Изобретение относится к технологии изготовления конструкций со складчатой структурой из композиционных материалов и может быть использовано в авиастроении других отраслях промышленности.
Известен способ изготовления складчатого заполнителя из композитов (патент RU 2381084, МПК B21D 13/00, В29С 59/00, опубл. 10.02.2010, бюл. №. 4). Способ включает укладку листового армирующего материала на плоскую поверхность, нанесение связующего на участки, образующие грани, и на участки, образующие полосы, шириной не менее двух толщин листового армирующего материала, разделяющие эти грани и расположенные вдоль линии сгиба. Последующее формообразование полуфабриката осуществляют гибкой вдоль полос с получением гофрированной конструкции с заданными геометрическими параметрами и отверждение связующего. При этом в качестве листового армирующего материала используют непрерывную ленту и связующее разных типов, отличающихся параметрами отверждения, при этом отверждение связующего по участкам, образующим грани, обеспечивают раньше, чем по разделяющим их участкам, образующим полосы.
Недостатком данного способа является недостаточные прочность и устойчивость геометрической формы заполнителя, полученного гибкой-складыванием полуфабриката согласно разметке с последующим его отверждением. Это обусловлено тем, что схема развертки заполнителя предусматривает расположение граней заполнителя после окончательного отверждения под углом друг к другу вершинами в виде ребер вверх и вниз. Грани заполнителя не зафиксированы, т.е. при приложении нагрузки на панель, силы действуют на ребро гиба, раскрывая угол, образованный гранями. Полученный по предложенной технологии складчатый заполнитель не имеет развитой поверхности приклея с верхними и нижними обшивками, что снижает прочность на сжатие конструкции.
Известна полезная модель по патенту №107213, МПК Е04С 2/36, опубликовано 10.12.2011, бюл. №34 на складчатый заполнитель многослойной панели, который состоит из повторяющихся фрагментов, образованных гранями, соединенными между собой по ребрам, при этом структура повторяющихся фрагментов имеет четвертую степень осевой симметрии. Каждый из фрагментов состоит из квадратной грани, расположенной в центре фрагмента, соединенной четырьмя прямоугольными гранями, между которыми расположены четыре треугольные грани, образующие на развертке квадрат, при этом треугольные грани соединены между собой по диагонали квадрата, проходящей под углом 45° по отношению к ребрам прямоугольных граней и по ломаной линии, определяющей наилучшую плотность расположения повторяющихся фрагментов в структуре, которая состоит из двух равных отрезков, две вершины которых являются вершинами соседних прямоугольных граней, а срединная вершина, образующая излом, лежит на пересечении с диагональю квадрата, при этом фрагменты соединены между собой по ребрам с помощью соединительной ленты, состоящей из квадратных и прямоугольных граней, которая объединяет фрагменты с образованием структуры заполнителя. Данное техническое решение обеспечивает эффективность складчатого заполнителя многослойной панели, которая заключается в получении одинаковых механических характеристик в ортогональных направлениях, обеспечении возможности укладки панели на криволинейную поверхность. Однако, складчатая конструкция образована гранями без фиксирования их любым способом, не обладает достаточной жесткостью т.к. треугольные грани соединены между собой по диагонали квадрата, проходящей под углом 45° по отношению к ребрам прямоугольных граней складываются по ломаной линии и утапливаются вершиной внутрь ячейки. Вследствие чего, при приложении нагрузки на заполнитель изменяется геометрическая форма ячеек в ортогональных направлениях и снижается несущая способность заполнителя, конструкция теряет устойчивость, причем нарушение геометрической формы ячеек происходит при приложении любой нагрузки - на сжатие, на отрыв, боковой. К недостаткам известного заполнителя относится также недостаточно плотное заполнение площади заполнителя ячейками обусловленное расположением прямоугольных граней под углом к центральным квадратным граням и отсутствием фиксации треугольных граней, соединенных между собой по диагонали квадрата, проходящей под углом 45° по отношению к ребрам прямоугольных граней, сложенных по ломаной линии и утопленных вершиной внутрь ячейки, все это в совокупности не позволяет обеспечить расположение прямоугольных граней под углом 90 град. к центральным квадратным граням, при котором обеспечивается максимальная плотность заполнения площади заполнителя ячейками. Кроме того, как следует из описания, данная конструкция заполнителя может быть изготовлена складыванием из тонколистовых материалов - бумага, фольга и так далее.
Ближайшим по технической сущности и достигаемому результату к заявленному способу является способ изготовления складчатого заполнителя из композитов для многослойных панелей, описанный в патенте №2371315, МПК В32В 3/12, B29D 16/00, опубл. 27.10.2009. Способ включает укладку на формообразующую оснастку плоского листа заготовки, состоящего из тканого армирующего материала, пропитанного полимерным связующим составом, подвод тепла с получением плоской заготовки-полуфабриката в виде совокупности жестких участков, имеющих форму граней заполнителя и отделенных друг от друга полосами вдоль линий разметки складчатой структуры, последующее формообразование заготовки гибкой-складыванием по полосам вдоль линий разметки с получением рельефа заполнителя требуемой геометрии и окончательное отверждение связующего по ребрам заполнителя. В качестве заготовки используют твердый лист армированного композита с термопластичным связующим, а заготовку-полуфабрикат получают подводом тепла по полосам вдоль линий разметки до пластичного состояния связующего в этих полосах, при этом грани остаются в твердом состоянии.
Известный способ изготовления складчатого заполнителя из композитов не обеспечивает получения прочной конструкции складчатого заполнителя. При приложении нагрузки не обеспечивается сохранение геометрических параметров ячеек в ортогональных направлениях ввиду отсутствия элементов фиксации граней заполнителя относительно друг друга. При выкладке заполнителя на выпуклую поверхность двойной кривизны образуются впадины на его поверхности, что приводит к потере устойчивости конструкции и не обеспечивает плотного прилегания заполнителя к пластинам, например, при изготовлении многослойных панелей на криволинейных поверхностях. Таким образом, конструкция складчатого заполнителя, изготовленная известным способом, не обладает достаточной прочностью, устойчивостью и несущей способностью. Способ не обеспечивает упрочнения и удерживания полученной гибкой-складыванием и последующим отверждением геометрической формы ячеек. Кроме того, ребра, полученные в процессе разметки и последующего гиба, не имеют развитую поверхность приклея или просто соприкосновения с соседними (верхним и нижним) панелями. Грани заполнителя не зафиксированы, т.е. при приложении нагрузки на панель, силы действуют на ребро гиба, раскрывая угол, образованный гранями, что снижает прочность на сжатие конструкции, полученной по предложенной технологии.
Задачей, на решение которой направлено изобретение, является создание технологического процесса, обеспечивающего повышение прочности и устойчивости складчатого заполнителя с сохранением возможности укладки на поверхность двойной кривизны.
При решении поставленной задачи достигаются следующие технические результаты:
- сохранение устойчивости заполнителя при приложении нагрузки Обеспечивается путем сохранения геометрической формы элементов ячейки в ортогональных направлениях за счет фиксирования элементов диагональных граней на боковых гранях, прилежащих к центральной грани;
- повышение несущей способности (прочности) заполнителя за счет того, что полученные в результате прорезания элементы диагональных граней фиксируют на боковых гранях, прилежащих к центральной грани, с обеспечением перекрытия щелей в стыках боковых граней;
- увеличение прочности на отрыв с обшивками многослойной панели, за счет увеличения площади контакта складчатого заполнителя, образованной центральными гранями ячеек, полученных гибкой-складыванием заготовки-полуфабриката по линиям гиба, выделяющим повторяющиеся фрагменты, включающие центральную грань ячейки, боковые и диагональные грани и отстоящие друг от друга на величину центральной грани;
- возможность укладки заполнителя на поверхность двойной кривизны. Обеспечивается за счет того, что выполняют дополнительную разметку линий реза вдоль диагоналей фрагментов по диагоналям диагональных граней и их внешним сторонам, а при формообразовании заготовки-полуфабриката гибкой-складыванием полученные в результате резания элементы диагональных граней фиксируют на боковых гранях, прилежащих к центральной грани, с обеспечением перекрытия щелей в стыках боковых граней.
Технический результат достигается тем, что в способе изготовления складчатого заполнителя из композиционных материалов для многослойных панелей, включающем укладку на формообразующую оснастку плоского листа армированного композиционного материала с термопластичным связующим, разметку линий гиба с получением плоской заготовки -полуфабриката в виде совокупности граней заполнителя отделенных друг от друга линией разметки, подвод тепла вдоль линий гиба до пластичного состояния связующего, последующее формообразование заготовки - полуфабриката гибкой-складыванием с получением рельефа заполнителя требуемой геометрии и окончательное отверждение, новым является то, что в процессе разметки линий гиба выделяют повторяющиеся фрагменты, включающие центральную грань ячейки, боковые и диагональные грани и отстоящие друг от друга на величину центральной грани, затем выполняют дополнительную разметку линий реза вдоль диагоналей фрагментов по диагоналям диагональных граней и их внешним сторонам, при формообразовании заготовки гибкой-складыванием полученные в результате прорезания элементы диагональных граней фиксируют на боковых гранях прилежащих к центральной грани, с обеспечением перекрытия щелей в стыках боковых граней.
Способ изготовления складчатого заполнителя из композиционных материалов для многослойных панелей поясняется чертежами.
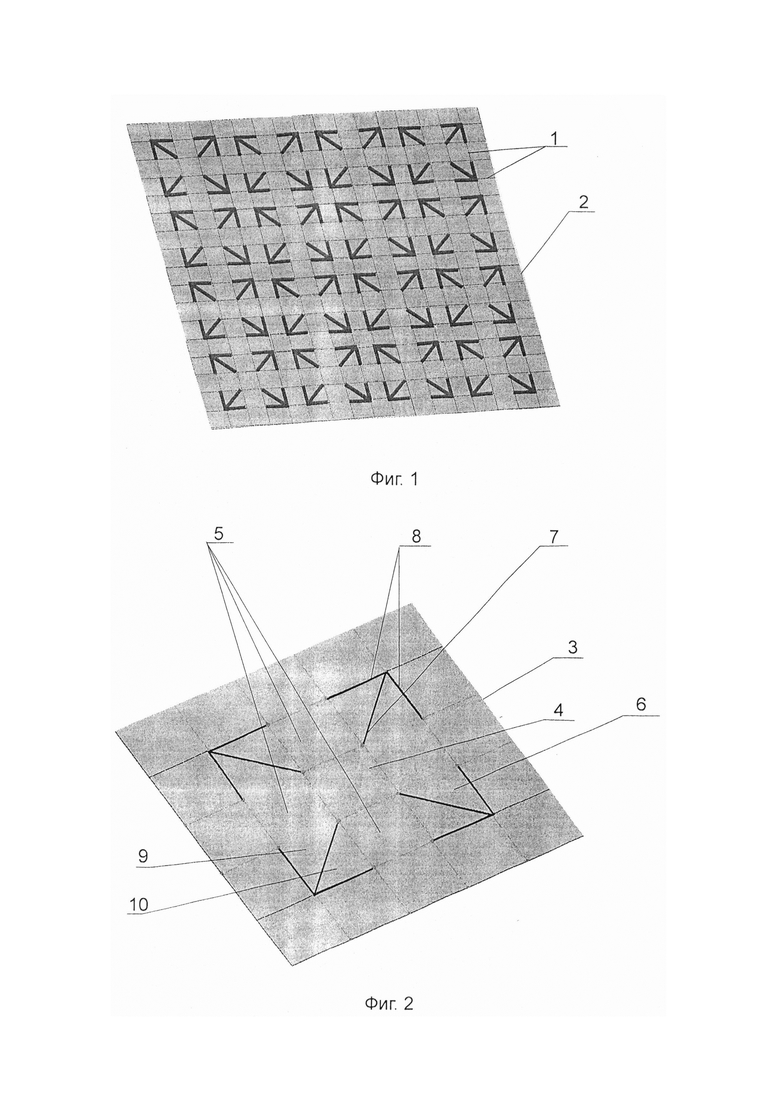
На фиг. 1 представлен плоский лист заготовки-полуфабриката тканого армирующего материала с нанесенной разметкой;
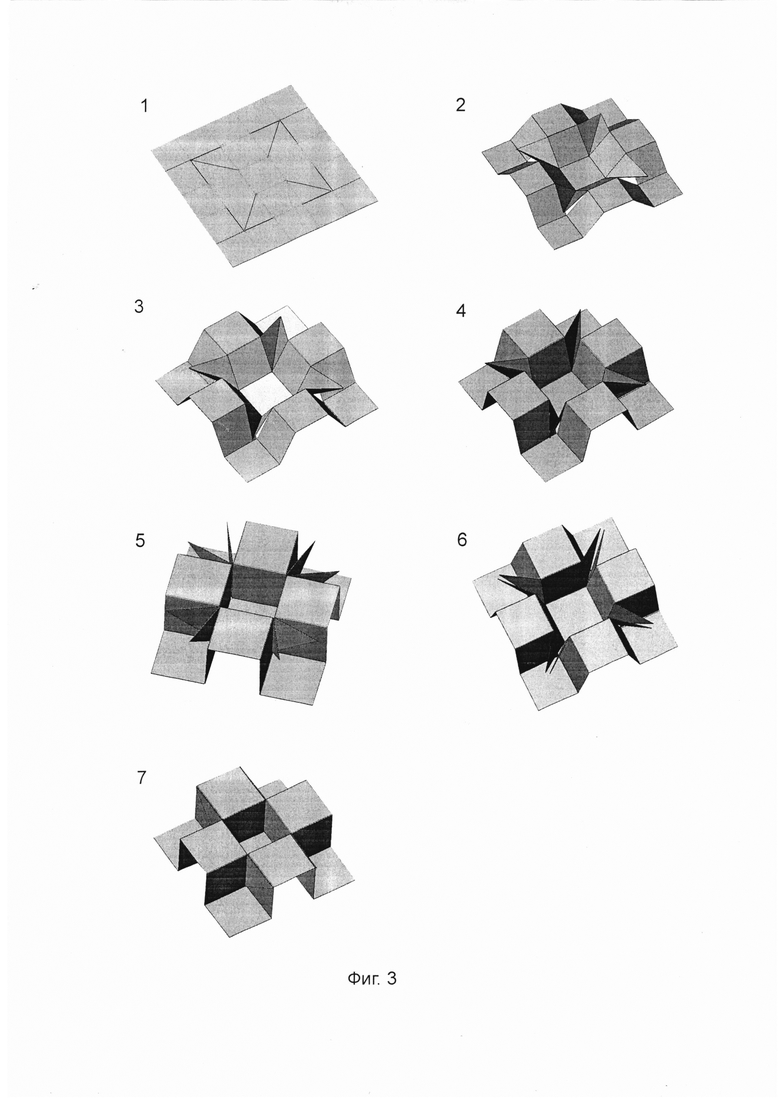
на фиг. 2 - повторяющийся фрагмент;
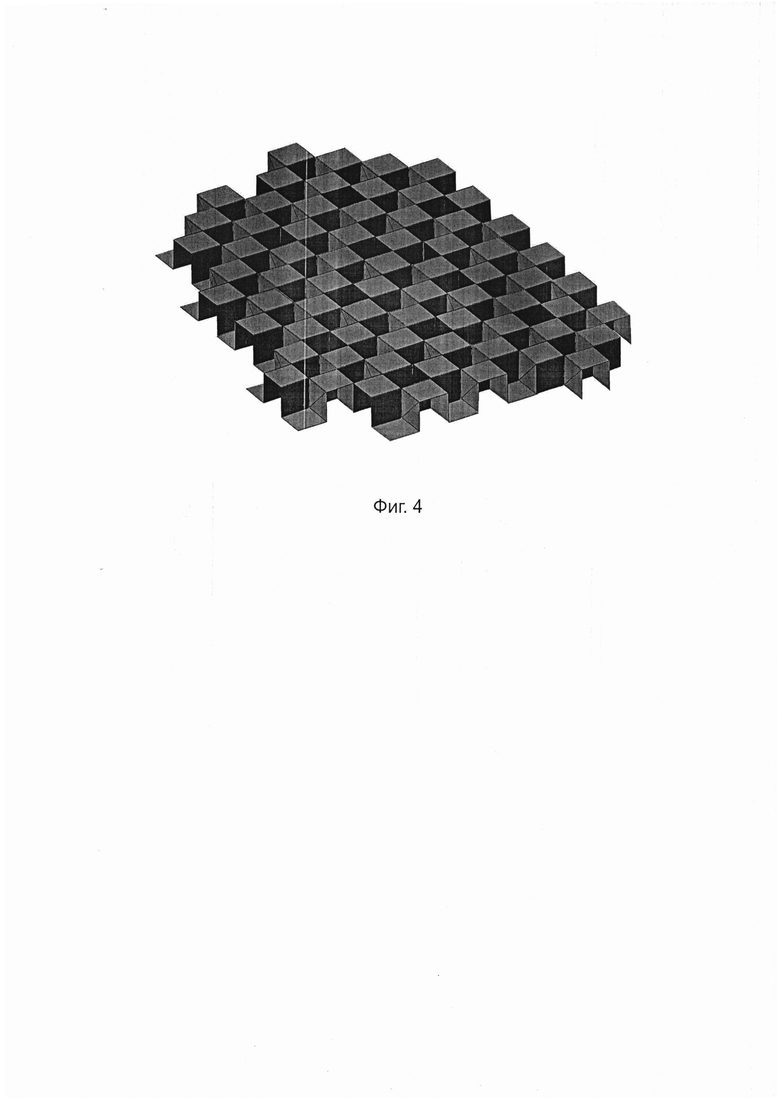
на фиг. 3 - приведены этапы трансформации заготовки-полуфабриката в процессе ее гибки-складывания;
на фиг.4 представлен складчатый заполнитель из композиционного материала.
Способ осуществляют следующим образом. На формообразующую оснастку выкладывают плоский лист из армированного композиционного материала с термопластичным связующим, например, препрегом ВПС 33, и по шаблону выполняют разметку линий 1 гиба с получением заготовки - полуфабриката 2 (фиг. 1). При разметке выделяют повторяющиеся фрагменты 3 (фиг. 2) в виде совокупности граней заполнителя, включающих центральную грань 4 ячейки, боковые 5 и диагональные грани 6. Повторяющиеся фрагменты 3 отстоят друг от друга на величину центральной грани 4. Затем вдоль диагоналей фрагментов 3 выполняют дополнительную разметку линии реза по диагоналям 7 диагональных граней 6 и их внешним сторонам 8 (фиг. 1, 2).
По размеченным линиям 1 гиба заготовки - полуфабриката 2 осуществляют нагрев композиционного материала до придания связующему составу пластичного состояния. При этом, разогретые линии 1 гиба выполняют роль пластичных шарниров. Нагрев может быть осуществлен одним из известных способов, например, с помощью проволоки с высоким электрическим сопротивлением, уложенной вдоль размеченных линий 1 гиба с подключением электроэнергии; нагретыми ножами, расположенными вдоль линий 1 гиба; лазерным лучом или ультразвуковым воздействием. По дополнительной разметке линий реза вдоль диагоналей фрагментов 3 по диагоналям 7 и внешним сторонам 8 диагональных граней 6 пневмо-ножами прорезают щели, с образованием элементов 9, 10 диагональных граней 6 (фиг. 2). Процесс прорезания по дополнительным линиям реза - диагоналям 7 и внешним сторонам 8 диагональных граней 6 можно производить в процессе разметки пневмо-ножами или последующей операцией после разметки.
Далее проводят формообразование плоского полуфабриката-заготовки 2 гибкой складыванием для получения рельефа заполнителя требуемой геометрии (фиг. 3 - этапы трансформации 1-7). По линиям 1 гиба, разогретым до состояния пластичного шарнира, производят формообразование заготовки - полуфабриката 2 гибкой складыванием, например, с помощью роликов (или пневмоцилиндров). Формообразование плоского полуфабриката-заготовки 2 гибкой - складыванием обеспечивает формирование центральных граней в вершины ячеек. Полученные при прорезании диагональных граней 6 по диагоналям 7 и внешним сторонам 8 элементы 9, 10 в процессе формообразования заготовки-полуфабриката 2 остаются свободными (фиг. 3 - этапы трансформации 2-6).
Для усиления геометрической формы ячеек заполнителя в ортогональных направлениях и сохранения возможности укладки на поверхность двойной кривизны каждый элемент 9, 10 диагональных граней 6 фиксируют на боковых гранях 5, прилежащих к центральной грани 4, клеем для склеивания, например - ВК. Отверждение заполнителя производят, например, в печах. После отверждения форма заполнителя окончательно фиксируется (фиг. 3, этапы трансформации 6-7).
Таким образом, предложенный способ изготовления складчатого заполнителя для многослойных панелей определяет технологический процесс, обеспечивающий получение конструкции заполнителя с более высокими прочностными характеристиками при приложении нагрузки (давление) и на отрыв, устойчивостью к боковым нагрузкам с сохранением возможности укладки на поверхность двойной кривизны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ КОМПОЗИТОВ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2008 |
|
RU2371315C1 |
| Складчатый заполнитель панели | 2017 |
|
RU2658722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ ИЗ КОМПОЗИТОВ | 2008 |
|
RU2381084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ КОМПОЗИТОВ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2003 |
|
RU2267404C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОРАЗВЕРТЫВАЮЩЕГОСЯ ОБЪЕМНОГО ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2697453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ДЕТАЛИ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2004 |
|
RU2264918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ С ПЛОЩАДКАМИ КОНТАКТА | 2007 |
|
RU2356673C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2057647C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2003 |
|
RU2256556C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ БИГОВКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2356674C1 |
Изобретение относится к технологии изготовления конструкций со складчатой структурой из композиционных материалов и может быть использовано в авиастроении и других отраслях промышленности. Способ включает укладку на формообразующую оснастку плоского листа армированного композиционного материала с термопластичным связующим, разметку линий гиба с получением плоской заготовки-полуфабриката в виде совокупности граней заполнителя, отделенных друг от друга линией разметки. При разметке выделяют повторяющиеся фрагменты в виде совокупности граней заполнителя, включающих центральную грань ячейки, боковые и диагональные грани. Повторяющиеся фрагменты отстоят друг от друга на величину центральной грани. Кроме того, выполняют дополнительную разметку линий реза вдоль диагоналей повторяющихся фрагментов по диагоналям диагональных граней и их внешним сторонам. Вдоль линий гиба заготовки-полуфабриката производят подвод тепла до пластичного состояния связующего. Затем производят формообразование заготовки-полуфабриката гибкой-складыванием с получением рельефа заполнителя требуемой геометрии. При формообразовании заготовки гибкой-складыванием полученные в результате прорезания элементы диагональных граней фиксируют на боковых гранях, прилежащих к центральной грани, с обеспечением перекрытия щелей в стыках боковых граней. Затем производят окончательное отверждение складчатого заполнителя. Изобретение позволяет обеспечить изготовление заполнителя с повышенной прочностью и устойчивостью с сохранением возможности укладки на поверхность двойной кривизны. 4 ил.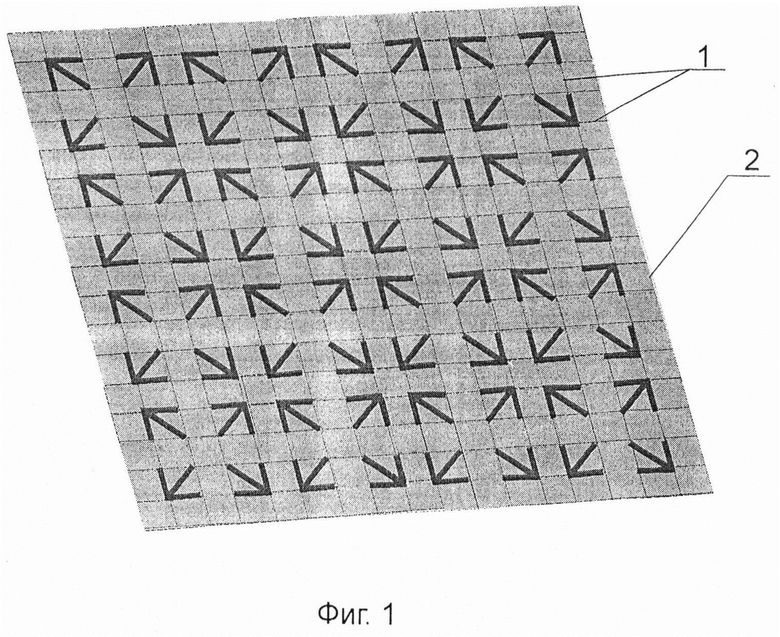
Способ изготовления складчатого заполнителя из композиционных материалов для многослойных панелей, включающий укладку на формообразующую оснастку плоского листа армированного композиционного материала с термопластичным связующим, разметку линий гиба с получением плоской заготовки-полуфабриката в виде совокупности граней заполнителя, отделенных друг от друга линией разметки, подвод тепла вдоль линий гиба до пластичного состояния связующего, последующее формообразование заготовки-полуфабриката гибкой-складыванием с получением рельефа заполнителя требуемой геометрии и окончательное отверждение, отличающийся тем, что при разметке линий гиба выделяют повторяющиеся фрагменты, включающие центральную грань ячейки, боковые и диагональные грани и отстоящие друг от друга на величину центральной грани, затем выполняют дополнительную разметку линий реза вдоль диагоналей фрагментов по диагоналям диагональных граней и их внешним сторонам, при формообразовании заготовки гибкой-складыванием полученные в результате прорезания элементы диагональных граней фиксируют на боковых гранях, прилежащих к центральной грани, с обеспечением перекрытия щелей в стыках боковых граней.
| Складчатый заполнитель панели | 2017 |
|
RU2658722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2005 |
|
RU2303501C2 |
| Автоматическое загрузочное устройство к металлорежущим станкам | 1956 |
|
SU107213A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННОЙ СОТОВОЙ СТРУКТУРЫ | 1994 |
|
RU2112119C1 |
| US 9862477 B2, 09.01.2018. | |||

