Изобретение относится к неэлектрическим способам сварки высокотемпературного сверхпроводящего провода (далее ВТСП-провод) второго поколения с использованием прижимного давления с применением нагрева и охлаждения, и к комплексам для осуществления способа.
ВТСП-провод второго поколения является сверхпроводником с критической температурой выше 77 К (температура, при которой сверхпроводник переходит из сверхпроводящего в нормальное состояние) и представляет собой многослойную структуру смешанных оксидов, нанесенных на металлическую ленту-подложку, являющуюся механической основой.
В настоящее время существуют различные виды высокотемпературных сверхпроводящих проводов, в частности, твистированный стек; ребель из стрэндов, вырезаемых из ВТСП лент; намотка обмоток параллельными лентами ВТСП или стопками лент и др.
Так как, ВТСП-провод теряет свои токонесущие свойства при воздействии тепла, то при создании сверхпроводящего токопровода возникает задача передачи тока без нагрева в среде, поддерживающей требуемую температуру ниже 77 К. Для реализации данной задачи разрабатываются контакты, подводящая и отводящая шины, подсоединяемые к контактным площадкам ВТСП-провода, представляющим собой участок ВТСП-провода, через который в него втекает и вытекает ток.
При изготовлении контактных площадок ВТСП-провода, возникает ряд сложностей, в частности проблема длительного воздействия высоких температур на ВТСП-провод в процессе сварки (пайки). Длительное воздействие высоких температур на ВТСП-провод приводит к разрушению структуры сверхпроводника, что в свою очередь приводит к локальному нагреву во время протекания тока и лавинообразной потере сверхпроводящих свойств всего ВТСП-провода, и выходу из строя оборудования. В тоже время недостаточность температур при сварке (пайке) приводит к некачественному сварному соединению контактной площадки с ВТСП-проводом, что так же приводит к нагреву во время протекания тока и потере сверхпроводящих свойств всего ВТСП-провода, и выходу из строя оборудования.
Так возникает задача изготовить сварное (паянное) соединение, - контактную площадку ВТСП-провода, с достаточной прочностью с сохранением высокотемпературных сверхпроводящих характеристик провода. Для реализации данной задачи, в зависимости от вида ВТСП-провода, разрабатываются комплексы (установки, системы, оборудование) и способы для изготовления сварных (паянных) соединений ВТСП-проводов.
В настоящее время выполнение соединений для ВТСП-проводов в основном реализуется следующими видами сварки: микроволновое соединение, метод прямой диффузии, соединение, полученное сжимом, и паянное соединение.
Так из уровня техники известно техническое решение по заявке на патент CN106975855 (B23K20/02, B23K3/04; 03.03.2020), в котором решается задача: обеспечить вид сварки, применяемой для создания соединения высокотемпературных сверхпроводников, с достаточной механической прочностью сверхпроводящих соединений YBCO с оптимизацией сверхпроводимости сверхпроводящих соединений YBCO.
Установка является установкой камерного типа для выполнения диффузионной сварки и содержит пресс, нагревательную платформу с возможностью нагрева, пластину из полифторэтилена, в качестве пресс-формы и электрический вентилятор для охлаждения в процессе сварки, и газовую арматуру, связанную с источником газа.
Недостатками данного изобретения являются использование сварки для соединения ВТСП-проводов, так как в процессе сварки ВТСП-провода подвергаются воздействию высоких температур, то выше вероятность разрушения структуры ВТСП-провода. Кроме того, оборудование для сварки является крупногабаритным, так как содержит в себе элементы для воздушного охлаждения, которое в тоже время не является достаточно эффективным. Так же устройство является устройством для сварки закрытого типа, что не позволяет убирать оксидные пленки с поверхности ВТСП-лент, а относительно твердая (из-за чего скорее всего недолговечная) полифторэтиленовая прижимная пластина, не позволяет обеспечить достаточный сжим проводов.
Паянное соединение - это вид сварки, при котором используется припой, и температура, требуемая для выполнения соединения деталей, существенно ниже, чем при микроволновом соединении или диффузионной сварке.
Из уровня техники известно устройство для пайки ВТСП-провода CN107457462 (B23K1/00, 12.12.2017), с использованием прижимного давления, в котором прижим осуществляется при помощи изменения затяжки винта пружинного механизма с заменяемыми для разного усилия пружинами. Посредством устройства может быть достигнуто соединение ленты высокотемпературной сверхпроводимости YBCO с низким сопротивлением, при этом обеспечивается достаточная механическая прочность соединенных ВТСП-проводов.
Однако к недостаткам данного устройства можно отнести риск механического повреждения ВТСП-провода при давлении металлического прижимного блока на контактную пластину, отсутствие контроля давления, изменяющегося в процессе пайки. Так же металлический прижимной блок не обеспечивает равномерное давление на всю площадь контактной пластины из-за выдавливания лишнего припоя и теплового расширения при остывании провода.
Наиболее близким решением к заявленному изобретению является техническое решение CN103170699 (B23K 3/04, 26. 06.2013), в котором устройство для сварки для высокотемпературных сверхпроводящих лент представляет собой наборную конструкцию, где пайка происходит внутри предварительно собранной конструкции, состоящей из сварочного основания, закрепленного на нагревательной пластине, датчика температуры, выполненного с возможностью крепления в монтажное отверстие в сварочном основании, прижимной лист из силикона и сварочной прижимной пластины, расположенной непосредственно над равномерной температурой сварочного основания. Сварочная прижимная пластина соединена со сварочным основанием через четыре шестигранных торцевых болта, что регулирует прижимное усилие и предотвращает отклонение сварочных материалов в положении соединения внахлест. Причем температура нагревательной пластины ограничена регулятором мощности, на каждой стороне зоны сварки на сварочном основании имеется корректирующая шина.
Способ сварки с использованием сварочного устройства для высокотемпературных сверхпроводящих лент, в указанном техническом решении основан на сварочном устройстве и включает следующие этапы: 1) выбор припоя и обработка припоя в полосу толщиной примерно 0,06 мм~0,20 мм и разрезку до размера, соответствующего площади сварки, 2) очистку поверхности для сварки высокотемпературной сверхпроводящей (ВТСП) ленты, 3) соответствующее количество неагрессивной пасты или жидкого флюса равномерно наносится на ВТСП-ленту, 4) ВТСП-лента помещается в зону сварки на сварочную поверхность, отрезанная полоска припоя помещается на ВТСП-ленту и прижимной пластиной постепенно прижимается к ВТСП-ленте через прижимной лист, за счет прижимных болтов, пока прижимной лист не будет иметь подходящую деформацию, 5) свариваемые части выпрямляются и не смещаются при сварке, температура нагрева и скорость повышения температуры, отслеживаются за счет термометра и контролируются регулятором мощности, 6) сварочные швы подрезаются после окончания сварки.
Заявлено, что устройство простое в эксплуатации, легко ремонтируется и способно обеспечить эффективную скорость сварки, обеспечивая равномерность давления в местах соединений, эффективно контролируя температуру нагрева и скорость повышения температуры, обеспечивая равномерность температуры в положениях стыков.
Недостатками данного изобретения является то, что температура нагрева регулируется только за счет регулировки мощности нагрева нагревательной пластины, что при использовании припоя с температурой плавления 183°С (оловянный свинец) c максимальной температурой пайки выше температуры плавления припоя более чем на 30°С, и временем выдержки около 1 мин., не является достаточным для получения прочного паянного соединения ВТСП-провода. Процесс затяжки прижимной пластины при помощи четырех отдельных винтов несет опасность неравномерной затяжки и не ясно, как обеспечивается оперативное удаление провода в случае более длительного повышения температуры выше температуры плавления припоя более чем на 30°С, так как подобная ситуация приводит к разрушению структуры ВТСП-провода.
Так же выдавливание лишнего припоя в подобной конструкции осуществляется только за счет упругости силиконовой прокладки, что не позволяет добиться хорошего качества пайки т.к. излишки припоя вносят дополнительное сопротивление, которое приводит к локальному перегреву участка и выходу провода из строя.
Задачей настоящего изобретения является устранение указанных выше недостатков в заявленном комплексе для пайки контактных площадок ВТСП-провода.
Технический результат заявленного изобретения заключается в выполнении прочного паянное соединение контактной площадки ВТСП-провода без повреждения (с сохранением) структуры ВТСП-провода.
Технический результат заявленного изобретения достигается за счет выполнения паянного соединения контактной площадки ВТСП-провода вследствие обеспечения плотного контакта токовой клеммы с концевым участком ВТСП-провода при использовании для пайки режимов: нагрева, подачи сжимающего усилия и жидкостного охлаждения контактной площадки ВТСП-провода, без повреждения (с сохранением) структуры ВТСП-провода, что реализуется за счет заявленных конструктивных особенностей комплекса для пайки контактных площадок высокотемпературного сверхпроводящего провода второго поколения, в котором плотный контакт (контакт по всей площади) деталей контактной площадки: токовой клеммы с концевым участком ВТСП-провода, обеспечивается за счет давления прижимного основания с шаровой опорой на изготавливаемую контактную площадку, через прижимную деталь из мягкого термостойкого материала с использованием припоя с низкой температурой плавления, а сохранение структуры ВТСП-провода в процессе пайки, достигается за счет сварочного основания, выполненого в виде термостола, причем нагревательный элемент термостола содержит, по меньшей мере, один датчик температуры и размещен между основой термостола и накладкой термостола, причем основа термостола выполнена с возможностью охлаждения сварочного основания и содержит змеевик трубки охлаждения, выполненный по всей площади основы термостола для жидкостного охлаждения сварочного основания; и последовательностью действий предложенного способа изготовления контактных площадок высокотемпературного сверхпроводящего провода второго поколения, включающего в процессе термического соединения деталей контактной площадки ВТСП-провода, подготовку деталей к термическому соединению и режимы: нагрева, подачи сжимающего усилия (давления) и жидкостного охлаждения и содержит следующие этапы:
(А) этап подготовки концевого участка ВТСП-провода и токовой клеммы к пайке, включающий: лужение концевого участка ВТСП-провода и токовой клеммы, нагрев сварочного основания, распределение расплавленного припоя на концевом участке ВТСП-провода и токовой клемме;
(Б) этап термического соединения концевого участка ВТСП-провода и токовой клеммы, включающий режимы: нагрева, подачи сжимающего усилия и жидкостного охлаждения: формирование формующей области узла прессования для подачи сжимающего усилия, подача сжимающего усилия через опущенное прижимное основание на формующую область на нагретом сварочном основании, выключение нагрева сварочного основания при достижении требуемого сжимающего усилия с заданным давлением, включение режима жидкостного охлаждения и осуществление охлаждения формующей области узла прессования в процессе продолжающегося сжима с заданным давлением до достижения охлаждения, при котором возможно механическое извлечение изготовленной контактной площадки.
При этом способ изготовления контактных площадок может дополнительно включать на этапе (Б) осуществление охлаждения прижимного основания в процессе продолжающегося сжима с заданным давлением формующей области узла прессования.
При этом шаровая опора прижимного основания в комплексе для пайки контактных площадок высокотемпературных сверхпроводников содержит датчик силы сжима.
А для выполнения паянного соединения используется припой с низкой температурой плавления.
Прижимное основание в комплексе для пайки выполнено с возможностью перемещения вниз-вверх по направляющим рельсам.
Змеевик трубки охлаждения в комплексе для пайки выполнен из материалов с высокой теплопроводностью, с возможностью циркуляции охлаждающей жидкости через полости змеевика трубки охлаждения.
При этом в качестве охлаждающей жидкости может использоваться жидкости с повышенной температурой кипения на основе этиленгликоля или пропиленгликоля и вода.
Так же в комплексе для пайки контактных площадок высокотемпературных сверхпроводников прижимное основание может быть выполнено в виде термостола идентичного термостолу в сварочном основании.
При этом змеевик трубки охлаждения сварочного основания, и змеевик трубки охлаждения прижимного основания через патрубки связаны с радиатором для охлаждения.
При этом накладки термостолов, и сварочного основания, и прижимного основания выполнены с гофрированной поверхностью с пазами для крепления нагревательного элемента.
При этом прижимная деталь в комплексе для пайки выполнена из термопластичного материала по размерам поверхностей сварочного основания и прижимного основания в виде поверхности с уступом.
Комплекс для пайки контактных площадок высокотемпературных сверхпроводников может дополнительно содержать панель оператора, выполненную с возможностью управления, контроля и отображения параметров технологического процесса.
Так же комплекс для пайки контактных площадок высокотемпературных сверхпроводников может дополнительно содержать узел подачи длинномерного ВТСП провода, содержащий подающую катушку с намотанным ВТСП-проводом, двигатель подающей катушки и фиксатор подающей катушки.
При этом выполнение формующей области узла прессования по способу изготовления контактных площадок для подачи сжимающего усилия, включает в себя: укладка токовой клеммы на подготовленный концевой участок ВТСП-провода, установку прижимной детали на токовую клемму и концевой участок ВТСП-провода.
При этом на токовой клемме формируют несколько ступенек, расположенных одна за другой и образующих ступенчатую часть токовой клеммы, а концевой участок ВТСП-провода изготавливают в виде ответной части к токовой клемме.
Сущность заявленного изобретения поясняется чертежами:
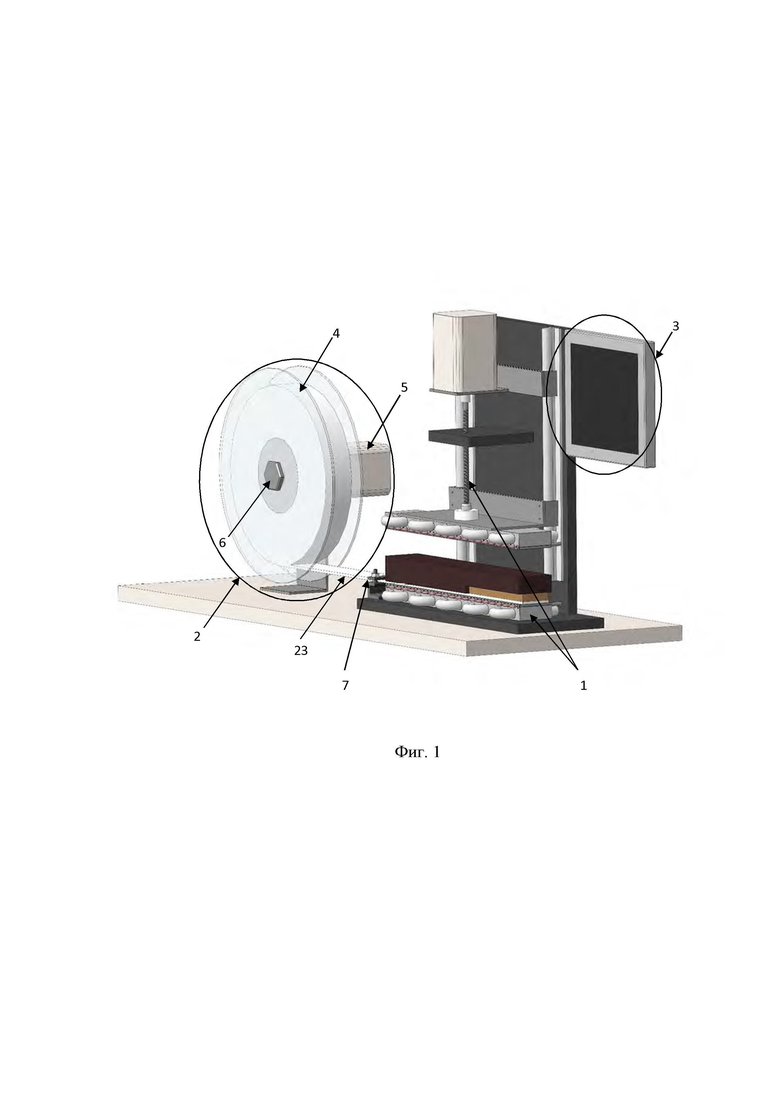
- на фиг. 1 - комплекс для пайки контактных площадок высокотемпературных сверхпроводников второго поколения;
- на фиг. 2 - изображение узла прессования комплекса для пайки;
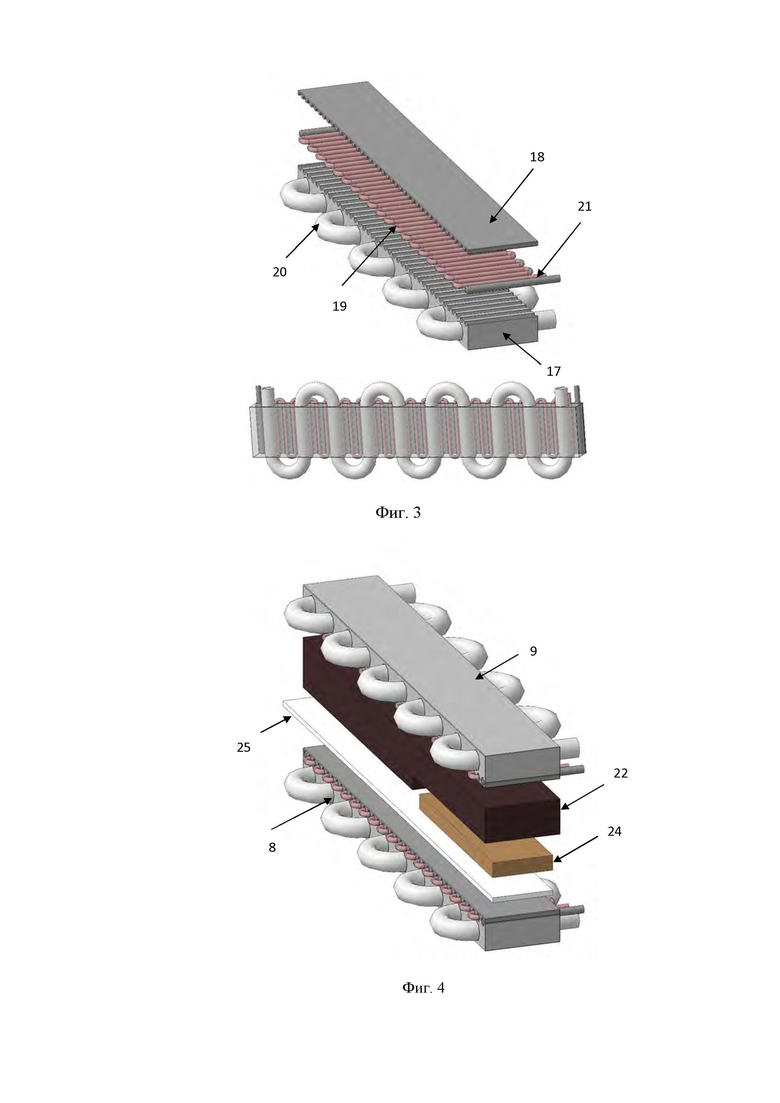
- на фиг. 3 - конструкция термостола;
- на фиг. 4 – выполнение формующей области узла прессования;
- на фиг. 5 - тепловой анализ установки со свободной конвекцией воздуха;
- на фиг.6 - Тепловой анализ установки принудительной циркуляцией воздуха;
- на фиг.7 - Тепловой анализ установки с принудительной циркуляцией охлаждающей жидкости.
Комплекс для пайки контактных площадок высокотемпературных сверхпроводников второго поколения (далее комплекс для пайки) относится к производственному оборудованию и является частью производственной линии для изготовления высокотемпературных сверхпроводников второго поколения.
Комплекс для пайки контактных площадок высокотемпературных сверхпроводников второго поколения (Фиг.1) содержит узел (1) прессования, узел (2) подачи длинномерного ВТСП-провода и панель (3) оператора, причем узел (2) подачи длинномерного ВТСП-провода и панель (3) оператора являются опциональными.
Панель (3) оператора комплекса для пайки состоит из программируемого логического контроллера, с установленным программным обеспечением, и монитора, и используется при полу-автоматизированной работе комплекса для пайки. Панель (3) оператора выполнена с возможностью управлять всеми подвижными узлами установки и осуществлять контроль параметров технологического процесса таких как: температурный режим сварки (пайки), скорость перемещения пресса, сжимающее усилие, направление и вращающий момент подающего двигателя узла подачи ВТСП-провода, режим охлаждения.
Узел (2) подачи ВТСП провода используется в комплексе для пайки при работе с длинномерными ВТСП-проводами. При выполнении контактных площадок на длинномерных ВТСП проводах в узле (2) подачи ВТСП провода устанавливается подающая катушка (4) с намотанным длинномерным ВТСП-проводом, двигатель (5) подающей катушки, фиксатор (6) подающей катушки и зажим (7) для фиксации ВТСП-провода.
Узел (1) прессования (Фиг. 2) содержит сварочное основание (8), прижимное основание (9), выполненное с возможностью перемещения вниз-вверх по направляющим рельсам (10), за счет двигателя (11) пресса или рычага пресса (не показан). Двигатель (11) пресса является опциональным и используется при полу-автоматизированной работе комплекса для пайки. Прижимное основание (9) через шаровую опору (12) пресса (далее шаровая опора) и датчик (13) силы сжима, соединено с двигателем (11) пресса через ось (14) с резьбой двигается; сварочное основание (8) закреплено на горизонтальную опору (15) узла прессования; направляющие рельсы (10) закреплены на вертикальную опору (16) узла прессования.
Сварочное основание (8) и прижимное основание (9) образуют простую пресс-форму для выполнения пайки (фиг. 1 и фиг. 2). По линии разъема пресс-формы сварочное основание (8) и прижимное основание (9) имеют прямые поверхности.
Сварочное основание (8) выполнено в виде термостола. Прижимное основание (9) может быть так же выполнено в виде термостола идентично термостолу сварочного основания (8).
Термостол (Фиг. 3) сварочного основания (8) состоит из основы (17) термостола, накладки (18) на термостол и нагревательного элемента (19). Основа (17) термостола содержит полый змеевик (20) трубки охлаждения, выполненный по всей площади основы (17) термостола. Накладка (18) на термостол содержит пазы для крепления нагревательного элемента (19) и может иметь гофрированную поверхность. Нагревательный элемент (19), содержит по меньшей мере один датчик (21) температуры. Как правило используется два датчика (21) температуры, установленные на концах нагревательного элемента (19), который размещается между основой (17) термостола и накладкой (18) на термостол с креплением в предусмотренные для этого пазы.
Змеевик (20) трубки охлаждения может быть выполнен из материалов с высокой теплопроводностью, как из металлических материалов, например, из меди, так и из не металлических материалов, например, пластика.
Змеевик (20) трубки охлаждения через патрубки связан с радиатором для охлаждения.
Прижимную деталь (22) (Фиг. 4) выполнена из термопластичного материала, например, из силикона, отверждаемого соединениями олова, по принципу поликонденсации, разработанный для применений, требующих высокую темперную устойчивость. Он имеет низкую вязкость и дает в отвержденном виде очень низкую усадку, обладает повышенной темперной устойчивостью (до 294°C).
Прижимную деталь (22) используется в формующей области узла прессования и выполнена по размерам поверхностей сварочного основания (8) и прижимного основания (9) в виде поверхности с уступом для равномерного размещения материалов для пайки контактной площадки.
Пример реализации способа изготовления контактных площадок высокотемпературного сверхпроводящего провода второго поколения раскрыт на примере процесса пайки контактных площадок длинномерного ВТСП-провода на полу-автоматизированном комплексе для пайки контактных площадок ВТСП-провода:
ВТСП-провод (23) является завершенным изделием типа твистированный стек, ребель ВТСП лент, намотка обмоток параллельными лентами ВТСП или стопками лент.
Токовая клемма (24) может быть изготовлена из любого проводящего материала, например, сплавов меди, серебра или золота.
Так как ВТСП-провод (23) сформирован из нескольких полотен ВТСП-лент, (например, соединенных в стек по патенту RU 2731750, 02.12.2019), то концевой участок (25) ВТСП-провода изготавливают в виде ответной части к токовой клемме (24), причем на токовой клемме (24) сформировано несколько ступенек, расположенных одна за другой и образующих ступенчатую часть клеммы.
Этап (А) подготовки концевого участка (25) ВТСП-провода и токовой клеммы (22) к пайке осуществляется следующим образом:
Перед пайкой оператор производит несколько подготовительных операций, в частности, лужение концевого участка (25) ВТСП-провода и токовой клеммы (24).
При лужении концевой участок (25) ВТСП-провода и токовой клеммы (24) могут быть покрыты дополнительным слоем стабилизатора в виде нержавеющей ленты (или других металлических сплавов с высоким удельным сопротивлением) и далее низкотемпературным припоем для осуществления последующей пайки, что в том числе повышает антикоррозионные свойства контактной площадки в процессе эксплуатации.
На вал двигателя (5) подающей катушки помещается катушка (4) с длинномерным ВТСП-проводом (23) с подготовленной концевой участок (25) ВТСП-провода.
Длинномерный ВТСП-провод (23) протягивается через зажим (7) для фиксации ВТСП-провода и фиксируется крепежными элементами, например, гайками (не показаны, фиг. 1). Через панель (3) оператора задается такой параметр силы натяжения, при котором свободный участок ВТСП-провода не провисает, а катушка не разматывается.
Нагрев сварочного основания (8) задается через панель (3) оператора. Нагрев прижимного основания (9) включается опционально, в зависимости от типа контактной площадки ВТСП-провода, т.е. выполнении пайки токовых клемм (24) с двух сторон концевого участка ВТСП-провода. Температура нагрева сварочного основания (8) отслеживается, за счет, по меньше мере, одного датчика (21) температуры.
Концевой участок (25) ВТСП-провода, подготовленный для пайки, располагается на накладке (18) термостола сварочного основания (далее на сварочном основании), разогретого до 130°С, и протирается раствором паяльной кислоты (например, 5% раствором ZnCl2), чтобы убрать оксидную пленку. Так же оксидная пленка удаляется с подготовленой токовой клеммы (24) и прижимной детали (22).
Дополнительно прижимная деталь (22) и токовая клемма (24) так же могут быть нагреты на сварочном основании (8) до начала их термического соединения.
На концевом участке (25) ВТСП-провода размещаются гранулы (прутки, фольга и т.п.) припоя, после их расплавления при помощи меламиновой губки припой распределяется по поверхности концевого участка (25).
Требованиями к припою являются низкая температура плавления (ниже 200 °С) и пригодность для пайки медных деталей. Для пайки подходят бытовые свинцово-оловянные припои ПОС60, ПОС61, ПОС63, легкоплавкие припои, такие как ПОИН52 и сплав Розе.
Этап (Б) термического соединения концевого участка (25) ВТСП-провода и токовой клеммы (24), включающий режимы: нагрева, сжимающего усилия пресса и жидкостного охлаждения происходит следующим образом:
Температура пайки выбирается из соображений не причинения вреда концевому участку ВТСП-провода (соответственно ВТСП проводу в целом) и требуемой температуры плавления используемого припоя, поэтому проводиться в низкотемпературном режиме нагрева при температуре до 200°С.
Выполнение формующей области узла (3) прессования для подачи сжимающего усилия, включает в себя:
- укладку токовой клеммы (24) на подготовленный концевой участок (25) ВТСП-провода.
- установку прижимной детали (22) на токовую клемму (24) и концевой участок (25) ВТСП-провода.
Режим сжимающего усилия пресса устанавливается через панель (3) оператора. Пайку целесообразно проводить при приложении давления от 5 до 7 атм.
В данном воплощении в качестве пресса используется прижимное основание (9). При включении двигателя (8) пресса происходит вертикальное перемещение прижимного основания (9) вниз по направляющим рельсам (15) и самого двигателя (11) пресса относительно сварочного основания (8). Прижимное основание (9) сжимает концевой участок (25) ВТСП-провода и токовой клеммы (24), уложенные на сварочное основание (8), через прижимную деталь (22) с заданным усилием, при этом сварочное основание (8) нагрето до температуры в пределах до 200°С.
Шаровая опора (12) пресса дает свободу перемещения прижимному основанию (9) во время работы пресса в горизонтальной плоскости и исключает – в вертикальной, что обеспечивает максимально плотное прилегание к прижимной детали (22) из мягкого термоустойчивого материала и соответственно прилегание прижимной детали (22) к изготавливаемой контактной площадке. Подающееся усилие отслеживается датчиком (13) силы сжима. При достижении требуемого сжимающего усилия с заданным давлением сжима формующей области узла (3) прессования, т.е. прижимного основания (9) через прижимную деталь (22) на изготавливаемую контактную площадку, расположенную на сварочном основании (8), автоматически выключается нагрев сварочного основания (8) и включается режим жидкостного охлаждения сварочного основания (8) в процессе продолжающегося сжима пресс-формы узла (3) прессования с заданным усилием, при этом механически кистью или меламином по периметру прижимной детали (22) удаляются излишки припоя (облой).
Режим жидкостного охлаждения формующей области узла (3) прессования осуществляется следующим образом:
Охлаждение формующей области узла (3) прессования осуществляется путем циркуляции охлаждающей жидкости через полости змеевика (20) трубки охлаждения, установленной в основе термостола (17) сварочного основания (8), в процессе продолжающегося сжима формующей области узла (3) прессования с заданным усилием.
В качестве охлаждающей жидкости в основном используются жидкости с повышенной температурой кипения на основе этиленгликоля или пропиленгликоля, однако возможно для охлаждения применение воды.
Жидкость, вышедшая из змеевика (20) трубки охлаждения, проходит через радиатор, где охлаждается, например, за счет вентилятора (не показаны), чтобы вновь поступить в змеевик (20) трубки охлаждения в основе термостола (17). Циркуляция жидкости осуществляется за счет насоса (не показан). Средняя температура циркулирующей охлаждающей жидкости находится в диапазоне от 30 ºС до 60 ºС.
Режим жидкостного охлаждения выполняется до достижения охлаждения формующей области узла (3) прессования, при котором возможно механическое извлечение изготовленной контактной площадки из разомкнутой пресс-формы.
Например, извлечь изготовленную контактную площадку ВТСП-провода может оператор в рабочих перчатки устойчивых к высоким температурам.
Температура охлажденного сварочного основания (8) и, как следствие, формующей области узла (3) прессования, находится в пределах 60 ºС.
После выполнения процесса пайки, прижимное основание (9) возвращается в верхнее положение. Готовая контактная площадка убирается со сварочного основания.
Заявленное изобретение иллюстрируется следующими примерами.
Был изготовлен ВТСП-провод, представляющий собой набор ВТСП-лент шириной 12 мм. ВТСП-ленты включали в себя металлическую ленту-основу из сплава Hastelloy C276, последовательно расположенные буферные слои Al2O3, Y2O3, IBAD-MgO, LaMnO3, СеO2, сверхпроводящий слой GdBCO или YBCO и защитные слои с обеих сторон из серебра, меди и слоя припоя на основе олова. Подготовленный к пайке концевой участок ВТСП-провода помещался на накладку термостола предварительно разогретого с помощью нагревательного элемента до 130 ºС сварочного основания, меламином растирался расплавленный низкотемпературный припой Розе по поверхности концевого участка ВТСП-провода, далее позиционировалась медная токовая клемма, затем сверху клали силиконовую прижимную деталь на всю область пайки, вся конструкция (пресс-форма) узла прессования зажималась до усилия 5 атм., излишки припоя удалялись кистью или меламином, после достижения требуемого сжима и в продолжении давления автоматически включалось жидкостное охлаждение до достижения охлаждения накладки сварочного основания до 60 ºС, которое фиксируется датчиками температуры.
Данный опыт был проведен также с воздушным охлаждением.
Для оценки эффективности охлаждения ВТСП-провода было проведено компьютерное моделирование с использованием ПО Solidworks. На фиг. 7, фиг. 8 и фиг. 9 приведены примеры распределения тепла между элементами узла прессования, полученные в результате моделирования. Как следует из приведённых данных, наиболее эффективным методом является охлаждение при помощи принудительной циркуляции охлаждающей жидкости.
Для оценки качества полученной контактной площадки ВТСП-провода замеряли критический ток, который может пройти через нее. Критический ток является одним из важнейших параметров сверхпроводника, падение которого влечет к ухудшению свойств ВТСП-провода. После замера критического тока образец, выполненный с применением жидкостного охлаждения, потерял критический ток 3-3,5%, образец выполненный с воздушным – 10-12 %.
Таким образом, применение установки для пайки с жидкостным охлаждением позволяет изготовить прочное паянное соединение контактной площадки ВТСП-провода и сохранить свойства ВТСП-провода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТНОГО СОЕДИНЕНИЯ | 2019 |
|
RU2731750C1 |
| СПОСОБ ПАЙКИ ВТСП ЛЕНТ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2723142C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОНЕСУЩЕГО ЭЛЕМЕНТА ИЗ СВЕРХПРОВОДЯЩЕЙ КЕРАМИКИ | 1990 |
|
SU1805800A1 |
| СВЕРХПРОВОДЯЩИЙ ТОКОВВОД | 2017 |
|
RU2654538C1 |
| Способ изготовления соединения высокотемпературных сверхпроводящих кабелей | 2024 |
|
RU2832195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТНОГО СОЕДИНЕНИЯ | 2018 |
|
RU2702616C1 |
| Установка для изготовления длинномерных стеков из высокотемпературных сверхпроводящих лент второго поколения | 2018 |
|
RU2703714C1 |
| УСТАНОВКА ДЛЯ ЛУЖЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДНИКОВ ВТОРОГО ПОКОЛЕНИЯ | 2018 |
|
RU2696187C1 |
| Способ получения высокотемпературной сверхпроводящей ленты второго поколения, преимущественно для токоограничивающих устройств, и способ контроля качества такой ленты | 2019 |
|
RU2707399C1 |
| СВЕРХПРОВОДЯЩИЙ ПРОВОД ТИПА "КАБЕЛЬ В ОБОЛОЧКЕ" (КАБЕЛЬ-КОНДУИТ) | 2008 |
|
RU2413319C2 |


Изобретения могут быть использованы для формирования пайкой контактных площадок высокотемпературного сверхпроводящего провода второго поколения (ВТСП-провода). Плотный контакт токовой клеммы с концевым участком ВТСП-провода обеспечивают за счет давления прижимного основания с шаровой опорой на изготавливаемую контактную площадку через прижимную деталь из мягкого термостойкого материала с использованием припоя с низкой температурой плавления. Сохранение структуры ВТСП-провода в процессе пайки достигается за счет использования сварочного основания в виде термостола, нагревательный элемент которого размещен между основой и накладкой термостола. Охлаждение контактной площадки ВТСП-провода осуществляют за счет жидкостного охлаждения сварочного основания и прижимного основания с помощью змеевика трубок, расположенных по всей их площади. Заданные режимы нагрева, подачи сжимающего усилия и жидкостного охлаждения контактной площадки ВТСП-провода обеспечивают получение соединения без повреждения структуры ВТСП-провода. 2 н. и 17 з.п. ф-лы, 7 ил.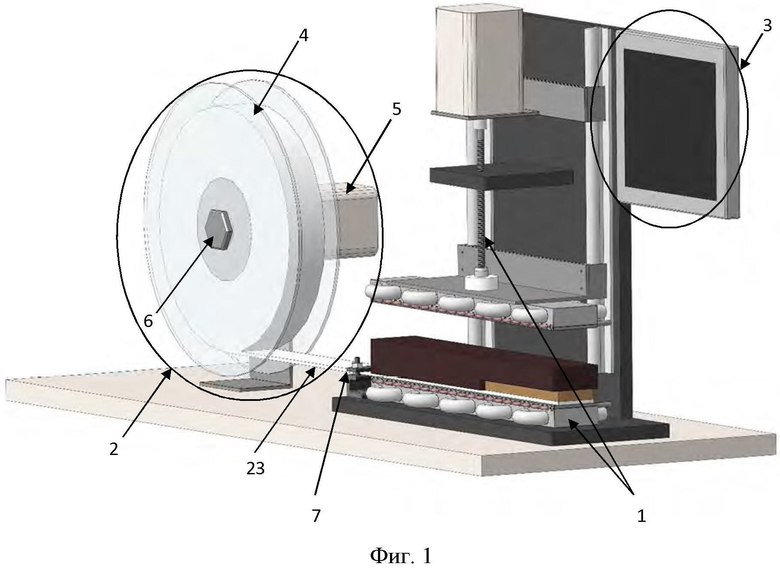
1. Комплекс для пайки контактных площадок высокотемпературных сверхпроводников (ВСТП) второго поколения, содержащий узел подачи ВТСП-провода, узел прессования и панель оператора, при этом узел прессования включает сварочное основание с нагревательным элементом, прижимное основание и прижимную деталь, отличающийся тем, что
сварочное основание выполнено в виде термостола, причем нагревательный элемент термостола содержит по меньшей мере один датчик температуры и размещен между основой термостола и накладкой термостола, при этом основа термостола содержит змеевик трубки охлаждения, выполненный по всей площади основы термостола, для жидкостного охлаждения сварочного основания узла прессования, а прижимное основание выполнено с шаровой опорой.
2. Комплекс для пайки по п. 1, отличающийся тем, что шаровая опора прижимного основания содержит датчик силы сжима.
3. Комплекс для пайки по п. 1, отличающийся тем, что прижимное основание выполнено с возможностью перемещения вниз-вверх по направляющим рельсам.
4. Комплекс для пайки по п. 1, отличающийся тем, что змеевик трубки охлаждения выполнен из материала с высокой теплопроводностью.
5. Комплекс для пайки по п. 1, отличающийся тем, что змеевик трубки охлаждения выполнен с возможностью циркуляции охлаждающей жидкости через полости змеевика трубки охлаждения.
6. Комплекс для пайки по п. 5, отличающийся тем, что змеевик выполнен с возможностью использования охлаждающей жидкости на основе этиленгликоля или пропиленгликоля.
7. Комплекс для пайки по п. 5, отличающийся тем, что змеевик выполнен с возможностью использования воды в качестве охлаждающей жидкости.
8. Комплекс для пайки по п. 1, отличающийся тем, что прижимное основание выполнено в виде термостола, причем нагревательный элемент термостола содержит по меньшей мере один датчик температуры и размещен между основой термостола и накладкой термостола, причем основа термостола выполнена с возможностью охлаждения прижимного основания и содержит змеевик трубки охлаждения, выполненный по всей площади основы термостола, для жидкостного охлаждения прижимного основания узла прессования.
9. Комплекс для пайки по п. 1 или 7, в котором змеевик трубки охлаждения через патрубки связан с радиатором охлаждения.
10. Комплекс для пайки по п. 1 или 7, отличающийся тем, что накладка термостола выполнена с гофрированной поверхностью и с пазами для крепления нагревательного элемента.
11. Комплекс для пайки по п. 1, отличающийся тем, что прижимная деталь выполнена из термопластичного материала по размерам поверхностей сварочного основания и прижимного основания и имеет поверхность с уступом.
12. Комплекс для пайки по п. 1, отличающийся тем, что панель оператора выполнена с возможностью управления, контроля и отображения параметров технологического процесса.
13. Комплекс для пайки по п. 1, отличающийся тем, что узел подачи ВТСП-провода содержит подающую катушку с намотанным ВТСП-проводом, двигатель подающей катушки и фиксатор подающей катушки.
14. Способ изготовления контактных площадок высокотемпературного сверхпроводящего провода (ВСТП) второго поколения с использованием комплекса для пайки по п. 1, включающий следующие этапы:
(А) этап подготовки концевого участка ВТСП-провода и токовой клеммы к пайке, при котором осуществляют:
- лужение концевого участка ВТСП-провода и токовой клеммы,
- нагрев сварочного основания узла прессования,
- распределение расплавленного припоя на концевом участке ВТСП-провода и токовой клемме;
(Б) этап термического соединения концевого участка ВТСП-провода и токовой клеммы, включающий:
- выполнение формующей области узла прессования с использованием прижимной детали для подачи сжимающего усилия,
- подачу сжимающего усилия через опущенное прижимное основание на формующую область на нагретом сварочном основании,
- выключение нагрева сварочного основания при достижении требуемого сжимающего усилия с заданным давлением,
- включение режима жидкостного охлаждения сварочного основания и осуществление охлаждения формующей области узла прессования в процессе продолжающегося сжима с заданным давлением до достижения охлаждения, при котором возможно механическое извлечение изготовленной контактной площадки.
15. Способ по п. 14, отличающийся тем, что он дополнительно включает на этапе (Б) жидкостное охлаждение прижимного основания в процессе продолжающегося сжима с заданным давлением формующей области узла прессования.
16. Способ по п. 14, отличающийся тем, что выполнение формующей области узла прессования для подачи сжимающего усилия, включает:
- укладку токовой клеммы на подготовленный концевой участок ВТСП-провода,
- установку прижимной детали на токовую клемму и концевой участок ВТСП-провода.
17. Способ по п. 14, отличающийся тем, что на токовой клемме формируют ступеньки, расположенные одна за другой с образованием ступенчатой части токовой клеммы, а концевой участок ВТСП-провода изготавливают в виде ответной части к токовой клемме.
18. Способ по п. 14, отличающийся тем, что используют змеевик трубки охлаждения, выполненный из материала с высокой теплопроводностью с возможностью циркуляции охлаждающей жидкости через полости змеевика трубки охлаждения.
19. Способ по п. 14, отличающийся тем, что используют припой с низкой температурой плавления.
| CN 103170699 А, 26.06.2013 | |||
| Сцепная муфта | 1929 |
|
SU35505A1 |
| CN 107457462 A, 12.12.2017 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТНОГО СОЕДИНЕНИЯ | 2019 |
|
RU2731750C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОНЕСУЩЕГО ЭЛЕМЕНТА ИЗ СВЕРХПРОВОДЯЩЕЙ КЕРАМИКИ | 1990 |
|
SU1805800A1 |

