ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области изготовления высокотемпературных сверхпроводящих лент второго поколения (далее - ВТСП лент), в частности - установкам для лужения ВТСП лент.
УРОВЕНЬ ТЕХНИКИ
ВТСП ленты второго поколения - перспективные материалы для энергетической промышленности, способные проводить электрический ток без диссипативных потерь при определенных условиях.
ВТСП ленты второго поколения - слоистые материалы. Нижний слой - металлическая подложка, являющаяся механической основой, далее - буферная прослойка, предотвращающая протекание химических реакций между слоем сверхпроводника и подложкой, за которой следует сверхпроводящий слой. На сверхпроводящий слой наносят защитные стабилизирующие слои, отвечающие за химическую и механическую защиту слоя сверхпроводника.
Необходимые электрофизические характеристики материала достигаются варьированием толщины и состава стабилизирующих слоев. Одним из вариантов стабилизирующих слоев являются пленки легкоплавких сплавов - припоев. В данном случае лужение - процесс нанесения припоя на поверхность ВТСП ленты.
Для получения равномерной пленки припоя на поверхности ленты необходимо обеспечить хорошую смачиваемость ленты припоем. Это затрудняется образованием на поверхности ленты оксидных слоев, которые необходимо убрать с ленты непосредственно перед процессом лужения. Для этого перед нанесением на ленту припоя ее необходимо равномерно смочить флюсом - веществом, растворяющим оксидные слои.
Процесс лужения происходит при относительно высоких температурах, что приводит к образованию на припое оксидных порошков, которые затем остаются на поверхности ленты. Поскольку сверхпроводники часто используют в высоковольтных приложениях, наличие оксидных порошков на поверхности лент крайне нежелательно. Попав в рабочую среду устройства (чаще всего - жидкий азот), оксидные порошки способствуют критическому снижению электрической прочности среды, что может привести к электрическому пробою и выводу всего устройства из строя. Поэтому после процесса лужения необходимо осуществлять очистку ленты от оксидов. Как правило, это ведет к введению дополнительной технологической стадии отмывки ленты, что увеличивает время, требуемое на производство и повышает вероятность производственных ошибок.
Еще одна проблема, ведущая к необходимости отмывать ленту после лужения, связана с использованием при лужении флюсов, избыток которых может оставаться на поверхности ленты после лужения и приводить к химической коррозии, что, в свою очередь, ведет к ухудшению электрофизических свойств материала.
В существующих на сегодняшний день установках лужениях ВТСП лент, как правило, отсутствует узел для нанесения флюса на ленту и узел мойки ленты от флюса и оксидных порошков.
Наиболее близкой установкой к предложенной является установка, представленная в JPS 54122641. В данном документе описывается установка для лужения ВТСП лент.
Данная установка включает подающий и принимающий узлы, направляющие ролики и ванну для лужения с жидким припоем и установленный на выходе из ванны узел охлаждения ВТСП ленты водой. В данной ванне установлена меньшая ванна, сообщающаяся с большей посредством насоса. В стенках меньшей ванны выполнены две щели - во входную щель сверхпроводящая лента заходит, а в выходную - выходит. Меньшая ванна установлена таким образом, что лента передвигается через нее горизонтально, не претерпевая никаких изгибов. Припой в меньшую ванну подается насосом из трубки, размещенной над движущейся лентой, поступает непосредственно на движущуюся ленту и через входную и выходную щели для ленты вновь поступает в большую ванну.
Известное техническое решение позволяет, по мнению разработчиков, обеспечить равномерное покрытие сверхпроводниковой ленты мягким припоем без сгибов ленты.
Однако, при эксплуатации известной установки не учитывается, что, вследствие образования на поверхности ленты оксидного слоя, смачиваемость такой ленты припоем при лужении может быть непостоянной, что может привести к дефектам лужения (непролуженным участкам). Это является определенной технической проблемой: отсутствие в известной установке узла для нанесения флюса может приводить к плохому качеству получаемых покрытий.
Кроме того, в известной установке не предусмотрено отмывание ленты от оксидных порошков и наплывов флюса после лужения, которое также необходимо по причинам, описанным выше, т.е. отмывка ленты от излишков флюса и образовавшихся оксидов, если выполняется, то происходит в дополнительной технологической стадии.
Вышеперечисленные недостатки известного технического решения являются технической проблемой при эксплуатации.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ.
Заявленное изобретение позволяет устранить данную техническую проблему, а именно, позволяет улучшить качество луженой ВТСП ленты.
Установка для лужения ВТСП ленты второго поколения в соответствии с заявленным изобретением содержит последовательно установленные узел подачи ВТСП ленты, узел флюсования ВТСП ленты, узел лужения ВТСП ленты, узел мойки луженой ВТСП ленты, узел приема луженой ВТСП ленты и узел управления, где узел флюсования ВТСП ленты содержит фиксатор с закрепленными в нем двумя блоками из химически нейтрального вспененного полимера, установленными с возможностью прохождения между ними ВТСП ленты и шланг для подвода флюса к упомянутой ВТСП ленте, один из концов которого размещен в фиксаторе.
В частных воплощениях изобретения в установке узел флюсования снабжен баком для флюса, перистальтическим насосом и емкостью для приема излишков флюса.
В других частных воплощениях изобретения в установке узел мойки ВТСП ленты содержит фиксатор с закрепленными в нем двумя блоками из химически нейтрального вспененного полимера, установленными с возможностью прохождения между ними ВТСП ленты и шланг для подвода моющей жидкости, один из концов которого размещен в фиксаторе.
В других частных воплощениях изобретения в установке узел лужения ВТСП ленты включает ванну для лужения, снабженную средствами для расплавления в ней припоя и поддержания припоя в расплавленном состоянии.
Желательно, чтобы в установке в качестве химически нейтрального вспененного полимера был использован меламин.
Желательно также, чтобы в установке узел подачи и/или узел приема ВТСП ленты включал катушку, двигатель и направляющий ролик.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ.
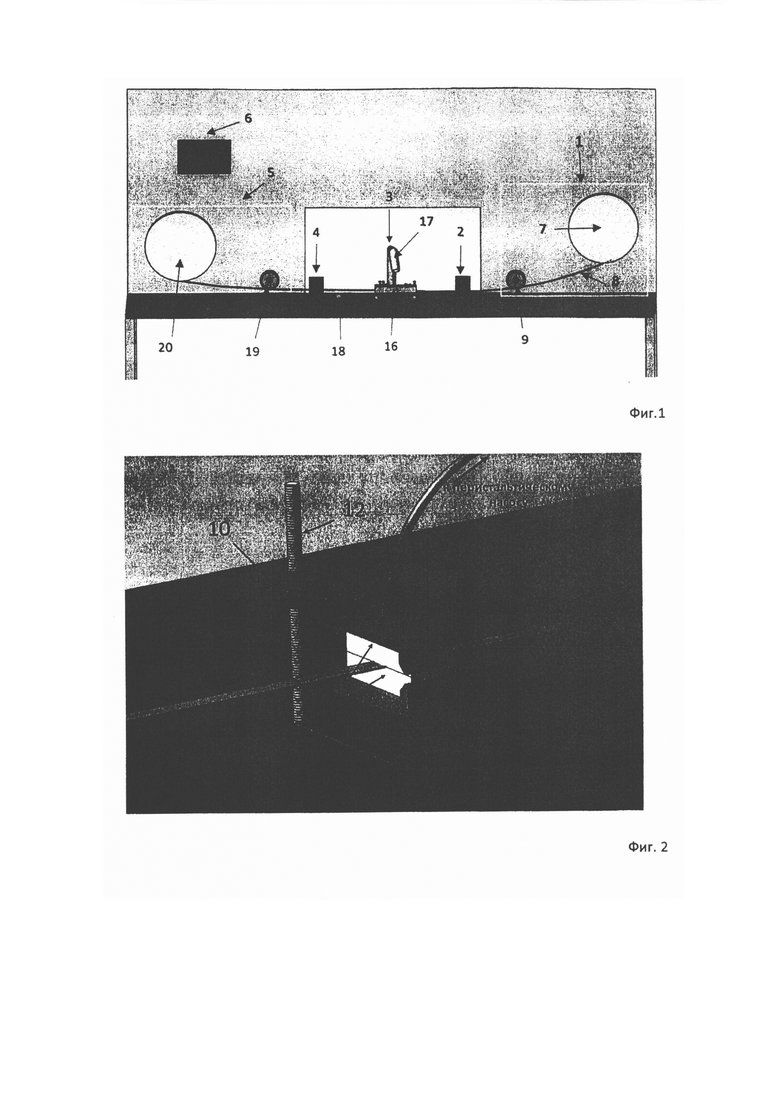
На фиг. 1 приведено схематическое изображение предложенной установки для лужения ВТСП лент.
На фиг. 2 приведено схематическое изображение узла флюсования.
Позиции на фигурах означают следующее:
1. узел подачи ВТСП ленты
2. узел флюсования ВТСП ленты
3. узел лужения ВТСП ленты
4. узел мойки луженой ВТСП ленты
5. узел приема луженой ВТСП ленты
6. узел управления
7. подающая катушка
8. ВТСП лента
9. направляющий ролик энкодера
10. фиксатор
11. блок из вспененного полимера
12. вертикальная стойка
13. струбцина
14. шланг для подвода флюса
15. емкость для приема избытков флюса
16. ванна для лужения
17. вытяжная система
18. средство для охлаждения ленты
19. направляющий ролик энкодера
20. принимающая катушка
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Предложенная установка для лужения ВТСП ленты снабжена дополнительно узлом мойки луженой ленты, а также узлом флюсования ВТСП ленты, который включает фиксатор с закрепленными в нем двумя блоками из химически нейтрального вспененного полимера, установленными с возможностью прохождения между ними ВТСП ленты, шланга для подвода флюса, один из концов которой размещен в фиксаторе и емкость для приема излишков флюса, что позволяет улучшить качество луженой ВТСП ленты за счет улучшения смачиваемости припоем, а также за счет отмывки ленты для удаления излишков флюса.
Узел мойки луженой ленты, позволяющий производить эту операцию прямо в процессе лужения, позволяет избежать введения дополнительной технологической стадии отмывки ленты, таким образом, уменьшая время, затрачиваемое на производство, а также понижая вероятность производственных ошибок.
Как следует из фиг. 1, предложенная установка содержит последовательно установленные узел подачи ВТСП ленты (1), узел флюсования ВТСП ленты (2), узел лужения ВТСП ленты (3), узел мойки луженой ВТСП ленты (4), узел приема луженой ВТСП ленты (5), а также узел управления (6).
Узел подачи ВТСП ленты (1) содержит подающую катушку (7) с намотанной ВТСП лентой (8) и направляющий ролик энкодера (9), позволяющий направить ленту (8) в узел флюсования (2).
Узел флюсования (2) (см. фиг. 2) включает фиксатор (10), в котором установлены блоки (11), выполненные из химически нейтрального вспененного полимера. В качестве такого полимера может быть использован, например, меламин.
В данном изобретении фиксатор (10) представляет собой вертикальную стойку (12) с резьбой, на которой закреплена струбцина (13) с блоками (11) из вспененного полимера. Такое выполнение фиксатора (10) обеспечивает возможность прохождения ВТСП ленты (8) между блоками (11) за счет регулирования зазора между блоками с помощью струбцины (13).
К фиксатору (10) подведен шланг (14) для подачи флюса. Шланг (14) одним концом вставлен в отверстие (15) струбцины (13), что позволяет осуществить доставку флюса непосредственно к блокам (11), а через поры в блоках - к ленте (8).
Шланг (14) также подсоединен к баку для флюса (не показан) и перистальтическому насосу (не показан).
Использование в данном узле перистальтического насоса не обязательно, но желательно, поскольку позволяет регулировать скорость подачи флюса на ленту. Использование вспененного меламина в качестве материала для блоков обусловлено такими его свойствами как химическая инертность, высокая пористость, упругость и мягкость. Блоки (11) из меламина хорошо впитывают флюс и ВТСП лента, проходя между блоками, равномерно смачивается флюсом в нужном количестве.
Излишки флюса стекают в емкость (15).
Узел лужения (3) включает лудильную ванну (16) и может быть снабжен для улучшения экологической обстановки вытяжной системой (17), а также средством для охлаждения ленты (18), например, для охлаждения сжатым воздухом. Ванна (15) выполнена с возможностью расплавления припоя и поддержания его в расплавленном состоянии в течение прохождения лужения. Для этих целей может быть использован, например, электрический трубчатый нагреватель.
Узел мойки ВТСП ленты (4) позволяет отмыть луженую ленту и смыть. весь оксидный порошок, образующийся в процессе лужения ленты.
Узел мойки (4) может быть выполнен идентично узлу флюсования (2), т.е. он также будет включать фиксатор (10) с блоками (11) из химически нейтрального вспененного полимера (меламина), к которым подведен шланг (14) для подачи моющей жидкости с помощью, например, перистальтического насоса, регулирующего скорость подачи моющей жидкости на ленту.
Желательно иметь возможность регулировать этот параметр, потому что жидкости должно быть достаточно много для того, чтобы смывать весь оксидный порошок, но в то же время не слишком много для того, чтобы лента успевала высохнуть до намотки на катушку, поскольку остатки влаги на ленте могут привести к коррозии.
Вспененный меламин обеспечивает равномерное нанесение нужного количества воды на ленту и механическое снятие с нее загрязнений.
Узел приема ВТСП ленты (5) включает направляющий ролик энкодера (19) для ее перемещения, а также принимающую катушку (20).
Узел управления (6) может состоять из программируемого логического контроллера (не показан), драйверов двигателей (подающего и принимающего, не показаны) и позволяет осуществлять управление всеми остальными узлами установки, а также контроль параметров технологического процесса лужения (скорость движения ленты, температура припоя, скорость подачи флюса и моющей жидкости).
Предложенная установка работает следующим образом.
При запуске процесса лужения с помощью узла управления (6), ВТСП лента (8) с подающей катушки (7) перемещается при помощи направляющего ролика (9) в узел флюсования (2). Одновременно включаются перистальтические насосы, и выставляется оптимальная скорость подачи флюса, а также отмывочной жидкости в соответствии с заданной скоростью перемотки ленты. Лента (8) проходит с заданной скоростью через блоки (11), на которые поступает флюс в виде водного солевого раствора через шланг (14). Избытки флюса стекают в емкость для приема избытков флюса (15).
Далее ВТСП лента (8) с нанесенным на нее флюсом поступает в ванну для лужения (16) с расплавленным низкотемпературным припоем. Затем лента (8) охлаждается при помощи сжатого воздуха (18) и поступает в узел мойки (4), выполненный идентично узлу флюсования (2).
Лента отмывается от остаточных оксидов и поступает в узел приема ВТСП ленты через направляющий ролик (19) и наматывается на принимающую катушку (20).
Контроль ленты показал отсутствие нелуженых участков ВТСП ленты и оксидного порошка, образующегося 8 процессе лужения ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛУЖЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДНИКОВ ВТОРОГО ПОКОЛЕНИЯ | 2018 |
|
RU2696187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПЛОЩАДОК ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА ВТОРОГО ПОКОЛЕНИЯ И КОМПЛЕКС ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2746654C1 |
| Установка для изготовления длинномерных стеков из высокотемпературных сверхпроводящих лент второго поколения | 2018 |
|
RU2703714C1 |
| Линия для подготовки микросхем к монтажу | 1981 |
|
SU1023687A1 |
| МНОГОСЛОЙНЫЙ БЛОК ИЗ СВЕРХПРОВОДЯЩИХ ЛЕНТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2579457C1 |
| Устройство для лужения | 1981 |
|
SU967703A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТНОГО СОЕДИНЕНИЯ | 2019 |
|
RU2731750C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1973 |
|
SU394958A1 |
| Способ получения высокотемпературной сверхпроводящей ленты второго поколения, преимущественно для токоограничивающих устройств, и способ контроля качества такой ленты | 2019 |
|
RU2707399C1 |
| ГЕНЕРАТОР МАГНИТНОГО ПОЛЯ | 2020 |
|
RU2749666C1 |
Изобретение относится к области изготовления высокотемпературных сверхпроводящих лент второго поколения (далее - ВТСП лент), в частности - установкам для лужения ВТСП лент. Установка для лужения ВТСП ленты второго поколения, содержит последовательно установленные узел подачи ВТСП ленты, узел флюсования ВТСП ленты, узел лужения ВТСП ленты, узел мойки луженой ВТСП ленты, узел приема луженой ВТСП ленты и узел управления, где узел флюсования ВТСП ленты содержит фиксатор с закрепленными в нем двумя блоками из химически нейтрального вспененного полимера, установленными с возможностью прохождения между ними ВТСП ленты и шланг для подвода флюса к упомянутой ВТСП ленте, один из концов которого размещен в фиксаторе. Изобретение позволяет улучшить качество луженой ВТСП ленты. 5 з.п. ф-лы, 2 ил.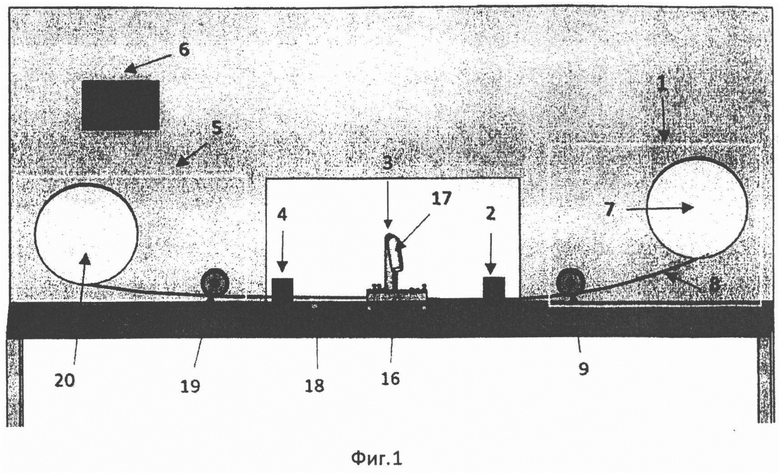
1. Установка для лужения ВТСП ленты второго поколения, содержащая последовательно установленные узел подачи ВТСП ленты, узел флюсования ВТСП ленты, узел лужения ВТСП ленты, узел мойки луженой ВТСП ленты, узел приема луженой ВТСП ленты и узел управления, где узел флюсования ВТСП ленты содержит фиксатор с закрепленными в нем двумя блоками из химически нейтрального вспененного полимера, установленными с возможностью прохождения между ними ВТСП ленты и шланг для подвода флюса к упомянутой ВТСП ленте, один из концов которого размещен в фиксаторе.
2. Установка по п. 1, в которой узел флюсования снабжен баком для флюса, перистальтическим насосом и емкостью для приема излишков флюса.
3. Установка по п. 1, в которой узел мойки ВТСП ленты содержит фиксатор с закрепленными в нем двумя блоками из химически нейтрального вспененного полимера, установленными с возможностью прохождения между ними ВТСП ленты и шланг для подвода моющей жидкости, один из концов которого размещен в фиксаторе.
4. Установка по п. 1, в которой узел лужения ВТСП ленты включает ванну для лужения, снабженную средствами для расплавления в ней припоя и поддержания припоя в расплавленном состоянии.
5. Установка по п. 1, в которой в качестве химически нейтрального вспененного полимера использован меламин.
6. Установка по п. 1, в которой узел подачи и/или узел приема ВТСП ленты включает катушку, двигатель и направляющий ролик.
| JP S54122641 A, 22.09.1979 | |||
| МНОГОСЛОЙНЫЙ БЛОК ИЗ СВЕРХПРОВОДЯЩИХ ЛЕНТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2579457C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННОГО ПОЛИМЕРНОГО ПОКРЫТИЯ НА СВЕРХПРОВОДНИКИ ВТОРОГО ПОКОЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2662801C1 |
| US 6916991 B2, 12.07.2005 | |||
| US 9378863 B2, 28.06.2016. | |||

