Изобретение относится к металлургии легированных сталей и сплавов, которые предназначены для использования в атомном энергетическом машиностроении при производстве основного оборудования АЭС, отвечающего требованиям безопасной эксплуатации атомной энергетики, а именно для изготовления внутрикорпусной выгородки водо-водяных энергетических реакторов (ВВЭР) с ресурсом не менее 60-ти лет.
Известны коррозионно-стойкие стали типа 08Х18Н10Т и 08X18Н9, применяемые для изготовления внутрикорпусной выгородки в России [1-3] и за рубежом [4] соответственно.
Выгородка корпуса реактора ВВЭР подвергается высокодозному нейтронному облучению и эксплуатируется в водной среде теплоносителя первого контура, являющейся коррозионной средой [5]. Высокодозное облучение вызывает дополнительный разогрев внутренних слоев выгородки и, как следствие, их радиационное распухание. Градиенты температуры и распухания по толщине выгородки приводят к возникновению высоких растягивающих напряжений в поверхностных слоях выгородки, контактирующих с водной средой. Контакт высокооблученного металла со средой может приводить к коррозионному растрескиванию выгородки. Кроме того, радиационное распухание стали 08Х18Н10Т, превышающее 7%, приводит к γ→α-превращению и возникновению хрупко-вязкого перехода, что обусловливает резкое падение пластичности, т.е. охрупчивание стали.
При распухании, превышающем 5%, трещиностойкость стали становится близка к нулю.
Основным негативным фактором радиационного распухания является вызываемое им формоизменение выгородки, которое может привести к контакту внутренней поверхности выгородки с периферийными тепловыделяющими сборками (ТВС) и, как следствие, к затруднению извлечения ТВС из активной зоны.
Согласно оценкам, представленным в работах [6, 7], в случае изготовления выгородки реактора ВВЭР ТОИ из используемой в настоящее время стали 08Х18Н10Т, при консервативной оценке ее радиационного распухания проектный срок службы выгородки 60 лет может быть не обеспечен. При этом будут реализованы вышеперечисленные механизмы охрупчивания, а формоизменение выгородки приведет к ее контакту с ТВС. Выполненные материаловедческие исследования [6] показывают, что для гарантированного обеспечения работоспособности выгородки реактора типа ВВЭР ТОИ в течение проектного срока службы 60 лет необходимо снизить распухание материала выгородки в 2,4 раза по сравнению со сталью 08Х18Н10Т.
Распухание стали типа 08X18Н9, при одних и тех же условиях, выше, чем у стали 08Х18Н10Т [8], поэтому выгородка из стали 08X18Н9 будет иметь еще меньший ресурс, чем выгородка из стали 08Х18Н10Т.
Наиболее близкой по назначению, условиям эксплуатации и механическим характеристикам к предлагаемой стали является сталь марки 08Х18Н10Т-У по ГОСТ 5632-72 [1], применяемая в настоящее время для изготовления внутрикорпусной выгородки ВВЭР и содержащая компоненты в масс. %:
Данная марка характеризуется недостаточным сопротивлением радиационному распуханию по критерию формоизменения и охрупчивания при повреждающих дозах, характерных для внутрикорпусной выгородки ВВЭР поколения III+.
Задачей, на решение которой направлено предлагаемое изобретение, является создание стали, позволяющей повысить срок службы внутрикорпусных деталей (выгородок) ВВЭР ТОИ до 60 лет.
Техническим результатом настоящего изобретения является создание аустенитной хромоникелевой стали, обладающей повышенной стойкостью к распуханию при воздействии нейтронных потоков при дозах до 150 сна (смещений на атом), что обеспечивает снижение формоизменения внутрикорпусной выгородки при эксплуатации, а также более высокие характеристики пластичности и трещиностойкости в облученном нейтронами состоянии при сохранении сопротивления коррозионному растрескиванию (по сравнению со сталью 08Х18Н10Т).
Такой комплекс свойств новой стали обеспечивает работоспособность внутрикорпусной выгородки ВВЭР ТОИ в течение проектного срока службы, составляющего не менее 60 лет.
Технический результат достигается за счет того, что в состав известной стали, содержащей углерод, кремний, марганец, хром, никель, титан и железо, дополнительно введен молибден, кальций и редкоземельные металлы (РЗМ) лантан и церий при следующем соотношении элементов, масс. %:
При этом для наиболее полного достижения технического результата должны одновременно выполняться следующие соотношения. Хромовый эквивалент, рассчитываемый по формуле:
CCrэкв = CCr + СМо + 1,5*CSi + 0,5*CTi,
не должен превышать величину 
где CCr - содержание хрома, масс. %; СМо - содержание молибдена, масс. %; Csi - содержание кремния, масс. %; CTi - содержание титана, масс. %.
Никелевый эквивалент, рассчитываемый по формуле:
СNiэкв = CNi + 30*СС + 0,5*СMn + 30*CN,
должен быть не ниже величины 
где CNi - содержание никеля, масс. %; СC - содержание углерода, масс. %; СMn - содержание марганца, масс. %; CN - содержание азота, масс. %.
Ширина выбранных диапазонов содержания легирующих элементов обусловлена металлургическими особенностями литья крупных слитков.
Заявляемое изобретение проиллюстрировано следующими графическими материалами.
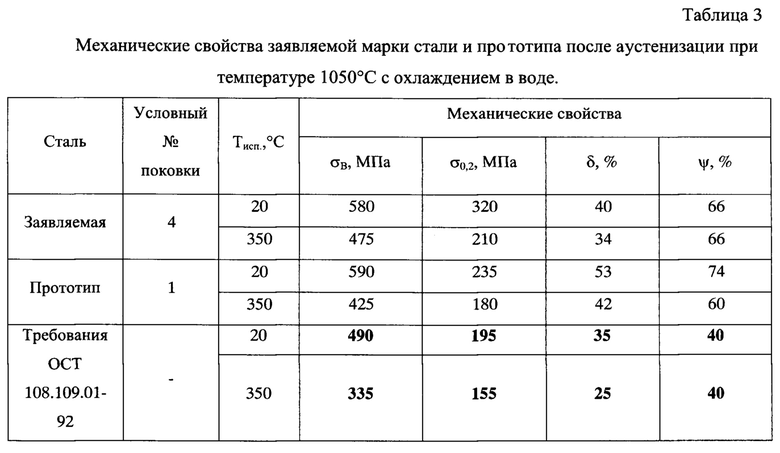
На фиг. 1 представлены зависимости радиационного распухания от повреждающей дозы для прототипа (металл поковки №1) и заявляемой стали с 20% никеля (металл поковки №2).
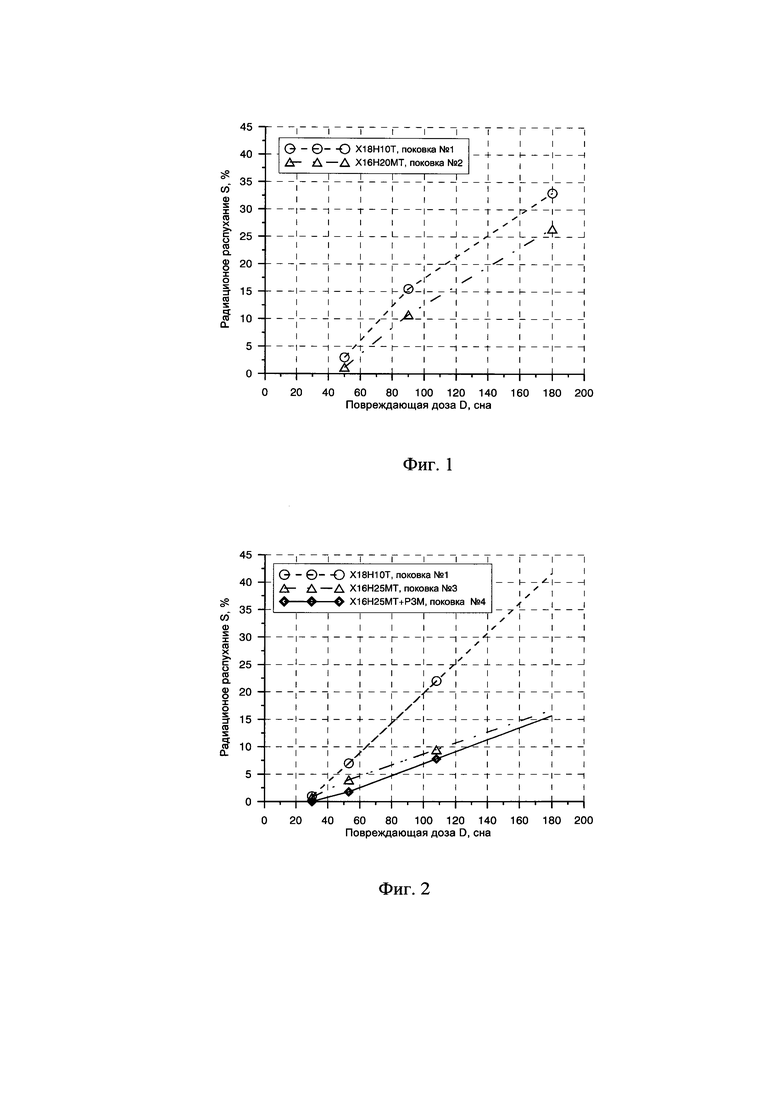
На фиг. 2 представлены зависимости радиационного распухания от повреждающей дозы для прототипа (металл поковки №1) и металла поковок №3 и №4.
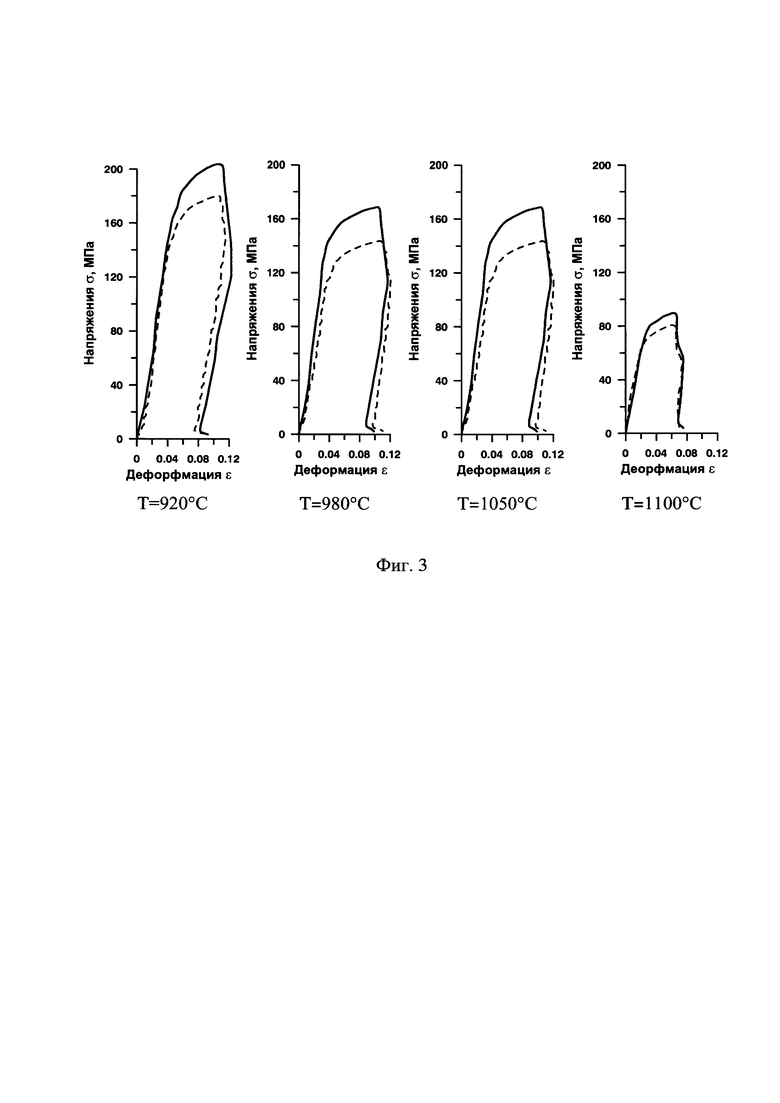
На фиг. 3 показано сопоставление диаграмм деформирования металла поковки №3 (без РЗМ и кальция) и поковки №4 (с РЗМ и кальцием) при температурах ковки.
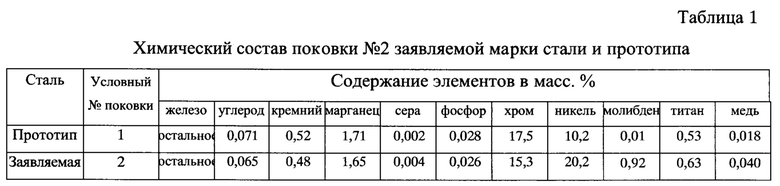
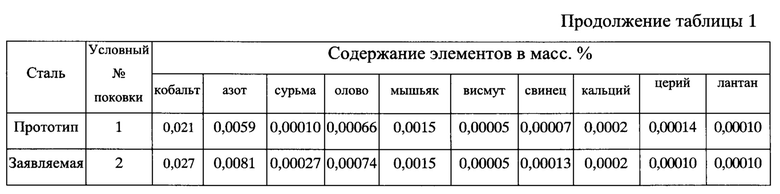
Таблица 1 содержит данные по химическому составу материалов поковки №2 заявляемой марки стали и поковки №1 прототипа.
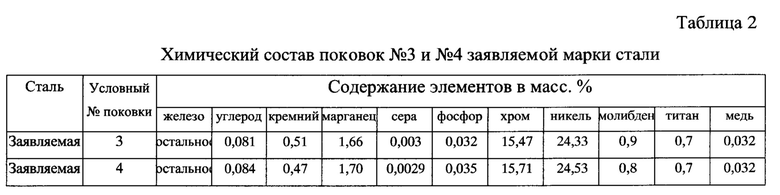
Таблица 2 содержит данные по химическому составу материалов поковок №3 и №4 заявляемой марки стали.
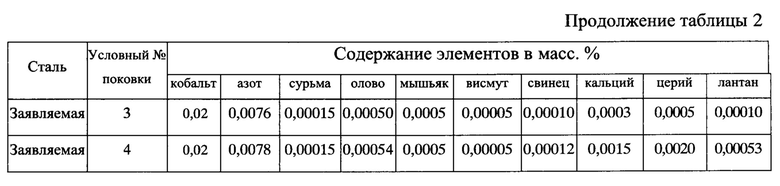
Таблица 3 отражает данные по механическим свойствам заявляемой марки стали и прототипа после аустенизации при температуре 1050°С с охлаждением в воде.
Выполнение этих соотношений обеспечивает сохранение аустенитной структуры в течение всего срока эксплуатации внутрикорпусной выгородки (отсутствие γ→α превращения), сохранение стойкости к межкристаллитному коррозионному растрескиванию и максимальный уровень распухания материала выгородки не более 6 % на конец срока эксплуатации реактора.
Соотношение указанных элементов, в том числе легирующих, и принятые ограничения суммарного содержания некоторых из них выбраны таким образом, чтобы сталь обеспечивала требуемый уровень механических характеристик и радиационного распухания (не более 6%) после облучения дозой до 150 сна при максимальной температуре облучения Тобл = 370°С.
Предлагаемая сталь, как и прототип, легирована углеродом и титаном. В предлагаемой стали регламентирован нижний предел содержания углерода (0,06%) и увеличен верхний предел содержания углерода до 0,1%. Легирование титаном производится с расчетом, чтобы обеспечить такое гарантированное содержание карбидов титана в матрице, которое оказывает влияние на радиационное распухание в сторону его уменьшения. На поверхности раздела карбид-матрица в силу их когерентности и значительного положительного объемного несоответствия параметров кристаллической решетки (+0,7 [9]) образуются упругоискаженные области, которые служат стоками для вакансий. Кроме того, карбиды TiC задерживают гелиевые пузырьки и затрудняют их преобразование в поры. Как показано в работе [10], введение в сталь Х16Н15М3 всего ~0,1% титана снижает распухание с 15 до 2% после повреждающей дозы 70 сна (Тобл = 500°С). Содержание углерода в количестве С=(0,06-0,10)% в предлагаемой стали в комплексе с легированием титаном в количестве ((5С+0,1)-0,8)% обеспечивает предотвращение образования карбидов Cr23C6 по границам зерен, приводящих к обеднению хромом приграничных участков и увеличению склонности стали к межкристаллитному коррозионному растрескиванию. Оставшиеся в твердом растворе титан и углерод вносят заметный вклад в подавление распухания как за счет положительного влияния радиационно-индуцированных карбидов TiC, так и за счет влияния отдельных атомов титана в твердом растворе. Атомный радиус титана составляет RTi = 0,145 нм (надразмерный элемент), что обусловливает образование комплекса атом титана-вакансия железа (с энергией связи 0,3 эВ [11]) и, тем самым, образует дополнительные центры рекомбинации для межузельных атомов.
При содержании титана, превышающем 0,8-1,0%, в стали под облучением образуются высокая концентрация дисперсных частиц Ni3Ti (γ'-фаза). Выделение γ'-фазы оказывает двоякое воздействие на радиационное распухание. Собственно мелкодисперсная γ'-фаза подавляет распухание по механизму, подобному влиянию карбидов TiC [10]. С другой стороны, γ'-фаза выводит из твердого раствора заметное количество никеля, что может стимулировать γ→α превращение и рост распухания.
Фазовое превращение γ→α в процессе облучения аустенитных сталей происходит из-за значительного обеднения матрицы аустенитобразующими элементами, прежде всего, никелем. При этом обеднение аустенитной матрицы никелем сопровождается усилением распухания. Положительное влияние повышенных концентраций никеля на подавление распухания отмечалось как для простых тройных сплавов системы Fe-Cr-Ni, так и для сложнолегированных промышленных составов, причем минимум распухания отмечается при содержании никеля в интервале 35-45%. Количественная оценка степени обеднения аустенитной матрицы никелем показала, что при величине распухания, равной 8%, обеднение никелем матрицы составляет около 6% [12].
Основным элементом, дающим сталям высокую коррозионную стойкость, является хром. Роль хрома заключаются в том, что он обеспечивает способность стали к пассивации. Защитная пассивирующая пленка образуется только при содержании хрома в стали более 12,5%. В целях гарантированного обеспечения однофазной аустенитной микроструктуры стали с учетом обеднения матрицы никелем под облучением содержание хрома в заявляемой марке задается в диапазоне (15-16)%.
Оценка степени предрасположенности различных сталей к фазовому γ→α-превращению, выполненная с применением диаграммы Шеффлера, показала, что для гарантированного отсутствия γ→α превращения в аустенитных сталях, содержащих (16-19)% эквивалента хрома CCrэкв, с учетом обеднения матрицы стали никелем в процессе облучения в течение 60 лет, содержание никеля в стали должно быть увеличено по сравнению с прототипом с (9,00-11,00)% как минимум до 20%. Такое увеличение никеля будет компенсировать обеднение матрицы материала никелем за счет радиационного распухания, образования радиационно-индуцированных фаз и сегрегаций, и гарантировано обеспечит полностью аустенитную структуру при распухании до 8%. Увеличение содержания никеля по сравнению с прототипом также способствует снижению радиационного распухания при нейтронном облучении [12]. В то же время, 20% содержания никеля может быть недостаточно для необходимого снижения радиационного распухания по сравнению с прототипом. Учитывая некоторые результаты исследований [13], показывающих отсутствие снижения распухания при повышении никеля до 20% при содержании хрома 16%, при выборе химического состава рассматривалось два варианта содержания никеля: 20% и 25%.
Кроме того, увеличение никеля до 25% гарантирует отсутствие γ→α превращения даже при возможном обогащении матрицы хромом, эквивалентном обеднению никелем.
Молибден является элементом, снижающим диффузионную подвижность различных элементов и повышающим сопротивление ползучести. Кроме того, легирование молибденом способствует уменьшению степени сегрегационных процессов легирующих и примесных элементов в матрице при эксплуатации, а также повышению температуры рекристаллизации, что важно для формирования требуемого балла зерна в заготовке при ковке. Снижение диффузионной подвижности элементов способствует, в том числе, снижению распухания, а повышение сопротивления ползучести обеспечивает более высокое сопротивление коррозионному растрескиванию.
В то же время одновременное легирование титаном и молибденом приводит к образованию в стали крупных карбидов типа (Ti, Мо)С, которые могут приводить к снижению трещиностойкости и ударной вязкости. Согласно выполненным в работе [14] исследованиям формирование крупных карбидов (Ti, Мо)С происходит даже при снижении содержания молибдена до 1,5%. В связи с этим в новой стали установлено содержание Мо в диапазоне (0,7 -1,4)%.
В заявленной марке стали в качестве одного из раскислителей применяют кремний. Кремний имеет диффузионную подвижность на несколько порядков выше по сравнению с никелем и другими основными легирующими элементами аустенитной стали. Ускорение диффузии в сталях, легированных кремнием, снижает пресыщение вакансиями и тем самым уменьшает скорость зарождения пор. Другой механизм влияния кремния как подразмерного элемента аналогичен никелю - кремний образует стабильные комплексы с межузельными атомами и тем самым увеличивает степень их рекомбинации с вакансиями. Однако в процессе образования γ'-фазы Ni3Si происходит удаление кремния из твердого раствора, причем совместно с никелем, наиболее эффективно подавляющим распухание и стабилизирующим γ-фазу. В прототипе 08Х18Н10Т содержание кремния ограничено сверху уровнем 0,8%. Учитывая как положительное, так и отрицательное влияние кремния, в заявленной марке содержание кремния ограничено уровнем (0,4-0,6)%.
Марганец применяют для удаления из стали кислорода и серы. Он имеет меньшую тенденцию к сегрегации, чем любой другой легирующий элемент. Марганец благоприятно влияет на качество поковки во всем диапазоне содержания углерода, за исключением сталей с очень низким содержанием углерода, а также снижает риск красноломкости. Марганец благоприятно влияет на ковкость и свариваемость сталей. Марганец способствует образованию аустенита и поэтому расширяет аустенитную область диаграммы состояния. Большое содержание марганца (более 2%) приводит к возрастанию тенденции к растрескиванию и короблению при закалке. В заявляемой марке стали содержание марганца ограничено уровнем (1,5-2,0)%.
Содержание азота в заявляемой стали нормировано как примесь, так как азот приводит к образованию нитридов и карбонитридов титана, на которых образуются деформационные поры [15]. Кроме того, азот снижает энергию дефектов упаковки (ЭДУ), что отрицательно сказывается на сопротивлении стали коррозионному растрескиванию. Исходя из вышеизложенного, а также учитывая современные возможности металлургического производства, содержание азота не должно превышать 0,02 %, т.е. CN≤0,02%.
Заявляемая сталь легирована кальцием в количестве 0,001-0,003%, который процессе затвердевания адсорбируется на поверхности растущих кристаллов, понижая скорость роста граней кристаллов металла и тем самым, способствует формированию более дисперсной структуры. Кальций связывает серу в тугоплавкие соединения, резко снижая возможность образования легкоплавких сульфидов TiS и NiS при сверхравновесном содержании серы.
Введение в металл добавок редкоземельных металлов (РЗМ) церия и лантана в суммарном количестве 0,001-0,005%, приводит к измельчению зерна; очищает стали от кислорода, серы и нейтрализует вредное влияния примесей цветных металлов; улучшает свариваемость стали с точки зрения повышения сопротивления образованию «горячих трещин» в результате связывания серы и кислорода в тугоплавкие соединения [16]. Редкоземельные металлы снижают сопротивление деформированию при ковке увеличивая технологичность стали при изготовлении крупногабаритных поковок. Кроме того, эти металлы снижают радиационное распухание [9].
Фосфор имеет высокую диффузионную подвижность и усиливает скорость диффузии основных элементов стали. Выделения фосфидов Fe2P усиливают рекомбинацию точечных радиационно-индуцированных дефектов на поверхности раздела выделение-матрица из-за высокого несоответствия [9, 17]. Поэтому в заявленной марке стали фосфор не следует рассматривать как примесь. Оптимальное содержание фосфора с точки зрения снижения распухания составляет от 0,020% до 0,035% [12,17].
В то же время следует отметить, что фосфор может образовывать межзеренные сегрегации и снижать коррозионную стойкость стали [18].
Учитывая, что в современной металлургии без введения специальных требований по чистоте аустенитных хромо-никелевых сталей по содержанию фосфора используется шихта, при которой содержание фосфора варьируется от 0,01% до 0,035%, содержание фосфора может быть ограничено 0,035% как и в прототипе.
Содержание серы в заявленной марке ограничивается 0,008%, что в сочетании с микролегированием кальцием обеспечивает практически полное отсутствие формирования легкоплавких эвтектик при затвердевании слитка и, как следствие, обеспечивает его технологическую прочность. Кроме того, низкое содержание серы обеспечивает низкую объемную долю сульфидов и, как следствие, высокий уровень трещиностойкости и ударной вязкости [19].
Содержание меди как примеси, как и в стали прототипе, ограничено 0,3% согласно ГОСТ 5632-72 [1] для сталей, не легированных медью.
Элементы олово, сурьма, мышьяк, висмут и свинец относятся к примесям и их содержание в предлагаемой стали не должно превышать 0,001%. Содержание примесей сверх указанного уровня отрицательно влияет на служебные характеристики стали - примеси при воздействии рабочей температуры и облучения, усиливающих диффузию, сегрегируют на границы зерен и ослабляют их когезивную прочность.
Кобальт образует при облучении долгоживущие изотопы, поэтому его содержание в стали также ограничено минимальным уровнем, который можно обеспечить в стали предлагаемого состава при выплавке - не более 0,025%.
На первом этапе из принципа экономного легирования стали никелем в результате экспериментальных исследований был выбран состав заявляемой стали с содержанием легирующих и примесных элементов в пределах патентуемого состава за исключением никеля, содержание которого составило 20%, и без введения РЗМ и кальция. Были изготовлены 2 опытные поковки весом по 500 кг - поковка №1 прототипа (сталь марки 08Х18Н10Т) и поковка №2 заявляемой стали.
Металл выплавлялся в вакуумных индукционных печах. Разливка в слитки производилась в вакууме. Полученный металл подвергался горячей обработке давлением на промышленном кузнечно-прессовом оборудовании.
Химический состав материалов представлен в таблице 1. Для сравнительной оценки склонности к радиационному распуханию при больших дозах облучения заявляемой стали с 20% никеля и прототипа было проведено облучение тяжелыми ионами в ионном ускорителе. Облучение проводилось при различных температурах и различном уровне прединжектированного гелия, имитирующего его генерацию в материале в результате ядерных реакций при облучении нейтронами.
После облучения проводилось исследование микроструктуры и радиационного распухания облученного слоя образцов методами сканирующей и просвечивающей электронной микроскопии.
Как видно из фиг. 1, металл поковки заявляемой стали с 20% никеля имеет распухание в 1,3 раза ниже, чем у прототипа.
Таким образом, заявляемая сталь с содержанием никеля 20% не обеспечивает требуемое снижение радиационного распухания по сравнению с прототипом в 2,4 раза, а, следовательно, указанный материал не обеспечивает гарантированную работоспособность выгородки ВВЭР ТОИ в течение проектного срока эксплуатации 60 лет.
Исходя из полученного результата дополнительно были изготовлены 2 опытных поковки №3 и №4 заявляемой стали по 500 кг каждая. Содержание легирующих и примесных элементов в металле поковки №3 соответствовало патентуемому составу без введения РЗМ и кальция, а в поковке №4 -полностью соответствовало патентуемому составу.
Химический состав поковок №3 и №4 представлен в таблице 2.
Облучение в ионном ускорителе металла поковок №3 и №4 проводилось по режиму, моделирующему облучение материала ВКУ в реакторах типа ВВЭР. По этому же режиму был облучен металл прототипа (поковка №1).
На фиг. 2 видно, что распухание металла поковки №3 в 2,4 раза ниже, чем у прототипа, а распухание металла поковки №4 в 2,7 раза ниже, чем у прототипа.
Полученные данные показывают явное преимущество заявляемой стали с 25% никеля по сравнению со сталью с 20% никеля (металл поковки №2). Кроме того, видно, что введение редкоземельных металлов и кальция подавляет в некоторой степени радиационное распухание.
Кроме указанного положительного влияния РЗМ и кальция на подавление распухания было подтверждено положительное влияние этих элементов на технологичность стали при ковке.
На фиг. 3 показано сопоставление диаграмм деформирования металла поковки №3 (без РЗМ и кальция) и поковки №4 (с РЗМ и кальцием) при температурах ковки, и видно, что сопротивление стали с РЗМ и кальцием ниже.
Исследования механических свойств металла поковки прототипа №1 и поковки №4 заявляемой стали проводилось на образцах, изготовленных из термически обработанного после ковки металла: гомогенизационный отжиг (аустенизация) при 1050°С с охлаждением в воде. Выдержка при температуре аустенитизации назначалась из расчетиа 2 мин/мм сечения. Из термически обработанного материала были изготовлены заготовки, а затем образцы на статическое растяжение при температурах +20°С и 350°С.
Результаты определения механических свойств представлены в таблице 3. В этой же таблице приведены требования к величине механических свойств для стали прототипа 08Х18Н10Т согласно ОСТ 108.109.01-92, которые используются при расчете статической прочности элементов внутрикорпусных устройств реакторов и, в частности, выгородки. Результаты механических испытаний усреднены по 2-м образцам на точку.
Из представленных в таблице 3 данных видно, что металл обеих поковок обеспечивает требования ОСТ 108.109.01-92, предъявляемые к механическим свойствам стали прототипа, а значит, обеспечивают прочностные характеристики выгородки реактора типа ВВЭР ТОИ.
Исходя из того, что механические свойства заявляемой стали с 25% никеля, добавлением РЗМ и кальция, обеспечивают требования ОСТ 108.109.01-92, предъявляемые к механическим свойствам стали прототипа (Таблица 3), а радиационное распухание в 2,7 раза ниже, чему у прототипа (фиг. 2), предлагается использовать указанную сталь для ВКУ перспективных ВВЭР.
Кроме того, следует отметить, что легирование стали РЗМ улучшает ее технологичность (фиг. 3).
Учитывая варьирование основных легирующих элементов, влияющих на ее структурное состояние, в пределах патентуемого состава, а также учитывая процессы, приводящие к обеднению никелем и обогащении хромом матрицы при облучении, для обеспечения аустенитной структуры в течение всего срока эксплуатации для заявляемого состава должны выполняться следующие соотношения: хромовый эквивалент, рассчитываемый по формуле
CCrэкв = CCr+СMo+1,5*CSi+0,5*CTi, должен не превышать величину  никелевый эквивалент, рассчитываемый по формуле: CNiэкв = СNi+30*СC+0,5*СMn+30*CN, должен быть не ниже величины
никелевый эквивалент, рассчитываемый по формуле: CNiэкв = СNi+30*СC+0,5*СMn+30*CN, должен быть не ниже величины 
Результаты проведенных испытаний свидетельствуют о том, что разработанная аустенитная хромоникелевая сталь с содержанием никеля 25% позволяет достичь указанный в описании технический результат (повышенную стойкостью к распуханию при сохранении требуемых механических свойств), а в отношении сплава-прототипа подтверждены его недостатки.
Источники информации:
1. ГОСТ 5632-2014 «Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные», М., 2015, 54 с.
2. ОСТ 108.109.01-92 «Заготовки корпусных деталей из коррозионностойких сталей аустенитного класса. Технические условия».
3. Патент РФ № 2293787 от 20.02.2007, Бюллетень №5.
4. Стандарт ASTM А-182.
5. Погодин В.П., Богоявленский В.Л., Сентюрев В.П. Межкристаллитная коррозия и коррозионное растрескивание нержавеющих сталей в водных средах - М., «Атомиздат», 1970, с. 422.
6. Карзов Г.П., Марголин Б.З. Основные механизмы радиационного повреждения материалов ВКУ и материаловедческие проблемы их длительной эксплуатации. Журнал «РЭА», 2015, №2, с. 8-15.
7. Пиминов В.А., Евдокименко В.В. Оценка прочности и ресурса ВКУ действующих и сооружаемых реакторов типа ВВЭР: реалистический и консервативный прогнозы. Журнал «РЭА», 2015, №2, с. 16-19.
8. Васина Н.К, Марголин Б.З., Гуленко А.Г, Курсевич И.П. Радиационное распухание нержавеющих сталей: влияние различных факторов. Обработка экспериментальных данных и формулировка определяющих уравнений. Журнал «Вопросы материаловедения», 2006, №4(48), с. 69-89.
9. Воеводин В.Н., Неклюдов И.М. Эволюция структурно-фазового состояния и радиационная стойкость конструкционных материалов. Киев, «Наукова думка», 2006, с. 376.
10. Налесник В.М., Сагарадзе В.В. и др. Исследование процессов, определяющих формоизменение аустенитных нержавеющих сталей типа 16-15 с различными вариантами легирования в условиях облучения БН-600. «Вопросы атомной науки и техники». Серия: Физика радиационных повреждений и радиационное материаловедение, 1991, вып. 2(56).
11. Johnston Р.А., Lam N.Q. Solute segregation under irradiation// Journal of Nuclear Materials, 1973, 69-70, p. 424.
12. Курсевич И.П., Карзов Г. П., Марголин Б.З. и др. Принципы легирования новой радиационностойкой аустенитной стали для ВКУ ВВЭР-1200, обеспечивающей их безопасную эксплуатацию не менее 60 лет. Журнал «Вопросы материаловедения», 2012, №3(71), с. 140-154.
13. Garner F.A., Black С.А., Edwards D.J., Factors which control the swelling of Fe-Cr-Ni ternary austenitic alloys // J. Nucl. Mater., 1997,V. 245, 124-130 pp.
14. B. Rouxel, C. Bisor, Y. De Carlan et al. Influence of austenitic stainless steel microstructure on the void swelling under ion irradiation // EPJ Nuclear Sci. Technol., 2016, V. 2.
15. Сорокин A.A., Марголин Б.З., Курсевич И.П., Минкин А.И., Неустроев B.C., Белозеров С.В. Влияние нейтронного облучения на механические свойства материалов внутрикорпусных устройств реакторов типа ВВЭР. «Вопросы материаловедения», 2011, №2 (66), с. 131-152.
16. Технология электрической дуговой сварки. Под ред. Деменцевича В.П., Думова С.И. М., «Машиностроение», 1959, с. 358.
17. Maziasz P. J. Overview of microstructural evolution in neutron-irradiated austenitic stainless steels // Journal of Nuclear Materials. - 1993. - V. 205. - P. 118-145.
18. Металловедение и термическая обработка стали. Справочник. Под ред. Бернштейна М.Л., Рахштадта А.Г. М., «Металлургия», 1983, т. II, с. 365.
19. Херцберг Р. В. Деформация и механика разрушения конструкционных материалов. Пер. с англ. Бернштейна А.М., под ред. Бернштейна М.Л., Ефименко С.П. М., «Металлургия», 1989, с. 575, ил. 21.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАЛОАКТИВИРУЕМАЯ КОРРОЗИОННО-СТОЙКАЯ И РАДИАЦИОННО СТОЙКАЯ ХРОМИСТАЯ СТАЛЬ | 2006 |
|
RU2325459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ АКТИВНОЙ ЗОНЫ ВОДО-ВОДЯНОГО РЕАКТОРА НА МЕДЛЕННЫХ НЕЙТРОНАХ ИЗ МАЛОАКТИВИРУЕМОЙ ФЕРРИТНО-МАРТЕНСИТНОЙ СТАЛИ | 2009 |
|
RU2412255C1 |
| АУСТЕНИТНАЯ СТАЛЬ | 2003 |
|
RU2233906C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ВНУТРИКОРПУСНЫХ УСТРОЙСТВ ВОДО-ВОДЯНОГО ЭНЕРГЕТИЧЕСКОГО РЕАКТОРА ВВЭР-1000 | 2014 |
|
RU2557386C1 |
| ОСОБОТОНКОСТЕННАЯ ТРУБА ИЗ АУСТЕНИТНОЙ БОРОСОДЕРЖАЩЕЙ СТАЛИ ДЛЯ ОБОЛОЧКИ ТВЭЛА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2420600C1 |
| КОРРОЗИОННО-СТОЙКАЯ НЕЙТРОННО-ПОГЛОЩАЮЩАЯ СТАЛЬ | 2022 |
|
RU2800699C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА НА БЫСТРЫХ НЕЙТРОНАХ | 2003 |
|
RU2241266C1 |
| НЕЙТРОННО-ПОГЛОЩАЮЩИЙ СПЛАВ НА ОСНОВЕ Ni | 2022 |
|
RU2803159C1 |
| МАЛОАКТИВИРУЕМЫЙ КОРРОЗИОННО-СТОЙКИЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2008 |
|
RU2383417C1 |
| КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ ДЛЯ ВНУТРИКОРПУСНЫХ УСТРОЙСТВ И ТЕПЛООБМЕННОГО ОБОРУДОВАНИЯ АЭС | 2005 |
|
RU2293787C2 |
Изобретение относится к области металлургии легированных сталей и сплавов, которые предназначены для использования в атомном энергетическом машиностроении при производстве основного оборудования АЭС, а именно для изготовления внутрикорпусной выгородки водо-водяных энергетических реакторов (ВВЭР) с ресурсом не менее 60-ти лет. Радиационно-стойкая аустенитная сталь содержит углерод, кремний, марганец, хром, никель, титан, молибден, кальций, лантан, церий и железо при следующем соотношении элементов, мас.%: C 0,06÷0,10, Si 0,40÷0,60, Mn 1,50÷2,00, Cr 15,0÷16,0, Ni 24,00÷26,00, Mo 0,70÷1,40, Ti (5*C+0,10)÷0,80, Ca 0,001÷0,003, La+Ce 0,001÷0,005, P ≤0,035, S ≤0,008, N ≤0,020, Co ≤0,025, Cu ≤0,3, Sn ≤0,001, Sb ≤0,001, As ≤0,001, Bi ≤0,001, Pb ≤0,001, железо - остальное. Повышается стойкость к распуханию при воздействии нейтронных потоков при дозах до 150 смещений на атом (сна) при сохранении требуемых механических свойств. 1 з.п. ф-лы, 3 ил., 3 табл.
1. Радиационно-стойкая аустенитная сталь для внутрикорпусной выгородки водо-водяного энергетического реактора (ВВЭР), содержащая углерод, кремний, марганец, хром, никель, титан и железо, отличающаяся тем, что она дополнительно содержит молибден, кальций, лантан и церий при следующем соотношении элементов, мас.%:
углерод 0,06÷0,10,
кремний 0,40÷0,60,
марганец 1,50÷2,00,
хром 15,0÷16,0,
никель 24,00÷26,00,
молибден 0,70÷1,40,
титан (5*содержание углерода+0,10)÷0,80,
кальций 0,001÷0,003,
лантан+церий 0,001÷0,005,
фосфор ≤0,035,
сера ≤0,008,
азот ≤0,020,
кобальт ≤0,025,
медь ≤0,3,
олово ≤0,001,
сурьма ≤0,001,
мышьяк ≤0,001,
висмут ≤0,001,
свинец ≤0,001,
железо - остальное.
2. Радиационно-стойкая аустенитная сталь для внутрикорпусной выгородки ВВЭР по п. 1, отличающаяся тем, что в ней обеспечивается одновременное выполнение следующих условий:
хромовый эквивалент CCrэкв, рассчитываемый по формуле
CCrэкв = CCr+СМо+1,5*CSi+0,5*CTi,
составляет 
где CCr - содержание хрома, мас.%, СМо - содержание молибдена, мас.%, CSi - содержание кремния, мас.% и CTi - содержание титана, мас.%, а
никелевый эквивалент, рассчитываемый по формуле
CNiэкв = CNi+30*СС+0,5*CMn+30*CN,
составляет 
где СNi - содержание никеля, мас.%; СC - содержание углерода, мас.%; СMn - содержание марганца, мас.%; CN - содержание азота, мас.%.
| АУСТЕНИТНАЯ СТАЛЬ | 2003 |
|
RU2233906C1 |
| КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ ДЛЯ ВНУТРИКОРПУСНЫХ УСТРОЙСТВ И ТЕПЛООБМЕННОГО ОБОРУДОВАНИЯ АЭС | 2005 |
|
RU2293787C2 |
| АУСТЕНИТНАЯ СТАЛЬ | 1994 |
|
RU2068022C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА НА БЫСТРЫХ НЕЙТРОНАХ | 2003 |
|
RU2241266C1 |
| ОСОБОТОНКОСТЕННАЯ ТРУБА ИЗ АУСТЕНИТНОЙ БОРОСОДЕРЖАЩЕЙ СТАЛИ ДЛЯ ОБОЛОЧКИ ТВЭЛА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2420600C1 |
| WO 2012132992 A1, 04.10.2012 | |||
| EP 3309274 A1, 18.04.2018 | |||
| US 4224062 A1, 23.09.1980 | |||
| US 9347121 B2, 24.05.2016. | |||

