ОБЛАСТЬ ТЕХНИКИ.
Изобретение относится к области электротехники, в частности, к способу изготовления электрического контактного соединения высокотемпературных сверхпроводников (ВТСП) с клеммами и может быть использовано для производства сверхпроводящих токопроводов, сверхпроводникового энергетического оборудования и т.п.
УРОВЕНЬ ТЕХНИКИ
Высокотемпературные сверхпроводники (ВТСП) представляют собой композитные материалы, обладающие сверхпроводящими свойствами при определенных условиях температуры, поля и тока, и в частном исполнении выполнены в виде лент с металлической подложкой и нанесенной пленкой сверхпроводника, а также с буферными, защитными и стабилизирующими слоями. Нелинейная зависимость сопротивления высокотемпературных сверхпроводников от тока, отсутствие активного сопротивления при значениях тока ниже критического, температура перехода из нормального состояния в сверхпроводящее ниже 95 К и диапазоне температуры дешевого хладагента жидкого азота, высокая токонесущая способность (свыше 500 А/мм2), высокое сопротивление в несверхпроводящем состоянии (порядка 10-8-10-7 Ом*м) и ряд других преимуществ позволило использовать ВТСП ленты в энергетической промышленности, в виде сверхпроводящих кабелей (СК), трансформаторов напряжения, и другие, в том числе ограничителей тока короткого замыкания (ТОУ).
Одним из способов увеличения токонесущей способности сверхпроводящих устройств является изготовление сверхпроводящего провода из параллельно соединенных ВТСП лент, но ряд проблем, связанных со способом введения тока существенно ограничивает их применение. Однако неоспоримая перспектива использования таких ВТСП проводов побуждает искать новые способы введения тока в многоленточные структуры.
В описании патента RU 2639316 С1 на «Сверхпроводящий ограничитель тока короткого замыкания», раскрывается получение электрического контактного соединения, в котором - токонесущую часть в виде пакета соединенных между собой параллельно расположенных ВТСП лент второго поколения через токовые медные контакты соединяют с внешними контактными электрическими элементами с нормальной проводимостью. Авторы изобретения утверждают, что повышается токонесущая способность токоограничителя. Ввод тока в данном случае осуществлен напрямую через токовые модульные контакты, имеющие преимущество в простоте исполнения, но данный метод не является эффективным, так как ввод тока через подложку ВТСП провода приводит к сильному нагреву контактных соединений, что в свою очередь приводит к понижению надежности модуля, деградации структуры ВТСП слоя, интенсивному расходу криогенной жидкости и дополнительной холодильной мощности охладительной криогенной системы в случае ее использования.
Наиболее близкое техническое решение раскрывается в патенте JP 2010263699 (А), в котором описан способ подключения сверхпроводящего кабеля с устройством, установленным на стороне с нормальной температурой, например, с нормальным проводящим кабелем с применением ступенчатой клеммы.
Для создания контакта необходимо освободить сверхпроводящие ленты, из которых смотан кабель, от изолирующих и экранирующих слоев. Сверхпроводящие ленты в кабеле намотаны по спирали, таким образом, что подложка находится на внешней периферийной стороне, а сверхпроводящая тонкая пленка на внутренней периферийной стороне. В клемме под каждую ленту кабеля выполняют ступеньку. После того как кабель оголен от защитных покрытий, сверхпроводящие ленты укорачивают таким образом, чтобы они образовали ступеньки, соответствующие аналогичным ступенькам клеммы. Далее ленты укладывают на этих ступеньках, по существу, друг над другом с образованием стопки ВТСП лент, причем ленты в стопке размещены с некоторыми малыми промежутками между ними - высота ступеньки в клемме немного больше, чем толщина ленты.
С помощью припоя сверхпроводящие ленты соединяют с клеммой. Известный способ дает возможность соединить сразу несколько сверхпроводящих лент в одну структуру и равномерно распределить ток между ними, таким образом получается низкоомный контакт с малыми габаритами, но при увеличении количества лент в стопке из-за влияния собственного магнитного поля общий критический ток уменьшается, следовательно, это может создать технические проблемы при использовании известного технического решения.
Кроме того, создание такого соединения ограничено только использованием скрученного из ВТСП лент кабеля, а возможности такого кабеля будут ограничены возможностью создания соединения всех лент кабеля: если это высокоточный кабель с большим количеством лент, то клеммное соединение будет чрезвычайно громоздким, а потери критического тока, связанные с собственным магнитным полем - чрезмерны.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ.
Задачей изобретения является устранение данных технических проблем, а именно, увеличение критического тока и токонесущей способности электрического контактного соединения за счет достижения равномерного распределения тока и уменьшении влияния собственного магнитного поля.
Поставленная задача решается способом изготовления электрического контактного соединения ВТСП проводника второго поколения с клеммой, включающим формирование на клемме, по меньшей мере, одной контактной ступеньки, формирование, по меньшей мере, одного полотна ВТСП лент, содержащего, по меньшей мере, две параллельно размещенные ВТСП ленты, примыкающие друг к другу по боковым сторонам, последующую выкладку концевой части полотна на контактную ступеньку клеммы и термическое соединение концевой части упомянутого полотна заподлицо со ступенькой клеммы с образованием монолитного контактного соединения.
В частных воплощениях изобретения поставленная задача решается тем, что ВТСП ленты перед формированием полотна подвергают лужению среднетемпературным припоем, а формирование полотна осуществляют посредством пайки луженых лент по боковым сторонам.
В других возможных воплощениях изобретения на клемме формируют несколько ступенек, расположенных одна за другой и образующих ступенчатую часть клеммы.
В этом случае формируют несколько полотен ВТСП лент и соединяют их в стек, где концевую часть стека изготавливают в виде ответной части к ступенчатой части клеммы.
Термическое соединение полотна и контактной ступеньки клеммы целесообразно осуществлять посредством пайки.
В этом случае проводят пайку низкотемпературным припоем при температуре от 130 до 180°С под давлением от 5 до 7 атм.
Кроме того, целесообразно формировать ступеньку, длина которой обеспечивает безопасный контакт ВТСП ленты и клеммы.
В этом случае длина ступеньки составляет 1,8-2,2 от ширины ВТСП ленты.
В некоторых воплощениях изобретения осуществляют дополнительно выкладку полотна ВТСП лент на поверхность монолитного контактного соединения и последующее термическое соединение выложенного полотна с упомянутым монолитным контактным соединением.
Изобретение иллюстрируется следующими фигурами.
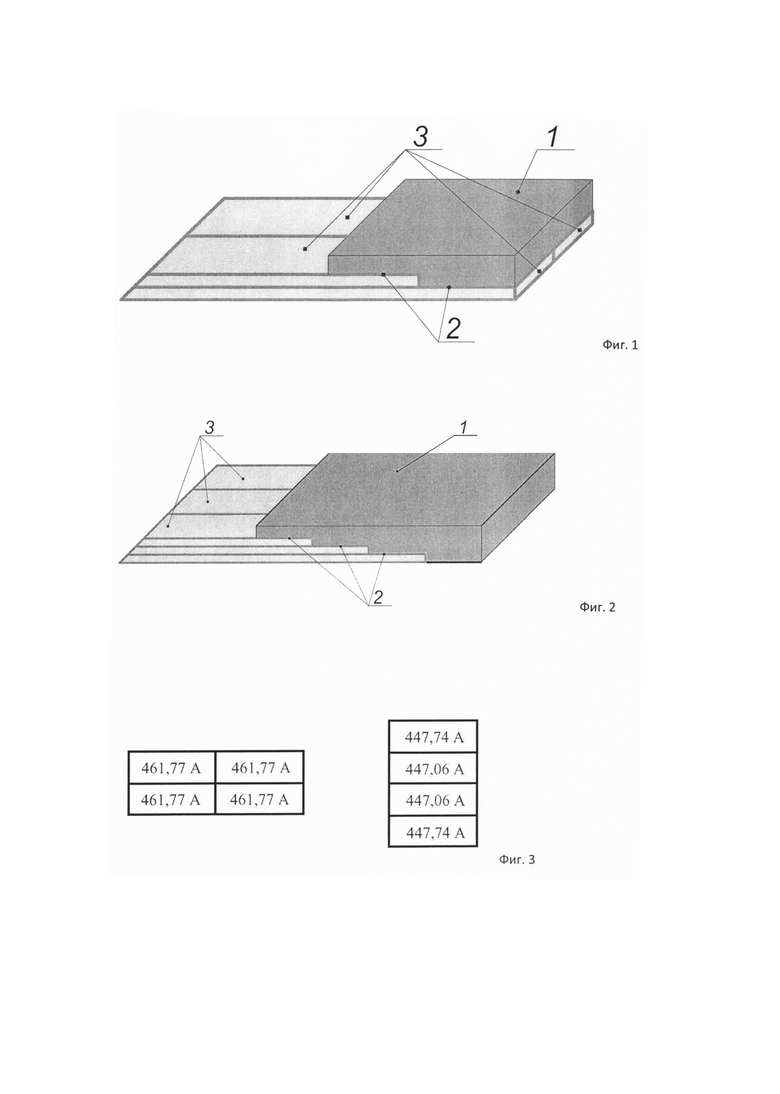
На фиг. 1 схематично изображено соединение полотна из двух лент со ступенькой клеммы.
На фиг. 2 схематично изображено соединение стека из нескольких полотен со ступенчатой частью клеммы
На фиг. 3 приведены сравнительные данные по критическому току для известного и предложенного способов.
Сущность изобретения состоит в следующем.
Заявленное изобретение позволяет увеличить токонесущую способность и мощность ВТСП провода, а также достичь других преимуществ, которые станут понятны из дальнейшего описания.
Способ изготовления электрического контактного соединения ВТСП проводника второго поколения с клеммой, включает формирование на клемме (1) (см. фиг. 1), по меньшей мере, одной контактной ступеньки (2), формирование одного или нескольких полотен ВТСП лент, содержащих, по меньшей мере, две параллельно размещенные ВТСП ленты (3), примыкающие друг к другу по боковым сторонам, последующую выкладку концевой части полотна на контактную ступеньку клеммы и термическое соединение концевой части упомянутого полотна заподлицо со ступенькой клеммы с образованием монолитного контактного соединения.
Формирование полотна проще всего провести посредством пайки ВТСП лент по боковым сторонам. Данный метод обеспечивает хороший контакт как при температуре окружающей среды, так и при криогенной температуре.
Для этого целесообразно (но не обязательно) ВТСП ленты перед формированием полотна подвергнуть лужению. Лужение может быть осуществлено низкотемпературным или среднетемпературным припоем из соображения непричинения вреда ВТСП слою.
В качестве среднетемпературных припоев могут быть использованы такие припои, как ПОС-61, ПОСАg или их аналоги.
Можно припой нанести и непосредственно в процессе пайки.
В одном из воплощений изобретения (см. фиг. 2) предполагается формирование из полотен стеков (стек англ. stack - стопка), тогда на клемме формируют несколько ступенек, расположенных одна за другой и образующих ступенчатую часть клеммы.
Ответную ступенчатую часть стека формируют путем наложения друг на друга полотен, где концевую часть часть каждого последующего укладываемого полотна делают короче предыдущей на длину ступеньки клеммы. Получается «лесенка» из установленных друг на друга полотен, которая укладывается на ступенчатую часть клеммы.
Во всех случаях, как одиночного полотна (ВТСП ленты соединены в один слой), так и стека из полотен, концевую часть полотна/стека соединяют термически, например, путем пайки, со ступенькой (ступенчатой частью) клеммы заподлицо, т.е. на одном уровне или вровень с поверхностью клеммы. При таком соединении образуется монолитная структура, минимизируются риски возникновения пор и не спаянных мест. Кроме того, нет необходимости использовать дополнительную оснастку, вся сборка (ленты и клемма) зажимается в между двумя плоскими пластинами нагревателя. В следствии этого упрощается и ускоряется процесс сборки уменьшается процесс брака, за счет уменьшения человеческого фактора. Процесс является полуавтоматизированным, а не ручным.
Если соединение проводится с помощью пайки, то пайку следует проводить низкотемпературным припоем при температуре от 130 до 180°С. Температура пайки выбирается из соображений непричинения вреда ВТСП слою. В этом случае нагрев при пайке не вызовет деградации ВТСП слоя.
Пайку целесообразно проводить при приложении давления от 5 до 7 атм.
Слабым местом изготовления электрических контактных соединений является подключение ВТСП провода, находящегося в криогенной среде, к токоподводящей шине. Место непосредственного контакта между нормальной шиной и ВТСП проводом является наиболее уязвимым, и в случае нагрева контакта тепло перейдет к ВТСП проводу, и может привести к деградации его токонесущей способности.
Длина ступеньки клеммы должна гарантировать безопасное затекание тока при контакте: при малой длине контактной площадки (в нашем случае - ступеньки клеммы) может произойти перегрев контакта, а слишком большое увеличение длины ступеньки сделает контакт более громоздким, но не приведет к существенным изменениям токонесущей способности. Как правило, безопасная длина контактной площадки (в нашем случае длина ступеньки клеммы) составляет от 1,8 до 2,2 ширины ВТСП ленты.
Для реализации предложенного способа токовая клемма может быть изготовлена из любого проводящего материала, например, сплавов меди, серебра или золота. Если клемма изготовлена из меди, то для улучшения ее эксплуатационных свойств она может быть покрыта антикоррозионным слоем, химическим, электрохимическим или горячим способом, в соответствии с ГОСТ 9.303-84.
В качестве сверхпроводящих лент могут быть использованы высокотемпературные сверхпроводники 2 поколения (ВТСП - 2) с защитными покрытиями из серебра и/или меди.
При лужении ВТСП ленты могут быть покрыты оловянно-свинцовым припоем для осуществления последующей пайки и дополнительным слоем стабилизатора в виде нержавеющей ленты (или других металлических сплавов с высоким удельным сопротивлением) или медной фольги.
Кроме обычных плоских лент, ВТСП ленты могут быть выполнены в виде лент Ребеля (Roebel Assembled Coated Conductor RACC) и т.п.
При разработке предложенного способа, авторы исходили из следующих экспериментальных предпосылок.
В связи с особенностями физических свойств ВТСП лент в зависимости от внешнего магнитного поля, компоновка расположения ВТСП лент в их соединении с клеммой дает различные значения максимального критического тока за счет воздействия магнитного поля от ВТСП лент на соседние ленты. Для ВТСП лент 2-го поколения, в магнитных полях до 100 мТл воздействие на критический ток магнитного поля оказывается только в перпендикулярном направлении к поверхности ВТСП лент, тогда как параллельное магнитное поле не оказывает воздействия.
Зависимость критического тока ВТСП лент от магнитного поля до 100 мТл может быть представлена в виде следующей формулы:

где Ic - реальный критический ток ВТСП ленты, Ic0 - критический ток ВТСП ленты без внешнего воздействия магнитных полей, By - внешнее среднее перпендикулярное магнитное поле, воздействующее на ВТСП ленту.
Каждая ВТСП лента 2-го поколения, представляющая собой тонкую пленку сверхпроводника, может быть представлена как плоский проводник, и поэтому закон Каждая ВТСП лента 2-го поколения, представляющая собой тонкую пленку сверхпроводника, может быть представлена как плоский проводник, и поэтому закон Био-Савара для зависимости магнитного поля от транспортного тока в частном случае задачи с ВТСП лентами 2-го поколения может быть представлен в виде:

где μ0 - магнитная постоянная, равная примерно 1.25×10-6 Гн/м, xi - горизонтальная координата точки, в которой происходит расчет магнитного поля, - координата по ширине ВТСП ленты, по которой протекает транспортный ток плотностью jk, У - расстояние по нормали от точки расчета магнитного поля до плоскости сверхпроводящей пленки.
- координата по ширине ВТСП ленты, по которой протекает транспортный ток плотностью jk, У - расстояние по нормали от точки расчета магнитного поля до плоскости сверхпроводящей пленки.
Нами проведены расчеты токонесущей способности ВТСП лент второго поколения шириной 12 мм, толщиной 100 мкм и критическим током без воздействия внешнего поля 500 А, для двух конфигураций: первая конфигурация представляла собой стопку из четырех ВТСП лент, расположенных друг над другом (известный способ), вторая конфигурация соответствовала заявленному техническому решению и представляла собой те же 4 ВТСП ленты, где каждая пара ВТСП лент была соединена друг с другом в полотно по боковой (продольной) стороне, а полотна были размещены друг над другом.
Для каждой конфигурации были проведены расчеты уменьшения критического тока от воздействия соседних ВТСП лент. Результаты для лент в стопках для наглядности представлены на фиг. 3.
Как видно, критический ток каждой отдельно взятой ВТСП ленты из первой конфигурации (известный способ, правая часть фиг. 3) ниже, чем критический ток любой ВТСП ленты из второй конфигурации (предложенный способ, левая часть фиг. 3).
Пример реализации изобретения.
В предлагаемом нами способе изготовления электрического контактного соединения ВТСП проводника второго поколения с клеммой использовали ступенчатую токовую клемму, изготовленную из меди марки M1 и ВТСП ленты шириной 12 мм, включающие подложку из сплава Hastelloy с-276 толщиной 100 мкм. На подложку был нанесен ВТСП слой на основе RBa2Cu3O7 (где R - редкоземельный элемент), а также защитные слои серебра и меди.
ВТСП ленты были предварительно залужены среднетемпературным припоем марки ПОС-61, обработаны флюсом на основе хлорида цинка
Две ВТСП ленты располагали параллельно и вплотную друг другу, затем их припаивали друг к другу боковыми сторонами, формируя первый ряд ВТСП полотна. Второй ряд устанавливали сверху над первым, при этом сверхпроводящие слои были направлены в одну сторону и ту же сторону, а продольные оси ВТСП лент первого ряда параллельны продольным осям второго ряда.
Для образования ступенчатого перехода удаляли 24 мм длины второго ряда, после чего ВТСП ленты фиксировали и сверху устанавливали ступенчатую токовую клемму. Далее всю сборку зажимали в прессе под давлением 6 атмосфер и подогревали до 160 С. Пайку проводили припоем ПОСК-50-18. При достижении данной температуры выдерживали пару минут, после чего нагрев отключают.Когда температура в прессе достигает 60°С сборку вынимали.
Изобретение было опробовано на стеках, состоящих из двух полотен попарно соединенных ВТСП лент (всего 4 ленты) и из трех полотен попарно соединенных ВТСП лент (всего 6 лент).
Критический ток для конфигурации из 4 ВТСП лент составил 2000 А, токонесущая способность полученных соединений, оцениваемая по величине максимального тока, не приводящего к росту температуры выше критической, составила 1847 А (92,3% от исходного критического тока).
Критический ток для конфигурации из 6 ВТСП лент составил 3000 А, токонесущая способность полученных соединений составила 2670 А (89% от исходного критического тока).
Для соединения, полученного в соответствии с известным способом максимальный ток для конфигурации из 4 лент составил 1789 А, что составляет 89,5% от исходного критического тока и для конфигурации из 6 лент - 2513 А (83,8% от исходного критического тока).
Таким образом, предложенный способ позволит производить надежные, негромоздкие контактные соединения ВТСП лент с клеммами с высокой токонесущей способностью, с простой технологией изготовления, с меньшими потерями и с улучшенными технико-экономическими показателями для изготовления сверхпроводящих токопроводов и сверхпроводникового энергетического оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПЛОЩАДОК ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА ВТОРОГО ПОКОЛЕНИЯ И КОМПЛЕКС ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2746654C1 |
| Установка для изготовления длинномерных стеков из высокотемпературных сверхпроводящих лент второго поколения | 2018 |
|
RU2703714C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТНОГО СОЕДИНЕНИЯ | 2018 |
|
RU2702616C1 |
| МНОГОСЛОЙНЫЙ БЛОК ИЗ СВЕРХПРОВОДЯЩИХ ЛЕНТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2579457C1 |
| СВЕРХПРОВОДЯЩИЙ ТОКОВВОД | 2017 |
|
RU2654538C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДНИКОВЫХ ЛЕНТ ВТОРОГО ПОКОЛЕНИЯ | 2020 |
|
RU2738466C1 |
| ГЕНЕРАТОР МАГНИТНОГО ПОЛЯ | 2020 |
|
RU2749666C1 |
| Способ получения высокотемпературной сверхпроводящей ленты второго поколения, преимущественно для токоограничивающих устройств, и способ контроля качества такой ленты | 2019 |
|
RU2707399C1 |
| ПРОВОД ИЗ ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДНИКА С ЭЛЕКТРИЧЕСКОЙ ИЗОЛЯЦИЕЙ, МОНОЛИТНАЯ ОБМОТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2687277C1 |
| ГИБКИЕ ВТСП ТОКОПРОВОДЫ | 2019 |
|
RU2795238C2 |
Изобретение относится к области электротехники, в частности к способу изготовления электрического контактного соединения высокотемпературных сверхпроводников (ВТСП) с клеммами, и может быть использовано для производства сверхпроводящих токопроводов, сверхпроводникового энергетического оборудования и т.п. Способ изготовления электрического контактного соединения ВТСП проводника второго поколения с клеммой предусматривает формирование на клемме, по меньшей мере, одной контактной ступеньки, формирование, по меньшей мере, одного полотна ВТСП лент, содержащего, по меньшей мере, две параллельно размещенные ВТСП ленты, примыкающие друг к другу по боковым сторонам, последующую выкладку концевой части полотна на контактную ступеньку клеммы и термическое соединение концевой части упомянутого полотна заподлицо со ступенькой клеммы с образованием монолитного контактного соединения. Изобретение позволит производить надежные, негромоздкие контактные соединения ВТСП лент с клеммами с высокой токонесущей способностью, с простой технологией изготовления, с меньшими потерями и с улучшенными технико-экономическими показателями для изготовления сверхпроводящих токопроводов и сверхпроводникового энергетического оборудования. 8 з.п. ф-лы, 3 ил.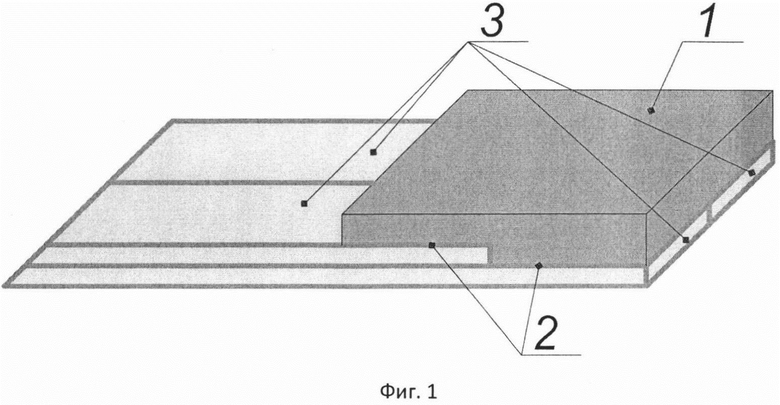
1. Способ изготовления электрического контактного соединения ВТСП проводника второго поколения с клеммой, включающий формирование на клемме, по меньшей мере, одной контактной ступеньки, формирование, по меньшей мере, одного полотна ВТСП лент, содержащего, по меньшей мере, две параллельно размещенные ВТСП ленты, примыкающие друг к другу по боковым сторонам, последующую выкладку концевой части полотна на контактную ступеньку клеммы и термическое соединение концевой части упомянутого полотна заподлицо со ступенькой клеммы с образованием монолитного контактного соединения.
2. Способ по п. 1, в котором ВТСП ленты перед формированием полотна подвергают лужению среднетемпературным припоем, а формирование полотна осуществляют посредством пайки луженых лент по боковым сторонам.
3. Способ по п. 1, в котором на клемме формируют несколько ступенек, расположенных одна за другой и образующих ступенчатую часть клеммы.
4. Способ по п. 2, в котором формируют несколько полотен ВТСП лент и соединяют их в стек, где концевую часть стека изготавливают в виде ответной части к ступенчатой части клеммы.
5. Способ по п. 1, в котором термическое соединение полотна и контактной ступеньки клеммы осуществляют посредством пайки.
6. Способ по п. 5, в котором проводят пайку низкотемпературным припоем при температуре от 130 до 180°С под давлением от 5 до 7 атм.
7. Способ по п. 1, в котором формируют ступеньку, длина которой обеспечивает безопасный контакт ВТСП ленты и клеммы.
8. Способ по п. 7, в котором длина ступеньки составляет 1,8-2,2 от ширины ВТСП ленты.
9. Способ по п. 1, в котором осуществляют дополнительно выкладку полотна ВТСП лент на поверхность монолитного контактного соединения и последующее термическое соединение выложенного полотна с упомянутым монолитным контактным соединением.
| JP 2010263699 A, 18.11.2010 | |||
| СВЕРХПРОВОДЯЩИЙ ОГРАНИЧИТЕЛЬ ТОКА КОРОТКОГО ЗАМЫКАНИЯ | 2017 |
|
RU2639316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТНОГО СОЕДИНЕНИЯ | 2018 |
|
RU2702616C1 |
| Устройство для сложения мощностей двух генераторов на общем сопротивлении нагрузки | 1951 |
|
SU99906A1 |
| JP 2018055990 A, 05.04.2018. | |||

