Изобретение относится к машиностроению, а именно к винтовым механизмам, используемых для перемещения рабочих органов машин с высокой степенью точности.
В планетарных ролико-винтовых механизмах перемещение штока механизма ограничено длиной гайки. Изготовление гаек с длиной более четырех средних их диаметров представляет большие технологические сложности.
Известен способ изготовления винтовой передачи с натягом элементов качения, содержащей винт и гайку со спиральными дорожками качения, заключающийся в том, что либо винт, либо гайку разрезают на две соосные части по криволинейной траектории, проходящей вдоль траектории дорожки качения разрезаемой детали, элементы качения располагают вдоль линии разреза между частями разрезанной детали и стягивают указанные соосные части вдоль оси вращения винта или гайки для выборки, по меньшей мере, осевого зазора в винтовой передаче (Патент РФ 2381400, F16H 25/22).
Известен ролико-винтовой механизм, в котором гайка выполнена из двух полугаек с возможностью изменения и фиксации осевого зазора между ними. (Патент РФ 2631096, F16H 25/22).
Наиболее близким к заявляемому является способ изготовления гайки, в котором при сборке и регулировке винтовой пары на винте размещают две полугайки, сближают их в осевом направлении и жестко фиксируют. (Д.С. Блинов. Планетарные роликовинтовые механизмы. Москва, МГТУ им. Баумана, 2006, рис. 1.3).
Недостатком такого способа является то, при сближении двух полугаек в осевом направлении устраняют осевой люфт между винтом и гайкой, но при этом остается неопределенный зазор между торцами двух полугаек, что делает невозможным последующую сварку.
Задачей настоящего изобретения является создание способа получения длинных гаек путем соединения по крайней мере двух полугаек с сохранением заданных параметров внутренней резьбы и заданных прочностных характеристик для обеспечения возможности увеличения величины хода штока в планетарном роликовинтовом механизме.
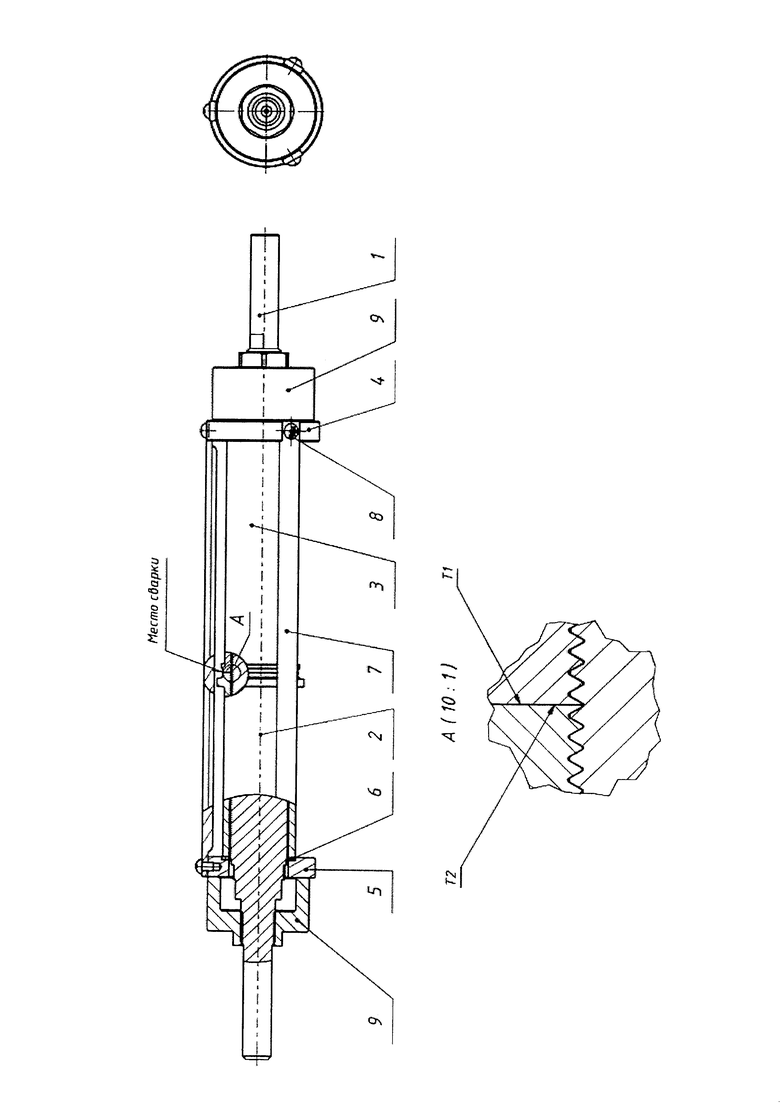
Поставленная задача решается тем, что в способе изготовления длинных гаек, заключающемся в размещении на винте полугаек, сближении в осевом направлении и жесткой их фиксации, по крайней мере две полугайки сближают путем свинчивания до полного соприкосновения с сохранением свободного вращения винта, жесткую фиксацию полугаек осуществляют со стороны внешних торцов полугаек для чего на винте размещают прижимные кольца, причем по крайней мере с одной стороны между полугайкой и прижимным кольцом устанавливают компенсирующую прокладку, на кольцевых поверхностях прижимных колец равномерно крепежными винтами закрепляют три стяжки, затем на винт с двух сторон накручивают винтовые втулки до их упора в прижимные кольца, после чего отвернув крепежные винты, снимают стяжки, производят сварку полугаек и отвернув втулки, снимают с винта их и прижимные кольца с компенсирующей прокладкой, после чего скручивают с винта полученную длинную гайку.
Описываемый способ проиллюстрирован фигурой, где
1 - винт;
2, 3 - полугайки;
4, 5 - прижимные кольца;
6 - компенсирующая прокладка;
7 - крепежный винт;
8 - стяжки;
9 - винтовые втулки.
Ввиду технологической сложности изготовления длинных гаек с L>4 Dг (Dг - средний диаметр гайки) перемещение штока механизма ограничено длиной гайки.
Заявляемый способ, позволяющий получить гайку необходимой длины, реализуется следующим образом. На эталонный винт 1 с параметрами, соответствующими необходимым кинематическим параметрам передачи (шагу, углу профиля резьбы, числу заходов и диаметру винта ролико-винтового механизма) с длиной нарезанной части L до 10Dг, навинчивают полугайки 2 и 3 до соприкосновения их торцами Т1 и Т2 и стягивают моментом, обеспечивающим легкость и плавность вращения эталонного винта 1 в пределах оборотов, равных числу заходов винта помноженному на шаг резьбы.
После этого с внешних торцов полугаек 2, 3 устанавливают прижимные кольца 4, 5. Между торцом одной из полугаек и одним из прижимных колец 4 или 5 устанавливают компенсирующую прокладку 6. Компенсирующая прокладка 6 компенсирует допуски в отклонении длин полугаек 2, 3.
На кольцевых поверхностях прижимных колец равномерно через 120° крепежными винтами 7 закрепляют три стяжки 8, обеспечивающие жесткость стяжки и позволяющие закрепить полученное оптимальное совпадение витков и торцов полугаек без зазоров и перетяжек. Стяжки 8 исключают проворот полугаек при проведении следующих технологических операций.
Затем на винт 1 с двух сторон накручивают винтовые втулки 9 до их упора в прижимные кольца 4, 5. Перемещение винтовых втулок 9 не оказывают влияние на взаимное расположение полугаек 2, 3 жестко скрепленных тремя стяжками 8.
После чего отвернув крепежные винты 7, снимают стяжки 8. Все элементы остаются зафиксированы винтовыми втулками 9, прижатыми к прижимным кольцам 4, 5.
Осуществляют окончательное скрепление полугаек 2, 3, например, сваркой. После чего отвернув с винта 1 винтовые втулки 9, снимают их, прижимные кольца 4, 5 с компенсирующей прокладкой 6 и скручивают с винта 1 полученную длинную гайку.
К преимуществам заявляемого способа относится то, он обеспечивает оптимальное совмещение полугаек, позволяющее произвести последующую их сварку, что позволяет получить длинную гайку с заданными эксплуатационными и прочностными характеристиками.
На предприятии ЗАО «Орбита» был изготовлен макетный образец длинной гайки с длиной L>4 Dг (Dг - средний диаметр гайки).
Образец был проверен резьбовым калибром, который проходил по всей длине полученной гайки плавно без заеданий и испытан на растяжение до разрыва.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 2002 |
|
RU2204070C1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 2015 |
|
RU2613138C1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА С МОДИФИЦИРОВАННОЙ РЕЗЬБОЙ ЕЕ ДЕТАЛЕЙ | 2002 |
|
RU2204069C1 |
| Планетарная роликовинтовая передача | 2016 |
|
RU2714435C2 |
| ВИНТОВАЯ ПЕРЕДАЧА | 2013 |
|
RU2544033C1 |
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА ВИНТ - ГАЙКА С ДЛИННЫМИ РЕЗЬБОВЫМИ РОЛИКАМИ | 2004 |
|
RU2292502C2 |
| Планетарная передача винт-гайка качения | 1986 |
|
SU1395883A1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 1996 |
|
RU2098695C1 |
| УЗЕЛ ОСЕВОГО ПЕРЕМЕЩЕНИЯ ПЛАНЕТАРНОЙ РОЛИКОВИНТОВОЙ ПЕРЕДАЧИ | 1998 |
|
RU2140592C1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 1996 |
|
RU2104425C1 |
Изобретение относится к машиностроению. Способ изготовления длинных гаек заключается в том, что на винте размещают две полугайки, сближают их в осевом направлении и жестко фиксируют. По крайней мере две полугайки сближают путем свинчивания до их полного соприкосновения с сохранением свободного вращения винта, жесткую фиксацию полугаек осуществляют со стороны внешних торцов полугаек для чего на винте размещают прижимные кольца. По крайней мере с одной стороны между полугайкой и прижимным кольцом устанавливают компенсирующую прокладку, на кольцевых поверхностях прижимных колец равномерно крепежными винтами закрепляют три стяжки, затем на винт с двух сторон накручивают винтовые втулки до их упора в прижимные кольца, после чего отвернув крепежные винты, снимают стяжки, производят сварку полугаек и отвернув втулки, снимают с винта их и прижимные кольца с компенсирующей прокладкой, после чего скручивают с эталонного винта полученную длинную гайку Обеспечивается получение длинной гайки с заданными параметрами внутренней резьбы и прочностными характеристиками, для обеспечения возможности увеличения величины хода штока в планетарном роликовинтовом механизме. 1 ил.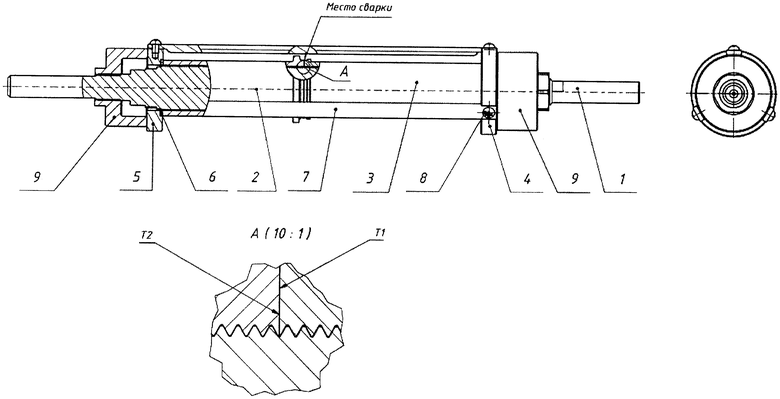
Способ изготовления длинных гаек, заключающийся в том, что на винте размещают две полугайки, сближают их в осевом направлении и жестко фиксируют, отличающийся тем, что по крайней мере две полугайки сближают путем свинчивания до их полного соприкосновения с сохранением свободного вращения винта, жесткую фиксацию полугаек осуществляют со стороны внешних торцов полугаек, для чего на винте размещают прижимные кольца, причем по крайней мере с одной стороны между полугайкой и прижимным кольцом устанавливают компенсирующую прокладку, на кольцевых поверхностях прижимных колец равномерно крепежными винтами закрепляют три стяжки, затем на винт с двух сторон накручивают винтовые втулки до их упора в прижимные кольца, после чего, отвернув крепежные винты, снимают стяжки, производят сварку полугаек, и, отвернув втулки, снимают с винта их и прижимные кольца с компенсирующей прокладкой, после чего скручивают с эталонного винта полученную длинную гайку.
| РОЛИКО-ВИНТОВОЙ МЕХАНИЗМ | 2016 |
|
RU2631096C1 |
| ВИНТОВАЯ ПЕРЕДАЧА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2381400C1 |
| СИСТЕМА ВПРЫСКА ТОПЛИВА В ДВИГАТЕЛЬ .ВНУТРЕННЕГО СГОРАНИЯ | 0 |
|
SU186221A1 |
| US 20180073615 A1, 15.03.2018 | |||
| WO 1999063248 A1, 09.12.1999. | |||

