Изобретение относится к технологии изготовления гофрированных конструкций со складчатой структурой из тонколистовых материалов, например металла, бумаги, картона, полимерной бумаги или подобных материалов. Оно может быть использовано при производстве легкого заполнителя для многослойных панелей, элементов фильтров, упаковочного материала и других конструкций с рельефной поверхностью в виде зигзагообразного гофра.
Известен способ изготовления заполнителя со структурой типа зигзагообразного гофра, заключающийся в укладке пропитанного связующим листа армирующей ткани на трансформируемую формозадающую оправку, герметизации с помощью вакуумного мешка, выведении оправки в рельефное состояние и формировании изделия под действием атмосферного давления (Патент РФ №1706148, МКИ В32 В 15/00, В29С 59/00. Устройство для изготовления изделий сложного профиля из композиционного материала. В.И.Халиулин, В.Е.Десятов. Опубл. бюл. №16 от 12.06.1996 г.) - [1].
Недостатком данного способа является то, что он позволяет формовать изделия только из композиционных материалов.
Известен способ изготовления заполнителя складчатой структуры типа зигзагообразного гофра из композиционного материала, включающий укладку плоского листа ткани, ослабление жесткости заготовки за счет нанесения на ткань связующего дискретно по участкам, образующим боковые грани заполнителя, с получением полос непропитанной ткани по линиям соединения боковых граней, отверждение связующего и деформирование заготовки согласно профилю ячеек (Патент РФ №2057647, МКИ В29D 9/00. Способ изготовления заполнителя из композиционного материала. В.И.Халиулин, В.Е.Десятов. Опубл. бюл. №10 от 10.04.1996 г.) - [2].
Недостатком указанного способа являются его ограниченные технологические возможности, так как он применим только к изготовлению заполнителя из композиционных материалов.
Известен способ изготовления зигзагообразного гофра, реализованный в устройстве, защищенном патентом РФ №2118217, МКИ В21D 13/00. Устройство для гофрирования листового материала. В.И.Халиулин, И.В.Двоеглазов. Опубл. бюл. №24 от 27.08.1998 г. - [3]. Способ заключается в том, что тонколистовую заготовку устанавливают в формообразующий узел в виде двух трансформируемых матриц, образующих герметичную полость, и формообразуют изделие способом гибки заготовки по зигзагообразным и пилообразным линиям одновременно по всей ее поверхности при создании в герметичной полости вакуума.
Недостатком указанного способа являются его ограниченные технологические возможности, так как способ не может быть реализован для непрерывного производства зигзагообразного гофра из ленты.
Известен способ изготовления зигзагообразного гофра, принятый за прототип и защищенный патентом РФ №2100120, МКИ В21D 13/00. Способ изготовления зигзагообразного гофра (варианты) и устройство для его осуществления. В.И.Халиулин, Е.А.Скрипкин. Опубл. бюл. №36 от 27.12.1997 г.
Способ заключается в том, что в зону формообразования подают заготовку в виде гофра с линейной образующей, защемляют заготовку в двух параллельных и отстоящих друг от друга защемленных зонах, формируют на заготовке зигзагообразные и пилообразные линии согласно форме ячеек зигзагообразной структуры путем оппозитного выворачивания гофра до формирования заданного рельефа.
Недостатком указанного способа является невысокая точность изготовления зигзагообразного гофра с заданными параметрами и ограничения в проведении данного способа по свойствам формообразуемых материалов в силу того, что в зоне формообразования материал заготовки подвергается большим депланациям (выходу граней из плоского состояния со значительным волнообразованием), что приводит к низкому качеству поверхности граней или даже нарушению целостности материала.
Технический результат, на достижение которого направлено заявляемое изобретение, заключается в расширении технологических возможностей изготовления деталей с зигзагообразной гофрированной структурой из тонколистовых материалов с высокими упругими свойствами.
Технический результат достигается тем, что в способе изготовления деталей с зигзагообразной гофрированной структурой, включающем подачу в зону формообразования непрерывной заготовки в форме линейного гофра, защемление заготовки в двух отстоящих друг от друга параллельных защемленных зонах, расположенных поперечно по отношению к направлению подачи заготовки, формирование на заготовке зигзагообразных и пилообразных линий в соответствии с линиями разметки на развертке детали с зигзагообразной гофрированной структурой и циклическое повторение всех операций, новым является то, что защемление заготовки осуществляют с образованием защемленных зон в виде двух отстоящих друг от друга пилообразных линий или пилообразных лент, состоящих из прямоугольных граней, формирование на заготовке зигзагообразных и пилообразных линий производят путем формообразования между защемленными зонами участка детали с зигзагообразной гофрированной структурой в виде двухрядной ленты, включающей две ленты с гранями в форме параллелограмма, или трехрядной ленты, включающей две ленты с гранями в форме параллелограмма и расположенную между этими лентами срединную ленту из прямоугольных граней, при этом при защемлении заготовки с образованием пилообразных лент срединную ленту трехрядной ленты, формообразуемой между упомянутыми пилообразными лентами, формируют с профилем, аналогичным профилю пилообразных лент, но смещенным в поперечном направлении на величину амплитуды зигзагообразных линий структуры.
После формообразования между защемленным участком детали с зигзагообразной гофрированной структурой в виде трехрядной или двухрядной ленты защемленные зоны сближают до полного смыкания граней в форме параллелограмма.
Сущность изобретения поясняется на фиг.1-5, где показано:
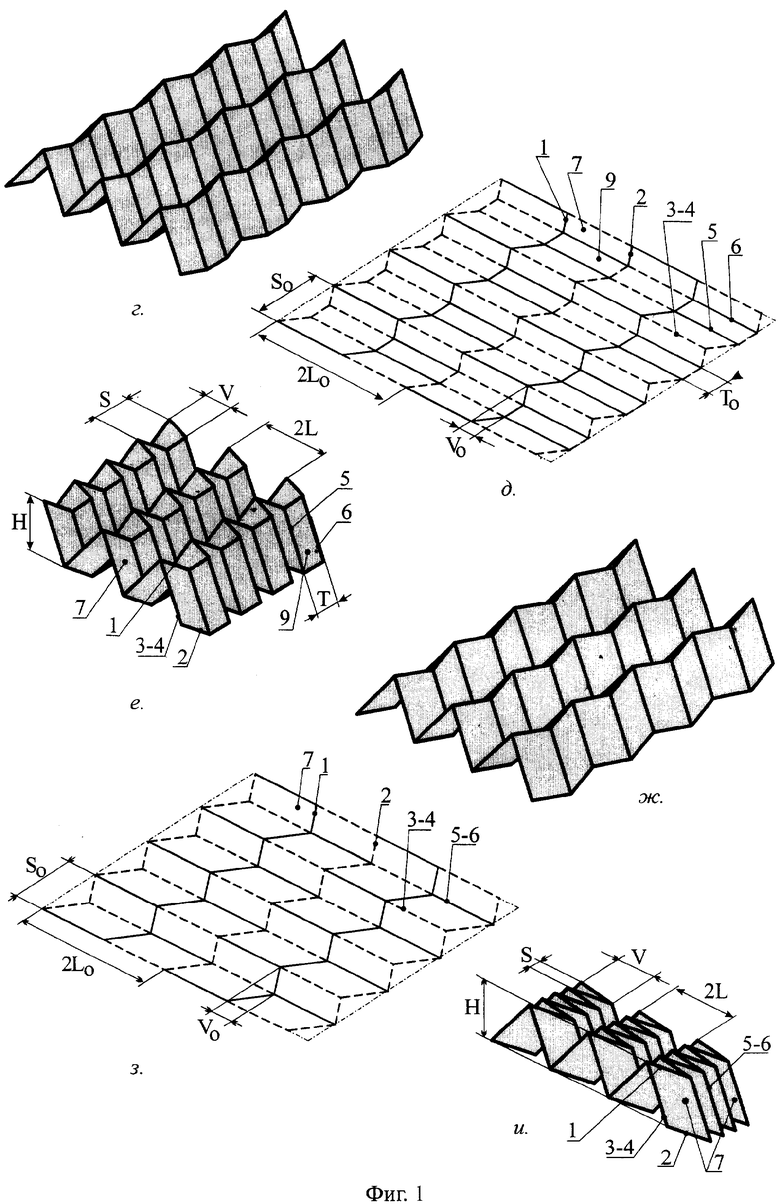
Фиг.1,а-1,и - виды получаемых деталей с зигзагообразной гофрированной структурой в рельефном состоянии, в сжатом состоянии и их развертки;
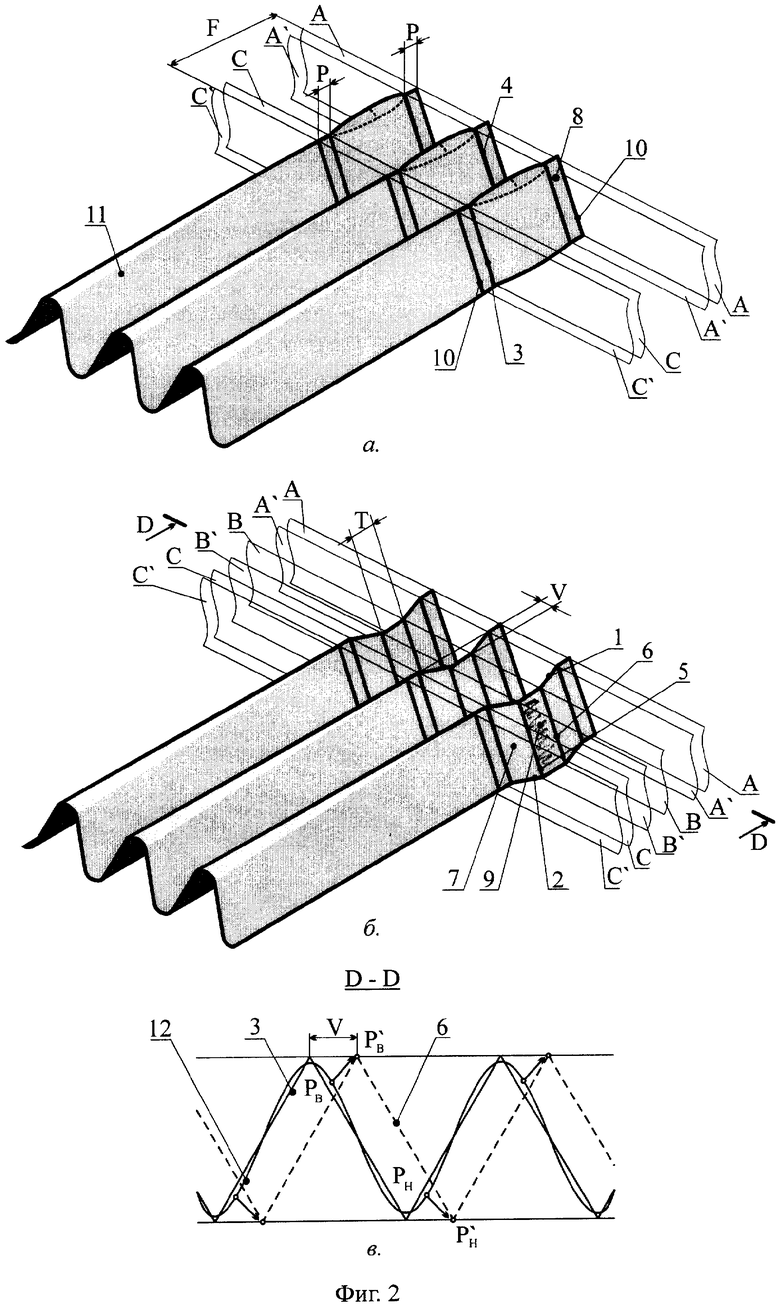
Фиг.2,а-2,е - схема поэтапного формообразования деталей с зигзагообразной гофрированной структурой с образованием в защемленных зонах пилообразных лент из прямоугольных граней;
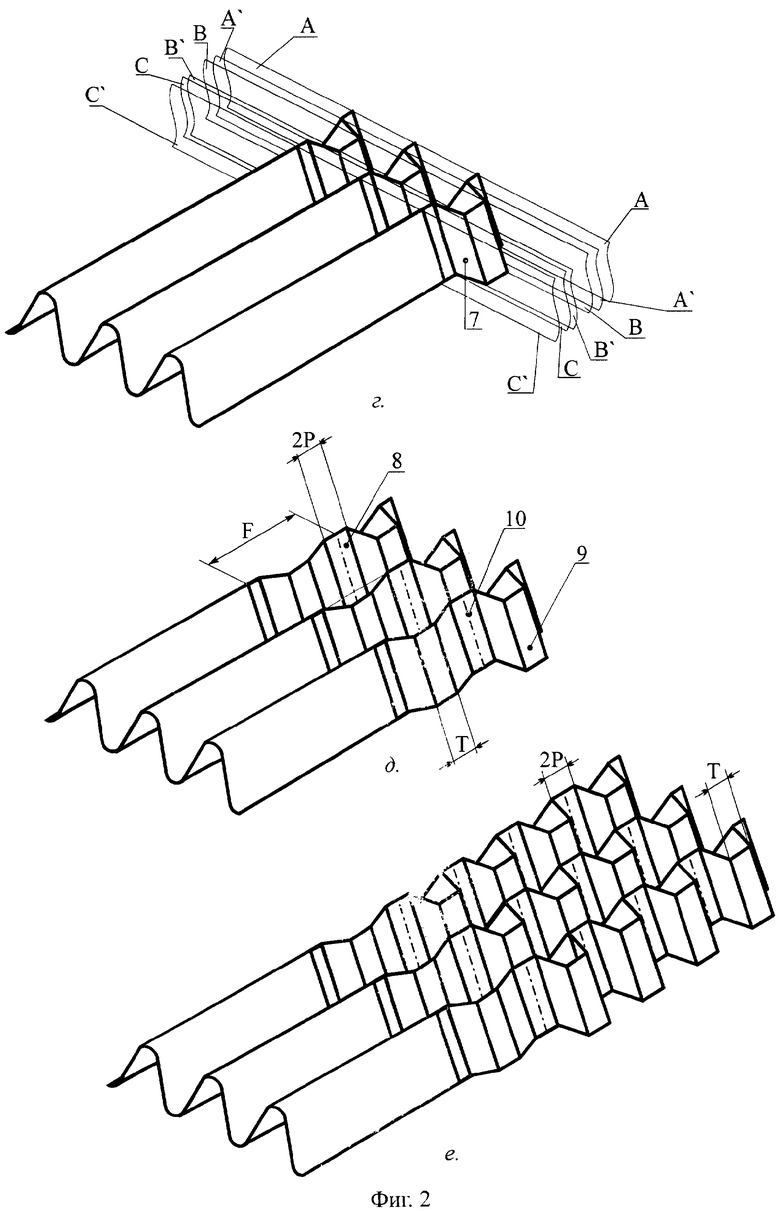
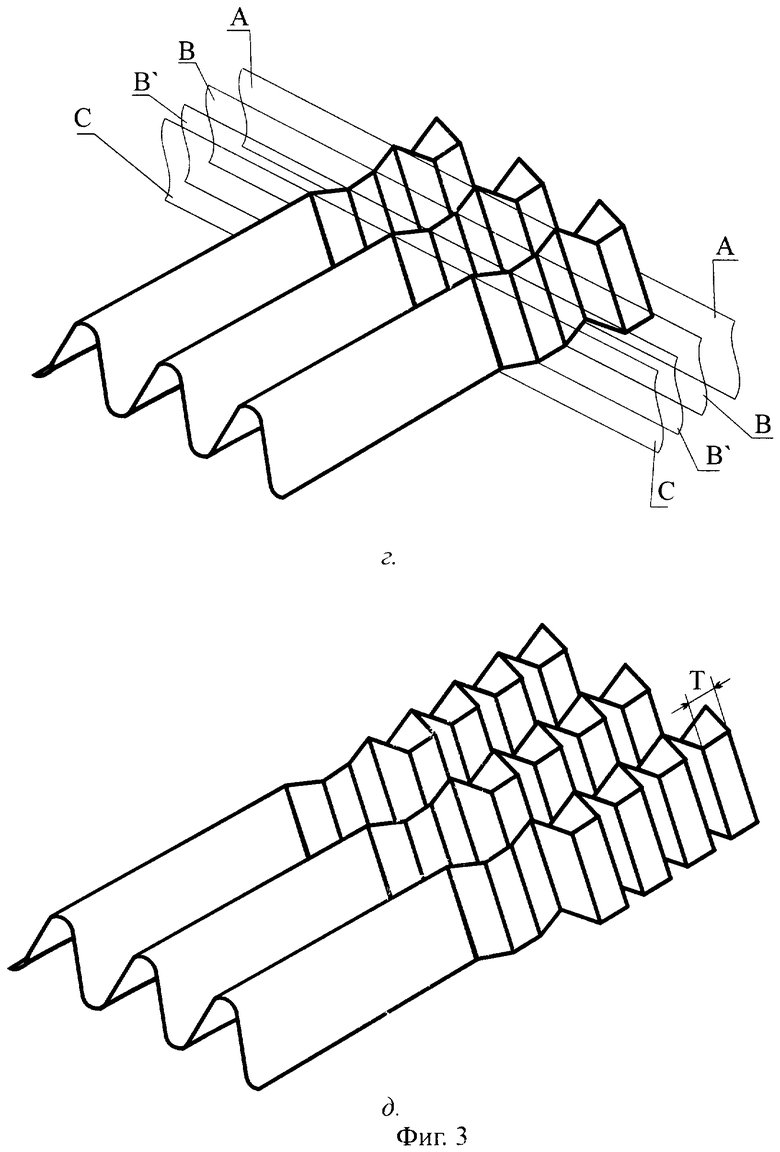
Фиг.3,а-3,д - схема поэтапного формообразования деталей с зигзагообразной гофрированной структурой с образованием в защемленных зонах пилообразных линий;
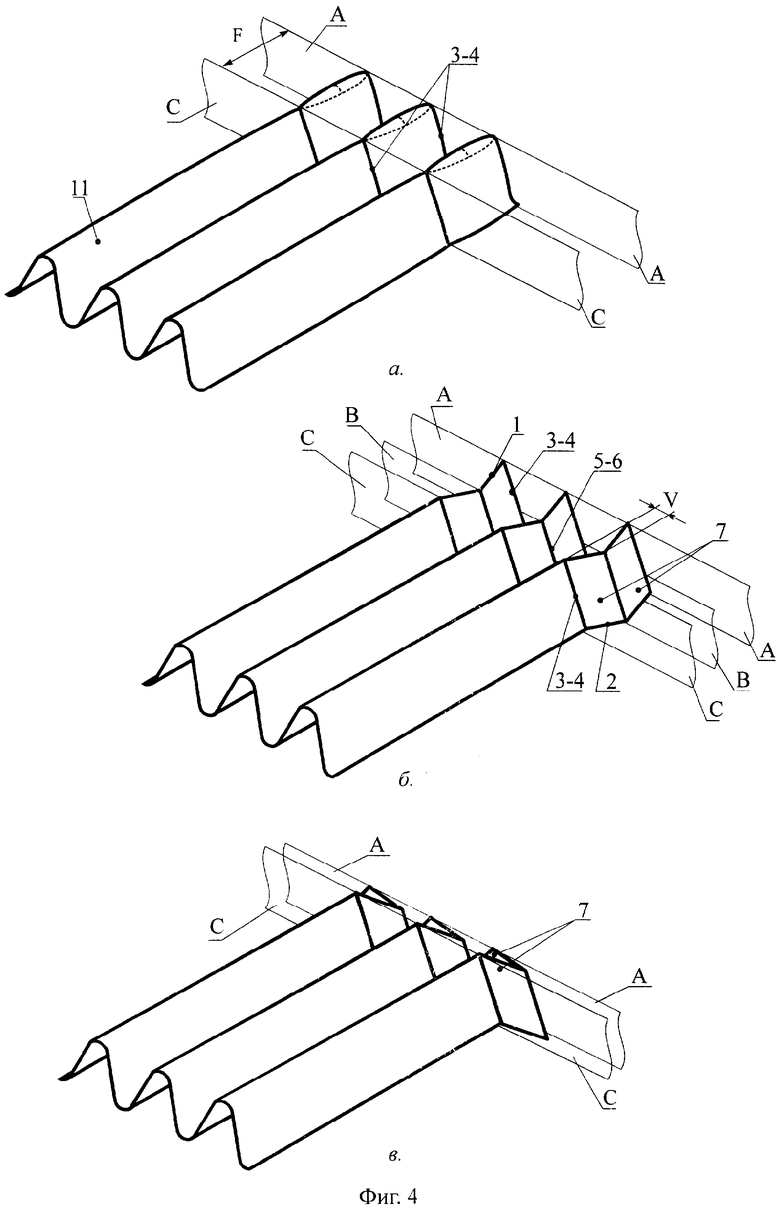
Фиг.4,а-4,д - схема поэтапного формообразования деталей с зигзагообразной гофрированной структурой с образованием между защемленными зонами двухрядной ленты зигзагообразного гофра;
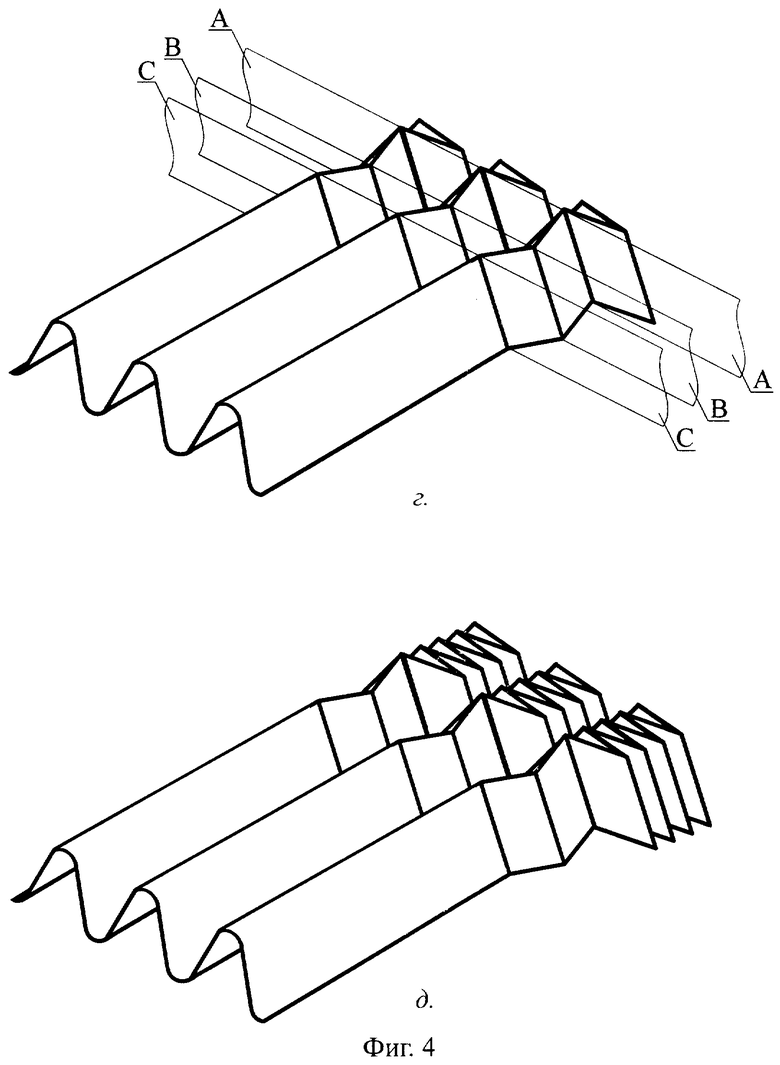
Фиг.5,а-5,б - растяжение плотно сжатой детали с зигзагообразной гофрированной структурой до номинального размера блока.
Деталь с зигзагообразной гофрированной структурой (фиг.1,а) характеризуется зигзагообразными линиями вершин 7, зигзагообразными линиями впадин 2, базовыми пилообразными линиями 3, 4, срединными пилообразными линиями 5, 6, параллелограммными гранями 7, базовыми прямоугольными гранями 8, срединными прямоугольными гранями 9. Между базовыми пилообразными линиями 3, 4 и срединными пилообразными линиями 5, 6 располагаются соответственно базовые и срединные пилообразные ленты, объединенные лентами из параллелограммных граней 7. Деталь с зигзагообразной гофрированной структурой с полным набором структурных элементов, то есть базовых и срединных пилообразных лент, шириной 2Р и Т соответственно, объединенных лентами из параллелограммных граней, назовем Z-P-T-гофром, который имеет складчатую структуру, то есть разворачивается на плоскость без разрывов и наложения материала.
На фиг.1,б показана развертка Z-P-T-гофра. Характерные линии этой структуры на развертке обозначены теми же цифрами, что и на фиг.1,а. Позицией 10 обозначены линии, проходящие по середине базовых лент шириной 2Р0. Разметка Z-P-T-гофра на развертке задается параметрами S0, 2L0, V0, 2P0, T0 (фиг.1,б), где S0 - шаг между разметочными линиями базовых лент; 2L0 - двойной шаг между зигзагообразными линиями вершин или впадин соответственно; V0 - амплитуда зигзагообразных линий на разметке; 2P0 - ширина базовых пилообразных лент; T0 - ширина срединных пилообразных лент.
На фиг.1,в изображен Z-P-T-гофр в сжатом состоянии, характеризующемся вертикальным положением параллелограммных граней 7 и клиновидными ячейками вдоль базовых и срединных пилообразных лент. Соответствующие параметры структуры Z-P-T-гофра в рельефном состоянии обозначены S, 2L, V, 2P, Т (фиг.1,в), где S - шаг между линиями базовых лент; 2L - двойной шаг между зигзагообразными линиями вершин или впадин соответственно; V - амплитуда зигзагообразных линий на Z-P-T-гофре в рельефном состоянии; 2Р - ширина базовых пилообразных лент; Т - ширина срединных пилообразных лент. При этом Р=P0, Т=T0.
Деталь с зигзагообразной гофрированной структурой, показанную на фиг.1,г, назовем Z-T-гофром. Деталь с зигзагообразной гофрированной структурой, показанную на фиг.1,ж, назовем Z-гофром. Эти детали являются частным случаем вышеописанного Z-P-T-гофра. В Z-T-гофре (фиг.1,г) ширина базовых пилообразных лент 2Р принята равной нулю. В итоге две базовые пилообразные линии 3 и 4 сливаются в одну линию 3-4.
В Z-гофре (фиг.1,ж) как для базовых пилообразных лент, так и для срединных пилообразных лент, ширина 2Р и Т, приняты равными нулю. В итоге линии 3 и 4, а также 5 и 6 попарно сливаются в две пилообразные линии.
На фиг.1,д и фиг.1,з показаны соответственно развертки Z-T-гофра и Z-гофра, а на фиг.1,е и 1,и они изображены в плотно сжатом состоянии. Для Z-T-гофра - это конструкция с ячейками вдоль срединных пилообразных лент. Для Z-гофра - это сплошной пакет без ячеек. Все обозначения на этих структурах соответствуют Z-P-T-гофру. Z-T-гофр и Z-гофр также являются складчатыми, т.е. разворачивающимися на плоскость.
На фиг.2,а-2,е изображена схема формообразования Z-P-T-гофра из гофрированной заготовки в цикле.
Фиг.2,а - первая операция формообразования - защемление заготовки. Исходная заготовка 11 имеет форму линейного гофра (Z-гофра), т.е. гофра с линейной образующей. Форма направляющей L-гофра может быть произвольной, но предпочтительно со скругленными гребнями или синусоидальной. Зона формообразования располагается между двумя параллельными сечениями А-А и С'-С'. Защемление заготовки производится по двум базовым пилообразным лентам, образованными прямоугольными элементами 8 с шириной Р, расположенными между сечениями А-А и А'-А' и, соответственно, С-С и С'-С'. Пилообразные ленты ограничены пилообразными линиями 3, 10 и 4, 10 соответственно. В середине, между защемленными зонами, заготовка сохраняет исходный профиль, плавно переходящий в пилообразный по линиям 3 и 4 в зонах защемления. F - ширина зоны формообразования и соответственно шаг подачи заготовки в каждом цикле.
Фиг.2,б - вторая операция формообразования - формирование трехрядной ленты Z-P-T-гофра. Трехрядная лента содержит две ленты из параллелограммных граней 7 и расположенную между ними срединную пилообразную ленту из прямоугольных граней 9, имеющих ширину Т. Срединная пилообразная лента ограничена пилообразными линиями 5 и 6, которые лежат в сечениях В-В и В'-В'. Эти сечения параллельны сечениям А-А и С-С. Срединная пилообразная лента имеет такой же профиль, как и базовые пилообразные ленты в защемленных зонах. В то же время эти ленты сдвинуты по отношению друг к другу в поперечном направлении на величину V амплитуды Z-P-T-гофра.
На фиг.2,в показаны траектории перемещения точек на заготовке при формировании трехрядной ленты в сечении D-D, расположенным между плоскостями В-В и B'-В' и параллельным им. 3 - пилообразные линии в защемленном сечении заготовки А'-А', 6 - положение пилообразной линии в сечении D-D после формообразования трехрядной ленты Z-P-T-гофра, 12 - профиль заготовки в сечении D-D перед началом формообразования трехрядной ленты. PB и PH - первоначальное положение верхней и нижней точек на заготовке, соответственно, в которых формируются узлы детали, т.е. пересечения зигзагообразных и пилообразных линий.  и
и  - соответственно, положение этих точек после формирования трехрядной ленты Z-P-T-гофра, V - амплитуда Z-P-T-гофра.
- соответственно, положение этих точек после формирования трехрядной ленты Z-P-T-гофра, V - амплитуда Z-P-T-гофра.
Фиг.2,г - третья операция формообразования - дожатие трехрядной ленты Z-P-Т-гофра до положения параллелограммных граней 7, близкого к вертикальному. Характерным для этой операции является попарное сближение плоскостей А'-А' и В-В, а также В'-В' и С-С до их слияния. Сжатая трехрядная лента характеризуется вертикальным расположением параллелограммных граней 7.
Фиг.2,д - операция формообразования трехрядной ленты Z-P-T-гофра на следующем цикле после подачи заготовки на шаг F.
Фиг.2,е - произвольный этап формообразования Z-P-T-гофра.
На фиг.3,а-3,д представлены этапы формообразования Z-T-гофра.
Фиг.3,а - первая операция формообразования Z-T-гофра - защемление заготовки. Защемленные зоны имеют ширину, близкую к нулю, и представляют собой пилообразные линии, лежащие в сечениях А-А и С-С.
Фиг.3,б - вторая операция формирования трехрядной ленты Z-T-гофра.
Фиг.3,в - третья операция дожатия трехрядной ленты до ячеистой структуры, характеризующаяся полным сближением сечений А-А и В-В, а также В'-В' и С-С.
Фиг.3,г - операция формообразования трехрядной ленты Z-T-гофра на следующем цикле после подачи заготовки на шаг F.
Фиг.3,д - произвольный этап формообразования Z-T-гофра.
На фиг.4,а-4,д изображены этапы формообразования Z-гофра.
Фиг.4,а - первая операция защемления заготовки в двух сечениях А-А и С-С с формированием в этих сечениях пилообразных линий 3 и 4. В промежутке между этими сечениями заготовка сохраняет синусоидальный профиль.
Фиг.4,б - вторая операция формирования двухрядной ленты Z-гофра с образованием пилообразной линии 5-6, расположенной в сечении В-В.
Фиг.4,в - третья операция дожатия двухрядной ленты Z-гофра до соприкосновения параллелограммных граней 7. Эта операция характеризуется сближением сечений А-А и С-С.
Фиг.4,г - формообразование двухрядной ленты Z-гофра на следующем цикле.
Фиг.4,д - произвольный этап формообразования Z-гофра.
Фиг.5,а представлен Z-гофр в состоянии плотно сомкнутых параллелограммных граней лент зигзагообразного гофра с четким оформлением ребер по зигзагообразным и пилообразным линиям, а на фиг.5,б - Z-гофр после растяжения пакета до номинального размера.
В основе предлагаемого способа лежат следующие геометрические и физические посылки:
1. В линейном гофре с любой формой направляющей могут быть образованы в поперечном направлении зоны в виде лент с пилообразным профилем или, в частном случае, в виде пилообразных линий без растяжения или разрыва материала.
2. Между двумя отстоящими друг от друга защемленными пилообразными лентами или линиями можно сформировать другую, срединную пилообразную ленту или линию, одинаковую с ними по профилю, но сдвинутую по отношению к защемленным лентам на величину V амплитуды зигзагообразных линий (фиг.2,б, 2,в). Если вершины защемленных и срединных лент соединить с четким оформлением ребер, то получается деталь с зигзагообразной гофрированной структурой в виде трех- или двухрядной ленты. Таким образом, от заготовки в форме линейного гофра можно перейти на участке между защемленными зонами к детали с зигзагообразной гофрированной структурой без растяжения и нарушения целостности материала, т.е. путем только изометрических преобразований.
3. Деталь с зигзагообразной гофрированной структурой может существовать нескольких видов, в частности:
- деталь образуется чередующимися пилообразными лентами из прямоугольных и параллелограммных граней (фиг.1,а);
- деталь образуется пилообразными лентами из параллелограммных граней, чередующихся с пилообразными лентами из прямоугольных граней (фиг.1,г);
- деталь образуется только пилообразными лентами из параллелограммных граней (фиг.1,ж).
Все перечисленные разновидности детали с зигзагообразной гофрированной структурой являются частным случаем детали (фиг.1,а) и получаются за счет образования в защемленных зонах не пилообразных лент, состоящих из прямоугольных граней, а пилообразных линий.
4. Процесс формообразования детали с зигзагообразной гофрированной структурой переходом от линейного гофра сопровождается незначительной депланацией граней (выходом из плоского состояния). Однако в конце формообразования грани детали принимают плоскую форму.
Способ реализуют следующим образом. На первом этапе (фиг.2,а) заготовку 11 в виде линейного гофра (L-гофра) подают в зону формообразования, расположенную между сечениями А-А и С'-С'. Осуществляют защемление заготовки по зонам в виде двух базовых пилообразных лент, отстоящих друг от друга на расстоянии F. Защемленные зоны в виде пилообразных лент состоят из прямоугольных граней 8 шириной Р, ограниченных пилообразными линиями 3-10 и 4-10, расположенных в сечениях А-А и А'-А', а также С-С и С'-С' соответственно. Между защемленными зонами заготовка сохраняет первоначальный профиль, плавно переходящий в сечениях А'-А' и С-С в пилообразный профиль.
На следующем этапе (фиг.2,б) между защемленными зонами формируют трехрядную ленту детали с зигзагообразной гофрированной структурой, включающую в себя две зигзагообразные ленты из параллелограммных граней 7, и расположенную между ними срединную ленту из прямоугольных граней 9 шириной Т. Эту операцию можно осуществить в два перехода. Сначала между сечениями В-В и В'-В' формируют срединную пилообразную ленту, профиль которой сдвинут в поперечном направлении на величину V по отношению к профилю защемленных пилообразных лент (фиг.2,в). На следующем переходе формируют отрезки зигзагообразных линий 7 и 2, входящие в состав пилообразных лент, состоящих из параллелограммных граней 7. Защемление зон в виде пилообразных лент между сечениями А-А и А'-А', С-С и С'-С', формирование срединной пилообразной ленты между сечениями В-В и В'-В', а также формирование лент из параллелограммных граней может быть реализовано с помощью штамповой оснастки.
После формирования трехрядной ленты детали с зигзагообразной гофрированной структурой защемленные зоны сближают (фиг.2,г) соответственно сближаются сечения А'-А' и В-В, а также В'-В' и С-С, сжимая трехрядную ленту до состояния вертикального положения параллелограммных граней 7. При этом формируются четкие ребра по зигзагообразным и пилообразным линиям, а деталь приобретает ячеистую структуру с клиновидной формой ячеек.
На этом заканчиваются операции первого цикла. Заготовку подают в зону формообразования на шаг F и повторяют операции в цикле (фиг.2,д) до получения детали нужной длины (фиг.2,е).
Формообразование зигзагообразного гофра с другим типом структуры (Z-Т-гофр), образованной чередованием одной срединной пилообразной ленты из прямоугольных граней 9 и двух пилообразных лент из параллелограммных граней 7 (фиг.3,а-3,д) ведут с тем же составом операций и в той же последовательности. Отличие заключается в том, что защемление заготовки осуществляют по зонам в виде пилообразных линий 3-4, расположенных в сечениях А-А и С-С (фиг.3,а).
Формообразование зигзагообразного гофра с третьим типом структуры (Z-гофр), составленной только пилообразными лентами из параллелограммных граней 7, ведут аналогично, с тем же составом операций и в той же последовательности, включая защемление заготовки по зонам в виде пилообразных линий 3-4 (фиг.4,а) в сечениях А-А и С-С. Отличие заключается в том, что между защемленными зонами формируют срединную пилообразную ленту с шириной, близкой к нулю, имеющую вид пилообразной линии 5-6, расположенную в сечении В-В, имеющую одинаковый профиль с защемленными зонами в сечениях А-А и С-С. При этом в процессе формообразования формируется двухрядная лента детали с зигзагообразной гофрированной структурой, состоящая из параллелограммных элементов 7 (фиг.4,б).
В остальном последовательность операций формообразования детали Z-гофр соответствует двум предшествующим способам (фиг.4,а-4,д).
По последнему варианту для получения деталей с четко оформленными ребрами по зигзагообразным и пилообразным линиям на каждом этапе цикла двухрядную ленту сжимают до состояния плотно сжатого пакета с вертикальным расположением граней 7 (фиг.5,а). Затем плотно сжатый пакет растягивают до нужной ширины блока детали Z-гофр (фиг.5,б).
Таким образом, предложен способ, позволяющий получить циклически из непрерывной тонколистовой заготовки в виде линейного гофра рельефную деталь с зигзагообразной гофрированной структурой.
Использованные источники
1. Патент РФ №1706148, МКИ В32В 15/00. Устройство для изготовления изделий сложного профиля из композиционного материала. В.И.Халиулин, В.Е.Десятов. Опубл. бюл. №16 от 12.06.1996 г.
2. Патент РФ №2057647, МКИ B29D 9/00. Способ изготовления заполнителя из композиционного материала. В.И.Халиулин, В.Е.Десятов. Опубл. бюл. №10 от 10.04.1996 г.
3. Патент РФ №2118217, МКИ В21Д 13/00. Устройство для гофрирования листового материала. В.И.Халиулин, И.В.Двоеглазов. Опубл. бюл. №24 от 27.08.1998 г.
4. Патент РФ №2100120, МКИ В21Д 13/00. Способ изготовления зигзагообразного гофра (варианты) и устройство для его осуществления. В.И.Халиулин, Е.А.Скрипкин. Опубл. бюл. №36 от 27.12.1997 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ДЕТАЛИ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2004 |
|
RU2264918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2003 |
|
RU2256556C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ ИЗ КОМПОЗИТОВ | 2008 |
|
RU2381084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ КОМПОЗИТОВ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2008 |
|
RU2371315C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2317168C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2205084C1 |
| Способ изготовления многослойной панели криволинейной формы с зигзагообразным гофрированным заполнителем | 1990 |
|
SU1830326A1 |
| Устройство для гофрирования листового материала | 1990 |
|
SU1755999A1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1991 |
|
RU2038265C1 |
| ЗВУКОПОГЛОЩАЮЩАЯ ПАНЕЛЬ | 2005 |
|
RU2307216C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении гофрированных конструкций со складчатой структурой из тонколистового материала. Непрерывную заготовку в форме линейного гофра подают в зону формообразования. Заготовку защемляют с образованием защемленных зон в виде двух отстоящих друг от друга пилообразных линий или пилообразных лент. Ленты состоят из прямоугольных граней. На заготовке формируют зигзагообразные и пилообразные линии в соответствии с линиями разметки на развертке зигзагообразной гофрированной структуры. Для этого между защемленными зонами образуют участок детали с зигзагообразной гофрированной структурой в виде двухрядной или трехрядной ленты. Двухрядная лента включает две ленты с гранями в форме параллелограмма. Трехрядная лента включает две ленты с гранями в форме параллелограмма и расположенную между ними срединную ленту из прямоугольных граней. При защемлении срединную ленту трехрядной ленты формируют с профилем, аналогичным профилю пилообразных лент, но смещенным в поперечном направлении. Величина смещения равна амплитуде зигзагообразных линий гофрированной структуры. Все операции повторяют циклически. В результате обеспечивается расширение технологических возможностей способа. 1 з.п. ф-лы, 5 ил.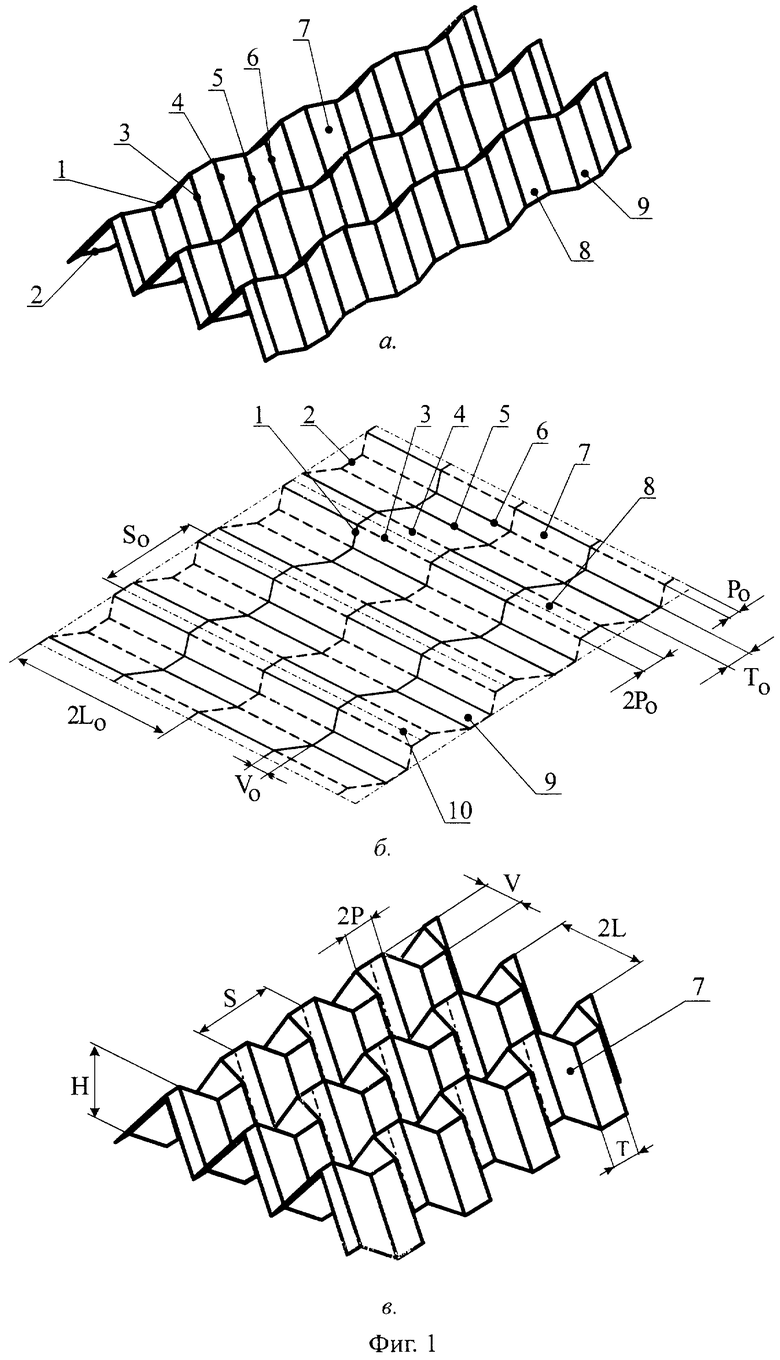
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНОГО ГОФРА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2100120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНОГО ГОФРА (ВАРИАНТЫ) | 1996 |
|
RU2100119C1 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2241562C1 |
| Устройство для гофрирования листового материала | 1989 |
|
SU1690903A1 |
| US 3992162 A, 16.11.1976. | |||

