Изобретение относится к области защитных полимерных покрытий может быть использовано в машиностроительной, авиационной, приборостроительной промышленности и других областях техники.
Полимерные покрытия широко применяются в различных областях ввиду их свойств - высокая химическая стойкость, гидрофобность пластичность. В то же время полимерным покрытиям свойственна относительно низкая механическая прочность, что ограничивает их применение в случаях механического, эрозионного и кавитационного воздействия.
Градиентное металлополимерное (ГМП) покрытие с основой из химически стойкого металла и термопластичного полимера имеет существенно более высокие функциональные характеристики. Металлическая матрица обеспечивает высокие прочностные характеристики, а полимерная компонента решает вопросы пористости и шероховатости.
Тем не менее и ГМП покрытие не лишено недостатков. Есть проблема качества и сплошности полимерного слоя. В особенной степени это касается ГМП покрытия с фторопластовой полимерной компонентой.
Фторопласт - очень широко применяемый полимер. Популярность материалов на основе фторопласта связана с тем, что он обладает рядом физических и химических свойств, а также технических показателей, которые превышают аналогичные показатели других материалов.
В практике применения полимерных и ГМП покрытий зачастую возникают ситуации, когда покрытие необходимо наносить на металлические поверхности крупногабаритных объектов.
ГМП покрытие формируется путем нанесения на поверхность металлического объекта градиентной металлической матрицы, затем слоя порошка или суспензии полимера. Затем рыхлый газопроницаемый слой полимера оплавляется способом индукционного нагрева поверхности металлического объекта.
Аналогично формируется чисто полимерное покрытие на поверхности крупногабаритных объектов. На поверхность объекта наносится слоя порошка или суспензии полимера. Затем рыхлый газопроницаемый слой полимера оплавляется способом индукционного нагрева поверхности металлического объекта.
Проблема, которая возникает в данном случае - это невозможность обеспечить равномерность и плавность нагрева и охлаждения поверхности. На покрытиях из полимера и на полимерной составляющей ГМП покрытия, наносимых в таких условиях, зачастую появляются трещины.
Для фторопласта проблема усугубляется тем обстоятельством, что фторопласт имеет очень высокий коэффициент термического расширения. Термический коэффициент линейного расширения фторопласта находится в области XX*10-5C-1, тогда как КТР металлов и большинства других полимеров находится в диапазоне значений ХХ*10-6С-1
При охлаждении металлического объекта со фторопластовым покрытием или ГМП покрытием со фторопластовой компонентой, фторопласт испытывает существенную «усадку» по отношению к подложке из металла или к металлической матрице ГМП покрытий. Изменение линейных размеров фторопластового слоя в 10 раз превышает изменение линейных размеров поверхности, на которой оно нанесено.
В какой-то мере данная разница КТР компенсируется пластичностью фторопласта, тем не менее, при нанесении слоев с достаточно большой толщиной растрескивание покрытий неизбежно (рисунок 1).
Аналогичные проблемы могут возникать и при нанесении таким способом покрытий с применением других полимеров.
Таким образом, для повышения эффективности технологии нанесения и надежности полимерных и ГМП покрытий в необходимо решение следующих задач:
Повышение порочности и износостойкости полимерных покрытий
Обеспечение защиты от растрескивания при оплавлении путем индукционного нагрева слоя полимера.
Решение данной задачи возможно путем внедрения в порошковый слой на поверхности крупногабаритного металлического объекта до его оплавления нитевидных частиц высокой прочности.
Требуемой совокупностью свойств обладает волоконные материалы, в частности углеродное волокно (фибра) (таблица).
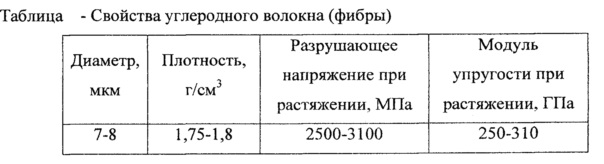
Высокими физическими характеристиками обладают волокна и из других материалов - стекло, базальт т т.п.
Волокна, находящиеся в сухом и газопроницаемом слое полимерной компоненты ГМП покрытия нанесенном методом электростатического напыления порошка или воздушного распыления суспензии, при его последующем проплавлении и полимеризации обеспечивает скрепление кристаллитов полимера между собой, уменьшает ослабление по границам кристаллитов, армирует слой и, таким образом, увеличивает прочностные характеристики покрытий.
Волокна, находящиеся в сухом и газопроницаемом слое полимера, нанесенном методом электростатического напыления порошка или воздушного распыления суспензии, при его последующем проплавлении и полимеризации сшивают кристаллиты полимера. Таким образом, при нанесении полимерного или ГМП покрытия, обогащение углеродными нитями, обеспечивает преобразование усадки в плоскости самой поверхности в усадку в направлении ортогональном поверхности, что препятствует растрескиванию.
Известны технические решения:
«РЕЗЕРВУАР ДЛЯ ЖИДКОСТИ, СНАБЖЕННЫЙ АРМИРУЮЩИМ И ГЕРМЕТИЗИРУЮЩИМ ПОКРЫТИЕМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ» (RU 2174914 С2, МПК В32В 1/02, опубликовано 20.10.2001);
«СОСТАВ ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ» (RU 2394861 С1, МПК C09D 163/02, опубликовано 20.07.2010).
В обоих случаям рассматриваются покрытия на основе эпоксидных (термореактивных) смол обогащенные различными, в т.ч. волоконными добавками. Высокая вязкость эпоксидной основы не может обеспечить ее глубокого проникновения в металлическую матрицу покрытия, таким образом невозможно обеспечить индустриальный способ обеспечения градиентного перехода отношения состава материалов от металлической матрицы к полимерной компоненте.
Кроме того, нанесение любых полимерных покрытий на базе термореактивных полимеров всегда сопряжено со сложностями, обусловленными ограниченным сроком годности материала, после его смешивания, обычно не более нескольких часов, после чего остаток материала подлежит утилизации, ввиду негодности к применению.
Ближайшим аналогом является патент (RU 2627543 С2, МПК С23С 26/00, опубликовано 08.08.2017, Способ нанесения металлополимерного покрытия). В известном техническом решении описывается покрытие, содержащее слой полимера в виде порошка. В данном случае технологически обеспечивается градиентный переход плотности отношения состава материалов, но есть риск растрескивания полимерного слоя ввиду большой разницы коэффициентов термического расширения и неравномерности нагрева и охлаждения. Кроме того, поверхностная незащищенная металлической матрицей часть полимерной компоненты имеет стандартную механическую прочность полимера.
На рисунке 1 представлен пример растрескивания обычного покрытия из фторопласта.
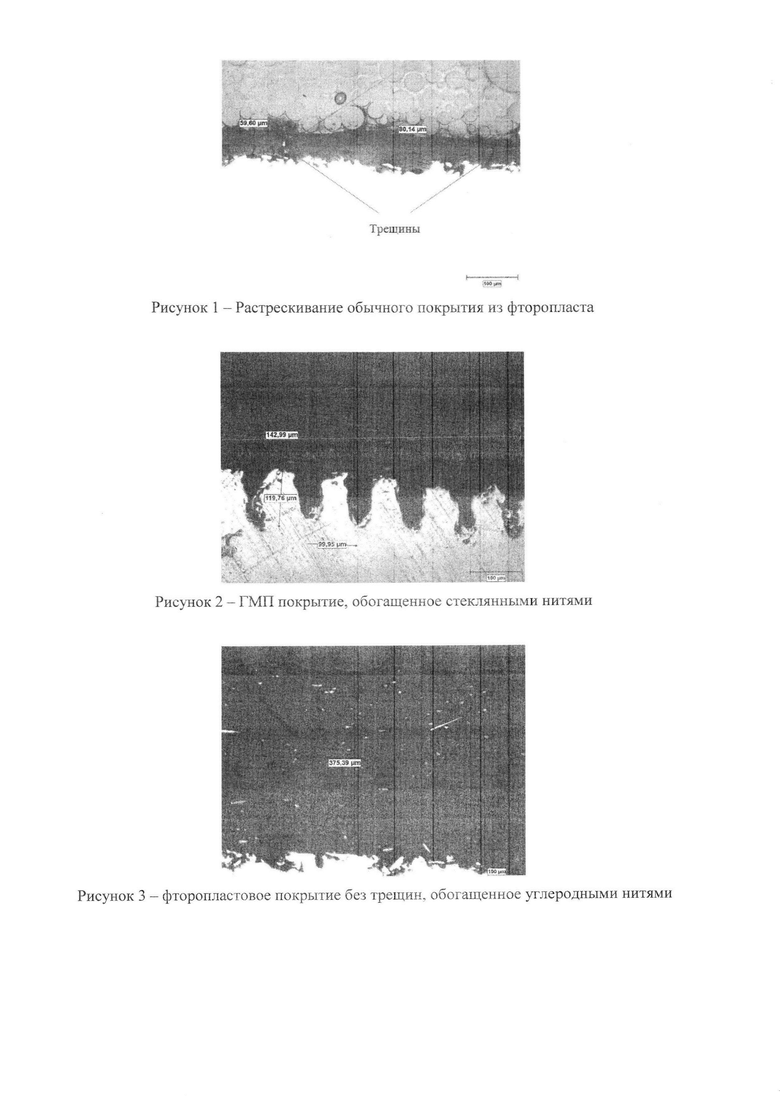
На рисунке 2 представлено ГМП покрытие, обогащенное стеклянными нитями.
На рисунке 3 представлено фторопластовое покрытие без трещин, обогащенное углеродными нитями.
Желаемым техническим результатом является устранение возможности растрескивания полимерного покрытия или полимерной компоненты ГМП покрытия при его оплавлении путем индукционного нагрева.
Желаемым техническим результатом является повышение прочности на разрыв и к другим видам воздействия полимерного или ГМП покрытия.
Желаемый технический результат достигается тем, что нанесена на поверхность металлического объекта градиентная металлическая матрица, а затем нанесен методом электростатического напыления порошка или воздушного распыления суспензии слой термопластичного полимера и обогащен нитевидными добавками высокой прочности диаметром существенно, до 10 и более раз, меньшим чем толщина наносимого полимерного слоя, после чего слой подвергнут оплавлению.
Покрытие может быть нанесено без градиентной металлической матрицы.
Например, при толщине покрытия 100-200 мкм толщина нитей может составлять 1-15 мкм, чтобы толщина нитей не была сопоставима с толщиной покрытия. Наличие таких нитей в нанесенном слое порошка или суспензии полимера перед его оплавлением, при его последующем проплавлении и полимеризации сшивает кристаллиты полимера, что препятствует его растрескиванию.
Наличие таких нитей в нанесенном слое порошка или суспензии полимера перед его оплавлением, при его последующем проплавлении и полимеризации приводит к формированию слоя полимера или ГМП покрытия армированного нитями высокой прочности и, в результате более стойкого к разрывающим и другим воздействиям, поскольку нити в полимерном слое воспринимают на себя часть нагрузки на полимерный слой.
Пример.
Наносят металлическое покрытие из коррозионностойкого сплава и с высокой шероховатостью. Затем способом электростатического распыления смеси порошка полиэтилена и стекловолокна в доле 3% по массе, средней длинной 200 мкм и толщиной 9-14 мкм наносят газопроницаемый слой полиэтилена, обогащенного нитями стекловолокна. Затем оплавляют способом индукционного нагрева, в результате чего формируется градиентное металлополимерное покрытие, полимерная компонента которого обогащена стекловолокном, что увеличивает стойкость покрытия к механическим воздействиям (Рисунок 2).
Наносят способом воздушного распыления фторопластовой суспензии, смешанной с нитями углеродного волокна в доле 5% длинной 150-250 мкм и толщиной 7-8 мкм, газопроницаемый слой фторопласта, обогащенного нитями углеродного волокна. Затем оплавляют способом индукционного нагрева, в результате чего формируется полимерное покрытие, обогащенное нитями углеродного волокна (Рисунок 3), что увеличивает стойкость покрытия к механическим воздействиям. В процессе полимеризации и охлаждения покрытие не растрескивается, поскольку кристаллиты порошка скреплены между собой нитями углеродного волокна, что препятствует его растрескиванию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 2015 |
|
RU2627543C2 |
| СПОСОБ СПЛАВЛЕНИЯ ПОЛИМЕРНЫХ И МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ С ПОЛУЧЕНИЕМ КОМБИНИРОВАННОГО КОНСТРУКЦИОННОГО МАТЕРИАЛА МНОГОПРОФИЛЬНОГО ПРИМЕНЕНИЯ | 2021 |
|
RU2758702C1 |
| ГРЕБНОЙ ВИНТ С ЗАЩИТНЫМ МЕТАЛЛОПОЛИМЕРНЫМ ПОКРЫТИЕМ | 2018 |
|
RU2700519C1 |
| Способ изготовления уплотняющих элементов | 1979 |
|
SU872875A1 |
| Токопроводящее порошковое связующее на основе эпоксидной композиции и способ получения препрега и армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2820925C1 |
| Способ получения армированного углекомпозита на основе порошкового связующего, содержащего твердую эпоксидную смолу и бифункциональный бензоксазин (варианты) | 2023 |
|
RU2813113C1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ПЕКАРНЫХ ФОРМ | 1991 |
|
RU2025977C1 |
| Углепластик на основе полифениленсульфидного связующего и способ его получения (варианты) | 2023 |
|
RU2816084C1 |
| Порошковое связующее на основе циановой композиции и способ получения армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2813882C1 |
| Способ получения гибридных композитных материалов с электропроводящим покрытием | 2018 |
|
RU2699120C1 |
Изобретение относится к области защитных полимерных покрытий, может быть использовано в машиностроительной, авиационной, приборостроительной промышленности и других областях техники. Градиентное металлополимерное покрытие для металлической поверхности выполнено в виде градиентного оплавленного слоя, состоящего из металлического слоя из коррозионностойкого сплава и полимерного слоя, обогащенного нитями стекловолокна или углеродного волокна, диаметр которых по меньшей мере в 10 раз меньше толщины упомянутого полимерного слоя. Обеспечивается повышение прочности, износостойкости и защиты от растрескивания покрытия. 3 ил., 1 табл., 1 пр.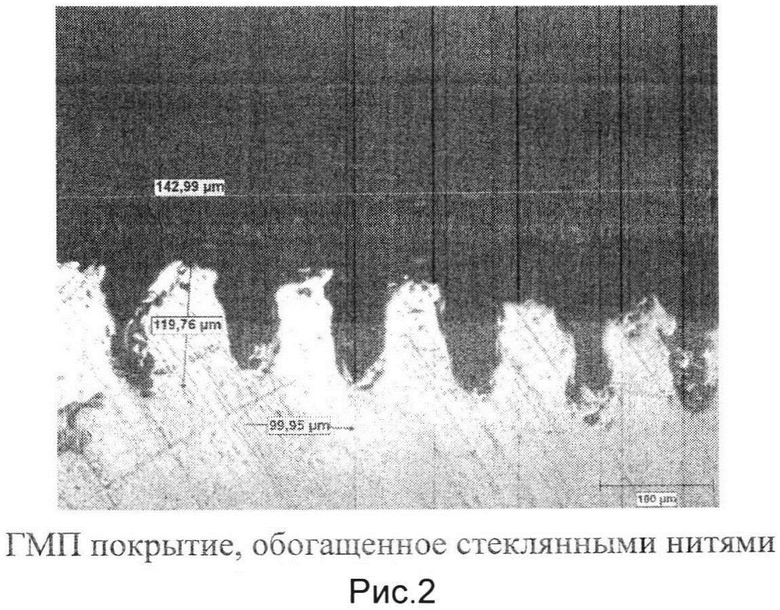
Градиентное металлополимерное покрытие для металлической поверхности, отличающееся тем, что оно выполнено в виде градиентного оплавленного слоя, состоящего из металлического слоя из коррозионностойкого сплава и полимерного слоя, обогащенного нитями стекловолокна или углеродного волокна, диаметр которых по меньшей мере в 10 раз меньше толщины упомянутого полимерного слоя.
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 2015 |
|
RU2627543C2 |
| СОСТАВ ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ | 2008 |
|
RU2394861C1 |
| ГРАДИЕНТНЫЕ ТОНКИЕ ПЛЕНКИ | 2014 |
|
RU2666198C1 |
| US 20140141264 A1, 22.05.2014 | |||
| US 20140141257 A1, 22.05.2014. | |||

