ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Настоящая заявка притязает на приоритет и преимущество предварительной патентной заявки США №62/082,898, поданной 21 ноября 2014 года, содержание которой включено в настоящий документ путем ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к способу увеличения реактивной площади в пространстве действующего катодного кожуха с целью повышения производительности или снижения капитальных расходов на тонну производственной мощности линии электролизеров Холла-Эру. В еще одном аспекте изобретение относится к конструкции алюминиевого электролизера и катодного кожуха, обеспечивающей вышесказанное.
ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0003] Алюминий получают, используя процесс электролиза Холла-Эру. В известных установках используются сотни электролизеров, соединенных последовательно и расположенных в длинном здании или производственной линии вместе с трансформаторами, выпрямителями, шинами, кранами, разветвительным оборудованием и другими вспомогательными устройствами.
[0004] Алюминиевый электролизер включает аноды, подвешенные над ванной с электролитом поверх подины под расплавленным оксидом алюминия, которая действует как катод, на котором аккумулируется металлический алюминий. Обычно аноды представляют собой углеродные блоки, подвешенные на подвижной балке в верхней конструкции, расположенной над ванной с электролитом. Ванна и подина имеют огнеупорную футеровку, включая дно, состоящее из катодных блоков с токонесущими шинами. Футеровка расположена в стальном резервуаре, называемом катодным кожухом, который защищен от действия электролита огнеупорными стеновыми блоками. Стеновые блоки охлаждаются посредством тесного теплового контакта с катодным кожухом, который охлаждается снаружи посредством естественной или принудительной конвекции. Если есть достаточно эффективный теплоперенос между блоками и кожухом, на внутренней поверхности блоков будет формироваться корка затвердевшего электролита, защищающая блоки от разрушения при эксплуатации электролизера.
[0005] Процесс Холла-Эру - это процесс электролиза. Производство алюминия в алюминиевом электролизере пропорционально току, подводимому к электролизеру. Общеизвестно, что современные алюминиевые электролизеры ограничены в эксплуатации плотностью тока на электродах, составляющей приблизительно 1 А на 1 см2. В результате, производительность алюминиевого электролизера зависит от площади электродов, которая может быть охарактеризована как площади катодов или анодов в горизонтальной плоскости.
[0006] Доступная площадь электродов в конкретном кожухе ограничена внутренними размерами самого катодного кожуха и, до некоторой степени, конструкцией футеровки. Внутренние размеры катодного кожуха, с другой стороны, зависят от размера конструкции катодного кожуха, интервала между электролизерами и размеров окружающего оборудования, например шин, опорных оснований и т.д.
[0007] Прежде для катодов алюминиевых электролизеров использовали антрацитные материалы. Как известно, антрацитные катоды поглощают большие количества натрия и обычно расширяются в течение срока службы алюминиевого электролизера. Химическому расширению можно до некоторой степени противодействовать путем приложения больших удерживающих сил. В результате, прежние конструкции катодных кожухов были очень прочными, чтобы снизить величину химического расширения футеровки до управляемых уровней. В современных электролизерах, рассчитанных на большие токи, используются графитированные или графитные материалы. Эти материалы проявляют значительно меньшее химическое расширение, и поэтому не требуют таких же высоких нагрузок для управления расширением в течение срока службы.
[0008] Использование графитных и графитированных катодов снизило спрос на современные катодные кожухи. Однако катодные кожухи все еще должны иметь подходящую конструкцию для обеспечения длительного срока службы футеровки и стойкость в разных условиях эксплуатации.
[0009] В алюминиевой промышленности и других пирометаллургических отраслях известно, что целостность резервуара зависит от постоянного поддержания по меньшей мере минимально требуемой сжимающей нагрузки, называемой минимальной связывающей нагрузкой, на футеровку. Минимальная связывающая нагрузка должна поддерживаться во время тепловых циклов, когда футеровка сжимается и расширяется при изменяющихся рабочих температурах. Неподдержание минимальной связывающей нагрузки может приводить к образованию зазоров, потенциально приводящих к попаданию в них металла и ухудшению эксплуатационных характеристик электролизера или к катастрофическому прогару.
[0010] В современных катодных кожухах используются жесткие и прочные усиливающие конструкции, позволяющие надежно обеспечивать минимально требуемые связывающие нагрузки во время тепловых циклов. В известных конструкциях катодных кожухов в поперечном направлении обычно используются несколько прочных вертикальных опор, расположенных в фиксированным интервалом вдоль боковой стенки. Они обычно имеют двутавровый или П-образный профиль и выходят за пределы внутренние размеры катодного кожуха по горизонтали на 300-500 мм, как показано на Фиг. 3 (известный уровень техники) и более подробно описано в документе WO 2011/028132 А1. Для целей последующего описания этот размер будет называться глубиной конструкции катодного кожуха.
[0011] Недостаток известных катодных кожухов состоит в том, что жесткие конструкции имеют большой перепад связывающей нагрузки при данной величине теплового цикла. Это обуславливает необходимость расчета конструкции для высокой нагрузки при нормальной эксплуатации, чтобы перепад при тепловом цикле не приводил к уменьшению сжимающей нагрузки на футеровку до значения ниже минимальной связывающей нагрузки.
[0012] Общепризнано, что использование более податливой конструкции может создавать более предсказуемое сжатие футеровки и повышать рабочие характеристики и срок службы электролизера.
[0013] Например, в документе US 2861036 предложена ванна, состоящая из некоторого числа элементов и ограниченная упругими элементами (податливыми связями), в попытке устранить течи и деформации, присущие современным катодным кожухам. Предлагаемая конструкция включает пружины между подвесными лотками и жесткой окружающей опорной конструкцией. Это требует дополнительного пространства по сравнению с более известным катодным кожухом, соответственно увеличивая внешние габариты алюминиевого электролизера. Как будет сказано ниже, это является серьезным недостатком.
[0014] В документе US 4421625 предложена конструкция, сходная с конструкцией из US 2861036, но модифицированная верхними связями и горизонтальными элементами жесткости. В одном варианте осуществления изобретения пружинные элементы расположены между жесткой рамой конструкции и кожухом, в другом варианте снаружи рамы конструкции. Изобретение из документа US 2861036 имеет такой же недостаток.
[0015] Хотя в ином и достигая цели сохранения футеровки при достаточной сжимающей силе, известные конструкции катодных кожухов и альтернативные конструкции, предложенные в документах US 2861036 и US 4421625, имеют недостаток большой наружной конструкции. Такая конструкция ограничивает площадь катода, который может быть размещен в электролизере с определенными габаритами.
[0016] Например, линия из 300 алюминиевых электролизеров, оснащенных известными катодными кожухами, с расстоянием между соседними электролизерами 6 м потребует здания или зданий длиной приблизительно 1800 м. Вертикальные опорные элементы глубиной 300-500 мм займут 180-300 м из этой длины. В длину включены соответствующие шины, каналы для отходящих газов, системы питающих транспортеров, фундаменты и т.д. Такая длина здания будет составлять значительную долю от совокупных расходов на линию, при этом прямо не влияя на объем производства алюминия.
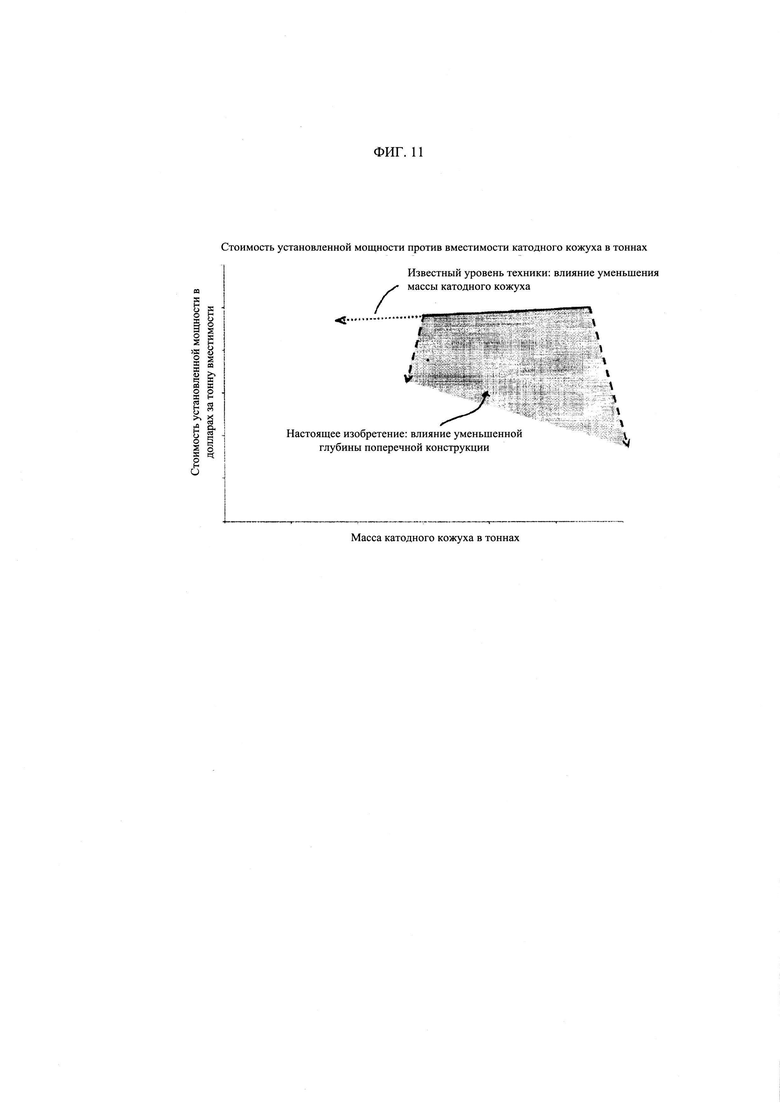
[0017] Существенные усилия были направлены на уменьшение массы катодного кожуха в попытке уменьшить стоимость установленной мощности по выплавке алюминия. Примеры можно найти, помимо прочего, в документе US 3702815 и в докладе "Исследования в области получения алюминия в электролизерах с преднапряженным кожухом" на заседании-2015 Американского общества минералов, металлов и материалов. Однако анализ, выполненный авторами настоящего изобретения, показывает, что для катодного кожуха определенной производительности можно достигнуть большей экономии расходов за счет уменьшения глубины конструкции катодного кожуха, уменьшения расстояния между электролизерами и уменьшения длины здания. Также, для катодного кожуха определенных внешних габаритов уменьшение глубины конструкции катодного кожуха позволяет увеличить общую площадь электродов в линии фиксированной длины и, следовательно, повысить ее производительность.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0018] Приведенное ниже раскрытие представляет собой введение в более подробное описание, которое следует за ним, но не уточнения или ограничения заявленного предмета изобретения.
[0019] Цель настоящего изобретения заключается в том, чтобы предложить катодный кожух с податливыми связями и низкопрофильную или тонкую конструкцию катодного кожуха. Она подходит для алюминиевых электролизеров, в которых используются графитные или графитированные катодные блоки, и которые работают при токе 200 кА и больше. Податливые связи, включают низкопрофильную конструкцию боковых стенок с полуэллиптическими консольными рессорами (также называемыми здесь "консольные пластины"), которые выступают менее чем на приблизительно 200 мм за пределы внутренней полости катодного кожуха, и могут выдерживать минимально требуемые связывающие нагрузки во время тепловых циклов и постоянно в течение срока службы.
[0020] Еще одна цель настоящего изобретения заключается в том, чтобы предложить способ увеличения площади электродов и за счет этого повысить производительность линии электролизеров фиксированных габаритов.
[0021] Согласно одному аспекту, изобретение предлагает низкопрофильный алюминиевый электролизер, включающий футеровку и катодный кожух. Футеровка имеет известную современную конструкцию, в которой используются графитные или графитированные катоды, которые не подвержены чрезмерному химическому расширению при отсутствии ограничений. Кроме того, низкопрофильный алюминиевый электролизер настоящего изобретения подходит для эксплуатации при высоком токе 200 кА и больше.
[0022] Согласно еще одному аспекту, катодный кожух включает систему оболочки, называемой "ванна", систему торцевых стенок и систему поперечных опор.
[0023] Согласно еще одному аспекту, ванна представляет собой пятистенный короб с открытым верхом, предназначенный для размещения футеровки алюминиевого электролизера и имеющий достаточно места для катодных токоприемников, подъемных и других функций, известных специалисту в области конструкций и эксплуатации алюминиевых электролизеров.
[0024] Согласно еще одному аспекту, система торцевых стенок может иметь любую подходящую конструкцию, подходящую для того, чтобы выдерживать нагрузки, возникающие из-за расширения футеровки.
[0025] Согласно еще одному аспекту, система поперечных опор включает некоторое число жестких горизонтальных нижних балок, расположенных под донной плитой ванны, с вертикальными податливыми элементами связей, установленными на каждом конце каждой балки. Нижние балки предназначены для того, чтобы выдерживать вертикальные нагрузки в ходе процесса и усиливать ванну для предотвращения продольного изгиба и изгибного момента, развиваемого податливыми элементами связей в ответ на расширение футеровки.
[0026] Согласно еще одному аспекту, податливые элементы связей включают вертикальные элементы, прикрепленные к поперечным нижним балкам. Податливые элементы связей включают вертикальные полуэллиптические консольные рессоры или пластины, выполненные менее жесткими, чем вертикальные элементы конструкции катодного кожуха, но обеспечивающие минимальную связывающую нагрузку во время тепловых циклов. Податливые элементы связей выполнены так, чтобы выходить не более чем на 200 мм за максимальные внутренние габариты ванны, по существу по всей высоте элемента связи.
[0027] Преимущество настоящего изобретения заключается в том, что более постоянные характеристики нагрузки-смещения полуэллиптических консольных рессор позволяют уменьшить нормальные рабочие нагрузки, действующие на футеровку, причем без уменьшения прочности футеровки или ее эксплуатационных характеристик во время тепловых циклов. Снижение требований по нагрузку позволяет использовать меньшие элементы связей без ухудшения эксплуатационных характеристик электролизера.
[0028] Настоящее изобретение устраняет ограничение, существующее в уровне техники, за счет уменьшения внешних габаритов конструкции катодного кожуха. Это позволяет получить увеличенную площадь электродов в катодном кожухе определенных внешних габаритов. При использовании в производственной линии настоящее изобретение позволяет получить повышенную производительность при меньшем числе электролизеров или получить такую же производительность линии с меньшим числом электролизеров по сравнению с известным уровнем техники.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0029] Для облегчения более глубокого понимания заявленного предмета изобретения будут сделаны ссылки на прилагаемые чертежи, на которых показано следующее.
[0030] Фиг. 1: пара известных катодных кожухов в их ваннах с опорами и шинами.
[0031] Фиг. 2: один из известных катодных кожухов с Фиг. 1, показанный без шин.
[0032] Фиг. 3: поперечное сечение известного катодного кожуха с Фиг. 2 с показом футеровки и поперечной конструкции.
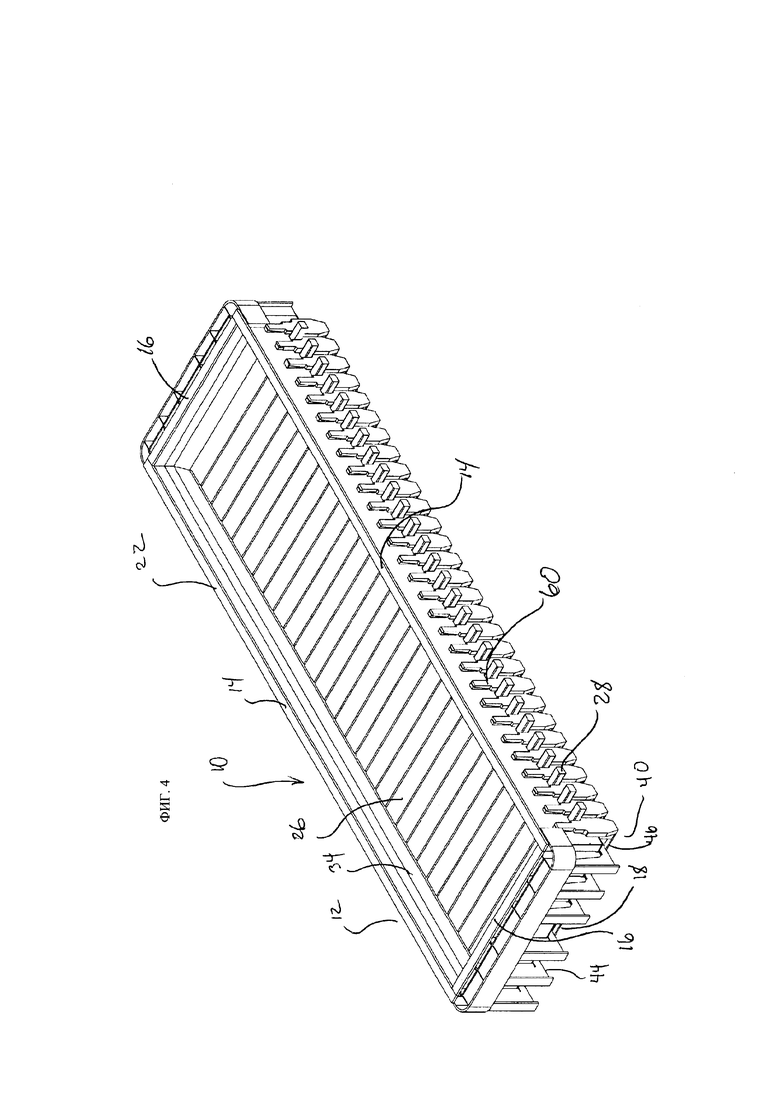
[0033] Фиг. 4: катодный кожух согласно одному варианту осуществления изобретения.
[0034] Фиг. 5: увеличенная часть поперечного сечения катодного кожуха с Фиг. 4 с показом футеровки и поперечной конструкции.
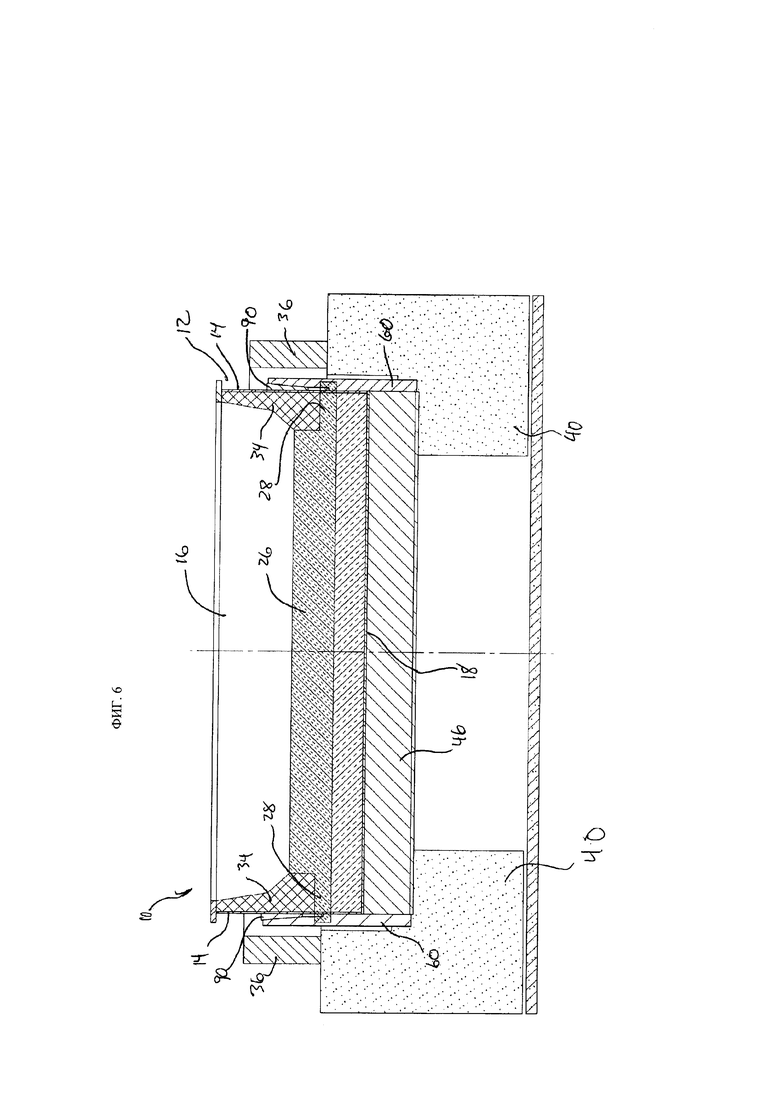
[0035] Фиг. 6: поперечное сечение катодного кожуха с Фиг. 4.
[0036] Фиг. 7: поперечное сечение поперечных нижних балок и податливых элементов связей катодного кожуха с Фиг. 4, включая регулировочные средства первого типа.
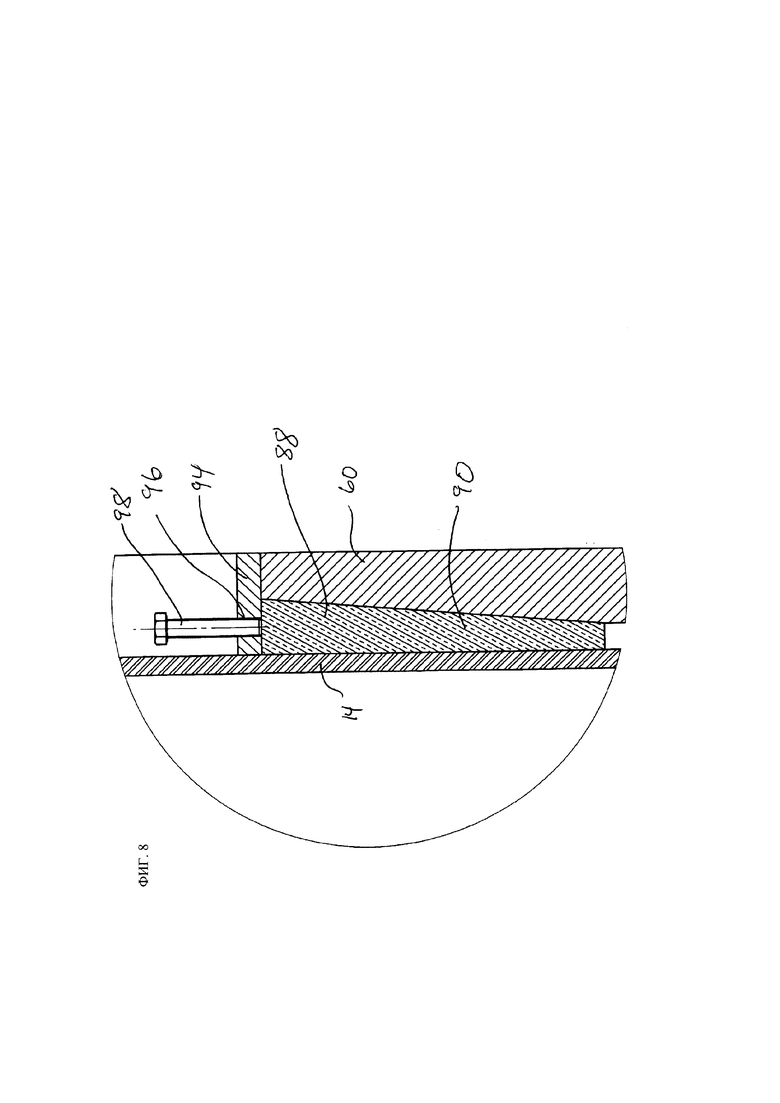
[0037] Фиг. 8: увеличенное вид одного из податливых элементов связей и регулировочных средств с Фиг. 7.
[0038] Фиг. 9: Поперечное сечение поперечных нижних балок и податливые элементы связей катодного кожуха с Фиг. 4, включая регулировочные средства второго типа.
[0039] Фиг. 10: увеличенный вид одного из податливых элементов связей и регулировочных средств с Фиг. 9.
[0040] Фиг. 11: график стоимости установленной мощности против массы катодного кожуха при сравнении известного уровня техники с настоящим изобретением.
[0041] Фиг. 12: схематическое изображение, показывающее характеристики нагрузки-смещения катодного кожуха.
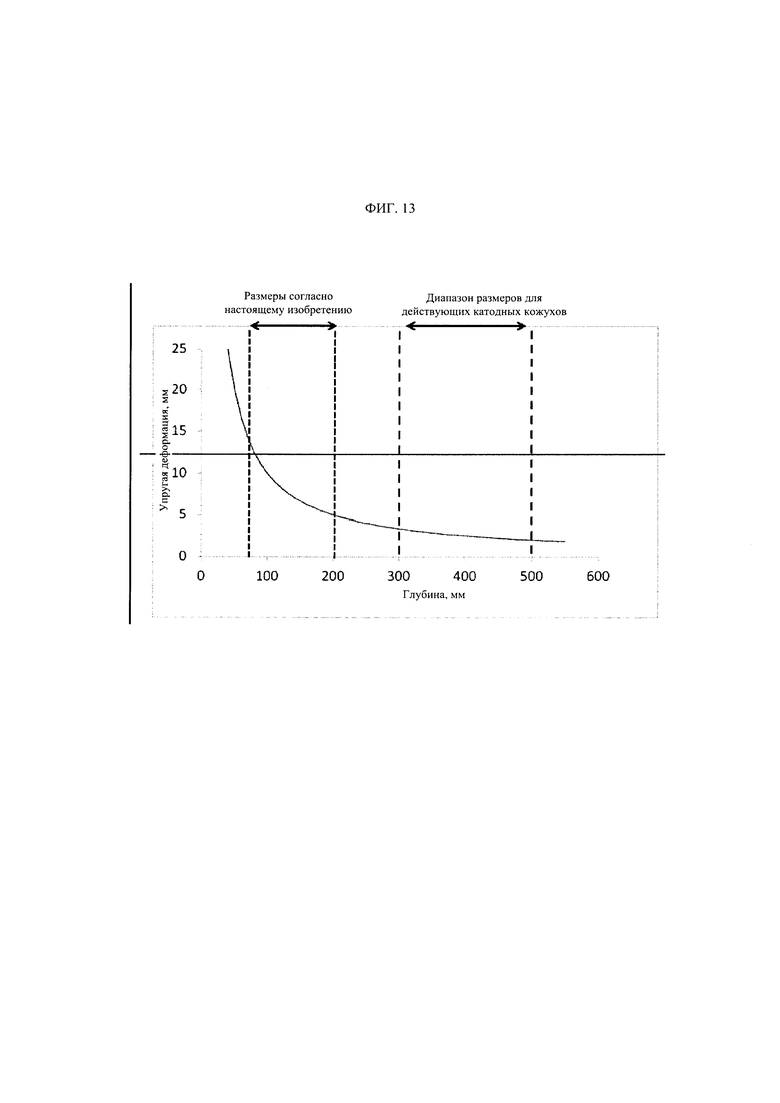
[0042] Фиг. 13: график, показывающий отношение между упругой деформацией и глубиной элемента для элемента из мягкой стали длиной 1 м.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0043] В приведенном ниже описании указаны конкретные детали примеров заявленного предмета изобретения. Однако варианты осуществления, описанные ниже, не предназначены для определения или ограничения заявленного предмета изобретения. Специалистам в данной области техники будет очевидно, что в этих конкретных вариантах осуществления возможны разные изменения в пределах объема заявленного предмета изобретения.
[0044] На Фиг. 4 и 5 показан катодный кожух 10 алюминиевого электролизера (иногда называемых здесь "электролизер" и "катодный кожух 10") согласно одному варианту осуществления, при этом некоторые их детали в ванне электролизера не показаны для большей наглядности. Специалист поймет, что катодный кожух 10 может быть снабжен опорной конструкцией, верхней частью конструкции, токоприемниками и шинами для производства алюминия по процессу Холла-Эру. Эти элементы, которые обычно используют в электролизерах, не упоминаются в данном описании, если только этого не требуется для объяснения конкретного варианта осуществления.
[0045] Катодный кожух 10 электролизера включает систему оболочки 12 (также называемой здесь "ванна 12"), включающую пару продольных боковых стенок 14, пару поперечных торцевых стенок 16, стенку днища 18 и открытый верх с верхним краем 22 по периметру. Как показано, система оболочки 12 по существу прямоугольная по форме, и боковые стенки 14 длиннее, чем торцевые стенки 16.
[0046] Боковые стенки 14 и торцевые стенки 16 катодного кожуха 10 защищены от ванны огнеупорными стеновыми блоками 34 футеровки на их внутренних поверхностях. Стенка днища 18 покрыта углеродной подиной, состоящей из графитных или графитированных катодных блоков 26 (типа, не подверженного химическому расширению в долгосрочном плане), снабженных стержнями токоприемников 28, концы которых проходят через боковые стенки 14.
[0047] Если некоторое число электролизеров 10 объединяют в производственную линию (не показана), электролизеры 10 располагают рядом друг с другом, каждый в своем отсеке, при этом боковые стенки 14 соседних электролизеров 10 расположены параллельно друг напротив друга. Производственная линия расположена в помещении (не показано), имеющем некоторую длину и ширину, при этом боковые стенки 14 электролизеров 10 расположены по ширине помещения, и торцевые стенки 16 электролизеров 10 расположены по длине помещения. Обычно таким помещением является здание достаточной ширины для размещения одной производственной линии электролизеров.
[0048] Каждый отсек электролизера также включает одну или несколько продольных шин (не показаны на Фиг. 4), проходящих вдоль каждой из боковых стенок 14, и одну или несколько поперечных шин, проходящих вдоль каждой из торцевых стенок 16. Продольные шины 36 (Фиг. 6) соединены по току с концами стержней токоприемников 28 катодных блоков 26. Продольные шины отстоят на некоторое расстояние от боковых стенок 14, и поперечные шины отстоят на некоторое расстояние от торцевых стенок 16, формируя оболочку, в которой расположен катодный кожух 10. Расположение шин в варианте осуществления, показанном на Фиг. 4, имеет такой же вид и структуру, как и шины, показанные на Фиг. 1.
[0049] Конструкция оболочки 12 и ее содержание опираются на конструкцию основания 40, которая включает некоторое число жестких, проходящих горизонтально, поперечных нижних балок 46, расположенных по существу параллельно торцевым стенкам 16, и также может включать некоторое число жестких, проходящих горизонтально, продольных нижних балок 44, параллельных боковым стенкам 14. Нижние балки 44, 46 (также называемые здесь "опорные элементы") расположены под стенкой днища 18 системы оболочки 12 и могут образовывать сеть пересекающихся горизонтальных опорных балок, выдерживающих массу электролизера 10 и его содержимого.
[0050] Поперечные нижние балки 46 вместе образуют систему поперечных опор. Как можно видеть на чертежах, поперечные нижние балки 46 расположены почти полностью под конструкцией оболочки 12, и концы поперечных нижних балок 46 незначительно выходят за боковые стенки 14 системы оболочки 12. Таким образом, поперечные нижние балки 46 незначительно увеличивают установочную площадь электролизера 10.
[0051] Торцевые стенки 16 снабжены концевым усилением, известным как концевая конструкция, чтобы передавать необходимые силы реакции в продольном направлении. Концевая структура может иметь любую подходящую и известную форму и здесь подробно не описана.
[0052] В дополнение к поперечным нижним балкам 46, система поперечных опор включает некоторое число податливых элементов связей, описанных ниже, которые соединены с поперечными нижними балками 46.
[0053] Система поперечных опор, включающая некоторое число жестких горизонтальных поперечных нижних балок 46, расположена под стенкой днища 18 ванны 12. Поперечные нижние балки 46 предназначены для того, чтобы выдерживать вертикальные нагрузки, а именно, массу ванны 12 и ее содержимого, и нагрузки, которые прилагают к конструкции во время технического обслуживания. Поперечные нижние балки 46 также усиливают ванну 12 против продольного изгиба и изгибного момента, прилагаемого податливыми элементами связей в ответ на расширение футеровки, которая включает огнеупорные стеновые блоки 34 и катодные блоки 26.
[0054] Катодный кожух 10 также включает некоторое число податливых элементов связей 60 (также именуемых здесь "вертикальные элементы связей 60"), каждый из которых расположен вертикально на наружной поверхности одной из боковых стенок 14 системы оболочки 12, т.е. в пространстве между одной из боковых стенок 14 и соседней продольной шиной. Таким образом, можно видеть, что вертикальные элементы связей 60 расположены по существу в пределах наружного периметра электролизера 10 и не вносят существенного увеличения в установочную площадь электролизера 10.
[0055] Каждый из вертикальных элементов связей 60 имеет нижний конец, который прикреплен к системе поперечных опор, более конкретно, жестко прикреплен к одной из поперечных нижних балок 46. Например, как показано на Фиг. 4 и 5, каждый из вертикальных элементов связей 60 жестко прикреплен к концу одной из поперечных нижних балок 46.
[0056] Каждый из вертикальных элементов связей 60 имеет противоположный верхний конец или свободный конец, который расположен на верхнем крае 22 системы оболочки 12 или под ним. Таким образом, вертикальные элементы связей 60 не увеличивают высоту катодного кожуха 10. Например, верхние концы вертикальных элементов связей 60 могут быть расположены под верхним краем 22 системы оболочки 12 по существу на одном уровне с верхними поверхностями катодных блоков 26.
[0057] Каждый из вертикальных элементов связей 60 может включать вертикальную полуэллиптическую консольную рессору или консольную пластину, включающую металлический элемент, который может включать металлическую пластину, прикрепленную на ее нижнем конце к одной из поперечных нижних балок 46. Полуэллиптические консольные рессоры имеют достаточную длину, чтобы главная точка передачи нагрузки на ванну 12 находилась приблизительно на выступающей верхней части катодных блоков 26, упомянутых выше.
[0058] Толщина, ширина и состав металлических элементов выбирают так, чтобы свободный верхний конец каждого вертикального элемента связи 60 был податливым, т.е., чтобы он мог перемещаться наружу в ответ на тепловое и/или химическое расширение системы оболочки 12 и внутрь в ответ на тепловое сжатие системы оболочки 12, при этом сохраняя направленную внутрь сжимающую силу, прилагаемую к системы оболочки 12. Например, толщина и/или ширина вертикальных элементов связей 60 может изменяться по длине вертикального элемента связи 60. Как показано на чертежах, например, ширина и/или толщина верхних концов вертикальных элементов связей 60 может быть уменьшена по сравнению с нижними концами, чтобы верхние концы были более податливы, чем нижние концы.
[0059] Податливые элементы связей 60 могут быть выполнены так, чтобы при нормальной эксплуатации они испытывали первую нагрузку, называемую рабочей нагрузкой, чтобы в ответ на ожидаемое уменьшение температуры процесса (в тепловом цикле), соответствующая усадка футеровки не вызывала уменьшение прилагаемой нагрузки до значения ниже второй нагрузку, называемой минимальной связывающей нагрузкой.
[0060] Минимальная связывающая нагрузка может быть определена как нагрузка, при которой могут быть преодолены расчетные силы трения и другие силы, противодействующие сжатию футеровки, чтобы благодаря этому предотвратить появление зазоров в футеровке во время сжатие в ответ на тепловой цикл.
[0061] Тепловой цикл может быть определен как отклонение от нормальной рабочей температуры, соответствующее пределам нормального тока алюминиевого электролизера в соответствии с практикой работы, обычно в интервале +/-100-150°С от нормальной рабочей температуры.
[0062] Преимущество данного варианта осуществления состоит в том, что повышенная податливость конструкции, обеспечиваемая вертикальными элементами связей 60, имеющими форму полуэллиптических консольных рессор, уменьшает нагрузку, которая должна развиваться во время нормальной эксплуатации, чтобы сохранять минимальную связывающую нагрузку во время теплового цикла. Это основано на том, что чем менее жесткой будет конструкция, тем меньше изменится реактивная нагрузку при ее деформации. Это проиллюстрировано на Фиг. 12, где показаны характеристики нагрузки - деформации для жесткой конструкции и для податливой конструкции. Хотя обе конструкции сохраняют минимальную связывающую нагрузку во время теплового цикла, жесткой конструкции для этого требуется существенно более высокая рабочая нагрузка.
[0063] Полуэллиптическая консольная пружина податливого элемента связи 60 может быть выполнена по размерам и из материалов конструкции (обычно мягких или низколегированных сталей), чтобы ее деформация происходила в диапазоне пластичности конструкционных материалов выше расчетной рабочей нагрузки. Конструкционные материалы выбирают так, чтобы они имели достаточную вязкость для соответствия ожидаемому тепловому и химическому расширению футеровки, которое вычисляют на основании свойств расширения материалов футеровки или оценивают по опыту эксплуатации. Для податливых элементов связей 60 могут быть выбраны более прочные материалы, чтобы уменьшить их размер и увеличить диапазон упругости, если это желательно.
[0064] Размеры вертикального элемента связи 60 могут быть выбраны так, чтобы они не превышали приблизительно 200 мм в глубину (толщина), с целью максимального повышения преимуществ изобретения. Это можно видеть, например, сравнивая поперечное сечение с Фиг. 6 с поперечным сечением из уровня техники с Фиг. 3, где вертикальные элементы связей включают жесткие балки глубиной приблизительно 300 мм - 500 мм. Это позволяет использовать более длинные катодные блоки 26 в системы оболочки 12 с Фиг. 6, по сравнению с конструкцией, показанной на Фиг. 3.
[0065] Для дальнейшей иллюстрации преимуществ вертикальных элементов связей 60 согласно данному варианту осуществления на Фиг. 13 показано отношение между упругой деформацией и глубиной элемента для элемента из мягкой стали длиной 1 м. Например, выбор полуэллиптической консольной пружины в интервале приблизительно 200-50 мм может увеличить интервал упругой деформации податливого элемента связи на 150-600% по отношению к известным шпангоутам катодных кожухов. В одном варианте осуществления каждый из податливых элементов связей 60 выходит приблизительно на 75 мм - 150 мм в поперечном направлении из системы оболочки 12 по существу по всей высоте податливого элемента связи 60.
[0066] Авторы изобретения определили, что минимальная глубина вертикальных элементов связей 60 ограничивается требованием по достижению рабочей нагрузки во время нагрева футеровки. Если вертикальные элементы связей 60 будут чрезмерно податливыми, начальное расширение футеровки может быть недостаточным для достижения рабочей нагрузки. В этом случае электролизер 10 будет иметь повышенный риск просачивания металла на ранней стадии процесса до того, как произойдет химическое расширение. Для того, чтобы преодолеть это ограничение, податливые элементы связей 60 могут быть снабжены регулировочными средствами, которые могут быть введены между свободными верхними концами вертикальных элементов связей 60 и конструкцией оболочки 12.
[0067] Регулировочное средство первого типа показано на Фиг. 4-8. Как показано, верхний конец податливого элемента связи 60 имеет такую форму, что образуется щель 88 между боковой стенкой 14 системы оболочки 12 и верхней частью податливого элемента связи 60, включая его верхний конец. Щель 88 может включать наклонную поверхность 92, которая наклонена наружу к верхнему концу податливого элемента связи 60, в результате чего глубина щели 88 увеличивается к верхнему концу податливого элемента связи 60. По меньшей мере частично в щель 88 входит клин 90, который прилегает к наклонной поверхности 92 между верхним концом податливого элемента связи 60 и наружной поверхностью боковой стенки 14. Клин 90 может быть введен в направлении вниз сверху, чтобы увеличить отклонение наружу верхнего конца податливого элемента связи 60. Введение клина 90 может быть осуществлено разными средствами, например, с помощью молотка, портативного гидравлического домкрата, действующего на подходящую скобу, или любого другого подходящего средства. Как показано в приближении на Фиг. 8, например, скоба 94 может быть прикреплена к боковой стенке 14 выше верхнего конца податливого элемента связи 60 и клина 90. Скоба 94 имеет резьбовое отверстие 96, в которое входит винт 98, нижний конец которого контактирует с верхним (широким) концом клина 90. Вворачивание винта 98 в отверстие 96 вводит клин 90 вниз в щель 88, этим увеличивая отклонение верхнего конца податливого элемента связи 60. Выворачивание винта 98 позволяет клину 90 двигаться вверх в щели 88, чтобы уменьшить отклонение верхнего конца податливого элемента связи 60.
[0068] При этом следует понимать, что клинья 90 могут быть удалены в течение срока службы в ответ на расширение футеровки. Это облегчит расширение электролизера 10 без воздействия на другие ограничения.
[0069] Регулировочное средство второго типа показано на Фиг. 9 и 10. Как показано, верхний конец податливого элемента связи 60 уменьшен по глубине, чтобы образовать щель 100 между верхним концом податливого элемента связи 60 и наружной поверхностью боковой стенки 14. Щель 100 может иметь прямоугольную форму, как показано на Фиг. 9 и 10, и ее размер и форма соответствуют вставляемому прижимному блоку 102. Как можно видеть на увеличенном виде с Фиг. 10, верхний конец податливого элемента связи 60 имеет резьбовое отверстие 106, в которое вворачивают винт 108 до контакта конца винта 108 с прижимным блоком, причем винт 108 по существу перпендикулярен боковой стенке 14. Прижимной блок 102 может иметь выемку 104, которая совпадает с резьбовым отверстием 106 и служит для приема конца винта 108, предотвращая смещение винта 108 при движениях катодного кожуха 10 и футеровки. Следует понимать, что вворачивание винта 108 в резьбовое отверстие 106 приведет к нагрузке на прижимной блок 102, увеличивающей отклонение наружу верхнего конца податливого элемента связи 60. И наоборот, выворачивание винта 108 уменьшит нагрузку на прижимной блок 102 и уменьшит отклонение наружу верхнего конца податливого элемента связи 102.
[0070] Цель регулировочных средств, описанных выше, заключается в том, чтобы вызывать дополнительное отклонение податливого элемента связи 60 после нагрева футеровки до рабочей температуры после достаточного спекания углеродной пасты, но перед введением расплавленного электролита или металла. Дополнительное отклонение, обеспечиваемое регулировочными средствами, достаточно для отклонения верхних концов податливых элементов связей 60 на величину, которая вместе с расширением футеровки создаст реактивную силу в податливых элементах связей 60, равную желательной рабочей нагрузке.
[0071] Поэтому использование описанных выше регулировочных средств с податливыми элементами связей 60 позволяет еще уменьшить глубину податливых элементов связей 60 без ухудшения эксплуатационных характеристик алюминиевого электролизера 10.
[0072] Как сказано выше, профиль (размеры по ширине и толщине) полуэллиптических консольных рессор (т.е. податливых элементов связей 60) может быть разным по их длине, чтобы получить бóльшую или меньшую податливость конструкции. Кроме того, податливые элементы связей 60 могут быть прикреплены гибко или жестко на отрезках их длины к боковой стенке 14 при сохранении свободы движения их верхних концов, если это будет полезно в каком-то конкретном варианте осуществления.
[0073] Специалисты в данной области техники должны понимать, что податливые элементы связей 60, которые описаны выше, могут использоваться в сочетании с другими пружинными элементами, такими как цилиндрические пружины, тарельчатые пружины, волнистые пружины, листовые рессоры или торсионы, для получения большей податливости, чем возможна при использовании только системы полуэллиптических консольных рессор податливых элементов связей 60.
[0074] Следует понимать, что описанные в настоящей заявке варианты осуществления позволяют увеличить производительность уже действующей линии электролизеров, которая ограничена плотностью тока на поверхностях анодов и катодов. Это преимущество можно проиллюстрировать на следующем примере.
[0075] Линия электролизеров включает 300 алюминиевых электролизеров в двух помещениях, ограниченных плотностью тока и работающих под током 280 кА. Эти действующие электролизеры имеют известную конструкцию с наружными и внутренними габаритами и другими характеристиками, указанными в Таблице 1.


[0076] Как можно понять из вышеприведенной таблицы, производительность линии электролизеров увеличивается на 11% при замене действующих алюминиевых электролизеров низкопрофильными электролизерами с идентичными наружными габаритами и увеличенной внутренней площадью. Увеличенная внутренняя площадь позволяет разместить большее число анодов и катодов. Ток на линии электролизеров и, следовательно, производительность, увеличивается без превышения лимита плотности тока.
[0077] Специалистам в данной области техники будет понятно, что для размещения увеличенного числа анодов и катодов придется модифицировать верхние конструкции.
[0078] Специалистам в данной области техники также будет понятно, что повышенный выход алюминия может быть связан с генерацией дополнительной теплоты в электролизере. Это повышенное требование к отводу тепла может быть выполнено за счет установки проводящих охлаждающих ребер на наружную поверхность катодного кожуха на возвышении ванны или за счет повышения конвективного теплопереноса другими средствами, например, принудительным воздушным охлаждением.
[0079] Также будет понятно, что выпрямители, анодное оборудование, цех производства стержней, систему отходящих газов, кран, машины для обслуживания электролизеров, литейный цех и другое вспомогательное оборудование вероятно потребуется модифицировать, если они не имеют достаточного запаса мощности, чтобы полностью воспользоваться преимуществами новшеств, предлагаемых настоящим изобретением.
[0080] Специалистам в данной области техники также будет понятно, что настоящее изобретение может быть применено при строительстве новых линий электролизеров с целью уменьшить капитальные затраты на установленную мощность.
[0081] На Фиг. 1 (известный уровень техники) показана пара известных алюминиевых электролизеров 10', расположенных рядом друг с другом в линии. Эти известные электролизеры 10' включают некоторое число элементов, которые подобны или идентичны элементам электролизеров 10, описанных выше. Одинаковые ссылочные номера использованы для обозначения этих элементов известных электролизеров 10', и приведенное выше описание этих элементов применимо к известным электролизерам с Фиг. 1, если в последующем описании не указано иное.
[0082] На Фиг. 1 также показаны продольные шины 36, проходящие по боковым стенкам 14 на некотором расстоянии от них, и поперечные шины 38, проходящие по торцевым стенкам 16 на некотором расстоянии от них. Хотя это не показано на чертежах электролизеров 10, следует понимать, что подобные или идентичные шины 36, 38 будут включены в электролизеры 10 согласно изобретению. На Фиг. 1 также показана конструкция основания известных электролизеров 10'.
[0083] На Фиг. 2 (известный уровень техники) показан один из известных алюминиевых электролизеров 10 с удаленными шинами, чтобы более наглядно показать жесткие вертикальные элементы связей 58 на боковых стенках.
[0084] На Фиг. 3 (известный уровень техники) показано поперечное сечение одного алюминиевого электролизера 10', также с показом жестких вертикальных элементов связей 58, имеющих глубину 300-500 мм.
[0085] На Фиг. 12 показаны характеристики нагрузки - смещения для жесткой конструкции, показанной на Фиг. 1-3, и податливой конструкции в соответствии с настоящим изобретением.
[0086] Описанные выше варианты осуществления настоящего изобретения служат только в качестве примеров. Специалисты в данной области техники могут выполнить переделки, модификации и изменения в этих конкретных вариантах осуществления, но без нарушения объема изобретения, который определен прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2294404C1 |
| Кожух катодный алюминиевого электролизера | 1977 |
|
SU745963A1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2082831C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2229541C2 |
| КОНСТРУКЦИЯ ТОКООТВОДОВ КАТОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2012 |
|
RU2553132C1 |
| ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ИНЕРТНЫМИ АНОДАМИ | 2012 |
|
RU2544727C1 |
| Катодное устройство алюминиевого электролизера | 1989 |
|
SU1742359A1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2021 |
|
RU2770602C1 |
| Катодное устройство алюминиевого электролизера | 1983 |
|
SU1308201A3 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2096531C1 |








Изобретение относится к алюминиевому электролизеру. Электролизер содержит кожух ванны, включающий пару продольных боковых стенок, пару поперечных торцевых стенок, стенку днища и открытый верх с верхним краем, поперечный опорный каркас, включающий поперечные нижние балки, расположенные под кожухом и проходящие поперек между боковыми стенками, причем каждая из поперечных нижних балок имеет пару противоположных концов, и деформируемые элементы связи, прикрепленные к поперечному опорному каркасу, причем каждый из них проходит вертикально по наружной поверхности одной из боковых стенок для приложения направленной внутрь силы к упомянутой боковой стенке, выполнен в виде полуэллиптических консольных пружин, каждая из которых включает металлический элемент, нижний конец которого прикреплен к поперечному опорному каркасу, а деформируемый верхний свободный конец способен перемещаться внутрь и наружу в ответ на расширение и сжатие системы оболочки. Раскрыты также способ замены электролизеров электролизной серии алюминиевых электролизеров в здании корпуса электролиза и электролизная серия алюминиевых электролизеров. Обеспечивается повышение производительности без превышения лимита плотности тока и снижение капитальных затрат. 3 н. и 30 з.п. ф-лы, 1 табл., 13 ил.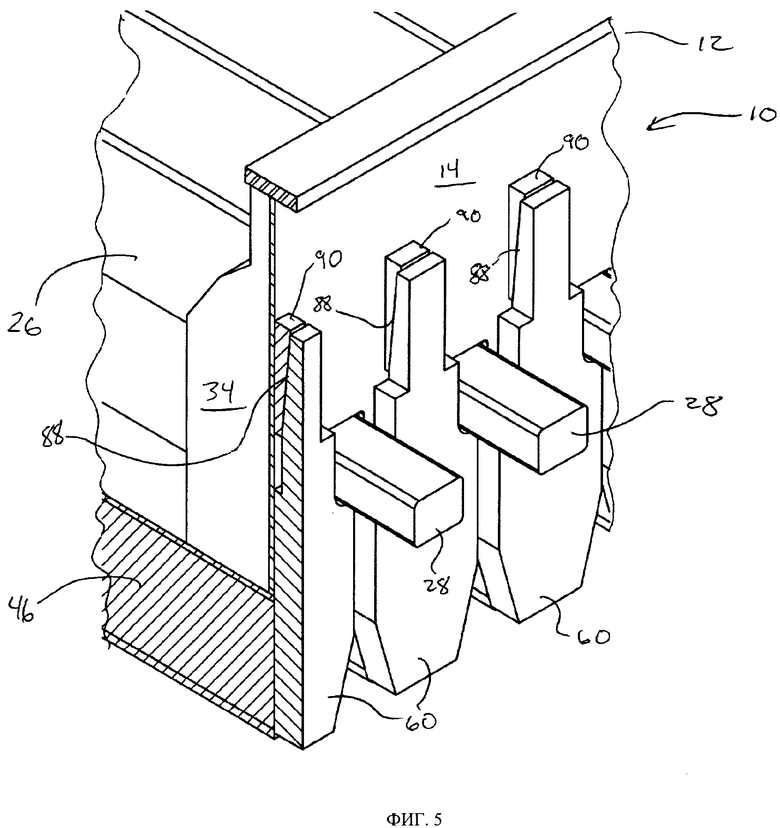
1. Алюминиевый электролизер, содержащий:
(a) кожух ванны, содержащий пару продольных боковых стенок, пару поперечных торцевых стенок, стенку днища с футеровкой катодными блоками и открытый верх с верхним краем,
(b) поперечный опорный каркас, содержащий поперечные нижние балки, расположенные под кожухом ванны и проходящие поперек между боковыми стенками, причем каждая из поперечных нижних балок имеет пару противоположных концов, и
(c) деформируемые элементы связи, закрепленные к поперечному опорному каркасу, каждый из которых проходит вертикально по наружной поверхности одной из боковых стенок, для приложения направленной внутрь силы к упомянутой боковой стенке,
отличающийся тем, что деформируемые элементы связи выполнены в виде полуэллиптических консольных пружин, каждая из которых содержит металлический элемент, нижний конец которого прикреплен к поперечному опорному каркасу, а деформируемый свободный верхний конец способен двигаться внутрь и наружу в ответ на расширение и сжатие опорного каркаса.
2. Алюминиевый электролизер по п. 1, отличающийся тем, что концы поперечных нижних балок незначительно выступают за боковые стенки кожуха ванны.
3. Алюминиевый электролизер по п. 2, отличающийся тем, что нижний конец каждого из деформируемых элементов связи жестко прикреплен к одному из концов одной из поперечных нижних балок.
4. Алюминиевый электролизер по п. 1, отличающийся тем, что каждый из деформируемых элементов связи проходит вертикально по наружной поверхности одной из боковых стенок.
5. Алюминиевый электролизер по п. 4, отличающийся тем, что каждый из деформируемых элементов связи находится в контакте с наружной поверхностью боковой стенки по меньшей мере на части его длины.
6. Алюминиевый электролизер по п. 1, отличающийся тем, что верхний конец расположен на верхнем крае кожуха ванны или ниже его.
7. Алюминиевый электролизер по п. 6, отличающийся тем, что по меньшей мере некоторые из деформируемых элементов связи прикреплены жестко или гибко на отрезках их длины к боковой стенке.
8. Алюминиевый электролизер по п. 6, отличающийся тем, что каждый из деформируемых элементов связи имеет достаточную длину для того, чтобы главная точка передачи нагрузки на боковые стенки приходилась приблизительно на верхние части катодных блоков футеровки стенки днища алюминиевого электролизера.
9. Алюминиевый электролизер по п. 1, отличающийся тем, что каждый из деформируемых элементов связи включает металлическую пластину.
10. Алюминиевый электролизер по п. 9, отличающийся тем, что упомянутая металлическая пластина имеет такую толщину, ширину и состав, чтобы верхний конец был деформируемым, а деформируемый элемент связи сохранял сжимающую силу, направленную внутрь на кожух ванны, во время расширения наружу и сжатия внутрь кожуха ванны.
11. Алюминиевый электролизер по п. 10, отличающийся тем, что толщина и/или ширина каждого из деформируемых элементов связи изменяется по его длине, причем ширина и/или толщина верхнего конца деформируемого элемента связи меньше ширины и/или толщины его нижнего конца, так что верхний конец более деформируемый, чем нижний конец.
12. Алюминиевый электролизер по п. 1, отличающийся тем, что каждый из деформируемых элементов связи выполнен так, что во время нормальной эксплуатации алюминиевого электролизера деформируемые элементы связи испытывают первую прилагаемую нагрузку, и в ответ на ожидаемое понижение температуры процесса деформируемые элементы связи испытывают вторую нагрузку, большую, чем минимальная связывающая нагрузка,
при этом минимальная связывающая нагрузка является нагрузкой, обеспечивающей преодоление сил, противодействующих сжатию футеровки алюминиевого электролизера, для предотвращения образования зазоров в футеровке во время сжатия в ответ на тепловой цикл, включающий отклонение приблизительно на +/- 100-150°С от нормальной рабочей температуры алюминиевого электролизера.
13. Алюминиевый электролизер по п. 1, отличающийся тем, что деформируемые элементы связи включают мягкую или низколегированную сталь.
14. Алюминиевый электролизер по п. 1, отличающийся тем, что деформируемые элементы связи имеют глубину не больше чем приблизительно 200 мм.
15. Алюминиевый электролизер по п. 14, отличающийся тем, что деформируемые элементы связи имеют глубину приблизительно от 50 до 200 мм.
16. Алюминиевый электролизер по п. 1, отличающийся тем, что деформируемые элементы связи снабжены регулировочными средствами, расположенными между верхними концами деформируемых элементов связи и кожухом ванны.
17. Алюминиевый электролизер по п. 16, отличающийся тем, что верхний конец каждого из деформируемых элементов связи выполнен с формой, обеспечивающей образование щели между боковой стенкой кожуха ванны и верхней частью деформируемого элемента связи, включая его верхний конец.
18. Алюминиевый электролизер по п. 17, отличающийся тем, что щель имеет наклонную поверхность, которая наклонена наружу к верхнему концу деформируемого элемента связи для увеличения глубины щели на верхнем конце деформируемого элемента связи.
19. Алюминиевый электролизер по п. 17, отличающийся тем, что регулировочное средство включает клин, который по меньшей мере частично входит в щель между верхним концом деформируемого элемента связи и боковой стенкой.
20. Алюминиевый электролизер по п. 19, отличающийся тем, что клин вводится в направлении вниз для увеличения отклонения наружу верхнего конца деформируемого элемента связи.
21. Алюминиевый электролизер по п. 20, отличающийся тем, что клин вводится в направлении вниз с помощью винта, входящего по резьбе в отверстие в скобе, прикрепленной к боковой стенке выше верхнего конца деформируемого элемента связи и клина.
22. Алюминиевый электролизер по п. 17, отличающийся тем, что щель имеет такие размер и форму, которые обеспечивают возможность приема прижимного блока.
23. Алюминиевый электролизер по п. 22, отличающийся тем, что верхний конец деформируемого элемента связи имеет резьбовое отверстие, в которое входит винт, конец которого входит в зацепление с прижимным блоком, и вворачивание винта в резьбовое отверстие прилагает нагрузку к прижимному блоку и увеличивает отклонение наружу верхнего конца деформируемого элемента связи.
24. Алюминиевый электролизер по п. 23, отличающийся тем, что прижимной блок имеет выемку, которая выравнена с резьбовым отверстием и служит для приема конца винта.
25. Алюминиевый электролизер по п. 1, отличающийся тем, что он содержит вертикальные экструдированные ребра, прикрепленные к верхней части кожуха ванны.
26. Алюминиевый электролизер по п. 1, отличающийся тем, что футеровка включает графитные или полностью графитированные катодные блоки.
27. Алюминиевый электролизер по п. 1, отличающийся тем, что алюминиевый электролизер рассчитан на эксплуатацию при токе 200 кА и больше.
28. Алюминиевый электролизер по п. 1, отличающийся тем, что деформируемые элементы связи включают цилиндрические пружины, тарельчатые пружины, волнистые пружины, листовые рессоры или торсионы.
29. Алюминиевый электролизер по п. 14, отличающийся тем, что деформируемые элементы связи имеют глубину приблизительно от 75 до 150 мм практически по всей их длине.
30. Алюминиевый электролизер по п. 1, отличающийся тем, что каждый из деформируемых элементов связи включает полуэллиптическую консольную пластину.
31. Способ замены электролизеров электролизной серии алюминиевых электролизеров, расположенной в здании, имеющем заданную длину и ширину, и содержащей множество действующих алюминиевых электролизеров, каждый из которых содержит действующий катодный кожух, действующий опорный каркас и имеет первую установочную площадь, определяемую площадью действующего катодного кожуха и действующего опорного каркаса, причем действующий катодный кожух и действующий опорный каркас имеют длину, проходящую по ширине здания, и причем длина действующего опорного каркаса больше длины действующего катодного кожуха, включающий:
удаление по меньшей мере одного действующего алюминиевого электролизера из электролизной серии и
установку по меньшей мере одного алюминиевого электролизера с катодным кожухом и опорным каркасом по п.1 в электролизную серию электролизеров на место, освобожденное одним из действующих электролизеров, и
каждый из упомянутых новых электролизеров имеет вторую установочную площадь, которая, по существу, такая же, что и первая установочная площадь, и новый катодный кожух которого имеет длину, которая, по существу, такая же, что и длина нового опорного каркаса, так что площадь нового катодного кожуха больше площади действующего катодного кожуха.
32. Способ по п. 31, отличающийся тем, что увеличение ширины электролизеров выполняют с обеспечением увеличения рабочего тока электролизеров таким образом, чтобы плотность тока на катоде оставалась, по существу, такой же, как и раньше, до замены электролизеров.
33. Электролизная серия алюминиевых электролизеров, содержащая
алюминиевые электролизеры, соединенные последовательно,
опорные основания,
шины и вертикальные проводящие элементы,
верхние конструкции с закрепленными анодами,
каналы отходящих газов,
раздаточную систему и
вспомогательное оборудование,
отличающаяся тем, что она содержит по крайней мере один электролизер по п.1.
| WO 2011028132 A1, 10.03.2011 | |||
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2294404C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2308547C1 |
| US 4087345 A, 02.05.1972 | |||
| US 4421625 A, 20.12.1983. | |||

