ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к технологии получения высокотемпературных сверхпроводящих (ВТСП) лент малой ширины (типично от 1 до 11 мм) второго поколения на основе смешанных оксидов редкоземельных элементов, бария и меди, которые могут быть использованы в устройствах, требующих постоянного контроля качества проводов, в частности в токоограничителях, генераторах, моторах, трансформаторах, магнитах т.д., и к способу контроля качества такого сверхпроводника.
УРОВЕНЬ ТЕХНИКИ
На базе ВТСП-лент создаются кабели, интегрируется оборудование для электроэнергетики, сверхсильные магниты, а совершенствование криогенных технологий уже позволяет разрабатывать прототипы для нового поколения устройств электродвижения, ветрогенерации, систем магнитного подвеса и накопителей энергии.
Технология производства высокотемпературных сверхпроводящих лент (далее ВТСП-лент) второго поколения представляет собой сложный процесс, опирающийся на знания в химии, физике, металлургии и других областях. Основное преимущество ВТСП-лент 2-го поколения заключается в их высокой токонесущей способности в высоких магнитных полях при температуре жидкого азота.
ВТСП ленты 2-го поколения представляют собой многослойную структуру, в общем виде создаваемую в одном и том же порядке: лента-подложка (как правило, из сплавов на основе никеля или из нержавеющих сталей); буферные слои, в состав которых входят оксид алюминия (Al2O3), слой, используемый для предотвращения взаимодействия ВТСП-слоя и ленты-подложки (далее подложка), оксид иттрия (Y2O3), оксид магния (MgO) и манганит лантана (LaMnO3); высокотемпературный сверхпроводящий слой, нанесенный на буферные слои; защитный слой, предохраняющий ВТСП-ленту от взаимодействия с парами воды и углекислым газом, защищающий от механических повреждений и от прямого контакта ВТСП-ленты с шунтирующим материалом (медь, нержавеющая сталь), выполненный на основе серебра, меди и т.п..
В известной технологии получения высокотемпературных сверхпроводящих лент малой ширины (типично от 1 до 11 мм) второго поколения осуществляют этап разрезания широкой ВТСП ленты на узкие. Например, разрезают 12-миллиметровую ВТСП-ленту на три ленты по 4 мм.
Как правило резку осуществляют механическим способом, пропуская ленту между дисковыми ножами, или при помощи лазерной резки (см. «Исследование токонесущих свойств перспективных высокотемпературных сверхпроводящих материалов для электротехнических устройств», (Сотников Д.В., автореферат диссертации на соискание ученой степени кандидата технических наук, с.с.15-16, Москва 2016). В обоих случаях край реза является концентратором напряжений и деформаций, что может нарушить архитектуру ВТСП-провода и, как следствие, привести к деградации токонесущих свойств.
Однако наиболее доступным и производительным способом является механическая резка дисковыми ножами. Для реализации способа требуется прецизионное позиционирование ножей. При механической резке, на срезе формируется область пластических деформаций. Изгиб подложки в данной области усиливает отслаивание защитного слоя, например, из серебра от слоя ВТСП. Зачастую такое отслаивание распространяется вглубь ленты вплоть до 1 мм. При этом визуально нет признаков расслоения, как и при резке ленты с помощью лазера. Однако наличие такого расслоения делает ленту непригодной для любого дальнейшего применения.
Указанную проблему разработчики и производители ВТСП-лент решают разными способами. Как правило, усилия направлены на то, чтобы дополнительно защитить края лент от расслаивания тем самым повысить устойчивость к расслоению для получения стабильно высокой плотности тока на ВТСП-лентах.
Так, например, для получения стабильно высокой плотности тока на узких ВТСП-лентах используется способ продольной резки вращающимися дисковыми ножами, которые позволяют получить очень узкую ленту (JP2013012406, 17.01.2013).
Недостатком данного способа является то, что дефекты, вызванные резанием, целенаправленно отводят в узкие отрезки лент, которые не пригодны для дальнейшего использования, что приводит к гарантированной потере 20% исходной ленты. Данная доля потерянной ленты будет тем выше, чем уже требуемые отрезки ленты и чем уже исходная лента.
Наиболее близким техническим решением к заявленному способу является способ по патенту JP5727278 (03.06.2015).
Данный способ представляет собой способ изготовления тонкопленочного сверхпроводника, в котором промежуточный слой, оксидный сверхпроводящий слой и первый защитный слой серебра формируются на широкой металлической подложке с получением заготовки для последующего изготовления ВТСП лент. Заготовка подвергается термообработке в атмосфере кислорода для введения кислорода в оксидный сверхпроводящий слой, затем заготовку разрезают вдоль на ленты заданной ширины.
Затем на лентах формируют второй защитный слой серебра методом осаждения из паровой фазы и стабилизирующий слой из меди, нанесенный гальваническим методом. Второй защитный слой серебра формируется с использованием метода осаждения тонких пленок. Авторы изобретения считают, что в этом случае не возникает напряжений в сверхпроводящем слое или промежуточном слое. В описании к патенту поясняется, что второй защитный слой серебра может покрывать как поверхность среза, так и другую боковую поверхность.
Но даже, если после резки торцы ленты дополнительно покрыть слоем серебра, как это выполнено в указанном патенте, сохраняется потеря качества из-за расслаивания, т.к. процессы нанесения серебра не могут герметизировать область расслоения и ВТСП-лента будет повреждаться на этапе гальванического меднения. Такой способ может несущественно снизить количество дефектов, вызванных расслоением при резании. А при наличии отслоившихся фрагментов какая-либо дополнительная защита не работает, в частности, нанесение второго слоя серебра и последующее меднение, и происходит деламинация уже на этих стадиях и при термоциклировании, связанном с эксплуатацией ленты. Во всех случаях такая деламинация приводит к деградации токонесущих свойств ВТСП ленты и композитов на основе такой ленты (под композитами в данном случае понимаются различные комбинации ламинирования ВТСП ленты, например, полученные путем припаивания к ВТСП лентам лент из латуни или нержавеющей стали, изготовление стеков и пр.).
Кроме того, недостатком указанного способа является плохая предсказуемость и низкая стабильность токонесущих свойств ВТСП лент.
Все вышеизложенные недостатки представляют технические проблемы при реализации известного способа.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ.
Задачей изобретения является устранение данных технических проблем, а именно сохранение токонесущих свойств ВТСП-ленты после механической обработки, в частности резки, а также их предсказуемость и стабильность.
Поставленная задача решается способом изготовления высокотемпературных сверхпроводящих лент второго поколения заданной ширины, включающим следующие стадии:
(А) получение высокотемпературной сверхпроводящей заготовки для изготовления высокотемпературных сверхпроводящих лент путем последовательного нанесения на ленту-подложку буферных слоев, высокотемпературного сверхпроводящего слоя и защитного слоя;
(Б) резку заготовки со стадии (А) в продольном направлении на высокотемпературные сверхпроводящие ленты заданной ширины, где каждая лента включает, по меньшей мере, одну кромку, образованную в процессе резки заготовки, с примыкающими к упомянутой кромке деламинированными фрагментами;
(В) удаление деламинированных фрагментов ленты, полученной на стадии (Б);
(Г) нанесение на ленту со стадии (В) дополнительного защитного слоя.
В частных воплощениях изобретения поставленная задача решается способом, в котором на стадии (В) удаление деламинированных фрагментов проводят вращающейся дисковой металлической щеткой.
В этом случае целесообразно вращающуюся щетку разместить перпендикулярно направлению протяжки ленты.
В других частных воплощениях изобретения защитный слой наносят методом магнетронного распыления.
Защитный слой на стадиях (А) и (Г) может быть выполнен из серебра и/или меди.
Полученная высокотемпературная сверхпроводящая лента может быть дополнительно подвергнута лужению.
Полученная высокотемпературная сверхпроводящая лента может быть дополнительно подвергнута ламинированию.
Или на полученную высокотемпературную сверхпроводящую ленту может быть дополнительно нанесен электроизоляционный слой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
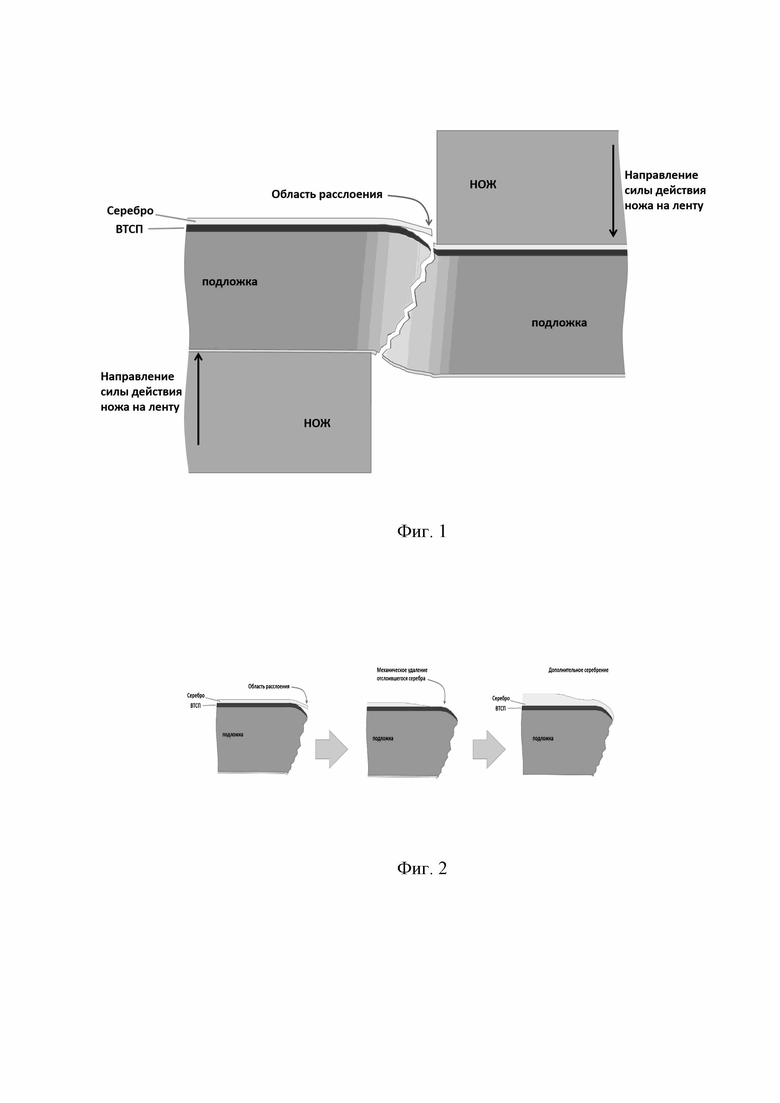
На фиг. 1 приведена схема, иллюстрирующая возникновение деламинированных фрагментов при механической резке ВТСП лент.
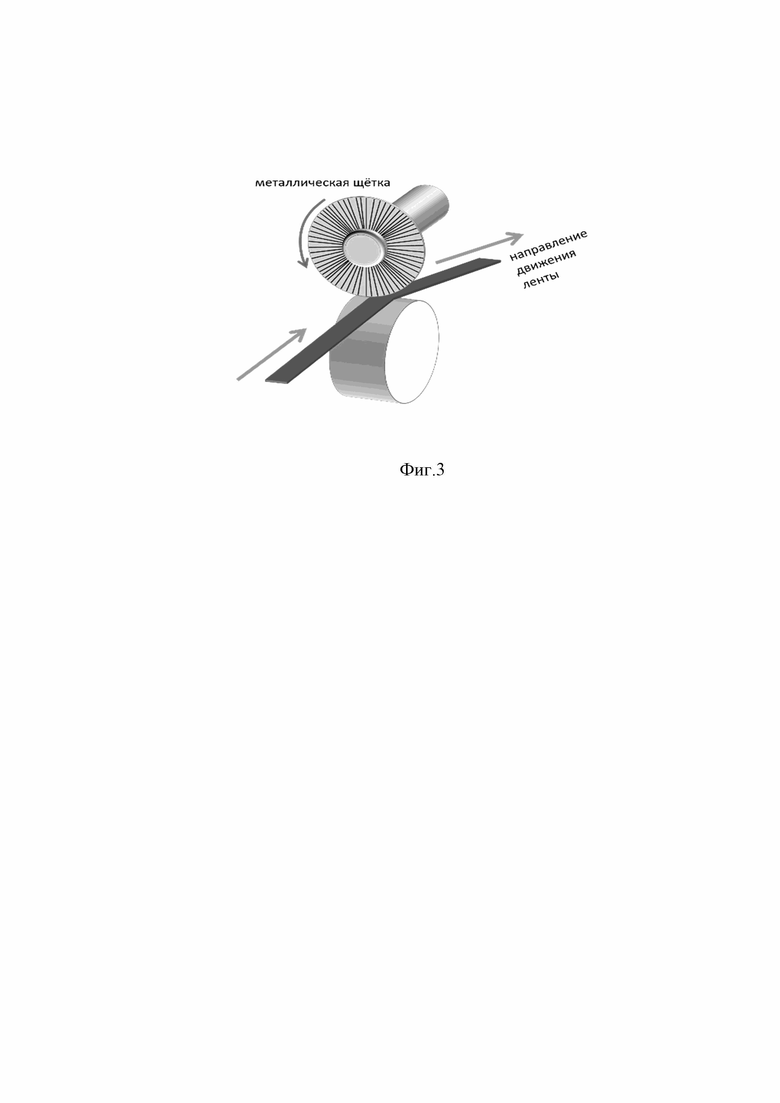
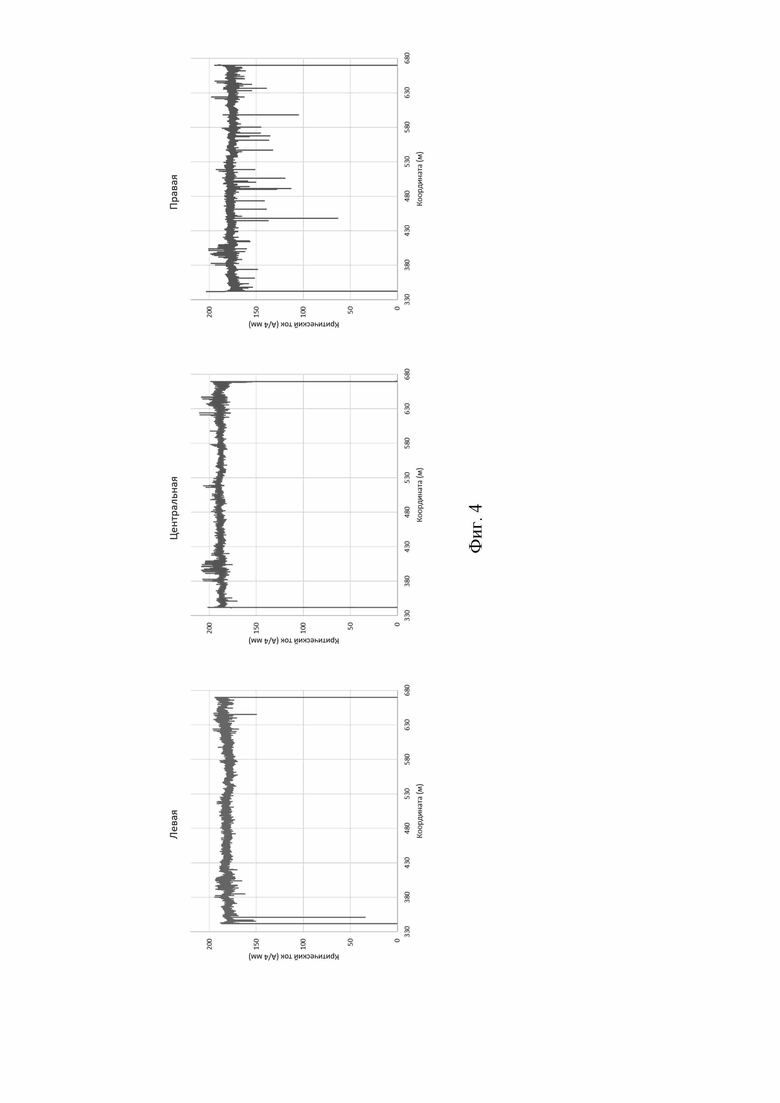
На фиг. 2 приведена схема, иллюстрирующая процесс удаления деламинированных фрагментов ВТСП ленты при помощи металлической вращающейся щетки.
На фиг. 3 приведена схема, иллюстрирующая восстановление деламинированных фрагментов ВТСП-ленты.
На фиг. 4 приведены графики распределения критического тока 4 мм ВТСП-лент.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Отличительной особенностью предложенного способа является операция удаления деламинированных фрагментов, осуществляемая в способе после операции резки заготовки на ленты малой ширины и перед операцией нанесения дополнительного защитного слоя.
Было установлено, что если отслоившиеся фрагменты не удалять, то дополнительный защитный слой не работает и происходит деламинация на следующих технологических стадиях получения ВТСП ленты и при ее эксплуатации, осуществляемой в процессе термоциклирования ВТСП ленты. Во всех случаях наличие деламинированных фрагментов приводило к деградации токонесущих свойств ленты.
В предложенном нами способе все отслоившиеся участки сначала удаляются, а затем происходит дополнительное осаждение защитных слоёв серебра или комбинации серебра и меди. В результате структура ленты становится невосприимчива к последующим стадиям производства и к термоциклированию и не происходит деградации токонесущих свойств.
Термин «деламинированный фрагмент» применительно к настоящему техническому решению следует понимать, как фрагменты архитектуры ленты, подвергшиеся расслоению при резке (отслоившиеся фрагменты).
Под предсказуемостью токонесущих свойств в рамках настоящего изобретения понимается возможность спрогнозировать величину тока на разрезаемых ВТСП лентах малой ширины до резки, разделив значения тока ленты-заготовки на количество получаемых ВТСП лент, т.е. предполагается, что уровень деградации ВТСП ленты при такой обработки так мал, что существенно не влияет на критический ток.
Под стабильностью в рамках настоящего изобретения понимается возможность многократно повторить результат с отсутствием деградации по краям реза. Т.е. исчезает зависимость от тех самых тонких настроек резки.
Предложенный способ включает следующие стадии.
Стадия (А) предусматривает получение ВТСП заготовки для изготовления ВТСП лент. Это стандартная процедура, в соответствии с которой на ленту-подложку наносят функциональные слои – сначала наносят буферные слои, затем ВТСП слой, защитные слои и пр.
Для реализации изобретения порядок слоёв, их состав и методы нанесения не имеют принципиального значения.
На стадии (Б) заготовку со стадии (А) разрезают в продольном направлении на узкие ВТСП ленты заданной ширины. Каждая такая лента включает, по меньшей мере, одну кромку, образованную резкой и совпадающую с линией реза. Если вырезать ленты из центральной части заготовки, то кромок, полученных резкой, будет две. Каждая операция резки заготовки будет сопровождаться образованием деламинированных фрагментов вблизи кромки, совпадающей с линией реза.
На фиг. 1 приведена схема, иллюстрирующая возникновение деламинированных фрагментов при механической резке ВТСП лент. Как следует из данной схемы, при механической резке, на срезе формируется область пластических деформаций. Изгиб подложки в данной области обусловливает отслаивание защитного слоя (из серебра и/или меди) от слоя ВТСП - все другие слои архитектуры керамические, они трескаются, но повторяют изгиб подложки. Защитный слой, напротив, может изгибаться и создавать усилие на отслоение от остальной архитектуры. Зачастую такое отслаивание распространяется вглубь ленты вплоть до 1 мм.
Следующая стадия (В) предусматривает удаление деламинированных фрагментов ВТСП ленты, полученной на стадии (Б). Как уже указывалось при критике наиболее близкого аналога, исследования показали, что при повторном нанесении защитного слоя на поверхность среза эта дополнительная защита не работает и деламинация ленты происходит уже на следующих стадиях получения ленты, а также при ее термоциклировании в процессе эксплуатации.
Поэтому авторами перед нанесением второго защитного слоя предложено удалять деламинированные фрагменты.
Схема, иллюстрирующая восстановление ВТСП-ленты при деламинации края ленты приведена на фиг. 3. Как следует из этой схемы, деламинированные фрагменты удаляются с края реза, как правило, механическим способом.
В процессе экспериментов хорошо зарекомендовало удаление отслоившихся фрагментов с помощью мягкой стальной щетки (см. фиг.3).
Для этого ВТСП лента после резки пропускается (протягивается) по круглому столу, над столом вращается металлическая дисковая щётка, которая своей точкой касания опускается на край ленты, подвергнутый резке. Плоскость диска ориентирована перпендикулярно ленте. В наилучшем воплощении изобретения щётка вращается в направлении от края ленты к центру на всю длину деламинированного фрагмента. Такое перемещение щетки обеспечивает наиболее лёгкое удаление отслоившихся фрагментов.
Лента упирается в борт на столе (не показано), чтобы предотвратить смещение ленты. Ширина касания щётки (ширина механической обработки) подбирается таким образом, чтобы гарантированно обработать максимальную глубину деламинированных фрагментов.
Щётка касается ленты с очень малым усилием, при этом удаляются только фрагменты архитектуры, подвергшиеся расслоению при резке, но не удаляются стабильно закреплёные участки архитектуры. Эти усилия могут контролироваться степенью прижатия щетки к ленте путем ее перемещения в вертикальном направлении.
Стадия (Г) предусматривает нанесение на ленту со стадии (В) дополнительного защитного слоя.
Все стадии осуществляются при протяжке заготовки или ВТСП лент, осуществляемой посредством роликов.
Полученная таким образом узкая ВТСП лента может быть подвергнута дополнительным операциям меднения, лужения, ламинирования, нанесения изоляции (в зависимости от потребности), при этом токонесущие свойства ленты сохраняются.
Способ реализуют, например, следующим образом:
Металлическую ленту из сплава хастеллой C-276 полировали электрохимическим способом, методом магнетронного распыления наносили буферные слои из оксида алюминия и оксида иттрия. Затем методом электронно-лучевого испарения с ассистированием ионным пучком наносили текстурированный слой MgO, который утолщали дополнительным осаждением слоя MgO методом электронно-лучевого испарения, далее методом магнетронного распыления наносили манганит лантана, на который наносят слой сверхпроводника GdBa2Cu3O7 методам импульсного лазерного осаждения и затем наносили финишное покрытие ленты (защитный слой) из серебра методом магнетронного распыления. Ленту отжигали в кислороде, например, при 250-650°С. Полученную заготовку в виде ленты шириной 12 мм разрезали вдоль на дисковых ножах на 3 ВТСП ленты по 4 мм шириной.
Далее каждый из краёв среза зачищали от деламинированных фрагментов стальной мягкой щёткой при протяжке ленты через столик, по которому работала дисковая щётка.
Полученные таким образом 4 мм ленты дополнительно покрывали защитным слоем серебра методом магнетронного распыления.
Для проведения испытаний брали три ленты, полученных резкой заготовки в виде ленты шириной 12 мм. При этом, деламинированные фрагменты удаляли только на центральной ленте (в соответствии с изобретением), а на крайних – нет (в соответствии со способом прототипом).
На фиг. 4 приведены графики распределения тока на всех трех лентах.
Как следует из приведенных данных, на центральной ленте, наиболее сильно подвергнувшейся деламинации в процессе резке и прошедшей цикл удаления деламинированных фрагментов с последующим нанесением дополнительных защитных слоёв серебра и меди, отсутствуют провалы по току, которые вызваны расслоением на границе реза, что, также, подтверждает возможность сохранения токонесущих свойств ВТСП-ленты после механической обработки и прогнозирования величины тока каждой узкой ленты, полученной разрезанием ленты-заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ СВЕРХПРОВОДЯЩЕЙ ЛЕНТЫ И ЛЕНТА | 2018 |
|
RU2696182C1 |
| Способ получения высокотемпературной сверхпроводящей ленты второго поколения, преимущественно для токоограничивающих устройств, и способ контроля качества такой ленты | 2019 |
|
RU2707399C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДВУХСТОРОННЕГО СВЕРХПРОВОДНИКА ВТОРОГО ПОКОЛЕНИЯ | 2008 |
|
RU2386732C1 |
| СПОСОБ ГРАВИМЕТРИЧЕСКОГО ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ СВЕРХПРОВОДЯЩЕГО СЛОЯ ВТСП ПРОВОДОВ ВТОРОГО ПОКОЛЕНИЯ | 2018 |
|
RU2687312C1 |
| ЛЕНТОЧНЫЙ ВТСП-ПРОВОД | 2012 |
|
RU2518505C1 |
| Установка для изготовления длинномерных стеков из высокотемпературных сверхпроводящих лент второго поколения | 2018 |
|
RU2703714C1 |
| Сверхпроводниковая геликоидальная обмотка | 2023 |
|
RU2824847C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТНОГО СОЕДИНЕНИЯ | 2019 |
|
RU2731750C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХПРОВОДЯЩЕЙ МНОГОСЛОЙНОЙ ЛЕНТЫ | 2008 |
|
RU2371795C1 |
| СПОСОБ ДИАГНОСТИКИ ТРАНСПОРТИРУЮЩИХ И ИЗМЕРИТЕЛЬНЫХ РОЛИКОВ В ПРОЦЕССЕ ПРОИЗВОДСТВА ВЫСОКОТЕМПЕРАТУРНОЙ СВЕРХПРОВОДЯЩЕЙ ЛЕНТЫ | 2019 |
|
RU2716267C1 |
Изобретение относится к технологии получения высокотемпературных сверхпроводящих лент малой ширины (типично от 1 до 11 мм) второго поколения на основе смешанных оксидов редкоземельных элементов, бария и меди, которые могут быть использованы в устройствах, требующих постоянного контроля качества проводов, в частности в токоограничителях, генераторах, моторах, трансформаторах, магнитах т.д. Способ изготовления высокотемпературных сверхпроводящих лент второго поколения заданной ширины, включает следующие стадии: получение ВТСП заготовки для изготовления ВТСП лент путем последовательного нанесения на ленту-подложку буферных слоев, ВТСП слоя и защитного слоя; резку заготовки со стадии в продольном направлении на ВТСП ленты заданной ширины, где каждая лента включает, по меньшей мере, одну кромку, образованную в процессе резки заготовки, с примыкающими к упомянутой кромке деламинированными фрагментами; удаление деламинированных фрагментов ВТСП ленты, полученной на стадии, нанесение на ленту со стадии дополнительного защитного слоя. Способ позволяет сохранить токонесущие свойства ВТСП-ленты после механической обработки, в частности резки, а также их предсказуемость и стабильность. 8 з.п. ф-лы. 4 ил.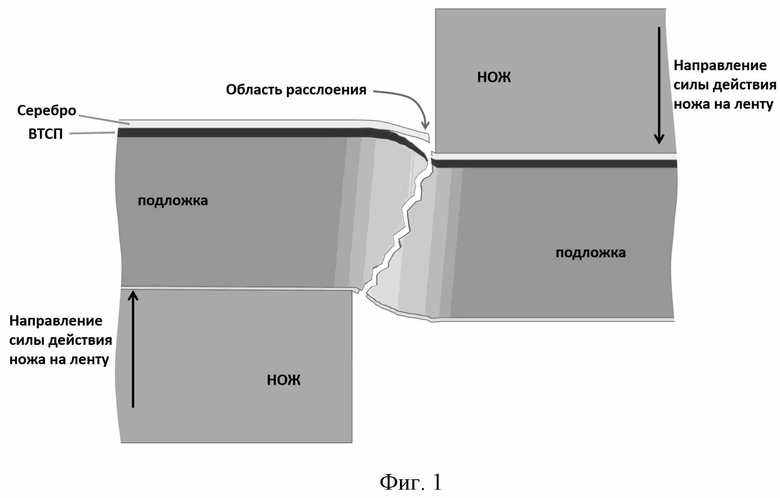
1. Способ изготовления высокотемпературных сверхпроводящих лент второго поколения заданной ширины, включающий следующие стадии:
(А) получение высокотемпературной сверхпроводящей заготовки для изготовления высокотемпературных сверхпроводящих лент путем последовательного нанесения на ленту-подложку буферных слоев, высокотемпературного сверхпроводящего слоя и защитного слоя;
(Б) резку заготовки со стадии (А) в продольном направлении на высокотемпературные сверхпроводящие ленты заданной ширины, где каждая лента включает, по меньшей мере, одну кромку, образованную в процессе резки заготовки, с примыкающими к упомянутой кромке деламинированными фрагментами;
(В) удаление деламинированных фрагментов высокотемпературной сверхпроводящей ленты, полученной на стадии (Б);
(Г) нанесение на ленту со стадии (В) дополнительного защитного слоя.
2. Способ по п. 1, в котором на стадии (В) удаление деламинированных фрагментов проводят вращающейся дисковой мягкой металлической щеткой.
3. Способ по п. 2, в котором вращающуюся щетку размещают перпендикулярно направлению протяжки ленты.
4. Способ по п. 1, в котором защитный слой наносят методом магнетронного распыления.
5. Способ по п. 1, в котором наносят защитный слой из серебра и/или меди.
6. Способ по п. 1, в котором после нанесения защитного слоя на стадии (А) проводят отжиг в кислороде.
7. Способ по п. 1, в котором полученную высокотемпературную сверхпроводящую ленту дополнительно подвергают лужению.
8. Способ по п. 1, в котором полученную высокотемпературную сверхпроводящую ленту дополнительно подвергают ламинированию.
9. Способ по п. 1, в котором на полученную высокотемпературную сверхпроводящую ленту дополнительно наносят электроизоляционный слой.
| JP 5727278 B2, 03.06.2015 | |||
| JP 2013012406 A, 17.01.2013 | |||
| JP 2012064495 A, 29.03.2012 | |||
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННОГО ПОЛИМЕРНОГО ПОКРЫТИЯ НА СВЕРХПРОВОДНИКИ ВТОРОГО ПОКОЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2662801C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛИРОВАННОГО ПЛОСКОГО ДЛИННОМЕРНОГО ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА ВТОРОГО ПОКОЛЕНИЯ И ПРОВОД | 2019 |
|
RU2707564C1 |
| Предохранительное приспособление для лебедок грузоподъемных машин | 1932 |
|
SU31113A1 |

