Изобретение относится к технологии получения длинномерных стеков из высокотемпературных сверхпроводящих лент (ВТСП) второго поколения, а более конкретно, к установке для их получения, и может быть использовано в производстве токопроводящих кабелей, токоограничителей, обмоток мощных электромагнитов, электродвигателей и т.д.
Первые успехи в создании ВТСП-проводов были связаны с разработкой лет в серебряной оболочке на основе сверхпроводника Bi-Sr-Ca-Cu-O (BSCCO), получившими название лент первого поколения. Несколько позднее появилась технология производства лент 2-го поколения на основе сверхпроводников систем R-Ba-Cu-O (RBCO, R - редкоземельный элемент).
Технология производства таких лент представляет собой сложный процесс, опирающийся на знания в химии, физике, металлургии и других областях. В лентах 1-го поколения жилы ВТСП заключены в матрицу из серебра или сплава на его основе. Для создания лент 2-го поколения обычно применяют ленты-подложки (как правило, из сплавов на основе никеля), ВТСП-жила одна и представляет из себя тонкое покрытие на поверхности ленты. Буферных слоев несколько, один из них (Al2O3) наносится для предотвращения взаимодействия ВТСП и ленты. Другие буферные слои используют для того, чтобы создать и передать текстуру в сверхпроводник. Металлический защитный слой (как правило, из серебра) предохраняет ВТСП от взаимодействия с парами воды и углекислым газом, служит защитой от механических повреждений и от прямого контакта ВТСП с шунтирующим материалом (медь, нержавеющая сталь).
Основное преимущество лент 2-го поколения заключается в их высокой токонесущей способности в высоких магнитных полях при температуре жидкого азота.
Существует несколько альтернативных путей производства ВТСП-лент 2-го поколения, различающихся методами создания текстуры: осаждение, с ассистированием ионным пучком (IBAD), осаждение на наклонную подложку (ISD) и использование подложки с биаксиальной текстурой, получаемой с помощью прокатки и последующею рекристаллизационного отжига (RABiTS). Используемые методы нанесения функциональных слоев разделяют на химические и физические. Первые характеризуются более высокой скоростью осаждения и, как правило, более низкой стоимостью оборудования и более низкими эксплуатационными затратами. Вторые отличаются более высоким качеством получаемых слоев и меньшим количеством параметров процесса.
На базе ВТСП-провода создаются кабели, интегрируется оборудование для электроэнергетики, сверхсильные магниты, а совершенствование криогенных технологий уже позволяет осуществить разработки прототипов для нового поколения электродвижения, ветрогенерации, систем магнитного подвеса и накопителей энергии.
В настоящее время существуют следующие виды сильноточных токонесущих кабелей из ВТСП-лент:
- твистированный стек - ленты складываются в стопку и твистируются, или сначала вкладываются в кондуит, затем твистируются;
- ребель складывается из стрэндов, вырезаемых из ВТСП лент;
- намотка обмоток параллельными лентами ВТСП или стопками лент;
- кабель из лент ВТСП на гибком формере.
При изготовлении больших соленоидов сверхпроводниковых магнитов плоские катушки с лентами устанавливают друг на друга, что требует дополнительных соединений между катушками, дополнительных токовводов. С классическим проводом круглого сечения весь соленоид может быть намотан из одного отрезка провода без дополнительных ухищрений. Длинномерный стек, полученный на установке, предложенной авторами, представляет собой проводник, обладающий сверхпроводящими свойствами, в то же время позволяющий изготавливать, например, соленоид классическим образом.
Известен способ и устройство изготовления многожильного сверхпроводящего провода из Nb3Al, включающий пропускание композитного Nb/Al провода, состоящего из металлического Nb или сплава Nb и металлического Al, или сплава Al, через печь для нагрева до установленной температуры, пропускание нагретого композитного Nb/Al провода через печь для выдержки, пропускание композитного Nb/Al провода через охлаждающую часть и скручивание множества композитных Nb/Al проводов, которые пропущены через охлаждающую часть, причем все этапы осуществляют непрерывно при непрерывном перемещении композитного Nb/Al провода. (опубликованная заявка РФ 94 040892, 1996)
Известна установка для изготовления сверхпроводящего Nb3Al провода из композитного Nb/Al провода, содержащая средство подачи, перемещения для подачи и перемещения композитного провода, средство повышения температуры, которое размещено на пути перемещения и предназначено для нагрева композитного провода от комнатной температуры до установленной температуры при его перемещении, средство выдержки/удерживания, которое расположено на пути перемещения за средством повышения температуры и обеспечивающее выдержку/удерживание композитного провода, нагретого до установленной температуры, а также средство охлаждения, которое расположено на пути перемещения за средством выдержки/удерживания, обеспечивающее охлаждение композитного провода от установленной температуры до комнатной температуры, (опубликованная заявка РФ 94 040892, 1996)
Известен сверхпроводящий многослойный блок, включающий пакет из стопки сверхпроводящих листов, установленных один на другой и механически связанных друг с другом, где каждый лист выполнен из отрезков высокотемпературных сверхпроводящих лент второго поколения, уложенных в ряд и механически связанных друг с другом по длинным сторонам и способ его изготовления, (патент РФ 2579457, 2014)
Ни один из известных авторам способов и устройств не предусматривают получения длинномерных стеков из высокотемпературных сверхпроводящих лент второго поколения, сложенных в стопки. Как показали исследования авторов, такая конфигурация позволяет увеличить токонесущую способность единичной жилы. Узкие стеки (1 мм) также имеют практически изотропное сечение по сравнению с исходной лентой, что делает их гораздо более удобным проводником для изготовления токонесущих устройств.
Технической проблемой настоящего изобретения является создание установки для получения длинномерных стеков из высокотемпературных сверхпроводящих лент второго поколения. Известно, что форма исходной ленты накладывает определенные ограничения на изготавливаемые из нее изделия. Зачастую из-за этого не могут быть использованы отработанные технологии для изготовления кабелей. Стек, полученный на предложенной установке, совмещает в себе преимущества сверхпроводящей ленты и классического провода. Стек состоит из сверхпроводящих лент, поэтому обладает сверхпроводящими свойствами, и переносит ток без потерь. При этом в отличие от исходной ленты, стек имеет более изотропное сечение - почти такое, как классический медный проводник.
Технический результат изобретения состоит в создании установки изготовления длинномерных стеков из высокотемпературных сверхпроводящих лент второго поколения путем непрерывного пропускания подготовленной стопки высокотемпературных сверхпроводящих лент второго поколения через паяльную ванну.
Для достижения указанного технического результата предложена установка для изготовления длинномерных стеков из высокотемпературных сверхпроводящих лент второго поколения, включающая узел предварительного лужения основной ленты, разрезания ее на ленты заданной ширины и наматывание лент на отдельные катушки, узел предварительного формирования отдельных лент с катушек в стопку, узел протягивания стопки лент через ванну с флюсом, узел уплотнения и предварительного формирования поперечного сечения длинномерного стека, узел протягивания стека через паяльную ванну с припоем, узел окончательного контроля поперечного сечения стека, узел охлаждения стека до температуры ниже температуры плавления припоя, узел сматывания в катушку готового стека и механизм протягивания ленты через установку.
Предпочтительно, что узел уплотнения и предварительного формирования отдельных лент в стопку представляет собой формер с пазом заданной ширины и подвижной прижимной пластины сверху.
Предпочтительно, что формер выполнен из тефлона.
Предпочтительно, что узел протягивания стека через паяльную ванну с припоем, содержит установленные на входе и выходе из ванны приспособления для удаления излишков припоя.
Предпочтительно, что узел окончательного контроля поперечного сечения стека представляет собой формер с пазом заданной ширины и подвижной прижимной пластины сверху.
Предпочтительно, что формер выполнен из тефлона.
Предпочтительно, что узел охлаждения стека до температуры ниже температуры плавления припоя содержит вентилятор.
Выполнение установки для изготовления длинномерных стеков из высокотемпературных сверхпроводящих лент второго поколения в виде последовательно установленных узла предварительного лужения основной ленты, разрезания ее на ленты заданной ширины и наматывание лент на отдельные катушки, узла предварительного формирования отдельных лент с катушек в стопку, узла протягивания стопки лент через ванну с флюсом, узла уплотнения и предварительного формирования поперечного сечения длинномерного стека, узла протягивания стека через паяльную ванну с припоем, узла окончательного контроля поперечного сечения стека, узла охлаждения стека до температуры ниже температуры плавления припоя, узла сматывания в катушку готового стека и механизма протягивания ленты через установку позволяет получить узкие длинномерные стеки (1 мм), которые имеют практически изотропное сечение но сравнению с исходной лентой, что делает их гораздо более удобным проводником для изготовления токонесущих устройств.
Узел уплотнения и предварительного формирования отдельных лент в стопку и узел окончательного контроля поперечного сечения стека предпочтительно выполнены в виде формеров с пазом заданной ширины и подвижной прижимной пластиной сверху, хотя могут быть выполнены любым другим пригодным для этого случая образом.
Паяльная ванна с припоем содержит установленные на входе и выходе из ванны приспособления для удаления излишков припоя, выполненные в виде регулируемых щелей в стенках ванны, хотя могут быть выполнены любым другим пригодным для этого случая образом.
Предпочтительно материал формеров - тефлон, хотя может быть использован любой полимер с антиадгезионными и термостойкими свойствами.
Узел охлаждения стека до температуры ниже температуры плавления припоя содержит вентилятор, хотя узел может быть выполнен любым пригодным для этого случаем.
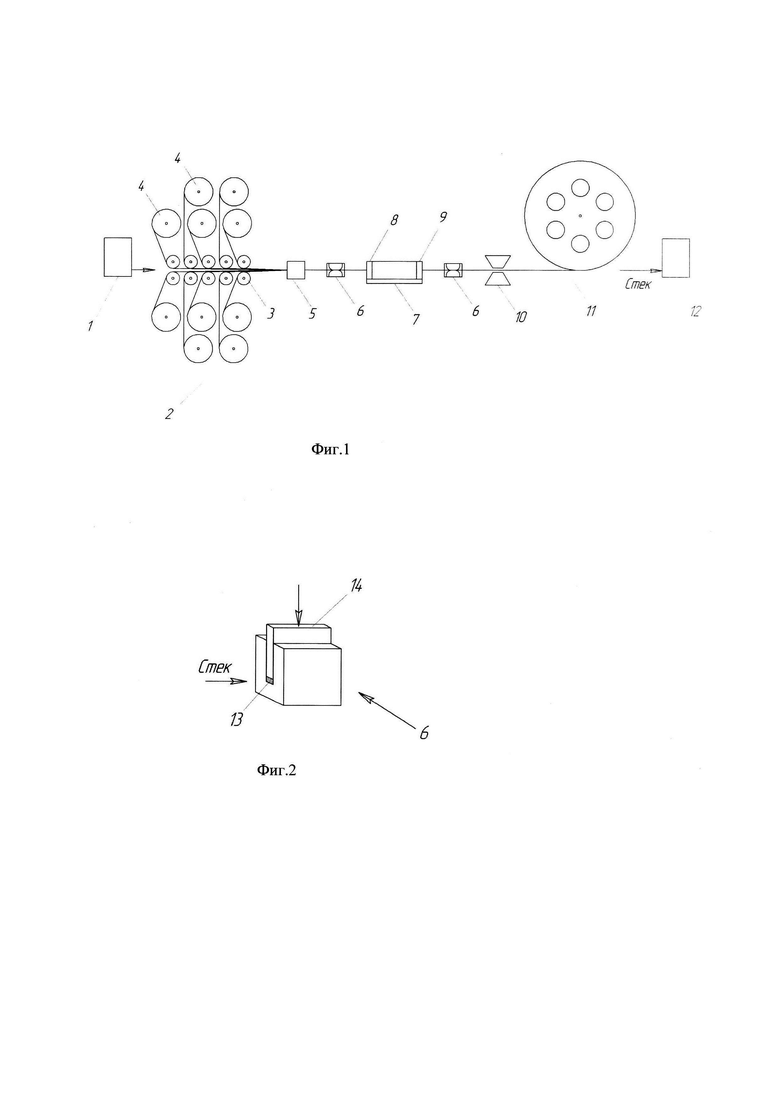
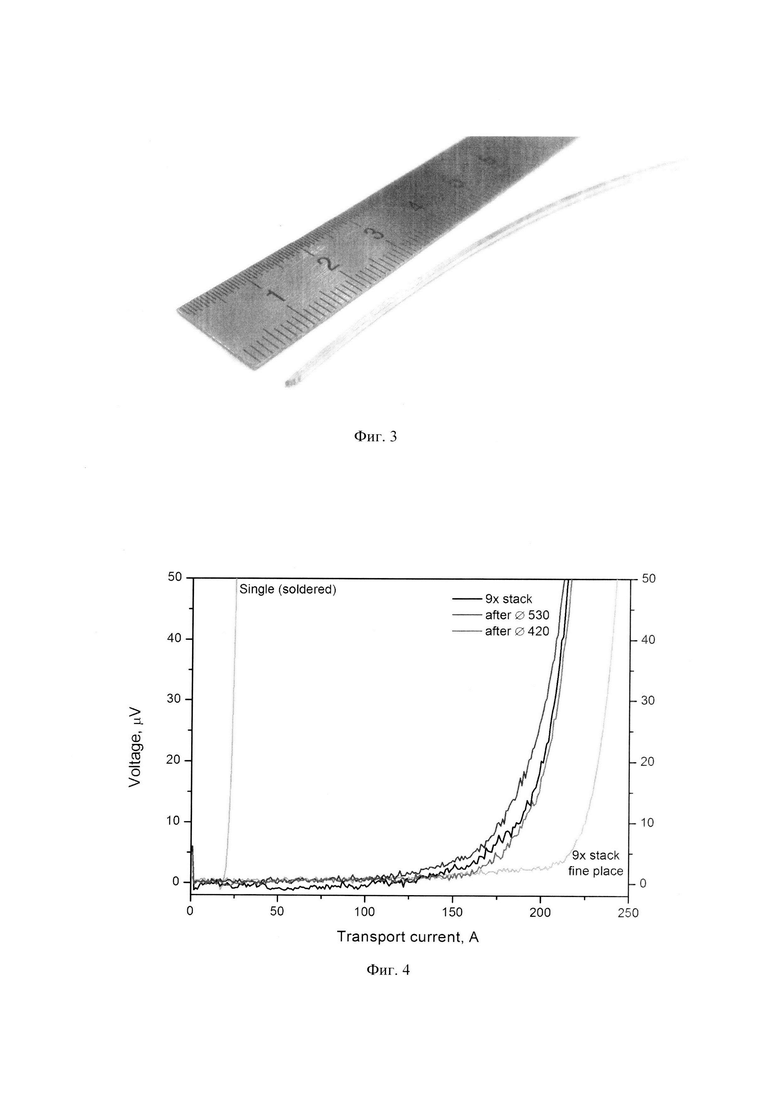
Схематично, установка показана на чертежах, где на фиг. 1 показан условно общий вид установки, на фиг. 2 - изображен формер, на фиг. 3 - внешний вид стека шириной 1 мм, на фиг. 4 - приведены вольтамперные характеристики стека и исходной ленты.
Как показано на фиг. 1 установка для изготовления длинномерных стеков из высокотемпературных сверхпроводящих лент второго поколения содержит: узел предварительного лужения основной ленты, разрезания ее на ленты заданной ширины и наматывание лент на отдельные катушки 1 (показан условно), узел предварительного формирования отдельных лент в стопку 2 с помощью роликов 3 с катушек 4, узел протягивания стопки лент через ванну с флюсом 5, узел уплотнения и предварительного формирования поперечного сечения длинномерного стека, выполненный в виде формера 6, узел протягивания стека через паяльную ванну с припоем 7 и приспособлениями для удаления излишков припоя 8 и 9, узел окончательного контроля поперечного сечения стека, выполненный в виде формера 6, узел охлаждения стека до температуры ниже температуры плавления припоя 10, выполненный любым пригодным для этой цели способом, например, в виде вентилятора, узел сматывания в катушку готового стека 11 и механизм протягивания ленты через установку 12.(показан условно)
На фиг. 2 показан формер 6, с щелью для протягивания стека 13 и прижимной пластиной 14.
На фиг. 3 продемонстрирован общий вид изготовленного стека, график на фиг. 4 показывает сравнительные вольтамперные характеристики стека и исходной ленты.
Такая конфигурация стека позволяет увеличить токонесущую способность единичной жилы.
Предложенная установка работает следующим образом:
Высокотемпературная сверхпроводящая лента второго поколения подается в узел 1 предварительного лужения основной ленты (образование на поверхности ленты металлического слоя путем плавления низкотемпературного припоя, например ПОС61 толщиной 5-10 мкм с каждой стороны, затем ее разрезают на ленты заданной ширины и наматывают на отдельные катушки 4. В узле 2 предварительного формирования отдельных лент в стопку с помощью роликов 3 с катушек 4 формируют стопку из не менее 10 смоченных припоем лент, протягивают стопку через через ванну с флюсом (спиртовой раствор канифоли) узла 5 и через узел уплотнения и предварительного формирования поперечного сечения длинномерного стека, выполненный в виде формера 6, в котором стек проходит через щель 13, которую формируют путем прижимной пластины 14.
Затем, сформированный стек проходит через паяльную ванну с припоем узла 7 с (припой ПОС61 при температуре 200-220°С и скорости 50-150 м/ч) Излишки припоя удаляют с помощью приспособлений 8 и 9. Стек еще раз протягивают через формер 6
Затем в формере 6 узла окончательного контроля поперечного сечения стека, последний окончательно приобретает свою геометрию. Далее стек попадает в узел 10 охлаждения до температуры ниже температуры плавления припоя, затем сматывается на катушку.
Предложенная установка позволяет увеличить токонесущую способность единичной жилы проводов. Узкие стеки (1 мм) имеют практически изотропное сечение по сравнению с исходной лентой, что делает их гораздо более удобным проводником для изготовления токонесущих устройств. Токонесущая способность стеков примерно соответствует сумме критических токов исходных лент.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТНОГО СОЕДИНЕНИЯ | 2019 |
|
RU2731750C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПЛОЩАДОК ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА ВТОРОГО ПОКОЛЕНИЯ И КОМПЛЕКС ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2746654C1 |
| СВЕРХПРОВОДЯЩИЙ ПРОВОД ТИПА "КАБЕЛЬ В ОБОЛОЧКЕ" (КАБЕЛЬ-КОНДУИТ) | 2008 |
|
RU2413319C2 |
| УСТАНОВКА ДЛЯ ЛУЖЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДНИКОВ ВТОРОГО ПОКОЛЕНИЯ | 2018 |
|
RU2696187C1 |
| УСТАНОВКА ДЛЯ ЛУЖЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ЛЕНТ ВТОРОГО ПОКОЛЕНИЯ | 2019 |
|
RU2724121C1 |
| Способ получения высокотемпературной сверхпроводящей ленты второго поколения, преимущественно для токоограничивающих устройств, и способ контроля качества такой ленты | 2019 |
|
RU2707399C1 |
| МНОГОСЛОЙНЫЙ БЛОК ИЗ СВЕРХПРОВОДЯЩИХ ЛЕНТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2579457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДНИКОВЫХ ЛЕНТ ВТОРОГО ПОКОЛЕНИЯ | 2020 |
|
RU2738466C1 |
| Способ изготовления соединения высокотемпературных сверхпроводящих кабелей | 2024 |
|
RU2832195C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДВУХСТОРОННЕГО СВЕРХПРОВОДНИКА ВТОРОГО ПОКОЛЕНИЯ | 2008 |
|
RU2386732C1 |
Изобретение относится к технологии получения длинномерных стеков из высокотемпературных сверхпроводящих лент (ВТСП) второго поколения, а более конкретно к установке для их получения, и может быть использовано в производстве токопроводящих кабелей, токоограничителей, обмоток мощных электромагнитов, электродвигателей и т.д. Установка для изготовления длинномерные стеков из высокотемпературных сверхпроводящих лент второго поколения включает узел предварительного лужения основной ленты, разрезания ее на ленты заданной ширины и наматывание лент на отдельные катушки, узел предварительного формирования отдельных лент с катушек в стопку, узел протягивания стопки лент через ванну с флюсом, узел уплотнения и предварительного формирования поперечного сечения длинномерного стека, узел протягивания стека через паяльную ванну с припоем, узел окончательного контроля поперечного сечения стека, узел охлаждения стека до температуры ниже температуры плавления припоя, узел сматывания в катушку готового стека и механизм протягивания ленты через установку. Изобретение позволяет создавать установку изготовления длинномерных стеков из высокотемпературных сверхпроводящих лент второго поколения путем непрерывного пропускания подготовленной стопки высокотемпературных сверхпроводящих лент второго поколения через паяльную ванну. 6 з.п. ф-лы, 4 ил.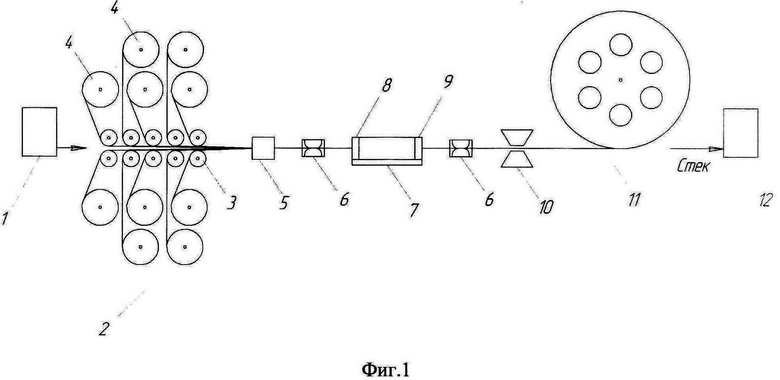
1. Установка для изготовления длинномерных стеков из высокотемпературных сверхпроводящих лент второго поколения, включающая узел предварительного лужения основной ленты, разрезания ее на ленты заданной ширины и наматывание лент на отдельные катушки, узел предварительного формирования отдельных лент с катушек в стопку, узел протягивания стопки лент через ванну с флюсом, узел уплотнения и предварительного формирования поперечного сечения длинномерного стека, узел протягивания стека через паяльную ванну с припоем, узел окончательного контроля поперечного сечения стека, узел охлаждения стека до температуры ниже температуры плавления припоя, узел сматывания в катушку готового стека и механизм протягивания ленты через установку.
2. Установка по п. 1, отличающаяся тем, что узел уплотнения и предварительного формирования отдельных лент в стопку представляет собой формер с пазом заданной ширины и подвижной прижимной пластины сверху.
3. Установка по п. 2, отличающаяся тем, что формер выполнен из тефлона.
4. Установка по п. 1, отличающаяся тем, что узел протягивания стека через паяльную ванну с припоем содержит установленные на входе и выходе из ванны приспособления для удаления излишков припоя.
5. Установка по п. 1, отличающаяся тем, что узел окончательного контроля поперечного сечения стека представляет собой формер с пазом заданной ширины и подвижной прижимной пластины сверху.
6. Установка по п. 5, отличающаяся тем, что формер выполнен из тефлона.
7. Установка по п. 1, отличающаяся тем, что узел охлаждения стека до температуры ниже температуры плавления припоя содержит вентилятор.
| US 2004069526 A1, 15.04.2004 | |||
| МНОГОСЛОЙНЫЙ БЛОК ИЗ СВЕРХПРОВОДЯЩИХ ЛЕНТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2579457C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННОГО ПОЛИМЕРНОГО ПОКРЫТИЯ НА СВЕРХПРОВОДНИКИ ВТОРОГО ПОКОЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2662801C1 |
| JP S54122641 A, 22.09.1979 | |||
| US 2004126610 A1, 01.07.2004. | |||

