным распределением yist ширины полосы. В зависимости от полученной при этом ошибки Δy происходит адаптация нейронной сети 140, так чтобы она для заданного параметра s характеристики регулирования и имеющегося параметра x процесса выдавала максимально точный прогноз обеспечиваемого при этом распределения y ширины полосы.
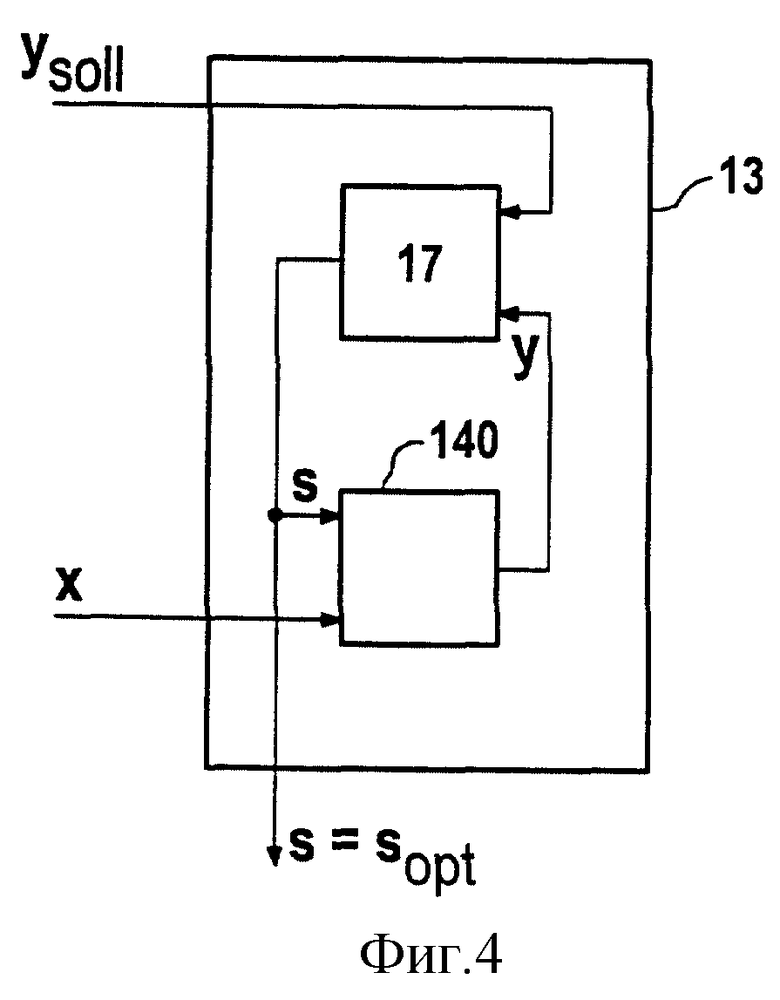
Фиг. 4 показывает, как определяется оптимальный параметр sopt характеристики регулирования, с использованием которой можно получить предварительно заданное номинальное распределение ysoll ширины полосы. Для этого сначала блоком вычисления 17 задается начальное значение sstart для параметра s кривой регулирования, которое вместе с предварительно вычисленными параметрами x процесса подается на адаптируемую нейронную сеть 140. Нейронная сеть 140 выдает прогноз распределения y ширины полосы, который сравнивается с номинальным распределением ysoll ширины полосы. Если при этом отклонение прогнозируемого распределения y ширины полосы от номинального распределения ysoll ширины полосы превышает предварительно заданное предельное значение, то начальное значение sstart изменяется на величину приращения Δs. Нейронная сеть 140 с использованием новых параметров s = sstart+ Δs выдает новый прогноз распределения y ширины полосы, который снова сравнивается с номинальным распределением ysoll ширины полосы. При этом параметр s характеристики регулирования изменяется шагами на величину приращения Δs до тех пор, пока отклонение прогнозируемого распределения y ширины полосы от номинального распределения ysoll ширины полосы не окажется меньше предварительно заданного предельного значения. Определенные таким образом параметры s соответствуют искомым оптимальным параметрам sopt характеристики регулирования, с использованием которой осуществляется регулирование положения установки обжимных валков 6.
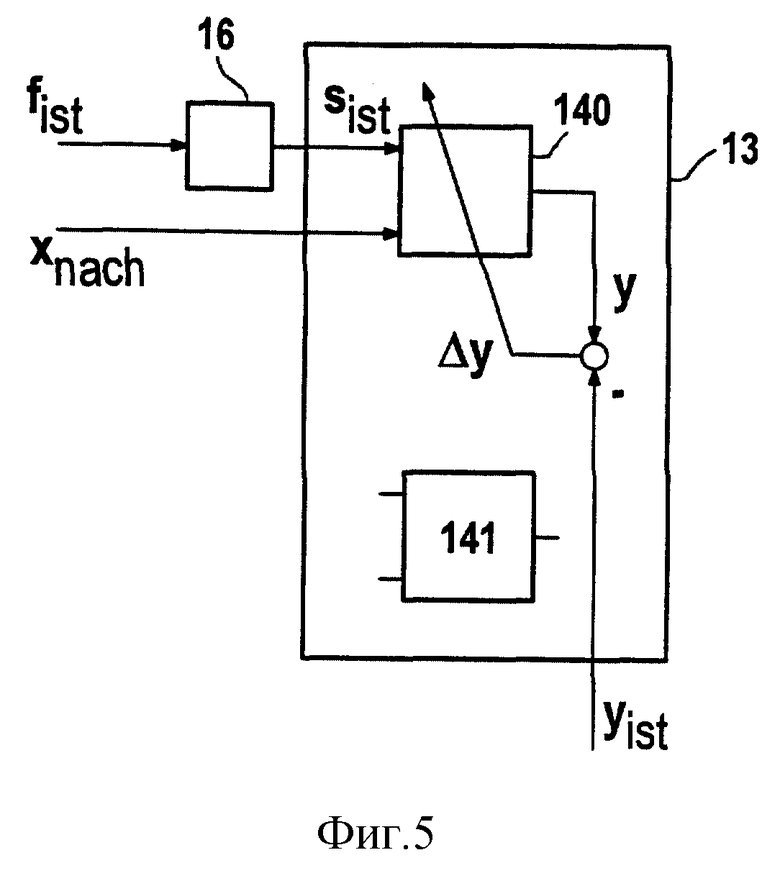
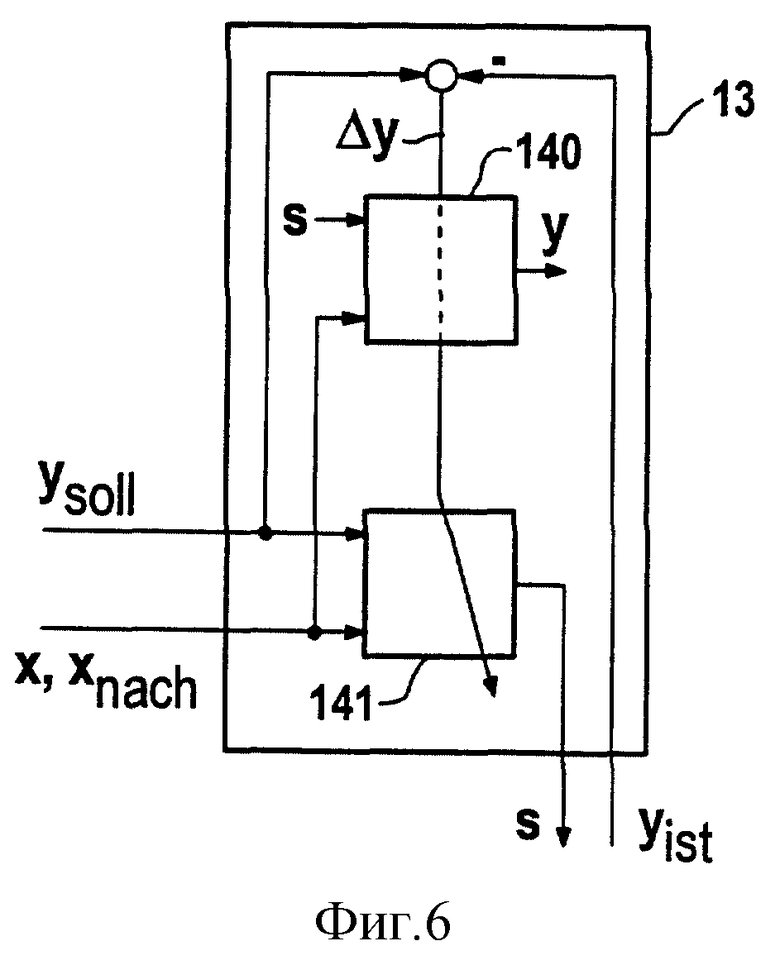
В примере реализации блока 13, показанном на фиг. 5 и 6, используются две нейронные сети 140 и 141, из которых первая нейронная сеть 140 представляет собой нейронную модель регулирования в прямом направлении, подобно нейронной сети, иллюстрируемой фиг. 3 и 4, а вторая нейронная сеть 141 представляет собой нейронную модель регулирования в обратном направлении, описывающую обратное соотношение для естественной взаимосвязи причины и воздействия. Как показано на фиг. 5, в первом рабочем состоянии блок 13 осуществляет обучение первой нейронной сети 140 таким же образом, как было описано выше со ссылками на фиг. 3.
После завершения обучения первой нейронной сети 140, как показано на фиг. 6, с помощью второй нейронной сети 141 на основе предварительно заданного номинального распределения ysoll ширины полосы и рассчитанных параметров x процесса вырабатывается прогноз параметров s характеристики регулирования, в соответствии с которой должна регулироваться установка обжимных валков при прокатке полосы. Полученное в результате измеренное распределение yist ширины полосы сравнивается с номинальным распределением ysoll ширины полосы, причем полученная при этом ошибка Δy через адаптированную первую нейронную сеть 140 подается назад и используется для адаптации изменяемых весов w(NW141) второй нейронной сети 141 в соответствии с применяемым методом градиентного спуска:
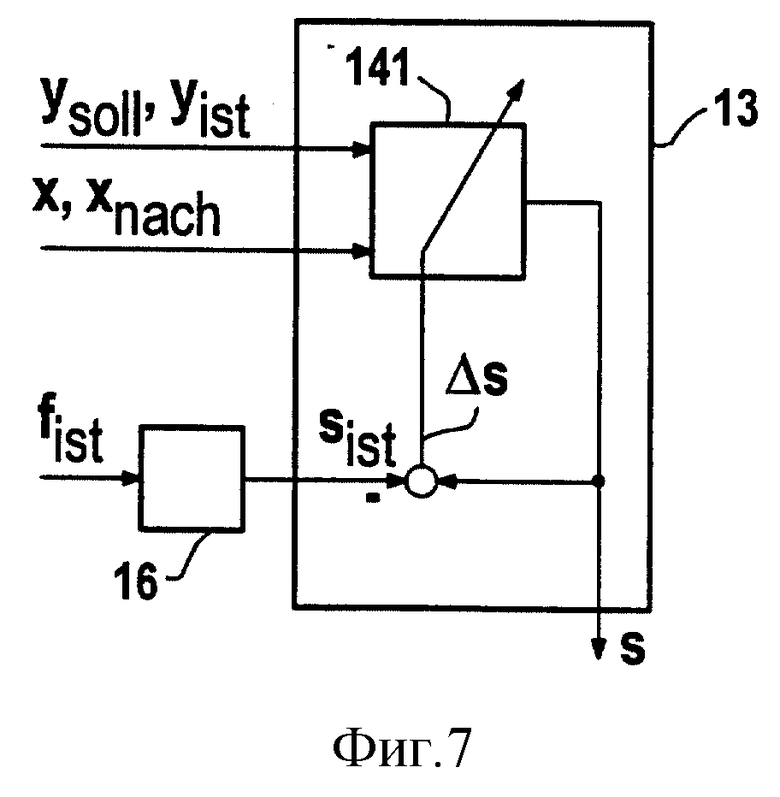
Показанный на фиг. 7 пример осуществления блока 13 использует в качестве нейронной сети нейронную модель регулирования в обратном направлении 141, соответствующую фиг. 5 и 6. Эта нейронная сеть 141 выдает в адаптированном состоянии в зависимости от предварительно заданного номинального распределения ysoll ширины полосы и рассчитанных параметров x процесса прогноз параметров s характеристики регулирования, в соответствии с которой должна регулироваться установка обжимных валков при прокатке полосы. Для адаптации нейронной сети 141 к действительному ходу процесса измеренное распределение yist ширины полосы и рассчитанные затем параметры xnach процесса подаются в качестве входных параметров в нейронную сеть 141, сетевой отклик s которой сравнивается с действительными значениями параметров sist, вычисленными в блоке пересчета 16 из измеренной характеристики регулирования fist. В зависимости от полученной при этом ошибки Δs производится адаптация нейронной сети 141.
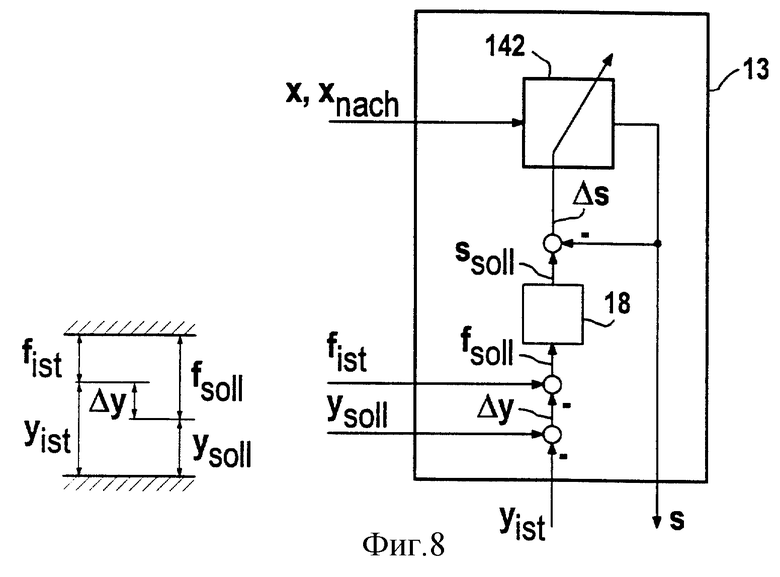
В основе показанного на фиг. 8 варианта осуществления блока 13 лежит условие, заключающееся в том, что при наличии ошибки в распределении ширины полосы, т. е. при наличии отклонения Δy между номинальным распределением ysoll ширины полосы и измеренным действительным распределением yist ширины полосы характеристика регулирования fist для обжимных валков 6 должна изменяться на величину этого отклонения Δy, чтобы скомпенсировать ошибку. В качестве нейронной сети 142 для этого может применяться нейронная модель регулирования в обратном направлении. Номинальное распределение ysoll ширины полосы раз и навсегда определено, например, в виде прямоугольной формы концов полосы, так что нейронная сеть 142 использует сокращенную по сравнению с вышеописанными примерами постановку задачи, и на нее для выработки прогноза параметров s характеристики регулирования в качестве входных параметров подаются только параметры x процесса или соответственно xnach.
Перед вводом полосы нейронная сеть 142 на основе прогнозированных значений параметров x процесса выдает прогноз для параметров s характеристики регулирования f, на основе которого осуществляется исходная установка обжимных валков 6. После прохода полосы осуществляется сравнение желательного номинального распределения ysoll ширины полосы с измеренным действительным распределением yist ширины полосы. С помощью полученного при этом отклонения Δy осуществляется коррекция измеренной характеристики регулирования fist для получения номинальной характеристики регулирования fsoll, соответствующие которой параметры ssoll определяются посредством блока пересчета 18. Нейронная сеть 142 выдает на основе введенных в нее пересчитанных параметров xnach процесса прогноз для параметров s характеристики регулирования. Этот прогноз сравнивается с параметрами ssoll номинальной характеристики регулирования fsoll, причем полученная ошибка Δs используется для адаптации нейронной сети 142. Переход, реализуемый посредством пересчета, от характеристики регулирования fk ее параметрам s, в случае показанного примера блока пересчета 18 может быть реализован таким образом, что выработанный нейронной сетью 142 прогноз параметров s пересчитывается в прогнозируемую характеристику регулирования f, а прогнозируемая характеристика регулирования f сравнивается с номинальной характеристикой регулирования fsoll. Данный метод используется и в следующем примере.
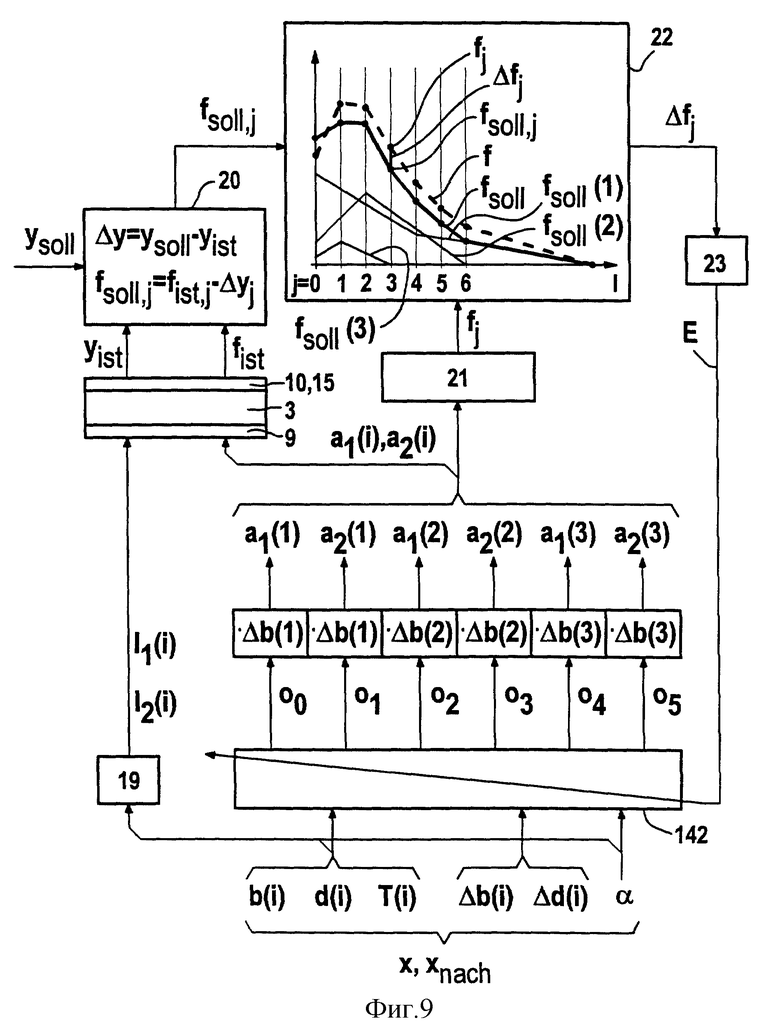
На фиг. 9 показан пример, основанной на фиг. 8 детальной схемы определения параметров характеристика регулирования f для обжимных валков 6. В соответствии с изображением на фиг. 1, для каждого из трех проходов через валки (i = 1, 2, 3) характеристики регулирования f(i) состоят из двух прямых отрезков, которые в целом описываются четырьмя параметрами a1(i), a2(i), l1(i), l2(i). Параметры x процесса, используемые для определения характеристики регулирования f или соответственно fnach, могут включать в себя ширину b(i) полосы, толщину d(i) полосы и температуру T(i) полосы после каждого i-го прохода валков, уменьшение ширины Δb(i) полосы, уменьшение толщины Δd(i) полосы 4 после каждого i-го прохода валков, а также коэффициент α в качестве меры твердости материала (сопротивления деформации) полосы 4.
Прогнозирование параметров a1(i), a2(i), т.е. значений коррекции установки валков осуществляется для всех трех (i) проходов валков нейронной сетью 142, которая в соответствии с этим имеет шесть сетевых выходных сигналов ok(=0...5). При этом значения коррекции установки валков a1(i), a2(i) рассчитываются на основе сетевых выходных сигналов ok, лежащих между -1 и +1, и соответствующих значений уменьшения ширины Δb(i) полосы 4. Следствием этого является то, что ни одно из значений коррекции установки валков a1(i) и a2(i) не может превысить любое соответствующее значение уменьшения ширины Δb(i) полосы.
Координаты длины l1(i), l2(i) задаются устройством 19 в виде экспериментальных значений. При этом координата длины l2(1), которая соответствует длине области воздействия на полосу 4 обжимных валков 6 при первом проходе через валки, устанавливается для головного конца полосы, например, на трехкратную величину ширины полосы, а для хвостового конца полосы - на двукратную величину ширины полосы. Для последующих проходов валков длина области воздействия обжимных валков 6 каждый раз снижается наполовину, так что справедливы соотношения: l2(2) = 1/2 l2(1) и l2(3) = 1/4 l2(1). Остальные координаты длины определяются как l1(i) = 1/3 l2(i). Определенные таким образом значения координат длины относятся к полосе 4 после ее выхода из прокатного стана 3, когда измеряется распределение ширины полосы. Для регулирования обжимных валков для отдельных проходов (i) валков эти значения нужно пересчитать вследствие возникающего при каждом проходе полосы через прокатный стан 3 удлинения полосы на ее длине перед каждым проходом i валков по отношению к длине полосы 4. Этот пересчет производится на основе значений температуры T(i), ширины b(i) и толщины d(i) полосы перед соответствующим i-ым проходом через валки, температуры, ширины и толщины полосы 4 на выходе из прокатного стана и коэффициента удлинения α.
Полученные нейронной сетью 142 на основе прогнозированных значений параметров x процесса параметры a1(i), a2(i) характеристики регулирования и заданные блоком 19 параметры l1(i), l2(i) характеристики регулирования передаются в основной блок 9 автоматического регулирования для осуществления настройки прокатного стана 3. В процессе прокатки полосы 4 в прокатном стане 3 устройство 10 определения измеренных значений и устройство 15 измерения ширины дискретно измеряют распределение yist и характеристику регулирования fist обжимных валков 6. В блоке 20 сначала рассчитывается ошибка Δy между предварительно заданным номинальным распределением ysoll ширины полосы и измеренным действительным распределением yist ширины полосы и затем рассчитывается номинальная характеристика регулирования fsoll, исходя из измеренной характеристики регулирования fist и ошибки Δy для представленных в данном случае семи позиций обжатия j (=0...6). При этом производится вычисление опорных значений fsoll.j номинальной характеристики регулирования fsoll в сумме для всех i проходов валков, т.е. номинальная характеристика регулирования fsoll представляет собой сумму номинальных характеристик регулирования fsoll(i) для отдельных i-ых проходов через валки.
Нейронная сеть 142 на основе введенных в нее после прохода полосы через прокатный стан 3 вычисленных параметров xnach процесса выдает прогнозированные значения коррекции установки валков a1(i), a2(i), из которых в блоке 21 для опорных точек вычисляются опорные значения fj прогнозированной суммарной характеристики регулирования f, получаемой в сумме для всех i проходов валков из предварительно заданных значений коррекции установки валков a1(i), a2(i).
В блоке 22 путем сравнения опорных значений fsoll.j суммарной номинальной характеристики регулирования fsoll с опорными значениями fj прогнозированной суммарной характеристики регулирования f определяется ошибка Δfj= fsoll,j-fj. Из ошибки Δfj в блоке 23 формируется квадратичная ошибка, просуммированная по всем опорным точкам, в виде:
Полученная ошибка используется для адаптации нейронной сети 142 в соответствии с методом градиентного спуска.
Как отмечено выше, прокатный стан 3, возможный пример осуществления которого иллюстрируется с помощью фиг. 1, представляет собой обжимной или заготовочный стан. Чтобы учесть влияние на распределение ширины полосы последующих технологических линий обработки, таких как отделочный (чистовой) прокатный стан или участок прокатки с охлаждением, указанное распределение измеряется в конце участка прокатки с охлаждением и подается в блок 13 для определения параметров s характеристики регулирования.
Технический результат - повышение эффективности за счет изменения характеристики регулирования установки вертикальных валков. При прокатке полос в прокатном стане используют вертикальные обжимные валки, служащие для установки ширины полосы, причем на концах полосы, вследствие несимметричности потока материала, происходит сужение ширины полосы. Чтобы противодействовать этому, положение установки обжимных валков изменяют при прохождении концов полосы в соответствии с характеристикой регулирования (f), определяемой через предварительно заданные параметры (s). Параметры (s) определяются на основе прогноза хода процесса прокатки, вырабатываемого с помощью нейронной сети. 4 с. и 20 з.п.ф-лы, 9 ил.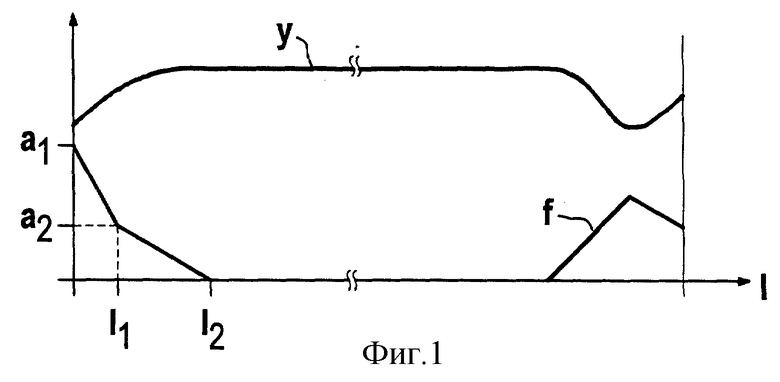
| Способ регулирования ширины полосы | 1988 |
|
SU1581397A1 |
| Способ регулирования формы концевых выступов при прокатке слябов | 1984 |
|
SU1176987A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| US 3798940 A, 26.03.1974 | |||
| КОРМОВАЯ ДОБАВКА | 1998 |
|
RU2138180C1 |

